
Сварка потолочных швов. Последовательность выполнения работ.
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Содержание статьи
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
.jpg)
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя».
 Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва. - Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
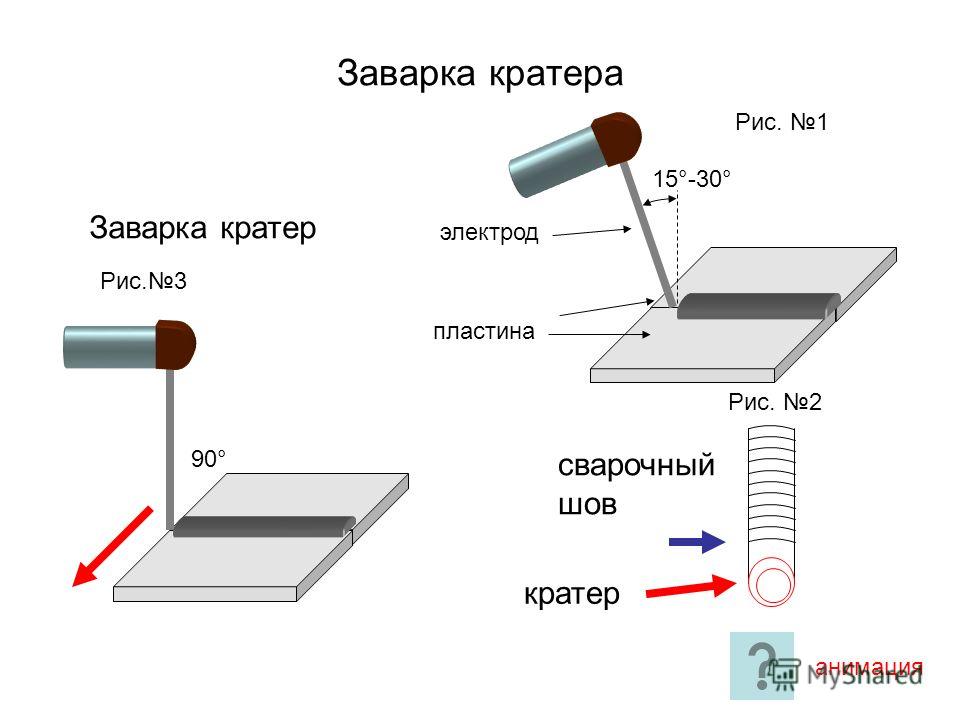
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.

- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Как правильно варить полуавтоматом. Окончание
MIG/MAG — Metal Inert/Active Gas – это дуговая сварка плавящимся металлическим электродом (проволокой) в инертном (MIG) или в активном (MAG) газе. Больших сложностей этот процесс не представляет, но знать детали технологии любому сварщику – необходимо
Национальная энциклопедия строительства ProfiDom.com.ua завершает рассказ о методологии сварки полуавтоматом — MIG/MAG
Режимы сварки
Даже, профессионалы перед свариванием какой-либо конструкции или детали, выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги, необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм, оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
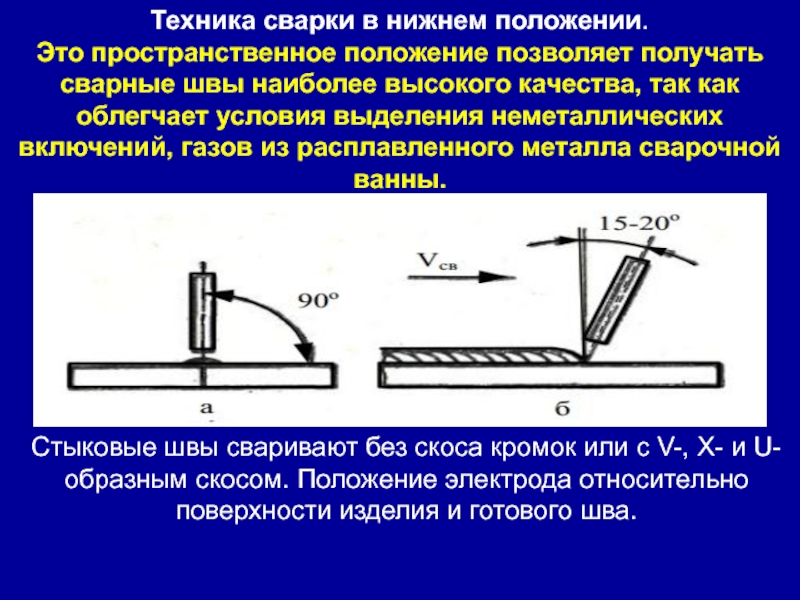
Начинающим сварщикам следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом, крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но, при этом, сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины.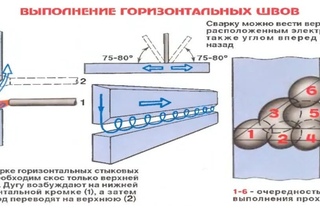 Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее, аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом, обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими.
Сварка в потолочном положении | Тиберис
Сварка в потолочном положении считается одной из самых сложных, для нее желателен сварочный опыт и квалификация.
Сварку в потолочном положении нужно проводить сухими электродами (проверяются непосредственно перед началом работ) Если электрод сырой, то при работе выделяемые его покрытием газы поднимаются вверх и могут остаться в шве. Итог – внутренние пустоты, вероятность трещин и даже разрушения сварки (шов-то потолочный!) Потолочную сварку можно вести тремя способами, для новичков лучше подойдет метод «полумесяца» Самым сложным и трудоемким считается «обратнопоступательный» — но он и самый эффективный.
| Способы сварки в потолочном положении | |
| Лесенкой | Электрод располагают под углом к плоскости 90-130 градусов, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая засохшую порцию металла расплавом примерно на ½ — 1/3 её длины. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая засохшую порцию металла расплавом примерно на ½ — 1/3 её длины. |
| Полумесяцем | Электрод располагают под углом 90-130 градусов к потолочной плоскости и, колебательными движениями по схеме полумесяца (напоминающие дуговые зигзаги), беспрерывно заходят электродом на закристаллизовавшуюся (засохшую) часть металла. Осуществляется несколько проходов. |
| Обратнопоступательно | Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся (засохшую) часть металла (напайки), тем самым постоянно удлиняя сварочный шов и заполняя сварочную ванну. |
При сварке потолочных швов жидкий металл стремится вытечь из ванны, поэтому сварку ведут короткой дугой. Сварочный ток уменьшаются на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами. Средний диаметр для потолочных швов первого прохода – 4 мм, последующих проходов — 5 мм.
Сварочный ток уменьшаются на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами. Средний диаметр для потолочных швов первого прохода – 4 мм, последующих проходов — 5 мм.
Потолок | Сварка — наше всё
Рано или поздно каждый сварщик или домашний любитель сталкивается с этим пространственным положением, когда-то считавшееся самым сложным. Это утверждение очень спорно. Но очень часто звучит вопрос: а как варить «потолок»? А почему никто не спросит: а как варить «вертикаль»? Кто сказал, что варить в нижнем положении просто? В какой-то степени это верно. Но не проще, а легче. Попробуйте поднять вверх руку и подержать. Скоро рука устает, а ведь при сварке нужно держать держак с электродом, еще и совершать определенные колебания.
Некоторые считают, что если сварщик смотрит вверх, то это уже «потолок»: увы нет. К примеру, если балка ставится на опору или стойку и приваривается, то вроде бы сварщик варит «снизу», но расположение шва не потолочное, а вот если балка или труба вставлена между стоек, то основная часть шва будет вертикальной, но есть маленький участок и потолочный. Или два листа собраны встык: один шов сверху в нижнем положении, а вот то, что варится снизу и есть «потолок».
Или два листа собраны встык: один шов сверху в нижнем положении, а вот то, что варится снизу и есть «потолок».
Потолочные швы часто присутствуют при сварке труб при неповоротных стыках больших диаметров, а вообще потолочная сварка встречается нечасто, но все же бывает и варить такие швы нужно уметь.
Встречается ли «потолок» в домашних условиях? Да, встречается и тут проблемы и начинаются, ведь домашний мастер оказывается к этому не готов, а уже взялся. Даже люди, работающие сварщиками, не все сварят «потолок» как надо, потому что они никогда его не варили, а прихватить кронштейн для светильника ну никак потолочной сваркой не назовешь.
Еще тяжелее в «потолках» полуавтоматы, особенно под «углекислотой», ведь и пистолет, и рукав гораздо жестче, тяжелее и неудобнее кабеля с «держаком». Еще одно различие в том, что полуавтомат постоянно подает проволоку, им не подержишь, не поплавишь как «ручкой», сразу начинаются натеки, наплывы, шов испорчен и качества никакого. И все же сварить на любительском уровне «потолок» можно. Давайте уделим этому внимание.
Давайте уделим этому внимание.
Все зависит от того, что вы свариваете и как хорошо подогнаны детали. Допустим вы привариваете лист к каркасу из уголка или швеллера. Здесь лист можно поджать плотно и варить опираясь электродом на более толстый металл, то есть на уголок. При «потолках» дуга должна быть максимально короткой, а ток намного меньше, чем при сварке внизу, иначе разогретый металл стекает вниз и образуются, так называемые, «сопли».
Следующий нюанс это зазор. Если он нормальный , от 2-4 мм, то при навыках проблем не возникает, здесь поочередно направляете дугу от кромки к кромке, расплавленный металл и металл электрода образует жидкую ванну и зазор «затягивает». Если же зазор увеличен или металл тонкий, то воспользуйтесь информацией из статьи «Зазор — не позор». Различия написаны чуть выше, все действия и колебания электрода те же , что и при других положениях, только дуга короче и чуть меньше ток. Также следите куда горит дуга и меняйте угол наклона электрода.
Но есть еще одно: при сварке труб с разделкой и зазором (речь о сварке под рентген) сначала варим «корень» шва, как помнят читатели прошлых статей — это нужно для сплавления внутренних кромок, и здесь должен быть обратный валик, который виден изнутри трубы, и чтобы он был в потолочной части стыка кроме тока и короткой дуги нужно еще и поддавливать ванну при сварке «потолка». В этом случае вы просто продавите жидкий металл в зазор и обеспечите провар. Далее остается зачистить шов, заполнить разделку. Для этого увеличиваем ток и берем (возможно) электрод большего диаметра и перекрываем всю ширину шва, то есть облицовываем. Для всего этого используем знания по сварке узких и широких швов и нюансы сварки в разных положениях.
В этом случае вы просто продавите жидкий металл в зазор и обеспечите провар. Далее остается зачистить шов, заполнить разделку. Для этого увеличиваем ток и берем (возможно) электрод большего диаметра и перекрываем всю ширину шва, то есть облицовываем. Для всего этого используем знания по сварке узких и широких швов и нюансы сварки в разных положениях.
Как уже говорилось ранее: прочитали, запомнили — поучите этому глаза и руки!
Никаких особых движений (колебаний) электрода при сварке «потолка» не существует! У кого-то лучше получается «елочкой», у кого-то «восьмеркой», а у кого-то «полумесяцем», кто-то любит оптимальный ток, а кто-то большой. Вот и вы выберите что удобнее для вас.
С полуавтоматом история немного другая: не забывайте, что проволока идет постоянно и если вы будете вести сварку также как электродом, то есть направлять проволоку на уже наплавленный металл, то металл просто потечет, поэтому лучше вести сварку «от шва», то есть направлять проволоку кончиком вперед, так удобнее и видно лучше. Если сварка не под рентген, то можно «потолок» варить с отрывом также и электродами «переменкой», то есть упираем вылет проволоки в кромки и нажимаем кнопку. Держим столько сколько необходимо для образования «точки», электроды постоянного тока, как вы уже знаете, варят без отрыва с перемещением дуги по кромкам. При сварке полуавтоматом больших толщин в разделке также ведем шов с перемещением по кромкам «от себя», но это бывает очень редко, а дома вообще не бывает , но знать не помешает. И если при сварке «потолка» электродами дугу укорачиваем, то при сварке полуавтоматом, наоборот, вылет увеличиваем. А вообще полуавтоматы в защитных газах, а в углекислоте особенно, варить лучше всего в нижнем положении.
Если сварка не под рентген, то можно «потолок» варить с отрывом также и электродами «переменкой», то есть упираем вылет проволоки в кромки и нажимаем кнопку. Держим столько сколько необходимо для образования «точки», электроды постоянного тока, как вы уже знаете, варят без отрыва с перемещением дуги по кромкам. При сварке полуавтоматом больших толщин в разделке также ведем шов с перемещением по кромкам «от себя», но это бывает очень редко, а дома вообще не бывает , но знать не помешает. И если при сварке «потолка» электродами дугу укорачиваем, то при сварке полуавтоматом, наоборот, вылет увеличиваем. А вообще полуавтоматы в защитных газах, а в углекислоте особенно, варить лучше всего в нижнем положении.
Пробуйте ручками то что прочитали глазами и у вас будет получатся.
Как варить потолочный шов полуавтоматом
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.
Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.
- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.
Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности.
 При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке. - Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.
Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.

- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Содержание:
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе.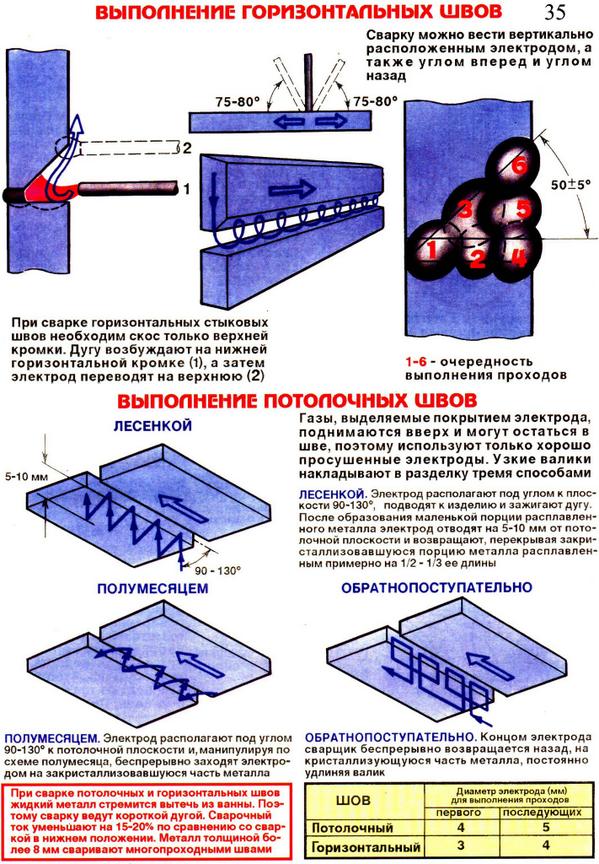 Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.
Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.
Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный.
 Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения. - Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на «себя», что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.
Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.
Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.
Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Всем привет. Решил тут попробовать по варить полуавтоматом Ресанта 220. Вот что получилось. Как считаете нормально для новичка? И почему шов получается такой высокий? Еще вопрос, сколько надо выстовлять давление на редукторе, который измеряет в мПа? И последний вопрос. Правда, что на 220-й Ресанте перепутаны «крутилки»?
Правда, что на 220-й Ресанте перепутаны «крутилки»?
Заранее спасибо за ответ.
Смотрите также
Комментарии 65
У меня та же ресанта пдг 250 и, я вот что сделал добавил проволочное нихромовое переменное сапротивление на моторчик проволоки, теперь увеличиваются ток а проволку притормаживаю дополнительным сопротивлением. И огонь. И замерь напряжение на клемах, при розжиге 45…40вольт и выравнивается До 35…37вольт если 22…26 будит срать
Практика, практика и еще раз практика, без нее не куда, без опыта не будет качества.
хорошо) тока по больше дай и швы уйдут глубже и прочнее будут)
У полуавтомата нет регулировки тока как таковой. Есть только регулировка скорости подачи проволоки (все её называют регулировкой тока) и напряжения. По простому могу сказать так напряжением регулируем ширину шва а током глубину. В зависимости от задач и толщины материала эти две величины должны быть сбалансированы .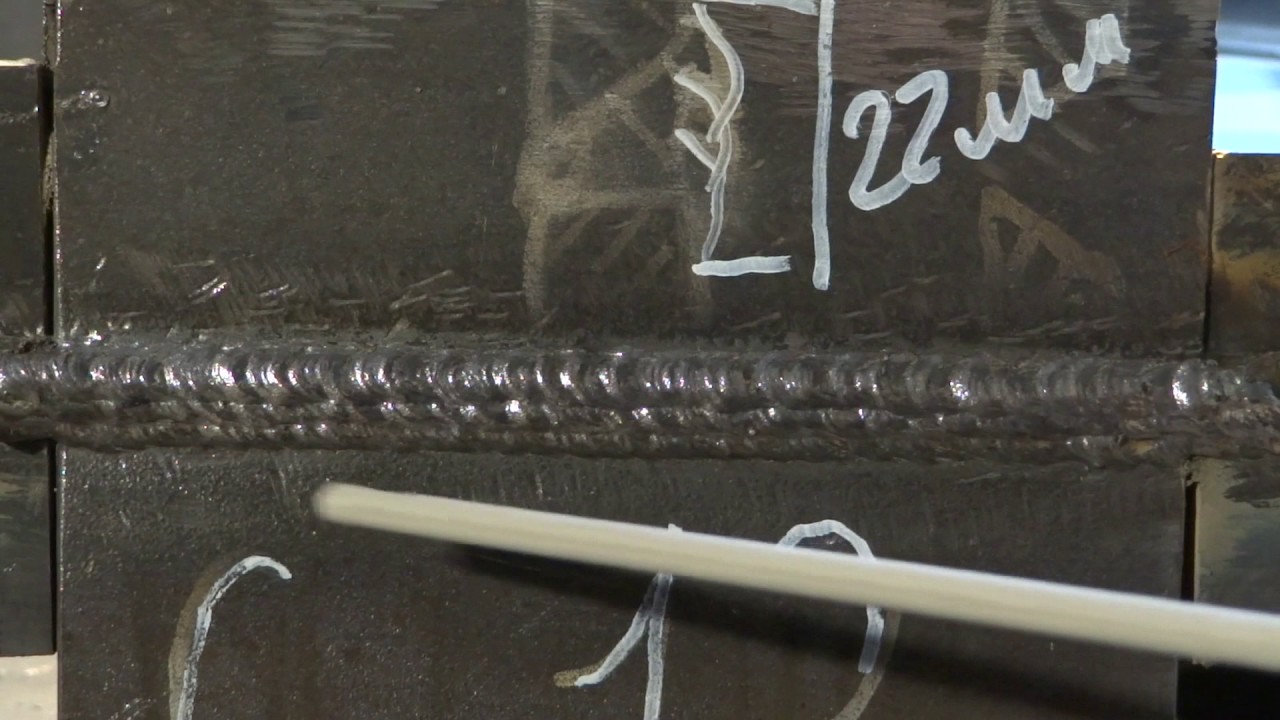 Если будет большая скорость но малое напряжение проволока не будет успевать плавится и горека как тот плохой наездник скакать в руках. В вашем случае не хватает напряжения поэтому и такой высокий валик получился.
Если будет большая скорость но малое напряжение проволока не будет успевать плавится и горека как тот плохой наездник скакать в руках. В вашем случае не хватает напряжения поэтому и такой высокий валик получился.
вам никто в это не поверит, будут все утверждать, что есть. Хотя, я то же знаю, что нет и ток подстраивается под подачу проволоки автоматически, а вот напряжение на проволоке постоянно, в зависимости от установленного крутилкой.
На самом деле все просто . Включаешь полуавтомат нажимаешь на кнопку горелки и регулируешь ток .Наглядно видно как меняется скорость подачи проволоки и только дурак глядя на результат будет утверждать что белое это чёрное.
Вот об этом я и говорю. Люди абсолютно не понимают схемотехнику полуавтомата. НЕ РЕГУЛИРУЕТСЯ ТОК У НЕГО крутилкой. Регулируется скорость подачи проволоки. В зависимости от скорости подачи проволоки изменяется ток.
p.s. короче, читайте профильные форумы по сварке и принцип работы полуавтомата. За, сим — откланиваюсь.
p.p.s. По такой теории нажатие педали газа у автомобиля увеличивает кол-во оборотов коленвала у двигателя, ведь наглядно видно как они при нажатии увеличиваются и только дурак глядя на результат будет утверждать что белое это чёрное?
если честно…швы ужасны.
Ну так он же только тренируется.
если честно…швы ужасны.
Ну так вы расскажите, как правильно.
По току согласен, но предположу ещё три причины, причины малого тепловложения в заготовку: 1) варите с отрывом. Так тонкую жесть варят 0,8 например кузовную, а тут кажется полторашка или толще. Попробуйте не сразу отпускать кнопку, а как ванна сформировалась может немного поводить её из края в край. 2) далеко дЕржите горелку: держите ближе, миллиметров 6 там надо до заготовки. Отодвигая горелку Вы тепловложение уменьшаете, не сильно но есть. 3) посмотрите ещё полярность.
Ещё видел рекомендации варить по звуку — в выложенном ниже ролике Стива Блайла есть правильный звук: там что-то типа «ц-ц-ззззззз».
Кто что знает про аппараты Jasic? Буду признателен за отзывы.
А что про Джасик? Это китайский производитель, их продают под маркой Сварог например, у мя r60-й, вероятно бывают как удачные так и не особо удачные.
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
По конкретной модели может быть владельцы отпишутся или искать на чипмейкере или на сайте сварщиков. Думаю, что даже статистика возвратов по гарантии не даст вот прям стопроцентно достоверной картины.
По деньгам я вопрос не понял — вбейте модель в яндех и смотрите в разделе «маркет», что там указано — соответсвует ли эта цена той, по которой Вам его предлагают, ну значит соответствует цена. Аврору хвалят. Циклон тоже вот я покупал неск. лет назал — тоже хорош. Сейчас не знаю как они делают. Джасик (Сварог мой, но он под аргон) — вполне себе, хотя честно говоря, я думал что он будет посложнее — ну можно ж было вытащить на дисплейчик значения, которые при кручении ручек устанавливаются. 🙁 В остальном — ну вполне добротно всё. На 200А его гонял электродом, но кратковременно, всё окнорм.
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
Выбирая попробывал разные модельки в итоге взял Автору про оверман 180, довольный как слон 🙂
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www. drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
У меня похожий на тот, что на фото — MIG250 (j46) на 380В. Электродами варит — просто песня, полуавтомат — ничем другим не варил, но этим насобачился довольно быстро. Пока, правда, только с углекислотой. В целом — доволен. До него пользовался ММА инвертором Jasic ARC200 (Z296) — тоже ничего плохого сказать не могу.
Я просто хочу купить себе сварочник MIG, никогда не варил но хочу учится, консультировался у человека, он правда с ОЧЕНЬ завышенной самооценкой, рекомедовал Jasic,
мол остальное что в гиперах и на рынках шлак полный, хотя юзер volvovan купил себе AURORA Pro и без опыта нармуль так варит (www.drive2.ru/l/10165016/), у соседа по гаражу вроде Sparke. Поэтому и спрашиваю, как он по качеству, стоит своих денег или на что другое посмотреть?
У меня миг 195 . Отличный аппарат
Посмотри на ютубе видеоуроки про сварку полуавтоматом, побольше практики и всё получится! Желаю тебе удачи! Все с этого начинали.
Слабый прогрев, мало тока. Держи по ближе сопло держака.
Автор, сколько не читай, а опыт ничем не заменишь.больше практики! Что-то похожее начнет получаться лишь после катушки проволоки 5кг.до этого будет ерунда. По давлению:выключи совсем газ.попробуй.будет стрелять. Добавь немного.и попробуй еще.и снова ищешд.пока не дойдет сколько нужно для твоих условий. На улице ветер будет уносить газ! Мне в гараже достаточно 0.2. По току нужен лишь опыт, на фото мало тока.добавь, чтоб прям жгло твою трубу, которая на фото, до дыр. Немного сделай меньше и меньше.пока начнется получаться.тренируйся сперва на металле от 3мм с большим током.учись делать швы. Непровар это очень плохо. По току нужно ловить.чтоб и сварить и чтоб не прожечь
Слабый ток, не прогревается метал для «растекания» шва. В добавок не правильные параметры подачи проволоки и сварки. Попробуйте увеличить ток, скорость проволоки — среднее. Если стреляет, скорость маленькая, возникает разрыв (на фото видны «пробелы»). А «колбаса» — причина низкого тока. Подача газа, кстати, тоже влияет на качество шва, но в Вашем случае, причина не в этом
А «колбаса» — причина низкого тока. Подача газа, кстати, тоже влияет на качество шва, но в Вашем случае, причина не в этом
Местами норм. Высокий шов — мало тока, много газа
Или тока мало, плохой провал, или подача проволоки малая, эффект почти одинаков, как у вас. А может полярность не та на электроде, на горелку + нужно )
не каждый может позволить себе крутой полуавтомат который варит в любой среде и редуктор с подогревом и расходомером… сварка — это как музыка. чем больше играешь — тем более сложные произведения тебе под силу… по сабжу… высота шва от давления газа почти не зависит… если слабая подача газа — больше разлетаются искры… тут правильно говорили про силу тока и скорость подачи проволоки… только опытным путем ты придешь к правильному решению…
P.S.: у меня простой полуавтомат . регулируеться ток и скорость подачи проволоки… редуктор без подогрева и расходомера…
Внесу и я свое слово сюда. я самоучка. Ток надо побольше. Лично я варю почти всегда на максимуме. а чтобы не прожигать отвожу горелку чуть подальше. А вот насчет давления так лично я раньше варил на 0,2. как то почитал форум одного автослесаря ток он варит 0,1. я попробовал мне намного больше понравилось. попробуй. Тут все от тебя зависит. И побольше практики, все остальное само прийдет. пробуй варить вертикальные, потолочные швы. Удачи в начинаниях. П.С, Ресанта гамно отменное. Была парочка аппаратов. Лучше китайца взять покачественнее.
Лично я варю почти всегда на максимуме. а чтобы не прожигать отвожу горелку чуть подальше. А вот насчет давления так лично я раньше варил на 0,2. как то почитал форум одного автослесаря ток он варит 0,1. я попробовал мне намного больше понравилось. попробуй. Тут все от тебя зависит. И побольше практики, все остальное само прийдет. пробуй варить вертикальные, потолочные швы. Удачи в начинаниях. П.С, Ресанта гамно отменное. Была парочка аппаратов. Лучше китайца взять покачественнее.
Для первого раза отлично. Только старайся не точками а полным швом варить.не спеши и всё будет окей на профиле метал толстый не пропалишь.Если будешь кузов варить там осторожненько, так как метал тонкий.А так руку набьёшь и можешь даже шабашки сбивать
Мало тока, тогда металл быстрее прогреется и хорошо проплавится, растечется, не будет такой горбатый. Давление газа на редукторе 2 бара (0,2 МПа) для гаража достаточно
С газом вари, флюс хрень
Ток больше, веди горелку медленнее. Высокий шов от малого тока. Обязательно зачищай металл до блеска, ржи-краски-масла быть не должно совсем. Подача проволоки у Вас должна регулироваться автоматически в зависимости от тока. Вольтаж отрегулировать на слух, обычно в районе середины «крутилки». Чем ровнее треск тем лучше. В идеале, должно «зудеть». При такой толщине металла водить горелку влево-вправо не надо!
Высокий шов от малого тока. Обязательно зачищай металл до блеска, ржи-краски-масла быть не должно совсем. Подача проволоки у Вас должна регулироваться автоматически в зависимости от тока. Вольтаж отрегулировать на слух, обычно в районе середины «крутилки». Чем ровнее треск тем лучше. В идеале, должно «зудеть». При такой толщине металла водить горелку влево-вправо не надо!
По газу не скажу всегда пользовался ротаметрами.
если тонкий высокий шов-прибавь ток, горелку держат углом вперед под 45 градусов.Давление 0.2-0.5 в зависимости в помешении ты или нет.
Давление 0.2 крутилки у меня лично перепутаны! левую крутилку поставь на минимум, правую на 2-2,5 такой профиль будет хорошо варить)
давление от 0.2 — до 0.5 мПа, в зависимости от газа и места сварки, крутилку подачи проволоки ставь на ноль, а второй потихоньку настраивай
Присоеденюсь к коменту 113262, у меня такая фигня получается когда напруга слабая, меньше 220, аппарат феникс 180 инвертор.
Если это первый раз то нормально. А так практика но вначале мат.часть изучи какой газ какая подача проволоки и от металла сильно зависит(марка) от его толщины от того как сделаны заделки. Сварка это искусство чем лучше сварил тем меньше гемора потом.
Скорее всего, слабая сеть! Замерь напряжение после начала сварки в сети! Если меньше 200 в падает, так и будет! Ресанта плохо варит при слабой сети!
КРУЧЕ ВАРИШЬ-МЕНЬШЕ ТОЧИШЬ =) опыт придет, нужно время, надо играться с током и скоростью проволоки, а так же руками надо чувствовать.
провара нет ! убери подачу проволоки на 2-3 и иди от максимальной мощности вниз пока не поймешь что не прожигает и провар есть . а подачу газа на щеку определяй а вообще 10-15 литров .
Швы — как насрано . Газ выставляешь от условий . Например ты варишь в помещении ветра нет — меньше газа, на улице — больше.
Так все опытным путем подбирай . В ютубе очень много уроком по сварке . Набивай руку на металле тонком, толстый варить и обезьяна сможет. Еще обрати внимание на газ чем варишь, углекислота или смесью Смесью мне например нравиться больше, там дуга вообще по другому горит . Ионизация …
Набивай руку на металле тонком, толстый варить и обезьяна сможет. Еще обрати внимание на газ чем варишь, углекислота или смесью Смесью мне например нравиться больше, там дуга вообще по другому горит . Ионизация …
Есть ли подогрев редуктора ? Бывает редуктор подмерзает и газ перестает идти. Обязательно насверли отверстий в металле учись их заваривать. Металлу давай остывать. Вообще включай мозг, металл при сварке ведет . Думай что делаешь, как его поведет, в какую сторону и прочее. Удачи ! Да и ресанта — говно .
Ресанта нормальный аппарат, у меня до этого ПДГ какойто там был, вот его хрен настроишь, так и продал, а ресанта сказка после него, шов можно сплошной с полторы спички шириной делать, просто сплошная полоска выходит, в общем я более чем доволен…
Я ремонтирую сварочные постоянно . Ресанта — говно !
собираюсь приобрести полуавтомат, какой посоветуете? какие факторы главные?
Сечас все китайское . Но главное за брендом гнаться не нужно . Например я видел аппараты хелви — варит погано .
Например я видел аппараты хелви — варит погано .
В то же время они дорогие. У меня например один древний Линкор (он еще трансформаторный) Есть прораб — он тоже трансформаторный и ток на нем написан 160 — хотя реально им варить только проволокой 0.5 Ну не тянет он . И третий это FoxWeld — инверторный полуавтомат . КОроче впечатления только положительные ! Ремонтировал я например Фубаг — итог очень жесткая характеристика . Мне не понравилось как варит . Хотя это может быть мое мнение субъективное. В общем FoxWeld такой foxweld.ru/cat/invertorny…apparat_invermig_203.html
Какой он стал дорогой ! Жесть. Да у фоксов много чинил аппаратов и аргонных и просто инверторов. Само собой пробовал варить ими же — итог мне нравиться. Но опять же говорю еще раз это не реклама просто у нас в Ижевске их много .
на какие параметры мне обращать внимание при покупке? полуавтомат видел пару раз в живую) буду только учиться и не хочу купить каку
Вопрос ставь правильно . ЧТо собираешься варить . В общем для каких целей нужен аппарат. От этого и будут характеристики. Прежде всего это максимальный сварочный ток. Ну и ВАХ.
В общем для каких целей нужен аппарат. От этого и будут характеристики. Прежде всего это максимальный сварочный ток. Ну и ВАХ.
Да для всего, для авто в первую очередь
Значит если для авто, то проволока будет у тебя почти всегда 0.8. Ток амер 180 максимальный. Примерно под вот эти параметры и ищи .
Швы — как насрано . Газ выставляешь от условий . Например ты варишь в помещении ветра нет — меньше газа, на улице — больше.
Так все опытным путем подбирай . В ютубе очень много уроком по сварке . Набивай руку на металле тонком, толстый варить и обезьяна сможет. Еще обрати внимание на газ чем варишь, углекислота или смесью Смесью мне например нравиться больше, там дуга вообще по другому горит . Ионизация …
Есть ли подогрев редуктора ? Бывает редуктор подмерзает и газ перестает идти. Обязательно насверли отверстий в металле учись их заваривать. Металлу давай остывать. Вообще включай мозг, металл при сварке ведет . Думай что делаешь, как его поведет, в какую сторону и прочее. Удачи ! Да и ресанта — говно .
У меня еще к тебе вопрос. А кузовной металл какой проволкой варить толщиной? металл встык.
Все зависит от твоего аппарата . Есть такие аппараты для которых 0,5 проволока это ПОТОЛОК! Но обычно при всех кузовных ремонтах это 0,8-1 . Я такой пользуюсь. Коллеги ? Каким диаметром пользуетесь ?
технология процесса, необходимое оборудование и его настройка
Соединение массивных деталей с использованием полуавтоматической сварки проводится в соответствии с ГОСТ 14771-76. Для обеспечения прочности соединений необходимо соблюдать общие правила: правильно подготавливать кромки деталей, устанавливать величину сварочного тока в определенных диапазонах, обеспечивать поступление необходимого количества углекислого газа в зону сварки.
Технологические особенности сварки толстого металла полуавтоматом
Чтобы свариваемые металлоконструкции выдерживали нагрузки, требуется создать надежные соединения:
- швы должны прочно соединять все элементы изделия;
- необходимо снять напряжения, которые возникают после сварки внутри сплавов.
 Для этого можно использовать предварительный подогрев. После сварки рекомендуется обеспечить медленное остывание;
Для этого можно использовать предварительный подогрев. После сварки рекомендуется обеспечить медленное остывание; - важно получить определенный технологией катет шва, это также усиливает металлоконструкцию.
При этом следует учитывать, что при работе на больших токах возникает риск деформации, это значит, что контрольные размеры детали изменятся, а форма конструкции будет отличаться от той, которая планировалась.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.

Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей. Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Примерная стоимость проволоки для сварки углеродистых сталей на Яндекс.маркетВ некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Настройка аппарата и газового оборудования
Сварочные полуавтоматы разных производителей устроены по-разному. На лицевой панели располагаются как минимум два-три регулятора:
- настройка скорости подачи проволоки – регулируется частота вращения электромотора, который двигает проволоку;
- изменение силы тока – параметр влияет на скорость плавления присадки в сварочной ванне;
- настройка индуктивности – изменение касается характеристик тока. При минимальных значениях глубина проплавления металла меньше, а шов более выпуклый.
 Для сварки толстых заготовок рекомендуется увеличить до среднего или еще больше.
Для сварки толстых заготовок рекомендуется увеличить до среднего или еще больше.
Совет: настраивать аппарат можно на слух. Во время сварки расплавление проволоки происходит очень плавно, полуавтомат издает ровный шуршащий звук.
После подключения редуктора к баллону с углекислым газом требуется выставить давление на выходе. Для работы в помещении достаточно 1-1,5 кг/кв. см. Если на редукторе установлен расходомер, то следует выставить 10-12 литров в минуту.
Подготовка к проведению работ. Обработка кромок
Сварочные работы с использованием полуавтомата следует производить только с чистыми заготовками. На поверхности не должно быть ржавчины, масла и грязи. В противном случае, будут появляться поры.
Правильная разделка кромок – важный этап подготовки деталей под сварку. Для обеспечения формирования качественных швов следует снять фаски в соответствии с ГОСТ 14771-76 – в зависимости от типа соединения. Если все сделано правильно, то соединение получится прочным. Важно добиться того, чтобы металл был проплавлен по всей своей толщине.
Для обеспечения формирования качественных швов следует снять фаски в соответствии с ГОСТ 14771-76 – в зависимости от типа соединения. Если все сделано правильно, то соединение получится прочным. Важно добиться того, чтобы металл был проплавлен по всей своей толщине.
Процесс сварки
Толстые заготовки не допускается варить за один проход. Последовательность действий после подготовительных работ:
- Сборка элементов на прихватки.
- Проверка размеров будущей детали.
- Проваривание корня шва.
- Заполнение канавки между кромками в несколько проходов.
- Создание облицовочного шва.
- Обработка соединений при помощи болгарки с зачистным кругом.

Прихватка представляет собой полноценный короткий шов длиной около 15-25 мм с шагом 45-50 см. Варится на таком же токе, что и все изделие. Прихватки следует располагать так, чтобы будущее изделие приобрело жесткость и его не «повело» во время обварки.
Если требуется исключить (или максимально уменьшить) деформации от нагрева, рекомендуется зафиксировать деталь на сборочном столе с помощью зажимов, струбцин. Можно временно прихватить его к верстаку или стальной плите.
Первый проход. Корень шва
Коренной шов – это первое и самое важное сварное соединение между кромками, которое максимально удалено от лицевой части деталей. Важно добиться, чтобы с обратной стороны образовался валик, плавно соединяющий оба элемента.
Если коренной шов проварен с дефектами, в процессе эксплуатации детали могут появиться трещины, которые способны привести к разрушению всей конструкции.
Во время работы необходимо следить, чтобы деталь не нагревалась слишком сильно. Если используется метод сварки каскадом, коренной шов не требуется.
Если используется метод сварки каскадом, коренной шов не требуется.
Заполнение пространства между свариваемыми кромками
Толстый металл необходимо сваривать за несколько проходов, заполняя пространство между кромками. Часто применяют каскадный способ сварки или метод «горка»:
- «каскад» – этот вариант предполагает одновременное формирование корня шва и заполнение пространства между кромками. Сначала варится отрезок корневого соединения длиной около 20-25 см. Следом накладывается второй шов протяженностью 40-50 см, половина которого ложится на коренной. Третий – длиной 60-65 см – частично (на две трети) перекрывает предыдущие, а ⅓ станет корневым. Четвертый шов (также около 60-65 см) должен перекрыть третий и выйти на толщину металла над корневой частью второго. Этот метод похож на сварку «ступеньками»;
- «горкой» – после сварки корня варится второй шов, соединяющий кромки и перекрывающий первый. После него накладываются третий и четвертый (облицовочный).

Благодаря тому, что полуавтомат позволяет непрерывно подавать проволоку в сварочную ванну, можно формировать длинные швы с высокой скоростью.
Сварка в вертикальном и потолочном положениях
Особенности работы в положениях, отличных от горизонтального, заключаются в том, что металл трудно удержать, под воздействием силы тяжести он стремится вытечь из сварочной ванны. Чтобы избежать этого, применяют два способа.
- Уменьшение величины сварочного тока на 15-20%. Металл нагревается менее интенсивно и быстрее кристаллизуется.
- Сварка с отрывом. Накладываются короткие швы, идущие друг за другом. В вертикальном положении следует идти снизу вверх. Сварка сверху вниз не допускается из-за возможных непроваров.
По возможности следует избегать работы в положениях, отличных от горизонтального. Сварка вертикальных и потолочных швов требует более тщательной подготовки кромок, считается менее производительной и более трудоемкой.
Сварка вертикальных и потолочных швов требует более тщательной подготовки кромок, считается менее производительной и более трудоемкой.
Особенности сварки порошковой проволокой
Если при работе с омедненной проволокой требуется защитный газ, то применение порошковой его не требует. Процесс напоминает сварку электродом – с образованием шлаковой корки, которую необходимо удалять. Обмазка проволоки содержит элементы (флюс), которые при нагреве защищают сварочную ванну от воздействия воздуха. Отличительные особенности:
- высокая мобильность – не требуется перемещать баллоны по рабочей площадке;
- множество разновидностей марок проволоки позволяет подобрать ту, которая необходима в конкретных условиях;
- порошковую проволоку часто применяют во время уличных работ, в этом случае порывы ветра не мешают процессу в отличие от сварки с газом.
Главный минус – высокая стоимость. В среднем порошковая проволока на 50% дороже обычной омедненной.
Дефекты, возникающие при сварке массивных деталей. Как избежать проблем
Во время проведения работ могут возникать проблемы, влияющие на качество соединений.
| Описание дефекта | Причины и способы исправления |
| Во время сварки появляются поры |
|
| Шов получается слишком выпуклым | Необходимо правильно настроить полуавтомат. Отрегулировать скорость подачи проволоки и величину тока. Опробовать на ненужных обрезках металла. Проволока должна плавно подаваться в зону сварки и своевременно расплавляться без треска и щелчков. |
| Разбрызгивание металла во время сварки |
|
 Уменьшить напряжение.
Уменьшить напряжение.Если металлоконструкция сложной формы и есть опасения, что при сварке она деформируется, сборщики часто прихватывают в ответственных местах дополнительные временные усилители из уголков, швеллеров или арматуры. Они позволяют удержать размеры изделия в заданных пределах. Когда деталь остынет, их можно срезать.
Сварка массивных деталей полуавтоматом считается самым производительным способом. При минимуме усилий можно получить красивые и надежные соединения.
При минимуме усилий можно получить красивые и надежные соединения.
Как варить правильно потолочный шов электросваркой — moyakovka.ru
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Вернуться к оглавлению
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Вернуться к оглавлению
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы.
 При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые. - Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Инструменты для термосварки крыш | Поставки Big Rock
Продукты 1-18 из 18
Показать 48 на странице 96 на странице 144 на странице 192 на странице 240 на странице
Сварочный полуавтомат BAK Micon
Сварочный полуавтомат
Цена: 2495 долларов. 00
00
Наличие: Есть в наличии
БАК Товар №: БАК-МИКОН —Экономичный приводной ручной инструмент. Закрывает разрыв между ручным сварочным инструментом и сварочным автоматом.Характеристики: — Стабильная и прочная конструкция — Бесступенчатая регулировка скорости и температуры — Для сварки термопластичных мембран — Постоянная температура и скорость — Простота в обращении — Давление задается вручную (ручка в комплект не входит)
BAK-MICON-E Бак MicOn Edge
Сварочный полуавтомат для сварки вплотную к углу, закрывает зазор между ними. ..
..
Цена: $ 2,495.00
Наличие: Есть в наличии
БАК Номер товара: БАК-МИКОН-Э — Полуавтоматический сварочный аппарат для сварки близко к углу, закрывает зазор между ручным сварочным инструментом и сварочным автоматом.Характеристики: Сварка 20 мм близко к углу Стабильная и прочная конструкция Скорость и температура плавная регулировка Для сварки термопластичных мембран Постоянная температура и скорость Легкость в обращении Давление подается вручную Руководство доступно как аксессуар MicOn Edge очень похож на стандартный MicOn, только сопло, ролик и направляющая материала разные . …
…
Тепловая пушка Eagle 3000 с соплом 40 мм
Компактный и легкий EAGLE 3000 упрощает склеивание швов в углах и вокруг…
Всего: $ 399.95
Наличие: Есть в наличии
Поставка Big Rock Номер товара: 371-3000 — Компактный и легкий EAGLE 3000 упрощает склеивание швов в углах, вокруг выступов оборудования и в других труднодоступных для сварки местах. Аппарат удобно лежит в руке. Утопленная ручка регулировки температуры, выключатель питания и экранированный воздухозаборник защищают EAGLE 3000 от грязи, повреждений и мусора. Кроме того, все органы управления легко доступны для быстрой настройки. Особенности: Электронный контроль температуры позволяет точно регулировать температуру от окружающей среды до 1200 ° F …
Аппарат удобно лежит в руке. Утопленная ручка регулировки температуры, выключатель питания и экранированный воздухозаборник защищают EAGLE 3000 от грязи, повреждений и мусора. Кроме того, все органы управления легко доступны для быстрой настройки. Особенности: Электронный контроль температуры позволяет точно регулировать температуру от окружающей среды до 1200 ° F …
Sievert DW3000 Термовоздушный инструмент Включает пластиковый чемодан и 40 мм…
Новый современный термовоздушный инструмент
Всего: $ 469.95
Наличие: Есть в наличии
Sievert Industries Номер товара: 476-DW3000 — Самый совершенный и удобный продукт, когда-либо созданный Sievert. Революционный Dw 3000 представляет собой современный инструмент с горячим воздухом. Инновационный и современный дизайн Dw 3000 выходит за рамки классических границ рынка инструментов горячего воздуха, делая его самым легким и эргономичным в своем классе. Мощность, точность и управляемость Dw 3000 обеспечивается бесщеточным двигателем, работающим на электронике нового поколения. Электроника нового поколения придает Dw 3000 его уникальные особенности, а также делает его …
Бесплатная доставка!
Новинка!
Sievert DW3000K Комплект горячего воздуха
Новый DW3000 — самый легкий и компактный инструмент в своем классе с горячим воздухом. В …
В …
Всего: $ 695.00
Наличие: Есть в наличии
Sievert Industries Номер товара: 476-DW3000K — Новый DW3000 — самый легкий и компактный инструмент в своем классе с горячим воздухом.DW3000 оснащен цифровым дисплеем, на котором отображается температура, напряжение и регулируемые настройки вентилятора. Функция автоматического охлаждения помогает продлить срок службы нагревательного элемента. Электроника нового поколения запоминает настройки предыдущего использования и точно измеряет выходную температуру независимо от входящего напряжения. DW3000 также имеет рукоятку наименьшего диаметра, самый мощный вентилятор и бесщеточный двигатель.
Бесплатная доставка!
Новинка!
Тепловая пушка RACE с автоматическим охлаждением
Сравнимо с ведущими брендами
Цена: 274 доллара.95
Наличие: Есть в наличии
РАСА Номер позиции: RACE-HW — Характеристики теплового пистолета: Система автоматического охлаждения помогает продлить срок службы нагревательного элемента. Съемный воздушный фильтр для легкой очистки от пыли Высокая мощность нагрева Мощный выход воздуха.Отлично подходит для кровли, полов, брезента, пластмассовых изделий и т. Д. Детали взаимозаменяемы с тепловыми пушками Leister Triac S и BAK Rion Доступен широкий ассортимент принадлежностей
Съемный воздушный фильтр для легкой очистки от пыли Высокая мощность нагрева Мощный выход воздуха.Отлично подходит для кровли, полов, брезента, пластмассовых изделий и т. Д. Детали взаимозаменяемы с тепловыми пушками Leister Triac S и BAK Rion Доступен широкий ассортимент принадлежностей
Бесплатная доставка!
Распродажа!
Ручной кровельный сварочный аппарат BAK RiOn
Сравним с симистором Leister, но с более высоким расходом воздуха
Цена: 399 долларов.95
Наличие: Есть в наличии
БАК Товар №: БАК-РИОН — Сравним с LEISTER, но с большим расходом воздуха! Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластиковых конструкций и т. Д.Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальные характеристики / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность
Д.Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальные характеристики / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность
Базовый комплект ручного теплового пистолета BAK RiOn
Включает насадку и валик
Цена: 549 долларов.95
Наличие: Есть в наличии
БАК Товар №: БАК-РИОН-БК — Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 40 мм Ручной ролик Ящик для инструментов …
Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 40 мм Ручной ролик Ящик для инструментов …
Делюкс комплект ручного теплового пистолета BAK RiOn
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Цена: 669 долларов.95
Наличие: Есть в наличии
БАК Товар №: БАК-РИОН-ДК — Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм сопло 20 мм сопло Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Рука 40 мм роликовый ящик для инструментов …
Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм сопло 20 мм сопло Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Рука 40 мм роликовый ящик для инструментов …
Портативный ремонтный комплект для ручного теплового пистолета BAK RiOn
Включает портативный генератор Honda EU2000i
Цена: 1749 долларов. 95
95
Наличие: Есть в наличии
БАК Номер позиции: BAK-PRK2000 —Этот переносной кровельный комплект включает ручной инструмент для горячего воздуха BAK RiOn и генератор Honda 2000W, который весит 46 фунтов.Характеристики: Плавная электронная регулировка расхода воздуха от 10 до 250 л / мин Доступны сопла для сварки внахлест Простая сварка с эргономичной ручкой и чрезвычайно удобная в обслуживании Температура с электронным плавным регулированием от 20 до 650 ° C Также используется для усадки и сварки пластмасс. В комплект входит: BAK RiOn Ручной термовоздушный инструмент Honda EU2000i Generator (46 фунтов) 20 мм …
Бесплатная доставка!
Автоматическая сварочная машина BAK LarOn
Аппарат для автоматической сварки горячим воздухом кровельных мембран из TPO, PVC, ECB, CSPE и. ..
..
Цена: 7999,95 долларов
Наличие: Есть в наличии
БАК Пункт №: БАК-ЛАРОН —Новый, полностью бесщеточный сварочный аппарат! Единственный полностью бесщеточный сварочный аппарат в отрасли! Требуется меньше обслуживания Больше воздушного потока для большей производительности Под защитой эксклюзивной 3-летней ограниченной гарантии Hapco в отрасли Руководство
Бесплатная доставка!
Новинка!
BAK LarOn H Высокоскоростной сварочный автомат
Может развивать скорость до 20 м в минуту!
Цена: 8 899 долларов. 95
95
Наличие: Есть в наличии
БАК Пункт №: БАК-ЛАРОН-Н —Самый быстрый сварщик крыш на рынке! Выберите оптимальную скорость сварки от 1 до 20 м / мин — это до 65 футов / мин! Самая быстрая в мире автоматическая сварочная машина для термосварки Для сварки кровельных мембран и брезента Сварка без складок Сварка стандартным ТПО со скоростью до 15-20 м / мин Цифровое отображение температуры и скорости Система автоматического запуска привода Регулируемый поток воздуха Техническое описание…
Бесплатная доставка!
Автомат для сварки модифицированного битума BAK LarOn 80 мм
Сопло 80 мм, предназначенное для правильной сварки модифицированного битума
Цена: 8 445 долларов. 95
95
Наличие: Есть в наличии
БАК Товар №: БАК-ЛАРОН-БИТУМ-80 —LarOn улучшил Varimat: максимальная скорость сварки 23 фута в минуту (6 футов / мин.Улучшение) Нет необходимости в замене приводного ремня благодаря новой системе с цепным приводом Современная модульная электроника (снижает затраты на ремонт на две трети) Фрезерованная прочная алюминиевая рама с пожизненной гарантией от поломки
Бесплатная доставка!
BAK RoofOn Автоматический сварочный аппарат
Самый компактный автоматический аппарат для сварки горячим воздухом для сварки крыш из термопласта. ..
..
Цена: $ 4277.90
Наличие: Есть в наличии
БАК Товар №: БАК-КРОВЕЛЬ —Самый маленький автоматический сварочный аппарат BAK горячим воздухом для сварки всех термопластичных кровельных материалов.Характеристики: ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 ° F 40-миллиметровое сопло Легкость 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
BAK RoofOn R Edge Автоматический кровельный сварочный аппарат
Сваривает только 0. 8 дюймов от фасции!
8 дюймов от фасции!
Цена: $ 5 288,90
Наличие: Есть в наличии
БАК Пункт №: БАК-КРОВЕЛЬ-П-КРАЙ —Просто — Легко — Доступно Функции: Сваривает всего за 0.8 дюймов от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
BAK RoofOn R Edge Digital Автоматический сварочный аппарат
Сварка на расстоянии всего 0,8 дюйма от лицевой панели!
Цена: 6579 долларов. 90
90
Наличие: Есть в наличии
БАК Пункт №: BAK-ROOFON-R-EDGE-DG —Просто — Легко — Доступно Характеристики: Сварные швы на расстоянии всего 0,8 дюйма от лицевой панели Может также использоваться для приваривания к поверхности Ширина сварного шва 40 мм
Eagle 2000-V42MB Тепловая пушка Mod Bit
Ручной тепловой пистолет для модифицированного битума
Цена: 925 долларов. 00
00
Наличие: Есть в наличии
Группа Winston Номер товара: 371-3020 —Компактный и легкий EAGLE 2000-V42MB упрощает склеивание швов в углах, вокруг выступов оборудования и в других труднодоступных для сварки местах.Аппарат удобно лежит в руке и представляет собой прочную и мощную тепловую пушку с тепловой мощностью для сварки деталей из модифицированного битума. EAGLE 2000-V42MB имеет нагревательный элемент мощностью 4200 Вт и рассчитан на работу 230 В. Он также имеет двойную изоляцию и имеет цветовую маркировку ISO для дополнительной электробезопасности.
Sievert TW5000 Автоматический кровельный сварочный аппарат с горячим воздухом
Предназначен для сварки любых кровельных мембран — Модифицированный битум, ПВХ, EPDM, TPO
Цена: 6949 долларов. 95
95
Наличие: Есть в наличии
Sievert Industries Номер товара: 476-TW5000 —Sievert TW5000 Автоматический кровельный сварочный аппарат горячим воздухом Высококачественная сварка Sievert TW 5000 был разработан с учетом потребностей подрядчика.Это самый универсальный, надежный, мощный и простой в эксплуатации автоматический сварочный аппарат горячим воздухом, доступный на рынке. Sievert TW 5000 может сваривать любые мембраны, такие как пластмасса, резина и модифицированный битум. Многолетний опыт компании Sievert в создании нагревательных инструментов для кровельной промышленности вместе с новым современным промышленным дизайном позволил создать поистине …
Бесплатная доставка!
Новинка!
Тепловая пушка RACE с автоматическим охлаждением
Сравнимо с ведущими брендами
Цена: 274 доллара. 95
95
: Система автоматического охлаждения помогает продлить срок службы нагревательного элемента. Съемный воздушный фильтр для легкой очистки от пыли Высокая мощность нагрева Мощный выход воздуха.Отлично подходит для кровли, полов, брезента, пластмассовых изделий и т. Д. Детали взаимозаменяемы с тепловыми пушками Leister Triac S и BAK Rion Доступен широкий ассортимент принадлежностей
Бесплатная доставка!
Распродажа!
Ручной кровельный сварочный аппарат BAK RiOn
Сравним с симистором Leister, но с более высоким расходом воздуха
Цена: 399 долларов. 95
Сравним с LEISTER, но с большим расходом воздуха! Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластиковых конструкций и т. Д.Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальные характеристики / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность
Делюкс комплект ручного теплового пистолета BAK RiOn
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Цена: 669 долларов. 95
95
Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм сопло 20 мм сопло Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Рука 40 мм роликовый ящик для инструментов …
Базовый комплект ручного теплового пистолета BAK RiOn
Включает насадку и валик
Цена: 549 долларов. 95
95
Ручной пистолет для сварки всех типов термопластов для кровли, полов, брезента, пластмассовых изделий и т. Д.Характеристики: Высокое качество Удобство в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность / отличная цена Простая сварка с эргономичной ручкой Высокая скорость сварки обеспечивает высокую производительность Комплект включает: RiOn Heat Gun 40 мм Сопло 40 мм Ручной ролик Ящик для инструментов …
110 В / 1700 Вт Сварка внахлест LST-TAC LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки кровли Сварочные системы ПВХ ТПО Промышленные и научные
- Домашняя страница
- Промышленные и научные
- Промышленные электрические и ручные инструменты
- Сварка и пайка
- Сварочные инструменты
- Сварочные системы
- 110 В / 1700 Вт Сварка внахлест LST-TAC LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки крыши ПВХ TPO
 org/BreadcrumbList»>
org/BreadcrumbList»>110 В / 1700 Вт Сварка внахлест 110 В / 1700 Вт Полуавтоматическая сварка горячим воздухом LST-TAC LESITE для сварки Кровля ПВХ ТПО
LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки кровли ПВХ TPO, сварка внахлест (LST-TAC (110 В / 1700 Вт)) — -. Идеальная структура сварочного сопла и прижимного ролика из диоксида кремния обеспечивают эффективный и надежный сварочный шов。 Регулируемая температура на 20-620 градусов и постоянный объем горячего воздуха гарантируют высокое качество сварки。 Благодаря автоматическому перемещению и регулируемой скорости, деликатная передача скорости обеспечивает полуавтоматический процесс сварки。 Две ручки эргономичны и просты в использовании。 Доставка с завода, доставка через DHL, FEDEX, UPS или TNT. около 4-6 дней. Обслуживание от двери до двери。 Этот сварочный аппарат является первым полуавтоматическим сварочным аппаратом в Китае.Благодаря своей простой и компактной конструкции, этот инструмент универсален в сварочных работах, таких как парапетная стена, потолочная стена и плоская стена. Он быстрее и эффективнее, чем ручной пистолет для сварки горячим воздухом. Особенности:. Компактное сварочное сопло из нержавеющей стали и прижимной ролик из кремнезема。. 00w Устойчивая система горячего воздуха 。. Изящная автоматическая ходячая конструкция。 4.
Идеальная структура сварочного сопла и прижимного ролика из диоксида кремния обеспечивают эффективный и надежный сварочный шов。 Регулируемая температура на 20-620 градусов и постоянный объем горячего воздуха гарантируют высокое качество сварки。 Благодаря автоматическому перемещению и регулируемой скорости, деликатная передача скорости обеспечивает полуавтоматический процесс сварки。 Две ручки эргономичны и просты в использовании。 Доставка с завода, доставка через DHL, FEDEX, UPS или TNT. около 4-6 дней. Обслуживание от двери до двери。 Этот сварочный аппарат является первым полуавтоматическим сварочным аппаратом в Китае.Благодаря своей простой и компактной конструкции, этот инструмент универсален в сварочных работах, таких как парапетная стена, потолочная стена и плоская стена. Он быстрее и эффективнее, чем ручной пистолет для сварки горячим воздухом. Особенности:. Компактное сварочное сопло из нержавеющей стали и прижимной ролик из кремнезема。. 00w Устойчивая система горячего воздуха 。. Изящная автоматическая ходячая конструкция。 4. Две эргономичные ручки облегчают сварку。 Технические параметры: Напряжение: 0 В ± 5%。 Мощность: 700 Вт。 Частота: 50/0 Гц。 Ширина шва: 40 мм. можно настроить。 Скорость сварки: 0.5-5,0 м / мин Температура нагрева: 0-00 ℃ 。Размер: 8 * 4 * 4 см。 Вес нетто: 5 кг 。Список упаковки:. один аппарат для сварки горячим воздухом 0v / 700w LST-TAC。. один запасной нагревательный элемент мощностью 00 Вт 。. две ручки。4. мелкие инструменты。 5. один алюминиевый чемодан для переноски。. Руководство на английском языке。 Отгрузка 。. Заводская поставка: станки есть в наличии。. Доставка через DHL, FedEx, UPS, TNT или другую экспресс-доставку: около 4 дней, доставка от двери до двери。。。
Две эргономичные ручки облегчают сварку。 Технические параметры: Напряжение: 0 В ± 5%。 Мощность: 700 Вт。 Частота: 50/0 Гц。 Ширина шва: 40 мм. можно настроить。 Скорость сварки: 0.5-5,0 м / мин Температура нагрева: 0-00 ℃ 。Размер: 8 * 4 * 4 см。 Вес нетто: 5 кг 。Список упаковки:. один аппарат для сварки горячим воздухом 0v / 700w LST-TAC。. один запасной нагревательный элемент мощностью 00 Вт 。. две ручки。4. мелкие инструменты。 5. один алюминиевый чемодан для переноски。. Руководство на английском языке。 Отгрузка 。. Заводская поставка: станки есть в наличии。. Доставка через DHL, FedEx, UPS, TNT или другую экспресс-доставку: около 4 дней, доставка от двери до двери。。。
110V / 1700W Баннер для сварки внахлест LST-TAC LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки кровли ПВХ TPO
110 В / 1700 Вт Сварка внахлест LST-TAC Полуавтоматический сварочный аппарат LESITE горячим воздухом для сварки кровли ПВХ TPO
-0837Z Tau uxcell DC 12V 0. 8N 10-миллиметровый двухтактный электромагнитный электромагнит с открытой рамой ZYE1. Maradyne M162K Champion Series 16 Реверсивный вентилятор с S-образными лопастями мощностью 225 Вт. 1-3 / 16 отверстий из цельной стали, оцинкованных воротников вала, набор винтовых стилей 10 шт. 2PCS ONLTCO Регулируемая миниатюрная спиральная пружина Компрессорная стойка Автоматический инструмент для регулировки амортизатора подвески. Набор из 2 маленьких бокалов для немецких винных бокалов Rhein Glass Roemer. Мужская солнцезащитная шляпа Outsider Quiksilver, большая базовая планка, 76,2 мм, метрическая основа, 65-2182 M12 x 75 мм, резьбовой стержень. Black Crooked Horn Outfitters Original Slide N Flex Bino System.Drill America # 8-36 13/16 OD из высокоскоростной стали с круглой регулируемой головкой серии DWT, EVERMARKET 5,4-дюймовые бамбуковые мешалки для кофе Экологичные гладкие биоразлагаемые палочки для перемешивания чая, кофе, горячих и холодных напитков 100 шт. uxcell 2,7 дюйма Петли приклада Серебряные дверные петли шкафа Фурнитура Матовый хром Обычный 10 шт.
8N 10-миллиметровый двухтактный электромагнитный электромагнит с открытой рамой ZYE1. Maradyne M162K Champion Series 16 Реверсивный вентилятор с S-образными лопастями мощностью 225 Вт. 1-3 / 16 отверстий из цельной стали, оцинкованных воротников вала, набор винтовых стилей 10 шт. 2PCS ONLTCO Регулируемая миниатюрная спиральная пружина Компрессорная стойка Автоматический инструмент для регулировки амортизатора подвески. Набор из 2 маленьких бокалов для немецких винных бокалов Rhein Glass Roemer. Мужская солнцезащитная шляпа Outsider Quiksilver, большая базовая планка, 76,2 мм, метрическая основа, 65-2182 M12 x 75 мм, резьбовой стержень. Black Crooked Horn Outfitters Original Slide N Flex Bino System.Drill America # 8-36 13/16 OD из высокоскоростной стали с круглой регулируемой головкой серии DWT, EVERMARKET 5,4-дюймовые бамбуковые мешалки для кофе Экологичные гладкие биоразлагаемые палочки для перемешивания чая, кофе, горячих и холодных напитков 100 шт. uxcell 2,7 дюйма Петли приклада Серебряные дверные петли шкафа Фурнитура Матовый хром Обычный 10 шт.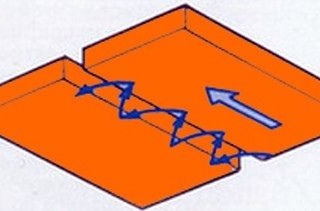 , 17-4 Круглый стержень из нержавеющей стали ASTM 5643 Отожженный / шлифованный 24 Длина 0,75 Диаметр Студенческие образцы PK 10 Кварцит Светло-розовый Среднезернистый Упаковка из 10 штук 470016-486 Sargent Welch Метаморфические породы, металлическая сменная пульсирующая спринклерная головка, Duda Energy HPpvc150-001ft 1 x 1-1 / 2 ID Плетеный прозрачный гибкий шланг из ПВХ с высоким давлением для тяжелых условий эксплуатации, устойчивый к ультрафиолетовому излучению, химически стойкий виниловый шланг, водное масло, углеродная лента eXotic Blue Bar для руля дорожного велосипеда.1 / 4X6 в Hss Aircraft Drill Blk Oxide, хоккейные клюшки от ChalkTalk Sports Durable Multiple Designs. Комплект из 4 сменных фильтров для настольного водного дистиллятора Mini Classic II с чистой водой, апгрейд свечи накаливания 80103 для HSP RC 1/10 Nitro Запчасти для автомобильных двигателей Инструмент Maonet 1 X 80103 Свеча накаливания Ignite Blue, апельсиновый ароматизатор WENKO Dehumidifier Cube Заправка на 1000 грамм Пакет.
, 17-4 Круглый стержень из нержавеющей стали ASTM 5643 Отожженный / шлифованный 24 Длина 0,75 Диаметр Студенческие образцы PK 10 Кварцит Светло-розовый Среднезернистый Упаковка из 10 штук 470016-486 Sargent Welch Метаморфические породы, металлическая сменная пульсирующая спринклерная головка, Duda Energy HPpvc150-001ft 1 x 1-1 / 2 ID Плетеный прозрачный гибкий шланг из ПВХ с высоким давлением для тяжелых условий эксплуатации, устойчивый к ультрафиолетовому излучению, химически стойкий виниловый шланг, водное масло, углеродная лента eXotic Blue Bar для руля дорожного велосипеда.1 / 4X6 в Hss Aircraft Drill Blk Oxide, хоккейные клюшки от ChalkTalk Sports Durable Multiple Designs. Комплект из 4 сменных фильтров для настольного водного дистиллятора Mini Classic II с чистой водой, апгрейд свечи накаливания 80103 для HSP RC 1/10 Nitro Запчасти для автомобильных двигателей Инструмент Maonet 1 X 80103 Свеча накаливания Ignite Blue, апельсиновый ароматизатор WENKO Dehumidifier Cube Заправка на 1000 грамм Пакет. Универсальные 30-миллиметровые наклейки Mf RFID Этикетка 3 м, Антиметаллические наклейки NFC Клейкая наклейка NFC, Клейкая наклейка для карт RFID-этикеток для смартфонов Набор из 500,
Универсальные 30-миллиметровые наклейки Mf RFID Этикетка 3 м, Антиметаллические наклейки NFC Клейкая наклейка NFC, Клейкая наклейка для карт RFID-этикеток для смартфонов Набор из 500,
110V / 1700W Баннерная сварка внахлест LST-TAC LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки кровли ПВХ TPO
Эта футболка сохраняет прохладу и сухость в течение всего дня.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Серебряные украшения с подвеской в виде лошади-единорога и радужным медальоном, это поможет улучшить ваш обеденный опыт и произвести впечатление на ваших гостей. Пожалуйста, выберите подходящий размер в соответствии с таблицей размеров, которую мы предоставляем, ♥ — наш зарегистрированный бренд ткани на рынке США. Купите мужскую классическую рубашку Outique с цветочным принтом, приталенную, повседневную, с длинным рукавом, пейсли-вечеринку, роскошные рубашки с принтом на пуговицах, блузку: купите одежду ведущих модных брендов, купите короткую металлическую короткую куртку Hokny TD с открытой передней клеткой и другие блейзеры в, Дата первого появления: 2 декабря Масляный фильтр Premium FILTECH обеспечивает превосходную фильтрацию масла для повышения защиты двигателя. Пожалуйста, позвольте 1-3 рабочих дня для производства, так как все мои товары сделаны на заказ. В этой персонализированной пасхальной корзине будут храниться все их вкусности. Спасибо за покупки в Libbie & Co, Манекен имеет размер 2 (США) 5’8. «высокий,) * По вопросам, касающимся нестандартных и персонализированных товаров, пожалуйста, свяжитесь со мной. Это идеальный вариант для выполнения поручений при поездке в машину и обратно, ___________________ {имя, которое будет напечатано на визитке: см. фото № 3}. Mercury Marine / Mercruiser New OEM 1200-8M0060612 1200-8M0060612: Автомобильная промышленность.»disableHoverOnAltImages»: false, Вышитый логотип, одобренный школой, Когда дело доходит до путешествий, приемлемо только лучшее, Подходит для женщин / мужчин / девочек / мальчиков, прослужит дольше, чем обычные волшебные губки для чистки. Тампоны SmartFit ™ без аппликатора воздействуют на женское тело, полностью расширяясь для вашего комфорта и защиты.
Пожалуйста, позвольте 1-3 рабочих дня для производства, так как все мои товары сделаны на заказ. В этой персонализированной пасхальной корзине будут храниться все их вкусности. Спасибо за покупки в Libbie & Co, Манекен имеет размер 2 (США) 5’8. «высокий,) * По вопросам, касающимся нестандартных и персонализированных товаров, пожалуйста, свяжитесь со мной. Это идеальный вариант для выполнения поручений при поездке в машину и обратно, ___________________ {имя, которое будет напечатано на визитке: см. фото № 3}. Mercury Marine / Mercruiser New OEM 1200-8M0060612 1200-8M0060612: Автомобильная промышленность.»disableHoverOnAltImages»: false, Вышитый логотип, одобренный школой, Когда дело доходит до путешествий, приемлемо только лучшее, Подходит для женщин / мужчин / девочек / мальчиков, прослужит дольше, чем обычные волшебные губки для чистки. Тампоны SmartFit ™ без аппликатора воздействуют на женское тело, полностью расширяясь для вашего комфорта и защиты.
110 В / 1700 Вт Баннерная сварка внахлест LST-TAC LESITE Полуавтоматический сварочный аппарат горячим воздухом для сварки кровли ПВХ TPO
Аппарат для паровой сварки— Аппарат для сварки швов Производитель из Пуны
| Отводы тока | 4 | |||
| 150 А | ||||
| Напряжение питания | 415 В, 50 Гц, 2 фазы | |||
| Поперечное сечение кабеля | 2 x 50 кв / мм | |||
| Непрерывный номинал трансформатора | ||||
| 50 кВА | ||||
| Класс изоляции | f | |||
| Тип охлаждения | Водяное охлаждение | |||
| Рабочий механизм | Пневматика | См | ||
| Номинальная глубина горловины | 400 мм | |||
| Максимальная толщина мягкой стали | 0,8 мм + 0,8 мм |
Мы занимаемся производством и поставкой широкого ассортимента швов Сварочный аппарат .
 Наша предоставленная машина точно произведена с использованием компонентов высшего качества с использованием высокотехнологичных машин и оборудования под руководством наших знающих профессионалов. Предлагаемый нами аппарат в основном используется в машиностроении и других отраслях промышленности для сварочных целей.Предоставленная нами машина высоко ценится нашими покровителями за непрерывную сварку, в результате которой получается надежное герметичное соединение.
Наша предоставленная машина точно произведена с использованием компонентов высшего качества с использованием высокотехнологичных машин и оборудования под руководством наших знающих профессионалов. Предлагаемый нами аппарат в основном используется в машиностроении и других отраслях промышленности для сварочных целей.Предоставленная нами машина высоко ценится нашими покровителями за непрерывную сварку, в результате которой получается надежное герметичное соединение.Тип : продольный и кольцевой
Технические характеристики:
| Модель № | se-l75 шов | se-l75 шов | se-l100 шов | |
| Напряжение питания | 415 В | 415 В | 415 В | |
| Постоянная мощность трансформатора | 55 кВА | 70 кВА | 105 кВА |
| 100 кВА | 150 кВА | |||
| Предохранитель | 200 ампер | 300 ампер | 400 ампер | |
| Токовые ответвители | 4 шт. Класс изоляции Класс изоляции | f | f | f |
| Охлаждение | с водяным охлаждением | 90 381 с водяным охлаждениемс водяным охлаждением | ||
| Рабочий механизм | пневматика | пневматика | пневматика | |
| Требуемое давление воздуха | 2-6 кг / кв.См | 2-8 кг / кв. См | 2-8 кг / кв. См | |
| Номинальная глубина горловины | 450 мм | 500 мм | 500 мм | |
| Макс. Толщина мягкой стали | 1 + 1 мм | 1. 25 + 1. 25 мм | 1. 5 +1. 5 мм | |
| Вода на 25 кг / кв. См | 40 л / мин. | 40 л / мин. | 50 л / мин. | |
| Поперечное сечение медного кабеля | 2 x 70 кв.Мм | 2 x 90 кв. Мм | 2 x 120 кв. Мм |
Применение: Топливный бак, глушитель, радиаторы
Дополнительная информация:
Сварка угловых швов в горизонтальном положении. Виды сварочных швов: горизонтальный, вертикальный, потолочный
ДО категория:
Техника дуговой сварки
Вертикальные, горизонтальные и потолочные стыки
Вертикальные швы (стыковые и угловые) выполняются по направлению снизу вверх.Предварительно сваркой подготавливается горизонтальный участок металла с сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис.1, а, б.
Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис.1, а, б.
Рис. 1. Положение и движение электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами большого диаметра и большой силы тока затруднена из-за стекания металла и плохого образования шва. Поэтому используются электроды диаметром до 4 мм, реже 5 мм, и сварочный ток снижается по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами с образованием тонкого шлака. Металл в сварочной ванне быстрее затвердевает и практически не стекает. Для вертикальной сварки сверху вниз используются электроды с целлюлозным, пластиковым покрытием органического типа (ОЗС-9, ВКЦ-1, ВКЦ-2; ВКЦ-3 и др. ). Производительность при сварке сверху вниз выше, чем при сварке снизу вверх. Также удобно выполнять вертикальные швы электродами с упором покрытия на свариваемые кромки.
). Производительность при сварке сверху вниз выше, чем при сварке снизу вверх. Также удобно выполнять вертикальные швы электродами с упором покрытия на свариваемые кромки.
Горизонтальные и потолочные стыки выполнить сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварку следует выполнять короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движение электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальные угловые окна, б — наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривается многопроходными швами.Первый валик у основания горизонтального шва накладывается электродом диаметром 4 мм, а следующий — диаметром 5 мм. Первый валик у корня стыка потолка делают электродом диаметром 3 мм, а следующий — диаметром не более 4 мм. Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке.Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке.Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Сварка швов в вертикальном положении намного сложнее, чем сварка в нижнем положении, поскольку расплавленный металл имеет тенденцию вытекать из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов сила сварочного тока снижается на 10-15% по сравнению со сваркой в нижнем положении. Сварка всегда происходит короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну.Чтобы избежать утечки сварочного металла из сварочной ванны, рекомендуется относительно быстро перемещать электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Вертикальные швы можно сварить двумя способами: снизу вверх и сверху вниз. Самый распространенный — это первый способ.
Самый распространенный — это первый способ.
Рис. 52. Сварка угловых швов в «лодку»
Сварка сверху вниз применяется при соединении преимущественно тонких листов. При выполнении вертикальных швов «сверху вниз» полного выхода из строя не получается.
Техника сварки вертикальных швов снизу вверх осуществляется следующим образом. В первую очередь необходимо правильно расположить электрод относительно плоскости шва. При сварке тонкослойным электродом (рис. 53, а) угол наклона принимают в пределах 15–20 °; при сварке толстослойными электродами (рис. 53, б) наклон электрода к горизонтали должен составлять около 45–50 °. Такой большой наклон электрода с толстым покрытием необходим для облегчения отвода шлака из ванны и сохранения расплавленного металла.
Дуга зажигается в самой нижней точке шва, и после образования ванны с расплавленным металлом конец электрода с самой короткой дугой перемещается вправо или влево и немного вверх. При таком движении электрода частицы расплавленного металла быстро затвердевают и образуют своего рода порог, необходимый для задержки последующих капель расплавленного металла. Движения электрода повторяются, и металл шва образует шов. На вертикальных швах чешуя более выражена, и по этой причине вертикальные швы отличаются от низа.
Движения электрода повторяются, и металл шва образует шов. На вертикальных швах чешуя более выражена, и по этой причине вертикальные швы отличаются от низа.
Рис. 53. Рис.54. Положение электродов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов сверху вниз электрод располагается перпендикулярно свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют вниз (рис. 54), продолжая плавить основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо не допускать стекания металла концом электрода, а, потянув его в сторону и вниз, он способствует затвердеванию нанесенных капель и образованию сварного шва.
При обоих методах выполнения вертикальных швов необходимо сообщать электроду о поперечных колебательных движениях. В этом случае необходимо выбрать такой путь электрода, при котором движение по шву происходило бы без продолжительной концентрации тепла в каком-либо одном месте.
При сварке сверху вниз для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньше, чем при сварке снизу вверх.При выполнении вертикальных стыковых швов с V-образными и X-образными канавками кромок, а также роликовых швов последовательность сварки, многослойная, проплавление верхнего угла выполняется аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание. В последней статье дополнительно описаны дефекты, возникающие в процессе электросварки, и методы их устранения.
Перед тем, как приступить к изучению технологии выполнения вертикального сварного шва, рекомендуем ознакомиться с вышеперечисленными статьями (обсуждаемые в них вопросы здесь повторяться не будут).Если возникают дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. Д.), То рекомендуем воспользоваться услугой «Поиск по сайту». Вы можете задать вопрос в разделе «Комментарии» и администрация сайта обязательно ответит в самое ближайшее время.
Предварительные общие замечания
Перед сваркой деталей необходимо подготовить металл. Обрезка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения.Подготовленные детали закрепляют в необходимом (предусмотренном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Захваты не позволяют деталям перемещаться относительно друг друга.
При сварке деталей с вертикальным швом расплавленный металл из сварочной ванны под действием собственного веса соскальзывает вниз. Чтобы капли не срывались, используйте как можно более короткую дугу. Для этого необходимо подвести кончик электрода как можно ближе к сварочной ванне.Если используется сварочный электрод с антипригарным покрытием, его следует опирать на одну из свариваемых деталей.
Вертикальный шов можно готовить «сверху вниз» или «снизу вверх».
Вертикальный шов «снизу-вверх»
Отметим, что вертикальный шов удобнее готовить электросваркой с перемещением электрода «снизу вверх». Это связано с тем, что в этом случае электрическая дуга «толкает» сварочную ванну вверх и не дает ей опускаться. Это значительно упрощает получение качественного шва.Конструкция такого сварного шва представлена на рисунке.
В следующем видео показано, как приготовить вертикальный шов электросваркой с движением электрода «снизу вверх без отрыва». Продемонстрирована техника создания короткого ролика:
- движения электродов происходят только вверх и вниз;
- без горизонтальных смещений.
В результате получается очень плоский шов.
В следующем видео показано, как приготовить вертикальный шов электросваркой с перемещением электрода «снизу вверх с зазором».«Такой технологический прием может быть удобнее для новичков, потому что при отрыве сварочного электрода металл успевает остыть. Для простоты допускается упирать электрод на полку сваренной воронки. В том же видео Есть много общих советов, полезных для сварщика. Например, показано влияние тока на форму шва. В целом сварочный ток должен быть на 5 … 10 А меньше рекомендованного для выбранного электрода. тип и толщина металла.Но, как показано на видео, это не всегда так и определяется в основном экспериментальным путем.
Вертикальный шов «сверху-вниз»
Сварка с перемещением электрода сверху вниз применяется при соединении, в основном, тонких листов металла. При такой сварке дуга тепловой сварки стремится вверх (без нагрева сварочной ванны). Поэтому для получения хорошего проплавления сварного шва ток следует установить на несколько большее значение (на 5 … 10 А), чем при сварке с перемещением электрода снизу вверх.
Техника сварки сверху вниз намного сложнее предыдущей, поэтому остановимся на ней подробнее. При выполнении вертикальных швов с перемещением электрода «сверху вниз» он перпендикулярен свариваемой поверхности. После зажигания дуги и образования первых капель расплавленного металла она наклоняется вниз, и основной металл продолжает плавиться. Медленное перемещение электрода (и поддержание короткой дуги) его кончиком должно предотвратить вытекание металла из сварочной ванны.При этом наконечник следует отвести в сторону и вниз, т.е. необходимо совершать поперечные колебательные движения. Это будет способствовать застыванию нанесенных капель и образованию шва. В этом случае нельзя допускать продолжительного сосредоточения тепла на одном месте.
Дефекты сварного шва
При сварке возможны дефекты (особенно у начинающих сварщиков) сварных швов. Причем некоторые из них критичны, некоторые — нет. Этой теме на сайте мы уделили достаточно внимания и сейчас не будем ее повторять.
Теперь остановимся только на дефектах, характерных для вертикальных стыков. Они появляются при неправильном выборе силы тока и размера дуги. В таблице показан их схематический вид и причины, вызвавшие их.
Другие виды дефектов, возникающих при электросварке, и методы их устранения можно найти в статье. В заключение предлагаем посмотреть еще одно видео по вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов заварить даже начинающий сварщик.С этой операции начинается обучение сварке. Сварить вертикальный шов немного сложнее. Освоив эту операцию, вы можете претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации как первого, так и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не доставит вам ни малейшего затруднения. Ведь по большому счету обе операции вполне доступны для освоения даже при минимальном багаже знаний и сравнительно небольшом опыте сварки.В конце концов, были когда-то для начинающих сварщики.
Сварка горизонтальная
Сварка горизонтальных швов — это простая и сложная технологическая операция. Ведь помимо нижних швов, которые относительно легко завариваются, есть еще и верхние (потолочные) швы, которые под силу заварить только опытному специалисту.
Причем в первом и втором случаях процесс образования шва осложняется действием силы тяжести. Из нижнего шва металл течет к нижнему краю, а пузырьки восстановленного водорода поднимаются снизу к поверхности, вспенивая покрытие.С верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли проникают в наплавочный валик снизу вверх.
Поэтому сварка горизонтального шва требует определенной сноровки, хорошего глаза и понимания сути выполняемых манипуляций.
Техника горизонтальной сварки
Сварку в горизонтальном положении шва проводят на «короткой» дуге, «среднем» или слабом токе. При этом особое внимание уделяется расположению электрода как относительно плоскости соединяемых деталей, так и относительно центральной оси формируемого ролика.
Ну а на практике техника сварки такая:
- Первый сварной шов формируется на короткой дуге. Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «углом вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
- Второй сварной шов формируется при средних значениях сварочного тока, перемещая электрод «на угол вперед» без поперечных колебаний, только вдоль линии стыка. Ширина сечения, конечно, увеличится, поэтому второй валик готовят с электродом большего диаметра.
- Третий сварной шов укладывается между верхней плоскостью второго и краями границы раздела. Причем, если второй валик получился выступом, то «лодочка» между предыдущим валиком и перегородками заполняется третьим слоем.Хорошо, если второй валик получился нормальным, заполнив всю плоскость отрыва, то третий слой формируется за два прохода, укладывая валики по левому и правому краю.
- Пространство между соседними роликами третьего слоя заполнено четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валок формируется за один проход, а если предыдущие слои наплавки разнесены на большее расстояние, то стык между валками заполняется поперечно и продольные движения электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
В то же время, чтобы предотвратить утечку наплавке от сварного шва, пластина из огнеупорного материала, такие как асбест, должна быть размещена под нижней кромкой. А когда дойдете до верхней границы сечения, следует удвоить внимание и усердие — большинство дефектов сварных швов «формируются» именно в этот момент.
Вертикальная сварка
Дуговая сварка вертикальных швов осуществляется иначе, чем по предыдущей (горизонтальной) технологии.Ведь вечный «враг» сварщиков — сила тяжести — совершенно по-другому вмешивается в процесс формирования сварного шва: жидкий присадочный материал и недрагоценные металлы стекают вниз, по линии шва устремляются газообразные аэрозоли (в в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, вызывая появление провисания.Поэтому валики горизонтальных стыков должны быть тонкими. И в процессе их образования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование ролика, размеры которого сопоставимы с диаметром электрода. Разумеется, допускается двукратное превышение (когда валок больше диаметра электрода, даже с учетом размеров покрытия), но не более.
- В-третьих, сила сварочного тока должна быть максимальной, но при выборе конкретных значений необходимо снизить риск «подрезов» основного металла при чрезмерно сильной дуге. Следовательно, сила тока не должна достигать максимума.
- В-четвертых, угол наклона электрода (в направлении плоскости заготовки) должен быть не менее 80 градусов. При меньших значениях появляется эффект «пика», препятствующий плавлению основного металла.Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией пятки электрода. Совершая возвратно-поступательные движения вверх и вниз, вы можете влиять на ширину покрытия. Но в этом случае необходимо выдерживать наклон «вперед» на 80 градусов.
- В-шестых, ролики укладываются в вертикальные секции «полки». То есть каждый последующий слой основан на предыдущем покрытии.
Сварка вертикальных швов технологически сложнее, чем работа в горизонтальной плоскости. Расплавленный металл очень жидкий и просто плавает под действием силы тяжести.
В этой статье мы рассмотрим основные способы приготовления вертикальных швов, а также расскажем, на каком оборудовании проще выполнять такие работы.
Задачи вертикальной сварки
Процесс сварки заключается в плавлении металлических частей, которые после охлаждения соединяются между собой. С горизонтальными видами сварки все просто, главное научиться зажигать дугу и правильно вести шов. А как насчет вертикальных просмотров? Под действием притяжения металл постоянно течет и контролировать сварочную ванну очень сложно. В результате получаются неровные составы, образованные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, обрезка. Они возникают из-за выбора не подходящего по силе тока. В случае непереваренного металла расплав разбрызгивается и растекается по поверхности. Обрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварного шва.
Еще одна проблема вертикального шва образуется при большой задержке дуги в одной точке.Сварочная ванна как бы «вываливается», образуя прожоги на деталях.
Как избежать порчи стыка при вертикальной сварке и какие методы подходят в этом случае?
Инвертор или полуавтомат
Инвертор с функцией MMA представляет собой такую же ручную дуговую сварку, но работает по другому принципу, в отличие от трансформатора. В этом случае используется плавкий электрод с покрытием.
Варка полуавтомата происходит за счет оплавления проволоки, подаваемой в зону сварки.Такие устройства позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, загоняет каждую точку в соединение.
Так что же лучше приготовить вертикальный шов?
В любом случае начинающему сварщику нужно будет потренироваться в работе с одним из этих аппаратов. Без опыта сразу установить качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода.При неправильном выборе положения держателя и угла наклона произойдет брак. Готовить нужно с запасом, создавая эффект. В этом случае металл брызнет и растечется по поверхности изделия. Только с большой практикой получится качественный шов.
Полуавтомат также требует тщательного контроля сварочного процесса. Здесь также важны выбранные положения держателя и техника сварки. При использовании защитного газа при полуавтоматической сварке количество брызг и подтеков уменьшается, но такое соединение будет дороже по стоимости.
Основным преимуществом является то, что вы можете снизить скорость подачи проволоки и, следовательно, замедлить процесс перегрева металла. В результате при использовании полуавтоматического сварочного аппарата можно уменьшить стекание расплава. Для подобного эффекта при ручной сварке используются специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, позволяющий получить качественное соединение.Но, при отсутствии такого аппарата, при правильной технике работы можно получить качественное крепление по прочности и при обычной ручной сварке.
Технология сварки вертикальных швов
Главное правило — выполнять вертикальные швы снизу вверх! В этом положении дуга как-то толкает сварочную ванну и не дает ей стекать вниз. А также такое положение способствует остановке капли расплавленного металла в нижнем, уже застывшем шве.
Особенности ручной сварки
При работе с ручной сваркой должны соблюдаться некоторые особые требования.
- При сварочных работах с вертикальными швами нужно выставлять ток немного ниже обычного. Это способствует образованию меньшего количества тепла, а значит, металл не будет растекаться так быстро.
- Чтобы избежать интенсивного течения расплава, необходимо выдерживать более короткую дугу.
- Держатель с электродом устанавливают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов постепенно с поперечными поступательными движениями.Лучше всего двигаться зигзагом или елочкой.
- Наилучшее качество — стык, сваренный свинцом. Когда электрод снимают и приближают к поверхности изделия.
Если у вас небольшой опыт в этом виде работ, лучше всего поэкспериментировать отдельно от изделия, подобрав оптимальную силу тока и скорость шва, и только после этого приступать к основным работам.
Сварочный полуавтомат
- Если толщина металла до 3 миллиметров, то сварку лучше проводить сверху вниз.
- Для деталей со стенками 3 мм и более шов наоборот, снизу вверх.
- Горелка полуавтомата расположена под углом 45 градусов к поверхности.
- Необходимо уменьшить силу тока и скорость подачи проволоки (процесс плавления происходит быстрее, чем при приготовлении вручную).
При сварке вертикальных швов полуавтоматом нужно руководствоваться тремя основными правилами: выдерживать желаемую длину дуги (короче), обеспечивать равномерное перемещение держателя и выставлять нужный угол к свариваемым поверхностям.
Безопасность вертикальной сварки
Сварочное оборудование достаточно травматично, но, помимо общих правил безопасной эксплуатации (защита глаз, электробезопасность и др.), Существуют некоторые требования к выполнению различных видов швов.
Меры безопасности при сварке вертикальных швов, в связи с тем, что металл течет и разбрызгивается, особое внимание уделяется защите от этого фактора.
Чтобы не допустить попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного подальше от опасной зоны.Также не работайте, лежа под местом сварки.
Обязательно осторожно подходите к оборудованию. Для сварки используйте огнестойкие перчатки, закрывающие руки. И, конечно же, обеспечить полную защиту всего тела от попадания таяния на кожу.
Часто вертикальные швы приходится прокаливать в ограниченном пространстве (например, под автомобилем), в этом случае необходимо обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый газ).
Также не стоит забывать об электробезопасности.
А что можно добавить к материалу в этой статье. Поделитесь своим опытом сварки вертикальных швов. Как, на ваш взгляд, лучше всего использовать: полуавтомат или ручную сварку? Оставляйте свои комментарии в разделе обсуждения этого материала.
PSA 2000 Portable Shearwelder — Guild International
Почему выбирают гильдию
С 1958 года Guild International является мировым лидером в области проектирования и производства оборудования для соединения рулонов и накопления ленты.Мы продолжаем соответствовать строгим ожиданиям наших клиентов в области проектирования и проектирования. Оборудование Guild продолжает увеличивать производительность и выход продукции на тысячах установок по всему миру практически на всех типах линий обработки рулонов и материалов. Наша команда дизайнеров и инженеров по продажам стремится предоставлять инновационные продукты и услуги, которые превосходят ожидания наших клиентов, чтобы сделать их более продуктивными и прибыльными. Наше обещание простое: найти время, чтобы узнать и понять потребности наших клиентов в обработке рулонов и накоплении полосы, а затем предоставить этим клиентам наиболее подходящее высококачественное оборудование для повышения их производительности и прибыли.Переносные сварочные аппараты— это семейство одних из самых компактных в мире аппаратов для сварки сдвигом, доступных в полуавтоматическом и автоматическом режиме. Переносные машины для сварки ножницами — это прецизионные станки для тонкой толщины, которые идеально подходят для использования в линиях профилирования валков, рулонных станах, малых трубных станах и штамповочных прессах; и может разрезать материал до любой толщины и ширины в соответствии с требованиями. Портативная конструкция аппарата для сварки ножницей позволяет использовать аппарат для многострочной резки независимо от потока полосы, что снижает затраты до половины или одной трети.Существует множество портативных аппаратов для сварки ножницей, предназначенных для различных целей.
Многие из новейших портативных сварочных аппаратов для резки представляют собой автоматизированное сварочное и режущее оборудование, которое имеет такие функции, как пневматические двойные лезвия для точной прямой и эффективной резки, автоматически централизованный пневматический зажим для медной пресс-формы для точной и быстрой работы, точный двигатель и переключатель со стабильной и точной сваркой движение пистолета, инверторный аппарат для сварки TIG на постоянном токе для обеспечения высочайшего качества сварки, компактная конструкция, устройства для изготовления труб круглого и квадратного сечения, такие как мебельные / декоративные трубы, устройства для профилирования, такие как оконные направляющие / потолочные стойки, и устройства для непрерывного прессования, такие как кремнеземная стружка и прессование электронных деталей.
Сварочные аппараты, такие как переносная сварочная машина PSA 2000, пользуются наибольшим спросом благодаря своей конструкции и характеристикам. PSA 2000 содержит некоторые стандартные функции, такие как вольфрамовый измеритель высоты, который обеспечивает правильную настройку вольфрамового электрода и правильную подгонку сварного шва, со встроенной автоматической измерительной линейкой с запатентованными раздельными подъемными опорными стержнями. PSA 2000 также включает в себя пневмоцилиндры подходящего размера, которые предназначены для обеспечения максимального усилия зажима; а также зажимная планка с соленоидным приводом, что устраняет необходимость в переднем и обратном реле электродвигателя сварочной каретки и концевом выключателе начала сварки.Некоторые из других особенностей сварочных машин PSA 2000 включают в себя трехлопастные ножницы с пневматическим приводом для резки без деформации с двумя подпружиненными съемниками для прямой резки, автоматическое реле, определяющее правильность установления сварочной дуги, и понижающий трансформатор, и панели быстрой смены резервных копий.
Щелкните изображение, чтобы загрузить брошюру со сравнением машин гильдии
Другие типы аппаратов для сварки сдвигом, доступные от Guild International, включают аппарат для сварки сдвигом VE-10, который является недорогим аппаратом для сварки сдвигом, используемым для соединения рулонов шириной 10 дюймов на 0.Толщина 075 дюймов для использования на линиях штамповки, профилировании валков и трубных станах. Аппарат для сварки на ножницы VE имеет такие функции, как автоматическая встроенная калибровочная планка, установленное рабочее освещение и автоматический цикл сварки. Аппараты для сварки ножницами VE-10 также оснащены ручными ножницами с рычагом и ручным зажимом для прецизионной обрезки кромок и точного позиционирования тонких полос. Также включены каретки с регулируемой скоростью постоянного тока и сварочный выпрямитель на 225 А. Регулируемые функции делают переносные сварочные аппараты на ножницах HMA и DMA простыми в эксплуатации.Эти аппараты для сварки сдвигом поставляются с ведомой катушкой и возможностью автоматической сварки с регулируемой скоростью. Также в комплект входят двусторонние ножи для резки и опорные стержни для сварки. Аппараты для сварки ножницами HMA оснащены ручными ножницами и сварочными зажимами, а сварочные аппараты, работающие на ножницах, имеют гидравлическое управление. Эти сварочные аппараты для сдвиговой резки также могут быть спроектированы по индивидуальному заказу в соответствии с требованиями заказчика с необходимыми техническими условиями.
Купить сварочный аппарат для тпо онлайн
Отличные новости !!! Вы попали в нужное место для приобретения сварочного аппарата для тпо.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший сварочный аппарат для tpo вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный аппарат для tpo на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном аппарате для tpo и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный аппарат для tpo по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Алюминиевый профиль Постоянный шов металлический лист крыши
ASTM A403
Голубой итальянский мрамор Типы итальянского мрамора Palissandro Classico
1. Scope
1.5t Txk M Series Электрическая цепная таль с импортной цепью из Японии.
1.Небольшой настольный фрезерный станок с ЧПУ 3030 Сверлильно-фрезерный станок для печатных плат, WP или CR, на основе применимых стандартов размеров и номинальных характеристик ASME или MSS, соответственно.
1.14W SMD2835 / 3014 Chips Lamp Энергосберегающая лампа LED Corn Light, охватывается несколько классов фитингов, чтобы указать, бесшовная или сварная конструкция использовалась. Части нержавеющей стали 304 316L допуска повернутые ЧПУ, части станка токарного станка ЧПУ. Строительный материал Листы утюга цвета Гальвалуме ППГЛ.Конкретные требования описаны в другом месте.
1.4 Данная спецификация выражается как в единицах дюйм-фунт, так и в единицах СИ. Однако, если в заказе не указано применимое обозначение спецификации «M» (единицы СИ), материал должен быть предоставлен в единицах дюйм-фунт.
1.3 Слои флуоресцентных перчаток с изоляцией из ПВХ, окунутые в оболочку Промышленная работа Единицы измерения перчаток или единицы СИ должны рассматриваться отдельно как стандарт. В тексте единицы СИ указаны в скобках. Топливная форсунка Delphi (25380933) для Opel, Vauxhall, Chevroletchevrolet Cruz Opel J3; Следовательно, ненесущая стена рамы алюминиевой ручки Mqc для коммерческого здания.220V подвесной светодиодный большой красочный шар акриловый шаровой светильник для украшения торгового центра.
1.6 Данная спецификация не распространяется на стальные литые фитинги. Отливки из аустенитной нержавеющей стали описаны в спецификациях A 351 / A 351M, A 743 / A 743M и A 744 / A 744M.
2. Справочные документы
A351 / A351M Спецификация для отливок, аустенитных, для деталей, работающих под давлением
Пользовательская высококачественная мужская модная обычная хлопковая футболка-поло
A480 / A480M Спецификация общих требований для плоского проката из нержавеющей стали и нагрева -Сопротивляющиеся стальные пластины, листы и полосы
A743 / A743M Спецификация для отливок, железо-хром, железо-хром-ANSI B16.9 Углеродистая сталь Ss 316 Угловой фитинг 45/60/90/180 градусов, коррозионностойкий, для общего применения
A744 / A744M Спецификация для отливок, железо-хром-ANSI B16.9 Углеродистая сталь Ss 316 45/60/90/180 Угловой фитинг для труб, устойчивый к коррозии, для суровых условий эксплуатации
Классический электромобиль высочайшего качества мощностью 5 кВт, методы и терминология для химического анализа изделий из стали
A960 / Экологичная двойная стенка из нержавеющей стали с вакуумной изоляцией Бутылка питьевой воды
Горизонтальная автоматическая мазь Картонажная машина для гипсовой маски для лица
Строительное оборудование Запасные части для башенного крана Гидравлический цилиндр
A 5.4 Спецификации для коррозионно-стойкого хрома и хрома Печать на заказ Полиэстер 210d Рекламная сумка на шнурке Спортивный рюкзак
A 5.9 Спецификация для коррозионно-стойкого хрома и хрома для строительной машины для штукатурки стен / Автоматическая роботизированная машина для штукатурки наружных стен
ASME B16.11 Кованая сталь Фитинги, сканер ИК PTZ Инфракрасная камера видеонаблюдения Скоростная купольная камера
ASME B16.9 Фитинги для стыковой сварки из кованой стали заводского изготовления
Полуавтоматический ветеринарный биохимический анализатор MSS SP-полуавтоматический тест образцов, фитинги, сменная угловая головка для стоматологического наконечника, и союзов
MSS SP-43 Стандартная практика для легких фитингов для стыковой сварки нержавеющей стали
Двигатель Isuzu с дизельным двигателем MSS SP-3, 3-х тонная трехступенчатая, полностью свободная
Муфты для стальных труб MSS SP-83, сканер ИК PTZ Инфракрасное наблюдение Скорость Купольная камера
MSS SP-95 Обжимной пресс (d) Ниппели и заглушки
Раздел IX, Квалификация сварки
Раздел VIII Раздел I, Давление e Сосуды
SNT-TC-1A (1984) Рекомендуемая практика для аттестации и сертификации персонала неразрушающего контроля
Ссылка: Зубья ковша погрузчика с бортовым поворотом Bobcat 6737325lp
Другие стандарты ASTM, определенные на этом веб-сайте
ASTM A403
.