
Сварка полуавтоматом с газом, сварочный газ, сварка полуавтоматом с газом проволокой
Выбрав сварку полуавтоматом, мастер может обрабатывать практически любые металлы и сплавы. Сварка полуавтоматом в среде газа дает возможность соединять как тонкие, так и толстые заготовки. Сварщик может выбрать различные газы для сварки в зависимости от того, с каким металлом предстоит работать.
Перед тем, как выбрать газ для сварки полуавтоматом, желательно разобраться в особенностях данной сварки. В ее основе лежит электродуговой процесс. Создание электродуги происходит из-за разницы потенциалов между электродом и обрабатываемым материалом.
Электрическая дуга обладает высокой температурой, за счет которой происходит расплавление присадки и свариваемого материала. Присадка застывает и вступает в контакт с обрабатываемым материалом на атомарном уровне, создавая шов.
Оборудование для полуавтоматической сварки не подразумевает использование обычных электродов. В качестве альтернативы используется присадочная проволока, размещенная на катушке. Сварка полуавтоматом с газом проволокой имеет одно важное преимущество. Мастеру не нужно разрывать шов, чтобы произвести замену стержня. Процесс проходит непрерывно, что позволяет сохранить целостность шва и ускорить сварку.
В качестве альтернативы используется присадочная проволока, размещенная на катушке. Сварка полуавтоматом с газом проволокой имеет одно важное преимущество. Мастеру не нужно разрывать шов, чтобы произвести замену стержня. Процесс проходит непрерывно, что позволяет сохранить целостность шва и ускорить сварку.
Расход присадки сварщик может регулировать. Газ подается непрерывно, как до создания электродуги, так и после ее разрыва. Это позволяет снизить интенсивность образования брызг и облегчить работу сварщика.
Какой газ для сварки полуавтоматом используют мастера?Опытные сварщики при выборе газа для сварки ориентируются на его свойства. Наиболее часто используются следующие газы:
- Ацетилен. Распространенный сварочный газ, имеющий наиболее высокую температуру горения. Многие мастера предпочитают использовать его при разрезании конструкций из металла. Данный газ не имеет цвета и легче воздуха. При создании ацетилена задействуются специальные генераторы;
- Водород.
 Как и ацетилен, этот газ бесцветен. Сварщику следует учесть, что водород является взрывоопасным газом. При его соединении с кислородом образуется гремучий газ;
Как и ацетилен, этот газ бесцветен. Сварщику следует учесть, что водород является взрывоопасным газом. При его соединении с кислородом образуется гремучий газ; - Углекислый. Высокая доступность этого газа делает его одним из самых популярных. Сварка полуавтоматом в среде углекислого газа проста в освоении, поэтому ее стоит изучить начинающим сварщикам;
- Коксовый. Данный газ со специфическим запахом получают в процессе добычи кокса;
- Природные. При сварке используется метан, пропан и бутан. Эти газы удобны тем, что не требуют особых условий хранения и транспортировки;
- Пиролизный. Подходит для сваривания или резки конструкций из металла.
Нет необходимости использовать только один газ полуавтоматический сварка. Мастер может применять для работы смесь разных газов.
Сварщики с большим опытом рекомендуют использовать углекислый газ и аргон в соотношении 20/80 соответственно. Именно такое сочетание газов идеально подходит для сварки. Швы будут получаться ровными и их не придется дополнительно обрабатывать.
Именно такое сочетание газов идеально подходит для сварки. Швы будут получаться ровными и их не придется дополнительно обрабатывать.
Теперь, когда известно, какой газ используется для сварки полуавтоматом, следует научиться работать с оборудованием.
Настройка оборудования
Перед началом работ надо настроить сварочное оборудование:
- На редукторе устанавливаем необходимый расход газа для сварки полуавтоматом. Он выбирается на основе того, какой толщины будет обрабатываемый материал. К примеру, для пластин стали толщиной 2,5 мм подойдет значение около 11 л/мин;
- Активируем тип сварки MIG SYN;
- Подбираем проволоку подходящего диаметра;
- Определяемся с режимом работы. Если требуется быстро сделать небольшой шов, то выбираем двухтактный режим. Для долгой работы лучше подойдет четырехтактный режим;
- Устанавливаем сварочный ток. Для обозначенной выше толщины материала будет достаточно 100 Ампер.
Сначала хорошо зачищаем и обезжириваем материал. Далее надо убедиться, что вылет сварочной проволоки подходит для работы. Если длина проволоки велика, то отрезаем ее при помощи бокорезов.
Далее надо убедиться, что вылет сварочной проволоки подходит для работы. Если длина проволоки велика, то отрезаем ее при помощи бокорезов.
На горелке нажимаем соответствующую кнопку для подачи проволоки и сварочного газа. Произойдет зажигание дуги, после чего можно приступать к сварке. Если требуется погасить дугу, то следует отпустить кнопку и убрать горелку от детали. При работе можно держать горелку одной рукой, но если требуется сделать аккуратный шов и лучше контролировать процесс, то надо задействовать обе руки.
Угол наклона горелки выбирается в зависимости от ситуации. Если свариваются два изделия в одной плоскости, и они имеют одинаковую толщину, то прибор лучше держать вертикально. При разных по толщине изделиях наклон следует делать в сторону того, которое тоньше. Расстояние между обрабатываемой поверхностью и соплом должно составлять 5-20 мм.
Во время работы стоит обращать внимание на звук дуги. Если дуга установлена верно, то сварщик будет слышать ровное шипение. Треск свидетельствует о плохом контакте в области сваривания или других проблемах.
Треск свидетельствует о плохом контакте в области сваривания или других проблемах.
Достоинства сварки полуавтоматом с газом
У сварки полуавтоматом с газом имеется много плюсов:
- Высокая температура воздействует на маленький участок металла. Это позволяет материалу сохранять физические свойства;
- Можно соединять любые металлы, начиная от алюминия и заканчивая конструкционной сталью;
- Во время работы не образуется дым, поэтому мастер будет хорошо видеть место сваривания;
- Заготовка может находиться в любом положении. К примеру, чтобы сформировать потолочные или наклонные швы, сварщику достаточно отрегулировать мощность горелки;
- Не нужно тратить время на зачистку швов. Как только будет остановлена подача смеси, произойдет улетучивание флюса.
Отдельно стоит отметить достоинство сварки полуавтоматом в среде углекислого газа. Она отлично подходит для ремонта автомобиля. Сварщику не придется предварительно подгонять свариваемые детали.
Сварка полуавтоматом без газа с обычной проволокой: техника, оборудование, особенности
Полуавтоматическое сварочное оборудование чаще всего используют в быту. Такие аппараты не громоздкие, но не хуже автомата работают на создание конструкций.
Владельцы дачных участков и автомобилей покупают полуавтоматы для решения проблем с ремонтом деталей и больших конструкций.
Даже обязательное использование баллонов со сжатым газом и проволоки для присадки не опускает полуавтомат в глазах сварщиков.
Кроме того, вы не всегда можете взять с собой газовый баллон. Работа на выезде или сварка конструкций на высотках и столбах невозможна с использованием газовой среды.
Сварщики знают, что такие работы полуавтоматом обходятся и без газа, тут хватит и одной присадочной проволокой.
При этом нужно учитывать нюансы сварки, которые мы опишем в нашей статье. Если ваша цель — аккуратные швы и отсутствие проблем в процессе, советуем прочитать материал до конца.
Если ваша цель — аккуратные швы и отсутствие проблем в процессе, советуем прочитать материал до конца.
Содержание статьиПоказать
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Сваривание без газа обычной проволокой
Использование присадки в полуавтоматическом аппарате без газа не имеет смысла. Прежде всего, потому что присадочная проволока имеет особенности плавления и создания соединения.
Это касается именно MIG/MAG технологии, в которой обязательно(!) использовать газ. Проволока без него будет приливать к электродному стержню и разбрызгиваться в стороны.
Функции полуавтоматического аппарата это не исправляют, потому что это технологический момент метода.
Это похоже на ситуацию, в которой вместо привычной правой руки вам приходится писать и чистить зубы левой. Руке неудобно, потому что она к этому не готова.
Присадочный материал не подходит для сварки в среде обычных атмосферных газов. Какой выход из этой ситуации? Использование проволоки, заполненной флюсом и металлическим порошком.
По виду она не отличается от простого металлического прута. Но флюс внутри проволоки освобождается, кода металлическое покрытие плавится. Он защищает шов от разбрызгивания без использования газа.
То есть, полуавтоматическая электродуговая сварка не может проходить без участия газового баллона. Вернее, сделать так можно, но соединения будут недостаточно плотными и ровными, возможно, с дефектами в виде трещин или пор.
Чаще всего такие конструкции помечают как брак. Используйте такую сварку только если нет других вариантов. Если выбор есть, лучше купить порошковую проволоку и варить с ней. MIG/MAG без газа — только с порошковой проволокой!
MIG/MAG без газа — только с порошковой проволокой!
Порошковая проволока может стоить дороже, чем газ и обычная проволока вместе. Этот метод не поможет сэкономить. Но флюс внутри проволоки неполноценно защищает металл от коррозии.
Поэтому MIG/MAG сварка без газа не подходит для несущих конструкций или серьёзных работ. Это касается, например, соединения деталей из нержавейки.
Порошковая проволока ускоряет окисление нержавеющей стали и образование на ней ржавчины. Все эти нюансы говорят о том, что постоянно использовать «порошок» вместо газовой среды не стоит.
Он нужен для срочных и быстрых работ, которые не требуют высокого качества, но должны решиться на месте.
Технология
Итак, эффекта от присадочного материала без использования газа вы не добьётесь, в этом случае нужен провод с «начинкой» из флюса. Техника такой пайки несложная, похожая на обычную сварку электродугой вручную.
Но между ними есть и различия. Какие правила технологии надо знать, чтобы не усугубить ситуацию?
Аппарат должен питаться постоянным током с обратной полярностью. Также подходит и переключения между видами тока (переменный/постоянный). Производители создают порошковую проволоку, которая подходит именно для работы с постоянным током.
Также подходит и переключения между видами тока (переменный/постоянный). Производители создают порошковую проволоку, которая подходит именно для работы с постоянным током.
Но есть и такие, которые делают проволоку для переменного, и вы можете её купить, если это нужно. Но марок подобного материала мало, поэтому найти его сложно, а разбрызгивание металла в этом случае увеличится.
В сертификате проволоки производитель должен обозначить её вылет из мундштука. Он зависит от диаметра и в среднем равен пятнадцати-двадцати миллиметрам.
Во время работы меняться вылет не должен, чтобы соединение шло стабильно. Рекомендации по настройкам аппарата, силе тока и напряжению тоже должны быть в паспорте.
Канал для горелки, который направляет ход материала, должен быть шире радиуса самой проволоки на 1-2 миллиметра. Например, у вас есть порошковый прут с сечением в 3 мм, значит ширина канала будет 4-5 мм.
Наконечник канала выбирайте медный, длиной в 40-45 миллиметров.
Перематывать порошковый присадочный материал не нужно, бухта, внутри которой он продается, подходит для использования прямо из неё. Но перед работой бухты нужно прокаливать в печи.
Но перед работой бухты нужно прокаливать в печи.
Оставьте бухту на три часа в электропечи и раскалите до 200-250 градусов Цельсия. Проволоки с органическими «вкраплениями» можно применять без прокаливания. Параметры последнего тоже указываются в паспорте материала или сертификате продавца.
Чтобы сформировать ровные швы при помощи горелки, делайте ею колеблющиеся движения.
Подведем итог
Сварщик не всегда может взять на место работы газовый баллон и присадочный материал. Эта проблема решается применением сварки полуавтоматом без газа. В этом случае присадочную проволоку нужно заменять на проволоку с «начинкой» из порошкового флюса.
Он повторяет некоторые свойства среды инертных защитных газов. Но плотность и надёжность такого шва будет намного ниже, чем при классической MIG/MAG методике. Поэтому каждый раз выбирать проволоку порошковую не стоит.
Но плотность и надёжность такого шва будет намного ниже, чем при классической MIG/MAG методике. Поэтому каждый раз выбирать проволоку порошковую не стоит.
Не экспериментируйте с обычной присадкой без использования газа. Швы, которые вы получите этим путём будут бракованными, а конструкция склонной к коррозии и трещинам.
Сочетание газа и присадки подобрано давно и испытало само себя. Эта технология — патент опытных мастеров, и изменять её плохая идея. Желаем удачи!
Какой газ используется для сварки MIG?
Электрическая дуга используется для сплавления металлов при сварке MIG. Хотя он используется во многих других секторах, автомобильный сектор использует его чаще всего. В этом эссе мы обсудим различные типы топлива, используемые для сварки MIG, и то, как они влияют на вас. Какой газ используется для сварки MIG и каковы основные варианты? Вы можете задать эти вопросы. И чтобы гарантировать эффективность процесса сварки, вы хотели бы знать, какой газ лучше всего, прежде чем начать. Сварочный газ MIG дает несколько преимуществ. Очень важно выбрать подходящий сварочный газ MIG для выполнения работы.
Сварочный газ MIG дает несколько преимуществ. Очень важно выбрать подходящий сварочный газ MIG для выполнения работы.
История процесса сварки MIG
Сварка MIG является устоявшейся технологией. Он был создан с помощью металлообработки, но с тех пор был модифицирован для использования в различных обстоятельствах. Сталь и другие металлы часто создаются с помощью сварки MIG сварщиком MIG при сварке со скидкой. Его также можно использовать для соединения двух металлических предметов. Существует несколько типов электродов для сварки MIG. Наиболее часто используется сварочный аппарат для дуговой сварки в среде защитного газа. Этот тип сварщика соединяет металлические детали с помощью электрической дуги. Метод сварки MIG заслуживает доверия. Он помогает скреплять металлические предметы и соединять различные виды металлов.
Какой газ используется для сварки MIG?
Оптимальные газы для сварки MIG являются предметом обсуждения. Однако чаще всего используются MIG и TIG. Сварка MIG идеально подходит для хрупких материалов, таких как алюминий, поскольку при этом используется меньшее давление газа, чем при сварке TIG. Сварка TIG, с другой стороны, чаще используется с более тяжелыми металлами, такими как сталь. Это зависит от характеристик, которые вы ищете при сварке с использованием сварочной проволоки MIG, поскольку оба газа имеют свои преимущества и недостатки.
Сварка MIG идеально подходит для хрупких материалов, таких как алюминий, поскольку при этом используется меньшее давление газа, чем при сварке TIG. Сварка TIG, с другой стороны, чаще используется с более тяжелыми металлами, такими как сталь. Это зависит от характеристик, которые вы ищете при сварке с использованием сварочной проволоки MIG, поскольку оба газа имеют свои преимущества и недостатки.
Сколько газа тебе нужно?
Стандартным и безопасным методом соединения металлов является сварка MIG. При сварке MIG два куска металла нагреваются пламенем сварщика до тех пор, пока они не сплавятся. Тип газа для сварщика MIG может существенно повлиять на качество сварки.
При сварке MIG используются три типа газа: воздух, аргон и гелий. У каждого есть свои преимущества и недостатки.
Воздух является самым дешевым вариантом газа для сварки MIG и является наиболее распространенным. Его легко найти, и он не вызывает деформации или накопления тепла вблизи стыка. Однако воздух имеет низкую стабильность дуги, поэтому может быстро образовывать трещины в сварном шве при сварке при высоких температурах.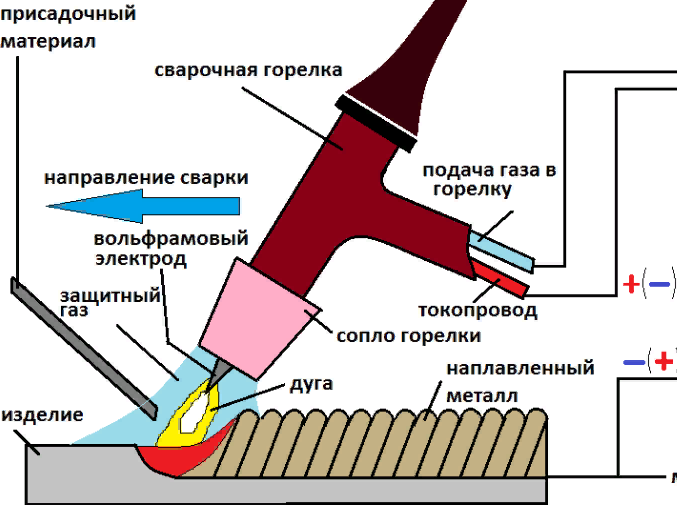
Аргон является более дорогим газом, но имеет некоторые преимущества по сравнению с воздухом. Аргон надежен при высоких температурах, поэтому можно сваривать более толстые металлы без потери прочности. Аргон также обладает хорошей стабильностью дуги, что означает, что он не трескается так легко, как воздух. Гелий — самый дорогой вариант газа, но он предлагает больше всего преимуществ в отношении качества сварки.
Альтернативные газы для сварки MIG
Альтернативные газы для сварки MIG часто используются вместо стандартного газа. Они предлагают ряд преимуществ, в том числе снижение количества тепла и проволоки MIG, необходимых для сварки, что может привести к более быстрому и легкому ремонту.
Наиболее распространенными альтернативными газами для сварки MIG являются CO2 и аргон.
В большинстве случаев для сварки MIG вместо воздуха используется CO2. Он встречается реже, чем аргон, и более агрессивен, хотя и имеет определенные преимущества. Одна из причин заключается в том, что CO2 можно использовать более эффективно, поскольку он дешевле аргона. Кроме того, CO2 можно использовать для сварки металлов, доступ к которым затруднен воздухом, поскольку он имеет более высокую температуру плавления, чем воздух.
Кроме того, CO2 можно использовать для сварки металлов, доступ к которым затруднен воздухом, поскольку он имеет более высокую температуру плавления, чем воздух.
Вместо аргона используется аргон, так как он дает некоторые дополнительные преимущества. Аргон более инертен, чем аргон, а это означает, что он не вступает в реакцию с другими элементами в атмосфере и не производит токсичных побочных продуктов при сгорании. Это делает его хорошим выбором для сварки высококачественной стали или других материалов, которые могут быть чувствительны к другим газам. Аргон также имеет низкую температуру плавления, поэтому его можно использовать для сварки труднодоступных металлов.
Различные способы измерения давления газа
При газовой сварке всегда возникает опасность возникновения опасной искры. Вот почему важно использовать правильное давление газа для выполнения задачи. Разным сварщикам потребуется разное давление для получения чистого и прочного сварного шва. Чтобы убедиться, что вы используете правильное давление газа, вы можете использовать несколько методов для его измерения. Вы можете использовать манометр, чтобы измерить, какое давление воздуха требуется для создания желаемой дуги. Вы также можете использовать аппарат для безвоздушной сварки MIG, чтобы определить расход газа, а затем использовать эту информацию для расчета правильного давления газа.
Вы можете использовать манометр, чтобы измерить, какое давление воздуха требуется для создания желаемой дуги. Вы также можете использовать аппарат для безвоздушной сварки MIG, чтобы определить расход газа, а затем использовать эту информацию для расчета правильного давления газа.
Еще один способ измерения давления газа — с помощью измерителя, измеряющего напряжение на омметре или красном светодиодном датчике при подаче тока. Этот метод обычно используется при непосредственном контакте со сварочным электродом. При использовании сварки MIG обратитесь к руководству пользователя или обратитесь в магазины сварочных материалов за дополнительной информацией об измерении соответствующего давления газа.
Какой газ MIG лучше всего подходит для сварки MIG?
Распространенным методом соединения металлов является газовая сварка MIG. Сварку MIG можно выполнять с различными газами, но какой из них лучше? TIG, MIG и TFA — это три основных газа, используемых для сварки MIG. У всех есть преимущества и недостатки. Наиболее часто для сварки MIG используется газ TIG (инертный вольфрамовый газ). Он подходит для сварки средних и больших толщин и имеет высокую скорость проплавления.
Наиболее часто для сварки MIG используется газ TIG (инертный вольфрамовый газ). Он подходит для сварки средних и больших толщин и имеет высокую скорость проплавления.
Инертный газ марганец, менее популярный газ, используется для сварки MIG. Это предпочтительнее для сварных швов, требующих большей степени плавления или меньшей толщины, чем TIG, из-за более низкой скорости проплавления. TFB (тетрафторборат) — новый тип газа, набирающий популярность среди лучших сварщиков MIG. В отличие от других газов, TFB не имеет запаха и не образует искр при горении. Это делает его идеальным для использования в закрытых помещениях или труднодоступных местах.
Как выбрать подходящий газ для вашей работы
К популярным методам соединения металлических деталей относится сварка MIG. Тип используемого газа может существенно повлиять на качество сварки. Ниже приведены некоторые рекомендации по выбору подходящего газа для вашей работы:
Аргон имеет низкое давление паров и нетоксичен, что делает его идеальным вариантом для сварки легких или низколегированных металлов. Кроме того, он безвреден и не вызывает коррозии как для людей, так и для сварочных материалов.
Кроме того, он безвреден и не вызывает коррозии как для людей, так и для сварочных материалов.
При сварке высоколегированных или трудносвариваемых металлов часто требуется использовать газ с более значительным давлением паров, например гелий или углекислый газ, чтобы избежать скопления влаги на сварном шве. Эти газы более дорогие, но поскольку они выделяют мало тепла, они обеспечивают более качественные сварные швы.
Надлежащее использование газа для сварки MIG
Пламя сварочного аппарата MIG расплавляет металл во время стандартной техники сварки MIG. Можно использовать несколько различных сварочных горелок, для каждой из которых требуется определенный вид газа. Пропан является наиболее типичным газом, используемым для сварочных горелок MIG. Пропан — широко используемое, легкодоступное и недорогое топливо, похожее на бензин. Он имеет низкий индекс нагрева, что обеспечивает гладкий, равномерный шов и минимальную тепловую деформацию.
Но для сварочной горелки MIG можно использовать и другие газы, кроме пропана. Бутан, природный газ и ацетилен являются примерами других видов газов. Ацетилен — несколько необычный газ, который часто используется только в узкоспециализированных приложениях. Бутан и природный газ являются достаточно распространенными газами, имеющими преимущества и недостатки по сравнению с пропаном.
Бутан, природный газ и ацетилен являются примерами других видов газов. Ацетилен — несколько необычный газ, который часто используется только в узкоспециализированных приложениях. Бутан и природный газ являются достаточно распространенными газами, имеющими преимущества и недостатки по сравнению с пропаном.
Преимущества бутана по сравнению с пропаном заключаются в его доступности и доступности. Однако, поскольку он более подвержен утечкам и проблемам со сгоранием, чем пропан, у него также есть недостаток, заключающийся в том, что он менее надежен. Поскольку природный газ не выделяет вредных веществ при использовании, он экологически безопасен.
Меры предосторожности при сварке MIG с газом
Меры безопасности должны быть приняты для сварки кожухов во время сварки MIG с газом и сварочным аппаратом MIG для предотвращения травм.
Здравый смысл – это самое важное, что следует помнить при сварке с использованием газа для сварки MIG и пистолета MIG. Убедитесь, что все возможные риски, связанные с поездкой, в достаточной степени удалены с вашего рабочего места, и всегда следите за тем, что вас окружает.
Использование надлежащего защитного материала является еще одним соображением при сварке MIG с газом. Убедитесь, что используемый вами экран плотно прилегает к сварочной горелке и подходит для используемого газа.
Наконец, при сварке MIG с использованием газа и сварочной проволоки MIG всегда надевайте соответствующие защитные средства, такие как лицевой щиток, перчатки и сварочный шлем.
Разница между сваркой с флюсовым сердечником и сваркой электродом
Учитывая разнообразие сварочных газов, доступных для сварочных столов, сварщику MIG очень важно выбрать правильный газ. Различия между сваркой стержнем и сваркой с флюсовым сердечником будут рассмотрены в этой статье и подходят для данной работы.
Сварка с флюсовым сердечником
Для выполнения сварного шва необходимы металлические присадочные стержни и флюсовые материалы для сварки с флюсовой проволокой. Флюсы — это вещества, которые способствуют развитию соединений и прилипанию металла к заготовке. Сварной шов наплавляется с помощью металлического присадочного стержня, который может располагаться перед заготовкой или позади нее.
Сварной шов наплавляется с помощью металлического присадочного стержня, который может располагаться перед заготовкой или позади нее.
Одним из основных преимуществ сварки под флюсом является ее скорость. Учитывая, что все тепло выделяется в сердцевине сварного шва, его можно быстро закончить. В результате сварка под флюсом идеально подходит для высокоскоростных применений, таких как производство транспортных средств или самолетов. Сварка под флюсом также имеет преимущество в применении к различным металлам. Поскольку флюсы не относятся к какому-либо одному типу металла, их можно использовать для большинства типов металлов без каких-либо проблем. Таким образом, сварка с флюсовой проволокой идеально подходит для работ, требующих от вас.
Насадки Pro для MIG Welder
Советы по сварке MIG, которые следует помнить при сварке с помощью MIG-сварщиков. Тип газа, который вы используете, является одним из них.
Сварочные аппараты MIG используют различные газы. Поэтому очень важно выбрать лучший для проекта.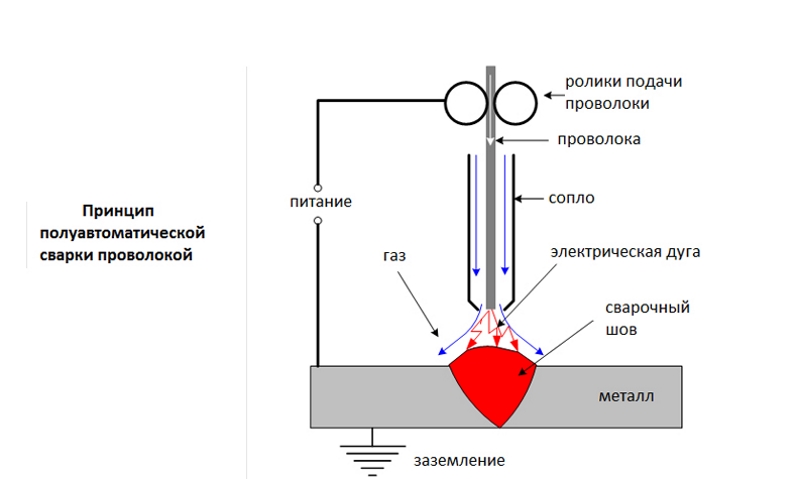 Например, для дуговой сварки требуется аргон, тогда как для дуговой сварки с помощью аппарата MIG требуется гелий-неоновая смесь. Используемая проволока влияет на выбор газа для сварки MIG. Проволока Acolyte используется для сварки электродом, тогда как луженая проволока лучше подходит для сварки MIG со смесью аргона и гелия.
Например, для дуговой сварки требуется аргон, тогда как для дуговой сварки с помощью аппарата MIG требуется гелий-неоновая смесь. Используемая проволока влияет на выбор газа для сварки MIG. Проволока Acolyte используется для сварки электродом, тогда как луженая проволока лучше подходит для сварки MIG со смесью аргона и гелия.
Защитный газ — еще один фактор, который следует учитывать. Защитный газ помещается между заготовкой и сварным швом, чтобы предотвратить разбрызгивание. Азот и углекислый газ (CO2) — два популярных варианта (N2).
Наконец, убедитесь, что ваш аппарат для газовой сварки MIG правильно обслуживается и настроен. Используйте правильный размер присадочной проволоки, тип электрода, напряжение, силу тока и скорость горелки для работы. И следите за такими проблемами, как несоосность электродов, засорение или загрязнение сварочных аппаратов MIG.
Вывод
Распространенным методом соединения металлических компонентов является сварка MIG. Хотя для качественной сварки MIG можно использовать различные газы, наиболее популярным является аргон. Для сварки MIG лучше всего использовать аргон, поскольку он инертен и не вступает в реакцию с другими компонентами сварного шва. Использование водорода, гелия и азота являются дополнительными газами, которые можно использовать для сварки MIG.
Для сварки MIG лучше всего использовать аргон, поскольку он инертен и не вступает в реакцию с другими компонентами сварного шва. Использование водорода, гелия и азота являются дополнительными газами, которые можно использовать для сварки MIG.
Поданный в: аргоновый баллон, аргоновые баллоны, лучший сварочный аппарат mig рабочего цикла, лучший миг сварщик, стол билдпро, сварочные материалы со скидкой, скидки на сварные швы, газовый баллон, газ для миг сварщика, газ для сварки миг, сварщик газа миг, хорошая сварка, хорошие сварные швы, миг пушка, миг пушки, рабочий цикл сварщика миг, миг сварочный газ, провод сварщика миг, сварка МИГ, сварка МИГ для начинающих, миг сварочный газ, сварочный пистолет миг, сварочный аппарат миг, наконечники для сварки MIG, проволока заварки миг, миг провод, нержавеющая проволока миг, сварочный аппарат миг, сварщик миг, сварщик миг газ, шлем сварщика, сварочная куртка, сварочные куртки, сварка миг, сварочные принадлежности, магазины сварочных материалов, сварочный стол, сварочные столы
Какой газ лучше всего использовать для сварки MIG?
Последнее обновление
Авторы и права: stafichukanatoly, Pixabay В сварке MIGиспользуется ручной пистолет с кабельным электродом с катушкой и газовым соплом, которое выпускает струю газа к месту сварки. Этот газ останавливает контакт азота, кислорода и других окружающих газов с валиком сварного шва. Это гарантирует, что есть сильные и последовательные результаты.
Загрязнение может привести к некачественному сварному шву на заготовке. Поэтому выбор подходящего газа необходим, если вы хотите добиться наилучших результатов. Однако какой газ лучше всего использовать для сварки MIG?
К сожалению, получить ответ не так просто. Различные металлы нуждаются в разных типах газа, чтобы получить наилучшие результаты. Во многих случаях смесь двуокиси углерода и аргона 75/25 даст отличные результаты для многих металлов. Теперь давайте рассмотрим некоторые варианты и обсудим, как вы можете выбрать предпочитаемый сварочный газ MIG для своего предприятия. Читайте дальше, чтобы узнать больше!
Лучший газ для сварки MIG: какие есть варианты?
Сварка MIG происходит с дугой, создаваемой электродом с постоянным твердым кабелем. Электрод проходит через сварочный пистолет и образует сварочную ванну на поверхности металла, которая соединяет два основных материала.
Электрод проходит через сварочный пистолет и образует сварочную ванну на поверхности металла, которая соединяет два основных материала.
Дуга защищена защитным газом, который также проходит через сварочный пистолет. Защитный газ также защищает сварочную ванну от загрязнения. Различные газы могут защитить сварочную ванну от загрязнения окружающей среды. Их можно различить как инертные или неинертные газы.
Авторы и права: Bru-nO, Pixabay Инертные газы (благородные газы)В стандартных условиях окружающей среды благородные газы обладают высокой устойчивостью к химическим изменениям. Это означает, что защитный сварной шов и дуга получают наилучшую защиту с помощью инертных газов.
Гелий и аргон являются наиболее распространенными инертными газами. Эти два газа обычно используются при сварке TIG и MIG.
Большинство новых сварщиков спрашивают: «Можно ли сваривать мягкую сталь аргоном?»
Да, можно.
Помимо двуокиси углерода, аргон является одним из наиболее распространенных защитных газов, используемых при сварке. Как правило, аргон используется сам по себе, будь то 100% или в сочетании с одним или двумя другими газами, чтобы обеспечить более глубокое проникновение в металл.
Вы можете быть уверены в более широком, но не слишком глубоком проплавлении сварного шва с аргоновой защитой. Он отлично подходит для поддержания дуги под стабильным углом. Гелий может образовывать более глубокий шов и давать более горячий ожог по сравнению с аргоном. Однако он более дорог по сравнению с аргоном.
Благородные газы образуют гораздо меньше брызг при сварке, поскольку они обладают более высокой устойчивостью к химической реакции, чем полуинертные или неинертные газы. Гелий значительно уменьшает пористость сварного шва.
Однако гелий потребляет гораздо больше энергии, чем аргон, и требует большего ухода, так как может стать душным и привести к перегреву и выгоранию.
Многие сварщики комбинируют гелий и аргон с другими недорогими газами, чтобы снизить затраты. А поскольку чистый аргон и гелий рекомендуются только для цветных металлов, таких как медь и алюминий, смешивание также важно.
Выбор подходящего защитного газа
Многочисленные способы сварки MIG предлагают различные варианты защитного газа. Вы должны оценить свои цели и задачи сварки, чтобы выбрать правильный для вашего конкретного применения.
Сварочные газы играют решающую роль в сварочных работах. Они предотвращают попадание атмосферных газов, таких как азот, водород и кислород, в сварочную ванну. Эти атмосферные газы могут вызывать проблемы с качеством готового сварного шва, когда они попадают в сварочную ванну. Поэтому требуется защитный газ.
Вопрос в том, какой защитный газ следует использовать? Аргон, углекислый газ, кислород и гелий являются четырьмя наиболее часто используемыми защитными газами. Каждый из них предлагает беспрецедентные преимущества и недостатки в каждом приложении.
При выборе учитывайте следующее:
- Цена на газ
- Характеристики готового шва
- Подготовка и очистка после сварки
- Основной металл
- Ваши цели производительности
Стоимость газа
В любой производственной процедуре стоимость является решающим фактором. Некоторые газы стоят дороже, чем другие. CO2 (двуокись углерода) — самый доступный газ среди четырех газов, используемых при сварке MIG.
Вы можете использовать его в чистом виде и, следовательно, вам не нужен вторичный газ. Это сэкономит вам больше денег.
Авторы и права: Mimzy, PixabayХарактеристики готового сварного шва
Несколько деталей должны быть тщательно обработаны. Вы можете очистить другие после, в то время как другие не требуют каких-либо особых требований к отделке. Аргон или смесь аргона и углекислого газа — лучший вариант, если вам нужно меньше брызг, лучшее сварочное действие или более плоские профили.
Аргон является инертным газом и поэтому не вступает в реакцию с расплавленным сварочным швом. Однако это дорого. Добавление углекислого газа может снизить затраты и при этом обеспечить приемлемое качество сварки.
Однако это дорого. Добавление углекислого газа может снизить затраты и при этом обеспечить приемлемое качество сварки.
Если вас беспокоит подготовка и очистка после сварки, лучшим выбором будет смесь аргона и углекислого газа. Он обеспечивает превосходную стабильность дуги, регулировку сварочной ванны и меньшее разбрызгивание по сравнению с чистым углекислым газом.
Основной материалГелий и двуокись углерода обеспечивают глубокие и широкие сварные швы и поэтому идеально подходят для толстых основных материалов. Цветные металлы, такие как магний, алюминий и титан, лучше всего работают с чистым аргоном.
Гелий является отличным газом для этих металлов, а также для нержавеющей стали. Кислород хорошо работает с мягким углеродом, нержавеющей сталью и низколегированным сплавом. Однако это приводит к коррозии. Поэтому не используйте его с магнием, медью, алюминием или любыми другими экзотическими металлами.
Смесь аргона и углекислого газа хорошо работает в процедуре переноса распылением, что повышает производительность. Другой предпочтительной смесью является аргон и гелий. В этой смеси скорость является фактором. Он создает более горячую дугу, которая быстро распространяется и повышает производительность.
Газы, используемые при сварке MIG
Аргон Фото: byrev, PixabayСмесь из 75-95% аргона и 5-25% углекислого газа может быть лучшим выбором для фирм, которые уделяют больше внимания качеству сварки. Он предлагает более подходящую комбинацию регулирования сварочной ванны, стабильности дуги и меньшего количества брызг, чем чистый углекислый газ.
С этой смесью вы можете использовать процедуру переноса распылением, которая может обеспечить высокую производительность и более привлекательный внешний вид сварных швов. Аргон также создает более узкий профиль проплавления, что полезно для стыковых и угловых сварных швов.
При сварке цветных металлов, таких как титан, алюминий и магний, необходимо использовать 100% аргон.
Свойства аргона:
- Не подходит для стали.
- Это лучший газ для цветных металлов.
CO2 (двуокись углерода) Авторы и права: Bru-nO, Pixabay
При сварке MIG углекислый газ является наиболее распространенным реактивным газом. Это единственный газ, который можно использовать в чистом виде без добавления благородного газа. диоксид углерода также является самым дешевым среди защитных газов, что делает его привлекательным выбором, когда материальные затраты являются главным приоритетом.
Чистый углекислый газ обеспечивает глубокое проникновение в сварной шов, что полезно при сварке широких металлов. Однако он также создает менее устойчивую дугу и больше брызг, чем при смешивании с другими газами. Кроме того, он ограничен только процедурой короткого замыкания.
Свойства двуокиси углерода:
- Глубже проникает.
- Дает много брызг.
- Это недорого.
- Нельзя использовать с тонким металлом.
Кислород Авторы и права: Mimzy, Pixabay
Это химически активный газ, который обычно используется в пропорции 9% или менее для повышения текучести сварочной ванны, стабильности дуги в мягком углероде, проплавления, нержавеющей стали и низколегированных сплавов. Однако это приводит к коррозии металла шва. Поэтому не стоит использовать его с магнием, алюминием, медью или любыми другими экзотическими металлами.
Вы не можете использовать кислород как чистый газ. Однако вы можете смешивать его в количестве от 1% до 5% аргона и углекислого газа. Это помогает улучшить качество сварки.
Кислород и аргон в основном используются для переноса распылением на нержавеющую сталь, чтобы помочь создать устойчивую дугу. Однако повышенная текучесть сварочной ванны может сделать сварку вне положения проблемой.
Однако повышенная текучесть сварочной ванны может сделать сварку вне положения проблемой.
Свойства кислорода:
- Его нельзя использовать отдельно, так как он вызывает коррозию.
- См. также: Где взять сварочный газ и сколько вы должны заплатить?
Гелий Авторы и права: вирусмон, Pixabay
Подобно чистому аргону, гелий в основном используется с цветными металлами, а также с нержавеющей сталью. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо справляется с толстыми металлами и обычно используется в соотношении от 25 до 75% гелия к 75 и 25% аргона.
Путем регулировки этих соотношений изменяются скорость перемещения, профиль борта и проникновение. Гелий создает «более горячую» дугу, которая обеспечивает более высокую скорость перемещения и более высокую производительность.
Однако он самый дорогой и требует более высокой скорости потока по сравнению с аргоном. Вы должны рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Когда дело доходит до сварки нержавеющей стали, в основном используется гелий в тройной комбинации двуокиси углерода и аргона.
Вы должны рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Когда дело доходит до сварки нержавеющей стали, в основном используется гелий в тройной комбинации двуокиси углерода и аргона.
Свойства гелия:
- Обычно не используется
- Лучше всего подходит для цветных металлов.
- Подходит для толстого основного металла.
Если ваш защитный газ содержит более высокий процент смеси аргона, ваши проекты будут более качественными.
Смесь 75-25 позволяет вам работать быстро, поэтому ваши готовые проекты будут иметь более чистый вид. Смесь предпочтительнее, если вы работаете над хрупкими проектами с более тонкими сварными швами или металлами, лежащими на верхних поверхностях ваших конструкций.
Некоторые люди также увеличивают долю аргона и выбирают смесь 85%-25%, так как она обеспечивает более гладкую поверхность валика.
Тем не менее, есть две проблемы со смесью с высоким содержанием аргона. Начнем с того, что это дорого. Если вы опытный сварщик, убедитесь, что ваши расходы не превышают цену, которую вы запрашиваете за свои услуги.
Другая проблема заключается в том, что более высокая концентрация аргона снижает скорость проплавления дуги. По этой причине сварщики не используют чистый аргон для сварки. Защитные газы, содержащие инертные газы, такие как аргон, не подходят для сварки МИГ низкоуглеродистой стали, поскольку они обычно приводят к некрасивому, непостоянному сварному шву.
100% диоксид углерода для защиты Если вас беспокоит стоимость и вы не хотите, чтобы ваши сварные швы выглядели наилучшим образом, вы можете использовать диоксид углерода для сварки МИГ мягкой стали. Это значительно дешевле по сравнению со смесью аргона и доступно в магазинах розничной торговли.
углекислый газ не является благородным газом, как аргон. Однако он обеспечивает достаточную химическую защиту, которая обычно используется при сварке MIG в качестве защитного газа. Реакция с дугой создает более «горячее» ощущение по сравнению со смесью C25.
Обеспечивает более глубокое проникновение в соединяемые металлы и создает прочный и крупный валик. При использовании чистого диоксида углерода электрическая дуга не стабильна. От этого дуга больше трещит и трещит, образуя брызги.
Также образует небольшое количество дыма и дыма при сварке. Более сильное разбрызгивание означает, что после завершения работы требуется дополнительная очистка. Вы не должны использовать чистый углекислый газ, если вы свариваете более тонкие металлические пластины при низких амперах. Это потому, что дуга может пробить дыры в раме.
Заключительные мысли: как выбрать лучший газ для сварки MIG
Если вы ищете лучший газ для сварки MIG, который имеет широкое применение, 25% углекислого газа и 75% аргона или что-то подобное например, смесь 80/20, возможно, ваш лучший выбор.