
Аргонно дуговая сварка TIG
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно соединять любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сваривании разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Процесс получается достаточно медленный, но при правильном применении, получается шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые эта сварка была представлена в 1940‑х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиоактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Он накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет ему не сгорать.
Высокая точка плавления и хорошая электрическая проводимость позволяет ему не сгорать.
Как работает сварка TIG?
Для этого вида сварки требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.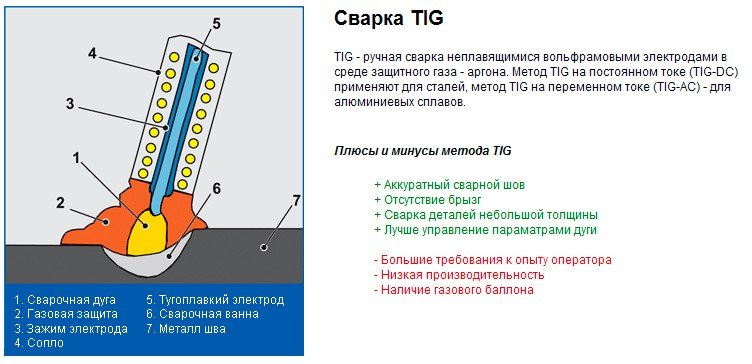
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на аппарат для электродуговой сварки, и такая конструкция будет работать как TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG
Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сваривании толстых металлов для лучшего проникновения шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сваривания стали. Такую форму концу можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.
Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На нём не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Он должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сваривания алюминия.
На нём не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Он должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сваривания алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы его наконечник был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»).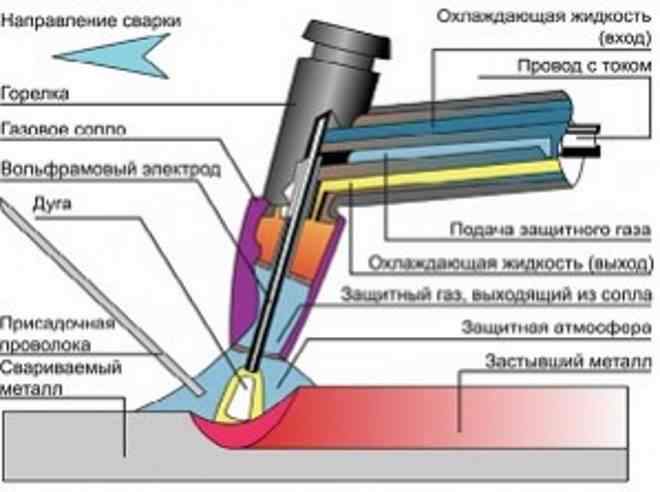 В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом с дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Печатать статью
Сварка tig это воплощение высоких технологий мира
Содержание
- 1 Укрощение плазмы
- 1.1 Область применения
- 2 Технология соединения металла
- 2.
 1 Сварочные процессы в промышленных масштабах
1 Сварочные процессы в промышленных масштабах
- 2.
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия.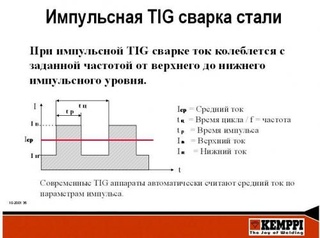 Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
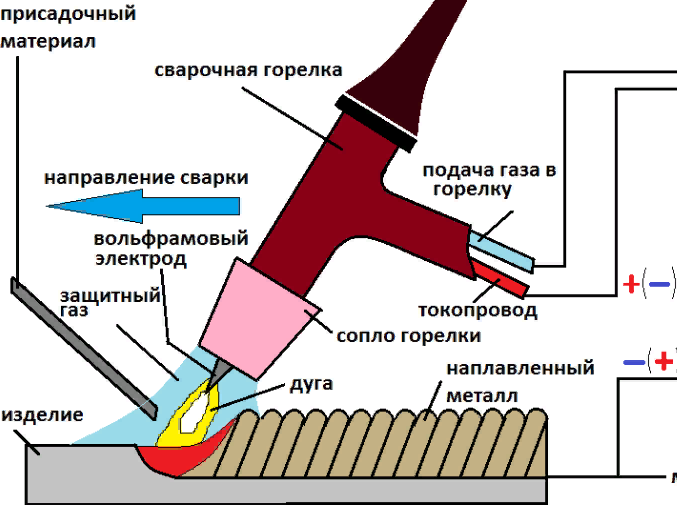
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке.
TIG Welding Process (Для чего используется сварка TIG?)
Если вы работаете в сфере сварки или интересовались ею, то TIG и MIG наверняка в какой-то момент вызвали у вас недоумение. У этих двух есть небольшие различия, которые отличают их друг от друга.
В течение многих лет сварка ВИГ использовалась сварщиками для сварки более тонких листов, которые невозможно выполнить с помощью сварки МИГ. Итак, давайте углубимся в сварку ВИГ, как она работает, по какому принципу она следует, какие плюсы и минусы она имеет.
Outline
ToggleЧто вы понимаете под процессом сварки TIG?
Сварка TIG или (вольфрамовый инертный газ), широко известная как GTAW (дуговая сварка вольфрамовым электродом), выполняется с использованием нерасходуемого вольфрамового электрода, и металлические детали должны быть прикреплены к работе. Сварка выполняется путем нагревания дуги между вольфрамовым электродом и металлической деталью. Во время этого процесса используется защитный газ для предотвращения любого атмосферного загрязнения. Иногда некоторые сварщики используют присадочные металлы, а в некоторых случаях — нет.
Сварка выполняется путем нагревания дуги между вольфрамовым электродом и металлической деталью. Во время этого процесса используется защитный газ для предотвращения любого атмосферного загрязнения. Иногда некоторые сварщики используют присадочные металлы, а в некоторых случаях — нет.
Наиболее важные переменные, используемые при сварке TIG, включают напряжение дуги, сварочный ток (может быть переменным или постоянным), скорость перемещения и защитный газ (в основном аргон, а иногда аргон в сочетании с гелием) для предотвращения загрязнения. После завершения процесса сварки ванну охлаждают с помощью инертного газа, чтобы предотвратить любые повреждения или несчастные случаи.
Принцип работы сварки TIG
Сварка TIG работает по основному принципу плавления металла при прохождении дуги между электродом и заготовкой. Затем к нему присоединяются, когда появляется лужа.
Часто заполняется некоторыми присадочными металлами, благодаря чему сварной шов имеет такие же свойства, как и основной металл. Присадочный металл заполняется другой рукой, держа горелку в одной руке.
Присадочный металл заполняется другой рукой, держа горелку в одной руке.
После соединения распыляется защитный газ для предотвращения загрязнения.
Основное оборудование для сварки TIG
Для выполнения сварки TIG вам необходимо иметь под рукой некоторое оборудование, чтобы защитить себя от травм и несчастных случаев. Для этого требуется больше, чем несколько удобных предметов оборудования, которые перечислены ниже.
- Шлем с автоматическим затемнением
- Перчатки
- Сварщик
- Очки Тиг
- Куртка
- Вольфрам
- Бензобак
- Стержни, шлифовальные машины и шлифовальные машины
1. Шлем с автоматическим затемнением
Шлем всегда необходим при сварке. Есть два его вида: шлемы с ручным управлением и шлемы с автоматическим затемнением. Оба предотвращают ожоги и синяки, но второй рекомендуется, так как он имеет более продвинутые функции. Но вы можете использовать «Вручную», если в данный момент не можете позволить себе автоматическое затемнение.
2. Перчатки
Перчатки всегда подбираются в зависимости от характера вашего проекта. На рынке представлены различные типы перчаток, в том числе из козьей кожи, огнестойкие и из воловьей кожи. Вы должны выбрать перчатки в соответствии с вашими потребностями, но рекомендуется использовать перчатки из козьей кожи, потому что они гибкие и легкие.
3. Сварочный аппарат
Сварочные аппараты также бывают различных типов, но наиболее рекомендуемым является тип 3-в-1, так как они идеально подходят для выполнения как небольших, так и сложных работ.
4. Очки Тиг
Очки Tig защищают вас от вредного излучения, вызывающего преднамеренную реакцию в глазах. Простые очки Tig Goggles подходят для небольших проектов, но вам потребуются затеняющие линзы, если вы работаете с большими проектами.
5. Куртка
Куртки изготавливаются из той же ткани, что и перчатки. Из козьей, воловьей кожи или из огнеупорного материала. Здесь пламя рекомендуется защищать от любых обжигающих эффектов.
Стержни присутствуют в сварочных аппаратах TIG для горелки. Они расходуются при сварке, поэтому нужно покупать больше, если предстоит работа на длительный период.
7. Газовый баллон
Газовый баллон необходим для заполнения защитным газом. Это может быть аргон или смесь аргона с гелием. Если вы не хотите покупать танк, вы можете арендовать его на какой-то период.
8. Стержни, шлифовальные станки и шлифовальные станки
Шлифовальные станки необходимы для заточки вольфрама. Вы можете использовать шлифовальный станок с шлифовальной машиной, чтобы сделать ту же работу.
Присадочный металлический стержень должен быть того же размера, что и заготовка.
Работа над сваркой TIG
Мы дали вам краткий обзор того, как работает сварка TIG, но теперь давайте углубимся в нее.
Вольфрам имеет очень высокую температуру плавления, чем любой другой металл, такой как сталь. Таким образом, он может выдерживать очень высокую температуру, не плавясь и не сгорая в процессе. Более того, когда вольфрам нагревается, эмиссия электронов усиливается, что способствует образованию острых и сильных дуг.
Более того, когда вольфрам нагревается, эмиссия электронов усиливается, что способствует образованию острых и сильных дуг.
Для запуска процесса TIG горелка и источники защитного газа подключаются к постоянному источнику питания для обеспечения непрерывного потока.
Дуга возникает между вольфрамовыми электродами и соединяемой металлической деталью.
Теперь между ними помещается присадочная деталь и нагревается. Он плавится и заполняет полость между заготовкой и металлом, образуя прочный сварной шов. (Некоторые сварщики не используют присадочный металл, но рекомендуется использовать присадочный металл).
В начале сварки защитный газ (Ar или He) начал распространяться по зоне сварки, чтобы защитить ее от воздействия окружающей среды и загрязнений.
Процесс сварки TIG требует высокой производительности g, так как в этой принцессе сварщику приходится использовать обе руки. Одной рукой держать горелку, а другой одновременно заливать присадочный металлический стержень.
Для чего используется сварка TIG?
Сварка ВИГ в основном используется для сварки более тонких металлических листов. Хотя его можно использовать для сварки любого металла, сварщики предпочитают его, так как он очень чистый и красивый, без особого беспорядка. Его прелесть в том, что им можно сваривать все металлы. Сварка TIG выглядит превосходного качества с превосходным проникновением. Обладает длительной защитой от коррозии.
Преимущества
- Этот процесс менее опасен из-за меньшего образования дыма, искр и ожогов.
- Из-за меньшего выброса дыма обеспечивает большую видимость шире.
- Помогает при сварке всех видов металлов, но нержавеющая сталь, такая как алюминиевые, медные и магниевые сплавы, прекрасно сваривается с ним.
- Более востребован из-за точной сварки тонких металлических листов.
- Обладают огромной способностью предотвращать коррозию.
- Позволяет лучше контролировать сварку, так как работают обе руки.

- Обеспечивает точность и чистоту сварки.
- Вы можете справиться с ним в любом положении.
Недостатки
- Этот процесс не может быть выполнен простым сварщиком. Необходимо полное и всестороннее обучение.
- Это медленный процесс, снижающий производительность.
- Это нельзя делать ни в каком месте.
- Небольшое отклонение в настройках аппарата для сварки TIG может повлиять на результат.
- Защитный газ распространяется в окружающей среде, если выполняется на открытом пространстве.
- TIG-сварка стоит дорого.
Заключение
Мы рассмотрели самые важные основы сварки TIG, ее плюсы и минусы. TIG известна своей точностью, аккуратностью и чистотой. Но это требует, чтобы вы были экспертом; Вы должны сделать это сами. A d вызывает у вас много расходов.
Если у вас есть какие-либо вопросы, давайте ответим на них, оставив их в разделе комментариев.
Что такое рабочий цикл сварки TIG и почему это важно?
Сварщики, купившие недорогие сварочные аппараты TIG для хобби для использования в домашних условиях, возможно, заметили, что, хотя эти аппараты запускаются мощно, они с трудом выделяют тепло примерно через час работы. Когда это произойдет, сварка будет заметно сложнее, требуя медленных скоростей перемещения и длительного времени выдержки для получения сплавления боковых стенок. Проблема будет усугубляться по мере того, как сварщик продолжает работать на машине, и, если сварщик продолжит работу, в конечном итоге машина перестанет работать, пока ей не дадут остыть.
Когда это произойдет, сварка будет заметно сложнее, требуя медленных скоростей перемещения и длительного времени выдержки для получения сплавления боковых стенок. Проблема будет усугубляться по мере того, как сварщик продолжает работать на машине, и, если сварщик продолжит работу, в конечном итоге машина перестанет работать, пока ей не дадут остыть.
Причиной этих трудностей является рабочий цикл сварки TIG. Каждый аппарат для дуговой сварки выделяет тепло не только на дуге, но и внутри источника питания. Когда внутреннее тепло достигает определенного уровня, срабатывает тепловая защита для защиты сварочного аппарата. Рабочие циклы универсальны для всех сварочных источников питания, но они более заметны у домашних сварщиков-любителей, поскольку они часто должны работать при максимальной силе тока для создания приемлемых сварных швов и, следовательно, быстро достигать своего порога.
В профессиональных/промышленных сварочных аппаратах для сварки ВИГ рабочие циклы сварки, как правило, выше. Однако они все еще существуют, а низкий рабочий цикл может сдерживать производительность. Переход на аппарат с более высоким рабочим циклом сварки TIG может повысить общую производительность сварки в цеху или на проекте.
Однако они все еще существуют, а низкий рабочий цикл может сдерживать производительность. Переход на аппарат с более высоким рабочим циклом сварки TIG может повысить общую производительность сварки в цеху или на проекте.
Рабочий цикл сварки — это процент от установленного времени, в течение которого машина может безопасно работать при определенной силе тока. Если домашняя машина TIG рассчитана на рабочий цикл сварки 50 процентов при 145 амперах, это означает, что она может работать в течение пяти из десяти минут при этой силе тока. Чем выше сила тока, на которой работает машина (чем горячее машина), тем меньше времени она может работать, прежде чем сработает тепловая защита. И наоборот, чем ниже сила тока, тем дольше машина может сваривать без каких-либо проблем.
В большинстве профессиональных сварочных аппаратов GTAW стопроцентный рабочий цикл сварки TIG достаточен для большинства операций, которые может выполнять сварочный аппарат.
Для сварочных аппаратов TIG относительно редко приводится полный список рабочих циклов где-либо, кроме руководства. Просматривая спецификацию на сайте продаж или обзоров, сварщик, скорее всего, увидит одно число, например 60, указанное как рабочий цикл. Это число соответствует рабочему циклу сварки при максимальной настройке аппарата. Однако большинство аппаратов GTAW также имеют более низкую настройку силы тока, при которой рабочий цикл сварки составляет сто процентов. При такой настройке силы тока нет риска перегрева до такой степени, что это может привести к повреждению машины.
В большинстве профессиональных сварочных аппаратов GTAW стопроцентный рабочий цикл сварки TIG достаточен для большинства операций, которые может выполнять сварочный аппарат. В результате большинство сварщиков сталкиваются с проблемами, связанными с рабочими циклами сварки TIG, только тогда, когда они покупают сварочный аппарат для хобби по выгодной цене. Тем не менее, можно профессионально превысить рабочий цикл при использовании сварочного аппарата для сварочных операций, которые выходят за рамки нормы для сварки TIG.
Одним из важных дополнений к пониманию рабочих циклов профессиональной сварки TIG, в отличие от сварщиков-любителей, является понимание того, как импульсная сварка влияет на рабочий цикл. Импульсная сварка — это режим сварки TIG, который можно найти на большинстве профессиональных аппаратов и который не всегда доступен на домашних сварочных аппаратах TIG, особенно в бюджетных сегментах рынка.
Импульсная сварка вызывает колебания силы тока во время сварки между низкой фоновой силой тока и более высокой первичной силой тока. Это обеспечивает лучшее проплавление, помогая удерживать температуру сварного шва в допустимых пределах. Он часто используется при сварке тонкого металла или более сложных металлов, таких как нержавеющая сталь или алюминий, чтобы избежать прожога или тепловой деформации. При импульсной сварке именно средний сварочный ток между высокими первичными токами и более низкими фоновыми токами определяет рабочий цикл и способность источника сварочного тока справиться с работой.
Ни для кого не секрет, что сварка TIG требует много времени. Тем не менее, сварочная операция по-прежнему редко превышает рабочий цикл сварочного аппарата TIG, поскольку сварка TIG очень утомительна, и сварщику, вероятно, потребуется перерыв, прежде чем он превысит ограничение по времени, даже при максимальной силе тока аппарата. Длительная настройка и подготовка заготовки между сварными швами также дает машине достаточно времени для охлаждения между сварными швами. Тем не менее, есть одно заметное исключение в сварке TIG, где рабочие циклы сварки становятся проблемой: автоматизированная сварка TIG, включая орбитальную сварку TIG.
Орбитальная сварка ВИГ представляет собой механизированный процесс сварки, при котором перемещение вольфрамового электрода и подача присадочного материала осуществляется с помощью сварочной головки и механизма подачи проволоки. Этот процесс имеет ряд важных преимуществ, но имеет и свои недостатки.
Преимущества орбитальной сварки TIG
Одним из самых больших преимуществ орбитальной сварки является то, что крупномасштабная сварка может выполняться с аккуратностью и точностью TIG. Процессы сварки труб высокой чистоты, например, могут применяться к очень большим толстостенным трубам. Автоматическая головка для орбитальной сварки и устройство подачи проволоки также позволяют использовать сварку TIG в сварочных проектах, где размер материала заготовки обычно не позволяет использовать трудоемкую ручную сварку TIG. Например, орбитальная сварка позволяет выполнять сварку труб большого диаметра с использованием процесса TIG. Orbital TIG также позволяет быстро сваривать тонкостенные трубы. Многие сварочные операции можно быстро выполнить с помощью орбитальной сварки, что позволяет повысить производительность.
Недостатки орбитальной сварки TIG
Два недостатка орбитальной сварки TIG заключаются в том, что крупномасштабная сварка труб, как правило, требует установки высоких значений силы тока и занимает много времени. Сварка значительного количества труб и паузы только для перемещения сварочной головки могут привести к накоплению тепла в источнике питания. В результате рабочий цикл сварки TIG аппарата имеет значение при орбитальной сварке.
Сварка значительного количества труб и паузы только для перемещения сварочной головки могут привести к накоплению тепла в источнике питания. В результате рабочий цикл сварки TIG аппарата имеет значение при орбитальной сварке.
Чтобы поддерживать высокую производительность при орбитальной сварке труб или труб, сварщику потребуется аппарат для орбитальной сварки с рабочим циклом почти 100 %, что указывает на то, что он способен работать на максимальных настройках, не повреждая аппарат или сварной шов. голова. К счастью, некоторые производители предлагают высококачественные источники питания для орбитальной сварки со 100-процентным рабочим циклом сварки TIG.
Arc Machines, Inc. с гордостью предлагает источники питания для орбитальной сварки и сварочные головки со 100-процентным рабочим циклом сварки TIG для максимальной производительности в течение каждой смены. По вопросам продукции обращайтесь по телефону sales@arcmachines.