
Информация о методе техника сварки tig
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Сварка TIG (сварка неплавящимся электродом)
Сварочный процесс по методу TIG имеет ряд технологических особенностей. Эти особенности следует учитывать перед началом работы.
В первую очередь важно очистить свариваемые кромки от ржавчины, краски, масла или других загрязнителей. На алюминиевых заготовках необходимо удалять оксидную пленку, образовавшегося после травления. Это важно потому, что в процессе TIG-сварки значительно повышается чувствительность металла к загрязнениям.
TIG-сварка – это сварка неплавящимся вольфрамовым электродом. Работу следует проводить хорошо заточенным электродом, подобранным по диаметру и химическому составу.
- нелегированный (чистый) вольфрамовый электрод – используется для работы на переменном токе и подходит для всех защитных газов, идеально подходит для сварки алюминия, но быстро расходуется,
- электрод из торированного вольфрама – используется для работы на постоянном токе, при работе с переменным током подходит только для тонких материалов, требуют особых условий хранения из-за радиоизлучения,
- электрод из лантанированного вольфрама – отличаются повышенной износостойкостью и сохранением заточки, а также позволяют удобно зажигать и поддерживать дугу.
Электрод для TIG-сварки крепится внутри горелки в цанге. Инертный газ подается через сопло горелки. Дуга зажигается между электродом и свариваемым материалом. Розжиг может проводиться тремя способами: проведением по металлу, точечным касанием (Lift TIG) или бесконтактным способом.
Техника TIG-сварки предполагает точное соблюдение расположение и перемещение горелки. В начале сопло горелки относительно сварного шва должно быть расположено под углом 90о. Когда сварочная ванна сформирована, угол уменьшается до 70-80о. В конце угол уменьшают до 20-30о при заварке кратера. Соблюдение минимального зазора между иглой и металлом позволяет получить тонкий и ровный шов, тогда как увеличение этого расстояния приведет к расширению ванны и уменьшению степени проплавки. Движение горелки также влияет на качество шва: горелка должна перемещаться вдоль оси шва без поперечных движений.
Формирование сварного шва происходит за счет материала изделий или с использованием присадочной проволоки. Материал изделий используется в тех случаях, когда свариваемые детали максимально придвинуты друг к другу без зазора, а на концах имеются кромки. Если между изделиями есть зазор, то шов формируется за счет присадочной проволоки. Электрод и проволока не должны покидать области защитного газа для защиты от насыщения зоны сварки кислородом.
Материал изделий используется в тех случаях, когда свариваемые детали максимально придвинуты друг к другу без зазора, а на концах имеются кромки. Если между изделиями есть зазор, то шов формируется за счет присадочной проволоки. Электрод и проволока не должны покидать области защитного газа для защиты от насыщения зоны сварки кислородом.
Проволока может подаваться вручную или автоматически в зависимости от вида оборудования и используемой техники TIG-сварки. Главное требование – плавная подача проволоки для снижения риска разбрызгивания металла и размещение проволоки перед горелкой. Присадочная проволока подбирается максимально близко по составу к свариваемым материалам.
TIG сварки | Telwin
A. ВВЕДЕНИЕ
Дуговая сварка инертным газом с неплавящимся вольфрамовым электродом (Tungsten Inert Gas) – это процесс, в котором тепло, необходимое для выполнения сварки, подается электрической дугой, поддерживаемой между не плавящимся электродом и обрабатываемой деталью; электрод, используемый для проведения тока – это вольфрамовый электрод или электрод из вольфрамового сплава. Зона сварки, расплавленный металл и не плавящийся электрод защищены от воздействия атмосферы при помощи инертного газа, подаваемого через горелку, в которой находится электрод. Сварка с применением процесса TIG может вестись с припоем из другого материала (стержень материала припоя) или посредством расплавления материала основы под действием электрической дуги.
Зона сварки, расплавленный металл и не плавящийся электрод защищены от воздействия атмосферы при помощи инертного газа, подаваемого через горелку, в которой находится электрод. Сварка с применением процесса TIG может вестись с припоем из другого материала (стержень материала припоя) или посредством расплавления материала основы под действием электрической дуги.
B. СВАРОЧНЫЙ КОНТУР
Сварочный контур состоит из следующих основных частей
1. генератор тока
2. горелка, в которой находится вольфрамовый электрод, с пучком кабелей
3. стержень материала припоя
4. газовый баллон с контуром под давлением
5. зажим с кабелем массы
6. узел водяного охлаждения
1. Генератор тока
Генератор – это устройство, чьей задачей является поддержание горящей электрическую дугу, формирующуюся между материалом основы и вольфрамовым электродом, подавая достаточное количество тока для поддержания горящей дуги.
Внутри генератора обычно имеется регулировочное устройство тока сварки механического типа (магнитный шунт) или электронного типа (системы с тиристорами или системы с инвертером).
Можно выделить две категории генераторов:
a) генератор переменного тока AC (alternating current)
Выходной ток/напряжение генератора приобретает типичную форму квадратной волны, меняющей свою полярность через равные интервалы, с частотой 20 или 200 циклов в секунду (Герц) или более, в зависимости от типа используемого генератора. Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
b) генератор постоянного тока DC (direct current)
Выходной ток генератора приобретает форму постоянной волны, получаемую при помощи устройств, которые позволяют преобразование переменного тока/напряжения в постоянный ток.
В том случае, если сварочный контур состоит из генератора постоянного тока (DC), можно ввести дополнительную классификацию, в зависимости от способа соединения полюсов источника сварки со свариваемым материалом или от формы волны тока сварки:
i) постоянный ток с соединением с прямой полярностью
При прямой полярности горелка, с соответствующим кабелем, соединяется с отрицательным полюсом, и свариваемый материал соединяется с положительным полюсом источника; в этом случае электроны переходят от электрода к детали и приводят к плавлению.
Это наиболее часто используемый тип тока с системой TIG. Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
ii) постоянный ток с соединением с обратной полярностью
При обратной полярности горелка, с соответствующим кабелем, соединяется с положительным полюсом, и свариваемый материал соединяется с отрицательным полюсом источника.
Этот тип питания мало используется, поскольку производит плоский расплав с неглубоким проникновением. Обратная полярность приводит к избыточному нагреву электрода; для того, чтобы не вызвать его сгорание, необходимо применять ограниченную силу тока.
С этим связано его незначительное применение. Существует дополнительная группа генераторов, которые определяются как генераторы постоянного тока, независимо от полярности соединений, и точнее генераторы модулированного или импульсного постоянного тока.
Генератор модулированного тока – это генератор постоянного тока, оснащенный особыми устройствами, которые позволяют изменять амплитуду тока сварки. Модулированный или импульсный ток достигается, накладывая на основной постоянный ток другой компонент, обычно квадратные волны, приводя к периодической пульсации дуги. При помощи данной системы достигается сварочный шов, сформированный постоянным наложением друг на друга точек сварки, которые, одна за другой, формируют единый сварочный шов. Обычно этот ток применяется на небольших толщинах, где необходимо контролировать подачу температуры, чтобы избежать прожигания свариваемой детали, не нарушая при этом глубину проникновения сварки.
2. Горелка, в которой устанавливается вольфрамовый электрод с пучком кабелей
Горелка, в которой находится электрод, — это устройство, которое включает вольфрамовый электрод, и соединяется с кабелями, идущими к генератору, которое подает электропитание и направляет защитный газ.
В зависимости от типа использования, существуют горелки с естественным охлаждением, посредством защитного газа, если требуется низкая сила тока, и горелки с водным охлаждением, когда применяется сильный ток (200 — 500 A) и сварка ведется часто.
3. Стержень материала припоя
Толщина материала, тип соединения и необходимые характеристики сварки влияют на решение применять или не применять материал припоя, добавляемый к расплаву. Добавление материала припоя к расплаву при ручной сварке выполняется, погружая стержень материала припоя в зону дуги, рядом с расплавом.
Металл припоя обычно сходен с металлом основы и к нему часто добавляется ограниченное количество раскислителей или других элементов, улучшающих свойства зоны расплава.
4. Газовый баллон с контуром под давлением
Газовый баллон с контуром под давлением состоит из следующих частей:
— баллон с защитным газом
— манометр, прибор, используемый для указания на количество газа внутри баллона
— редуктор давления
— электроклапан, который имеется в том случае, если горелка оборудована кнопкой пуска, управляемой той же кнопкой, которая открывает и закрывает приток газа, в зависимости от потребностей оператора.
5. Зажим с кабелем массы
Зажим с кабелем массы позволяет осуществлять электрическое соединение между генератором тока и свариваемым материалом основы. Кабель должен иметь сечение и длину, соответствующие максимальной силе тока источника сварки.
6. Узел водного охлаждения
Узел водного охлаждения используется для охлаждения горелки, если она охлаждается водой, когда высокие значения сварочного тока приводят к избыточному перегреву. При помощи насоса, узел обеспечивает постоянную циркуляцию воды в горелке и посредством системы охлаждения управляет защитой от перегрева.
C. Защитные газы
Основной функцией защитного газа является замена воздуха рядом с расплавом, электродом и кончиком стержня с металлом припоя, чтобы избежать риска загрязнения вредными веществами, присутствующими в атмосфере.
Физические и химические характеристики газа могут по-разному влиять на сварку, в зависимости от разных типов металла. Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Важно, чтобы эти газы были как можно более чистыми, так как даже незначительное количество примесей может влиять на хорошее качество сварки, делая его неприемлемым.
Во время сварки, используя в качестве защитного газа аргон, дуга остается довольно устойчивой, но расплав менее горячий; поэтому данный газ лучше подходит для сварки небольших толщин.
Следует отметить, что аргон широко применяется из-за своей гораздо более низкой стоимости, по сравнению с гелием; это фактор является особенно значимым при выборе защитного газа.
Дуга с гелием вырабатывает более сильное тепло, по сравнению с аргоном; его использованием рекомендуется для сварки материалов с высокой теплопроводностью, позволяя увеличить скорость сварки.
Поскольку гелий легче воздуха, для создания правильной защиты расплава необходимо его применение в большем количестве, по сравнению с количеством используемого аргона.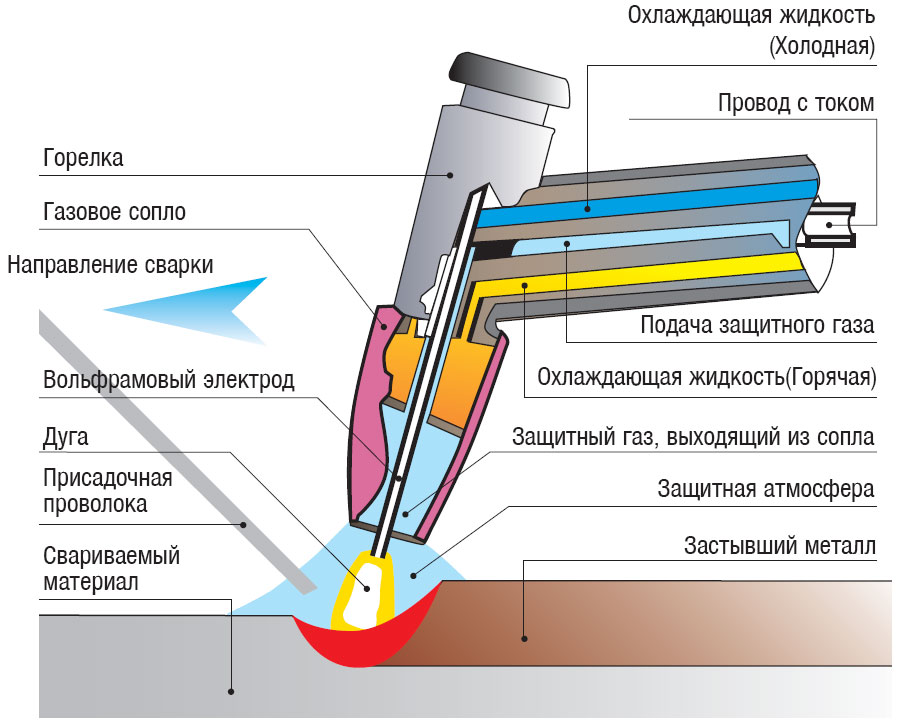
Смеси аргона и гелия используются для получения защитного газа с промежуточными характеристиками.
D. Неплавящиеся электроды
В продаже имеются различные типы неплавящихся электродов:
- электроды из чистого вольфрама.
Они используются при более низкой силе тока и при переменном токе, так как дуга является более устойчивой. С точки зрения стоимости, это наименее дорогие электроды. - электроды из торированного (покрытого торием) вольфрама.
Выдерживают высокую силу тока. Дуга легко разжигается и, после розжига, является довольно устойчивой. Применение данных электродов рекомендуется для сварки стали при постоянном токе с прямой полярностью. - электроды из вольфрама с цирконием.
Применение данных электродов рекомендуется для ручной сварки алюминия, магния и его сплавов при средне-низкой силе тока. - электроды с церием.
Они отличаются высоким выделением электронов, позволяя хорошее проникновение и удовлетворительную прочность при износе.
E. Системы розжига дуги
Розжиг электрической дуги происходит благодаря быстрому контакту между вольфрамовым электродом и деталью, или при помощи специального устройства для бесконтактного розжига.
Для того чтобы не загрязнять электрод или чтобы избежать ударов дуги по материалу основы, часто дуга разжигается на чистой пластине (из меди или той же природы, что и материал основы), расположенной рядом со скосом-
Типы розжига дуги, используемые наиболее часто, следующие:
- зажигание HF (высокочастотное). Пилотная искра дается высокочастотным генератором, которая налагает на напряжение сварки импульс высокого напряжения; мощность этого устройства минимальная, но позволяющая на расстоянии произвести розжиг электрической дуги.
Зажигание HF требует использование особой горелки сварки, на которой имеется также кнопка, позволяющая управлять розжигом. - зажигание с пилотной дугой. В этом случае дуга загорается между вольфрамовым электродом и вспомогательным электродом, которым может быть кольцо, помещенное на форсунку самой горелки.

Зажигание пилотной дуги происходит посредством искры высокой частоты, воздействующей на контур самой пилотной дуги; после того, как пилотная дуга загорелась, пилотная искра отключается, так как основная дуга загорается самостоятельно посредством простого разряда вольфрамового электрода, который воспламеняется в атмосфере из ионизированного газа. Это возбуждение дуги чаще всего используется в автоматических установках. - зажигание LIFT. Достигается при помощи устройства, работающего с током низкой величины, чтобы не повредить наконечник вольфрамового электрода, когда он находится в контакте со свариваемым материалом.
В тот момент, когда электрод отдаляется от детали, образуется искра, приводящая к розжигу дуги; генератор увеличивает ток сварки до начальной заданной величины. Запуск LIFT, из-за отсутствия высокой частоты, обладает свойством не создавать электромагнитные помехи; контакт наконечника электрода со свариваемым материалом в любом случае создает загрязнение расплава.
- возбуждение дуги трением (scratch). Этот розжиг получается при помощи трения вольфрамового электрода по свариваемой детали, с последующим возбуждением дуги. Как следствие контакта между электродом и свариваемой деталью, в начале шва имеются вольфрамовые включения, снижающие качество сварки.
F. Сварка TIG различных материалов
Применение данного процесса в основном используется при сварке нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов. Нержавеющие стали свариваются при постоянном токе (DC) с прямой полярностью.
Можно варить без материала припоя детали с толщиной до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя, который должен соответствовать качеству свариваемой нержавеющей стали. Перед началом сварки рекомендуется тщательно очистить материал щеткой из нержавеющей стали.
Алюминий и его сплавы свариваются при переменном токе (AC) и требуют, для хорошего результата шва, использование высокочастотного генератора с соответствующими характеристиками. Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
В таком случае также можно вести сварку без материала припоя на толщинах до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя.
Сварка в аргоновой атмосфере, с вольфрамовым электродом, применяется с мягкими и легированными сталями, никелем и его сплавами, медью и ее сплавами, титаном и его сплавами, а также сварку благородных металлов. Для данных металлов и сплавов используется постоянный ток (DC) с прямой полярностью.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Плюсы и минусы сварки TIG
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIGСварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электродВ отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки TIGОборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, поскольку TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
- Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
- Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
- Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
- Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIGСварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электродРазмер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газаМожно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярностьВы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварить основные металлыПродолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариковДержите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванныДля этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIGДля чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
- Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
- Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
- Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГНиже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварки, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл? В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавить в сварочную ванну вручную либо с помощью специального устройства подачи холодной проволоки. При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
После изучения основ сварки ВИГ необходимо продолжать обучение.
Курсы на YouTubeСуществуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификацияОбучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
Семинары Вы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
Сварка MIG и TIG: в чем разница?
Фото: istockphoto.com
Сварка MIG и TIG — это дискуссия, которая продолжается уже несколько десятилетий. Оба типа дуговой сварки широко используются как любителями, так и профессионалами. Оба предлагают универсальность и относительно доступное оборудование. Итак, что лучше?
Несмотря на то, что они звучат одинаково, а сварочные аппараты выглядят одинаково на первый взгляд, они далеко не одинаковы. По правде говоря, вопрос о том, какой тип сварки лучше всего, зависит от того, какой из них наиболее подходит для выполняемой работы.
Понимание различий между сваркой MIG и TIG является ключом к успеху любого проекта, и именно этому могут научиться начинающие сварщики из этой статьи.
Что такое сварка MIG?Фото: istockphoto.com
MIG означает «металлический инертный газ» и также известен как дуговая сварка металлическим газом (GMAW). Сварочные аппараты MIG генерируют мощный электрический ток, который проходит через ручную горелку. Горелка подает сварочный газ и автоматически подает сварочную проволоку MIG. Эта проволока создает электрическую дугу, которая расплавляет соединяемый металл и обеспечивает наполнитель для укрепления соединения. Заземляющий зажим крепится к заготовке для защиты сварщика от ударов.
Горелка подает сварочный газ и автоматически подает сварочную проволоку MIG. Эта проволока создает электрическую дугу, которая расплавляет соединяемый металл и обеспечивает наполнитель для укрепления соединения. Заземляющий зажим крепится к заготовке для защиты сварщика от ударов.
Сварочные газы MIG инертны, поэтому они не влияют на химическую реакцию в сварном шве. Наиболее распространена смесь аргона и углекислого газа. Сварочный газ MIG (также называемый защитным газом) предназначен для защиты расплавленного металла (сварочной ванны) от примесей, присутствующих в воздухе. Водород, азот и кислород в воздухе вокруг нас могут вызвать чрезмерное разбрызгивание (расплавленный металл, выбрасываемый из сварного шва) и пористость (пузырьки воздуха внутри сварного шва), последнее из которых создает недостатки в готовой работе.
Не всем сварочным аппаратам MIG требуется отдельная подача газа. При безгазовой сварке MIG (или сварке с флюсовой сердцевиной) сварочная проволока покрывается химическими веществами, которые образуют собственный экран по мере плавления проволоки.
Скорость является важным фактором, когда речь идет о сварке TIG или MIG, и последняя намного быстрее. Сварочный аппарат MIG автоматически подает сварочную проволоку через горелку со скоростью, заданной пользователем. Новички могут замедлить проволоку в соответствии со своим уровнем навыков, а профессионалы могут ускорить ее, чтобы максимизировать производительность.
Одним из недостатков сварки MIG является то, что она не обеспечивает такого аккуратного сварного шва, поэтому может потребоваться дополнительное время для очистки деталей перед покраской или гальванопокрытием.
Прочность сварного шва Любой правильно выполненный сварной шов чрезвычайно прочен. Как гласит старая поговорка, сварной шов на самом деле прочнее исходного металла. Это верно для любого хорошего сварного шва MIG, но требуется осторожность. Несмотря на то, что при сварке MIG образуется относительно большая и простая в управлении ванна расплавленного металла, слишком быстрая сварка может привести к неравномерному проплавлению, что приведет к ослаблению.
Защита, обеспечиваемая защитным газом, является жизненно важным элементом. Любой ветер может разрушить этот пузырь и пропустить примеси, поэтому стандартная сварка MIG не может выполняться на открытом воздухе. Одним из решений для этого является безгазовая сварка MIG, хотя ее нельзя использовать для сварки MIG алюминия.
Наша рекомендация : Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i на Amazon за 250,24 доллара США.
Этот популярный высококачественный сварочный аппарат MIG легок, прост в использовании и обеспечивает производительность, необходимую для широкого круга домашних и профессиональных сварочных задач.
Фото: istockphoto.com
TIG означает «вольфрам в инертном газе» и также известен как дуговая сварка вольфрамовым электродом (GTAW). При сварке TIG электрод, передающий электрический заряд, изготовлен из вольфрама и (в отличие от проволоки MIG) является неплавящимся. В результате необходимо использовать дополнительный присадочный стержень, который сварщик держит в другой руке. Их координация требует большей концентрации, чем при работе с MIG.
В результате необходимо использовать дополнительный присадочный стержень, который сварщик держит в другой руке. Их координация требует большей концентрации, чем при работе с MIG.
Как и при сварке MIG, при сварке TIG требуется газ для защиты сварного шва от загрязнений. Это также помогает предотвратить перегрев неподвижного электрода TIG. Сварочный газ TIG обычно состоит из аргона или смеси аргона и гелия (еще один инертный газ). Аргон и водород используются при сварке TIG нержавеющей стали.
Аргоновые и аргоно-гелиевые защитные экраны тяжелее, чем смесь аргона и углекислого газа, обычно используемая при сварке MIG, поэтому сварку TIG можно выполнять на открытом воздухе в спокойных условиях. Тем не менее, это все еще может быть проблемой. Одним из широко доступных решений является комбинированный аппарат, предназначенный для использования на открытом воздухе, который включает в себя сварку электродом, еще один вариант среди различных типов сварки.
Сварка ВИГ — более медленный процесс, чем сварка МИГ. Отчасти это связано с необходимостью сварщиков согласовывать действия обеих рук. Существует также физическое ограничение ручной подачи присадочных стержней в сварочную ванну по одному. По этим причинам сварка TIG невозможна так же быстро, как с автоматической проволокой MIG.
Преимуществом сварки TIG является больший контроль. Сварочная ванна сравнительно мала, что делает TIG лучшим выбором, когда важен внешний вид сварного шва. Этот процесс также позволяет сваривать более тонкие материалы, чем при сварке MIG.
Прочность сварного шваПоскольку при сварке TIG получаются более мелкие и аккуратные сварные швы, чем при сварке MIG, она идеально подходит для сварки более тонких материалов. Кроме того, интенсивность сварных швов проникает в материал глубже, поэтому прочность сварного шва TIG выше.
Это особенно важно при сварке ВИГ легкого алюминия, а также при работе с меньшими размерами. MIG может быть просто слишком мощным и может прожечь материал насквозь, в то время как TIG обеспечивает необходимую точность.
MIG может быть просто слишком мощным и может прожечь материал насквозь, в то время как TIG обеспечивает необходимую точность.
Наша рекомендация: AHP AlphaTIG 203XI на Amazon за 750 долларов.
Эта универсальная машина может производить прецизионные сварные швы стали, нержавеющей стали и алюминия, а также имеет возможность сварки электродом.
Фото: istockphoto.com
И MIG, и TIG могут выполнять различные типы сварки стали, нержавеющей стали и алюминия. Однако в целом скорость и мощность сварки MIG лучше подходят для более крупных проектов. MIG — отличный выбор для сварщиков-любителей, занимающихся ремонтом автомобилей, изготовлением стальной мебели или созданием стальных скульптур для сада.
Хотя сварка MIG нержавеющей стали и алюминия возможна, сварка TIG обычно считается лучшим вариантом для этих материалов. Нержавеющая сталь и алюминий более чувствительны к колебаниям температуры, и их сложно сваривать. При использовании тонкой заготовки TIG обеспечивает более высокую степень контроля и приводит к получению более мелких и аккуратных сварных швов. После освоения техники сварщики TIG могут добиться чистовой отделки, требующей минимальной или нулевой очистки перед финишной отделкой.
Нержавеющая сталь и алюминий более чувствительны к колебаниям температуры, и их сложно сваривать. При использовании тонкой заготовки TIG обеспечивает более высокую степень контроля и приводит к получению более мелких и аккуратных сварных швов. После освоения техники сварщики TIG могут добиться чистовой отделки, требующей минимальной или нулевой очистки перед финишной отделкой.
СВЯЗАННЫЕ С: Подход к сварке, удобный для домашних мастеров? Мы протестировали YesWelder MIG-205DS, чтобы узнать, стоит ли оно того
Поскольку сварка TIG более технически сложная, MIG легче освоить новичкам. Сварка MIG неизменно считается лучшим видом сварки для начинающих. Эта техника более проста в освоении и более щадящая. Большинство сварщиков начинают работать с обычной сталью (также известной как мягкая сталь), для которой идеально подходит процесс сварки MIG. Высококачественное сварочное оборудование MIG, подходящее для начинающих, обычно дешевле, чем оборудование для сварки TIG.
Для сварки TIG требуются обе руки, и хотя регулятор мощности может располагаться на основном блоке, многие аппараты используют педаль. Это, конечно, предполагает усиление координации. Наградой за обучение сварке TIG является возможность сваривать более широкий спектр материалов и производить более точную и качественную работу. Однако требуется терпение, и процесс TIG нельзя торопить. Прохождение курса сварки всегда является хорошей идеей для начинающих сварщиков и настоятельно рекомендуется для тех, кто хочет научиться сварке TIG.
Сварные швы MIG обычно менее прочны и менее эстетичны, чем сварные швы TIG.Относительная прочность и визуальная привлекательность сварных швов часто обсуждаются в дискурсе сварки MIG и TIG. Общее мнение состоит в том, что сварные швы MIG слабее, а сварные швы TIG выглядят лучше, но это может вводить в заблуждение.
Сварка МИГ не слабая; правильно сформированный сварной шов MIG обладает огромной прочностью и долговечностью. Однако важно использовать правильный процесс для каждой конкретной задачи. Сварка ВИГ может быть более надежной при соединении мелких деталей и сварке алюминия, но она редко используется для тяжелых конструкций. Сварка MIG является более подходящей и обеспечивает всю необходимую прочность для таких работ.
Однако важно использовать правильный процесс для каждой конкретной задачи. Сварка ВИГ может быть более надежной при соединении мелких деталей и сварке алюминия, но она редко используется для тяжелых конструкций. Сварка MIG является более подходящей и обеспечивает всю необходимую прочность для таких работ.
Несмотря на то, что сварка TIG, как правило, более эстетична, следует иметь в виду, что изделия, свариваемые TIG, часто имеют небольшой вес, поэтому эти сварные швы, естественно, меньше. Сварные швы MIG часто бывают больше и более выпуклыми, но нет никаких причин, по которым они не могут быть гладкими и аккуратными.
Сварка MIG в целом стоит меньше, чем TIG.Ряд элементов влияет на общую стоимость сварки MIG по сравнению со сваркой TIG, но MIG обычно обходится дешевле как с точки зрения самостоятельной, так и с коммерческой точки зрения.
Несмотря на то, что доступны недорогие сварочные аппараты для сварки TIG, которые обеспечивают доступное введение в процесс, высококачественные аппараты для тех, кто намерен регулярно выполнять сварку TIG, обычно примерно в два раза дороже аналогичного аппарата для сварки MIG. Сварочная проволока для сварки MIG немного дешевле, чем прутки для сварки TIG, хотя обычно это не является существенным фактором.
Сварочная проволока для сварки MIG немного дешевле, чем прутки для сварки TIG, хотя обычно это не является существенным фактором.
В коммерческих условиях скорость работы может быть важным фактором. TIG не только медленнее, но и свариваемые детали требуют более тщательной подготовки. В результате стоимость работы возрастает. Также может быть так, что квалифицированный сварщик TIG получает более высокую заработную плату, чем сварщик, работающий только на MIG.
СВЯЗАННЫЕ С: Лучшие сварочные аппараты, которые вы можете купить прямо сейчас . Хотя эти виды сварки до некоторой степени взаимозаменяемы, каждый из них имеет свои сильные и слабые стороны. Понимание этих плюсов и минусов является ключом к пониманию того, какой процесс сварки даст наилучшие результаты. Хотя иногда бывают исключения, ниже приводится полезный обзор:
- Тяжелые работы : Как стандартная сварка MIG, так и безгазовая сварка (флюсовая проволока) являются лучшим выбором для больших работ.
 Они могут быстро наносить большое количество наполнителя и сваривать детали значительной толщины за один проход. В то время как сварка TIG позволяет добиться того же за несколько проходов, это редко является практичным решением, а наложение сварного шва с использованием TIG происходит намного медленнее.
Они могут быстро наносить большое количество наполнителя и сваривать детали значительной толщины за один проход. В то время как сварка TIG позволяет добиться того же за несколько проходов, это редко является практичным решением, а наложение сварного шва с использованием TIG происходит намного медленнее. - Прецизионные работы : Мягкая сталь, нержавеющая сталь и алюминий могут быть успешно сварены MIG, но контроль может быть затруднен, особенно при тонколистовом металле. Новички нередко прожигают отверстия в заготовке. Сварка TIG обеспечивает более высокую точность как с точки зрения регулировки, предоставляемой сварочным аппаратом, так и с точки зрения лучшего контроля сварщика.
- Долгосрочные и мелкие работы : Длина каждого электрода для сварки TIG составляет около 3 футов, поэтому этот процесс может включать много остановок и запусков. Напротив, сварочная катушка MIG содержит несколько сотен футов проволоки. Учитывая, что проволока MIG автоматически подается через сварочную горелку, сварка MIG почти всегда является лучшим вариантом для продолжительной сварки.
 Сварка TIG отлично подходит для небольших, детализированных деталей, но может занять очень много времени при выполнении более крупных работ.
Сварка TIG отлично подходит для небольших, детализированных деталей, но может занять очень много времени при выполнении более крупных работ. - Работа одной-двумя руками : Сварка MIG выполняется одной рукой. Для сварки TIG требуется два. Это может быть не важно в мастерской, хотя работа одной рукой может быть полезна для стабилизации заготовки, способности или комфорта. В неудобных положениях для сварки (более распространенная сварка на строительной площадке) наличие второй руки для баланса может иметь значение между безопасной и небезопасной работой. Вышедшая из-под контроля сварочная горелка может представлять очень опасную опасность.
Здесь следует упомянуть о безопасности при сварке и средствах индивидуальной защиты (СИЗ). Сварочный шлем, сварочная куртка или фартук, а также надлежащие сварочные перчатки жизненно важны для предотвращения ожогов и болезненных травм глаз, известных как «вспышка сварщика» или «дуговой глаз». К счастью, для всех видов сварки можно использовать одни и те же высококачественные средства индивидуальной защиты.