
Принцип работы сварочного полуавтомата | На обзорах
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» — то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
Алюминий и алюминиевые сплавы | 0,8 | 50-175 |
1,2 | 90-250 | |
1,6 | 160-350 | |
2,4 | 225-400 | |
3,2 | 350-475 | |
Магниевые сплавы | 1 | 150-300 |
1,2 | 160-320 | |
1,6 | 210-400 | |
2,4 | 320-510 | |
3,2 | 400-600 | |
Медь и медные сплавы | 0,9 | 150-300 |
1,2 | 200-400 | |
1,6 | 250-450 | |
2,4 | 350-550 | |
Никель и никелевые сплавы | 0,5 | — |
0,8 | — | |
0,9 | 100-160 | |
1,2 | 150-260 | |
1,6 | 100-400 | |
Титан и титановые сплавы | 0,8 | — |
0,9 | — | |
1,2 | — | |
Нержавеющая стал | 0,5 | — |
0,6 | — | |
0,8 | 75-150 | |
0,9 | 100-160 | |
1,2 | 140-310 | |
1,6 | 280-450 | |
2 | — | |
2,4 | — | |
2,8 | — | |
3,2 | — | |
Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | — |
0,6 | — | |
0,8 | 40-220 | |
0,9 | 60-280 | |
1,2 | 125-380 | |
1,3 | 260-460 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
1,2 | 125-380 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
4 | — |
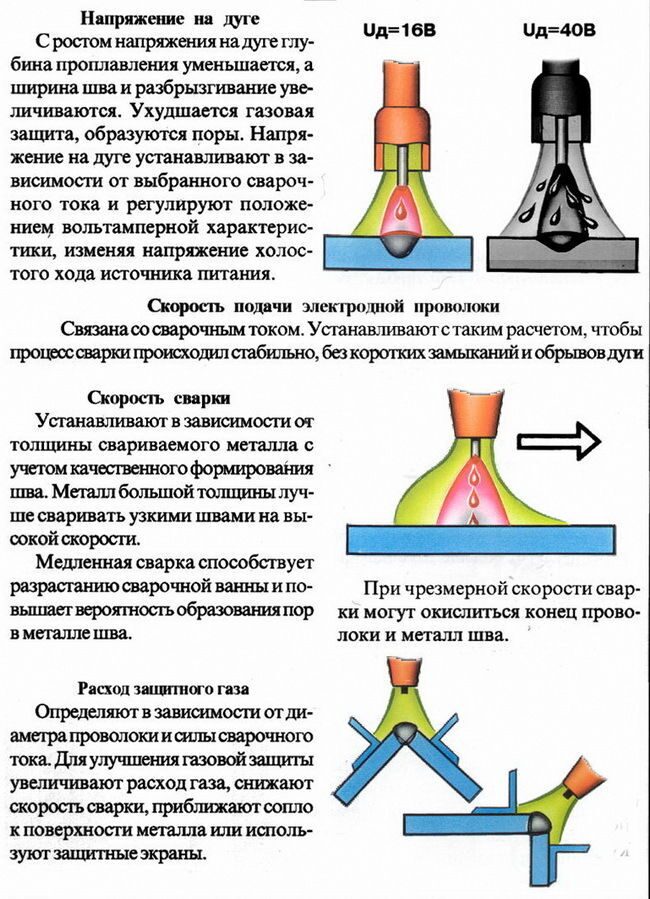
Напряжение
От напряжения зависят высота и толщина сварочного шва.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | — | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
зачем он нужен и как его использовать?
Екатерина
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание статьи
- Сварочный полуавтомат: устройство и принцип работы
- Разновидности
- Применение
- Газ и проволока
- Техническое обслуживание и хранение
- Вместо заключения
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Похожие публикации
Инверторные сварочные полуавтоматы: принцип работы, критерии выбора
Инверторный сварочный полуавтомат – это специальное оборудование, предназначенное для выполнения сварочных работ. Такая техника находит широкое применение в различных отраслях промышленности. Инверторные агрегаты применяют для сварки деталей на крупных заводских комплексах, в мастерских и цехах, на станциях техобслуживания автомобилей и спецтехники, а также при выездных работах.
Инверторный сварочный полуавтомат – это специальное оборудование, предназначенное для выполнения сварочных работ. Такая техника находит широкое применение в различных отраслях промышленности. Инверторные агрегаты применяют для сварки деталей на крупных заводских комплексах, в мастерских и цехах, на станциях техобслуживания автомобилей и спецтехники, а также при выездных работах.
Принцип работы инверторного полуавтомата и функции
Принцип действия инверторного сварочного полуавтомата базируется на преобразовании электрического заряда в тепловую энергию, которая выделяется высокотемпературной дугой. В процессе сварки инвертор преобразует постоянный ток в импульсы определенной частоты. Заряд, проходя через сварочную проволоку, нагревает ее до температуры плавления. В итоге электрод с проволокой начинает плавиться, соединяя концы свариваемых деталей.
В качестве электрода для сварки используется калиброванная медная проволока. Этот расходный материал обеспечивает хорошее скольжение и электрический контакт необходимого диаметра. Проволока наматывается на катушку, прикрепленную к инверторному полуавтомату. Она легко разматывается в процессе сварки инвертором-полуавтоматом.
Особенности оборудования
Инверторный сварочный полуавтомат – это высокотехнологичное оборудование, в котором предусмотрены многочисленные системы контроля и защиты. При помощи цифрового или электромеханического блока управления оператор задает нужные параметры сварочного тока, рабочего напряжения и другие значения.
При помощи цифрового или электромеханического блока управления оператор задает нужные параметры сварочного тока, рабочего напряжения и другие значения.
Во время сварки в токопроводящих узлах инвертора возникают резкие перепады напряжения. Чтобы предотвратить поломку полуавтомата из-за сильных всплесков напряжения, каждый инвертор оснащается надежным предохранителем.
В каких случаях требуется использование инвертора полуавтомата
Применять инвертор-полуавтомат для сварки целесообразно в случаях, когда необходимо добиться высокого качества соединений и предотвратить окисление деталей. Дело в том, что во время сварочных работ воздух воздействует на поверхности металлических заготовок, в результате чего они покрываются тонким слоем оксида. Эта пленка ухудшает электрические характеристики деталей и ускоряет развитие коррозии. Из-за нее сварные соединения получаются менее надежными.
Чтобы избежать подобных ситуаций, специалисты выполняют сварку инвертором-полуавтоматом в условиях специальной газообразной среды. Обрабатываемые детали помещают в атмосферу защитного газа. Во время сваривания на поверхностях изделий оксидная пленка не образуется, поэтому соединения становятся более прочными и долговечными.
Обрабатываемые детали помещают в атмосферу защитного газа. Во время сваривания на поверхностях изделий оксидная пленка не образуется, поэтому соединения становятся более прочными и долговечными.
Преимущества инверторных полуавтоматов
К достоинствам инверторных сварочных полуавтоматов относятся:
- высокий коэффициент полезного действия. КПД современных моделей инверторных полуавтоматов достигает отметки 95 %. Это значит, что лишь незначительная доля потребляемой электроэнергии рассеивается в виде электромагнитного излучения, теряется на токопроводящих узлах и др.;
- низкий расход электротехнических материалов. При работе с инвертором-полуавтоматом электродная проволока расходуется более рационально, чем при использовании других видов сварочной техники;
- удобная регулировка параметров. Оператор инверторного сварочного полуавтомата может легко настраивать рабочие характеристики агрегата непосредственно во время сварки. Каждый инвертор оснащается удобными регуляторами (электромеханическими или электронными), при помощи которых напряжение и ток можно настраивать с точностью до одного вольта или ампера соответственно;
- мобильность.
 Сварочный инвертор имеет сравнительно небольшие габариты и массу. Поэтому такую технику широко используют для выполнения работ в полевых условиях. Оборудование легко помещается даже в багажник небольшого легкового автомобиля. Кроме того, на корпусе инверторного аппарата имеются специальные ручки, при помощи которых агрегат можно переносить, как кейс;
Сварочный инвертор имеет сравнительно небольшие габариты и массу. Поэтому такую технику широко используют для выполнения работ в полевых условиях. Оборудование легко помещается даже в багажник небольшого легкового автомобиля. Кроме того, на корпусе инверторного аппарата имеются специальные ручки, при помощи которых агрегат можно переносить, как кейс; - универсальность. Полуавтомат применяется для проведения сварочных работ с большинством видов металлических сплавов, используемых в промышленности. Температуру и мощность электродуги можно легко настроить для обработки тугоплавкой и мягкой стали, алюминия, чугуна и пр.;
- высокая надежность. Сварочные полуавтоматы отличаются высокой надежностью и долговечностью. Инвертор может безотказно работать на протяжении нескольких лет, не нуждаясь в ремонте, дорогостоящем обслуживании или замене. Это обусловлено тем, что для производства инверторных полуавтоматов используются высококачественные детали и комплектующие. Для предотвращения перегрева каждый инвертор оснащается вентилирующими устройствами;
- широкий набор функциональных возможностей.
 Современные модели сварочных полуавтоматов поддерживают множество дополнительных функций, которые облегчают эксплуатацию оборудования. К примеру, инверторный аппарат для сварки может оснащаться встроенными измерительными приборами (вольт- и амперметрами), системами поддержания горения электродуги и т. д.
Современные модели сварочных полуавтоматов поддерживают множество дополнительных функций, которые облегчают эксплуатацию оборудования. К примеру, инверторный аппарат для сварки может оснащаться встроенными измерительными приборами (вольт- и амперметрами), системами поддержания горения электродуги и т. д.
Недостатки оборудования
Несмотря на то, что сварочные инверторы обладают многочисленными достоинствами, существуют некоторые факторы, которые следует учитывать при покупке и эксплуатации такого оборудования.
- Во-первых, инверторные сварочные аппараты не рекомендуется использовать в условиях повышенной запыленности воздуха. Посторонние частицы и грязь могут попасть внутрь полуавтомата через вентиляционные отверстия на корпусе и спровоцировать короткое замыкание.
- Во-вторых, оборудование имеет достаточно сложную конструкцию. Поэтому ремонт инверторных агрегатов требует немалых финансовых затрат. Чтобы избежать непредвиденных расходов, нужно обязательно соблюдать правила эксплуатации устройства.

- В-третьих, оборудование инверторного типа хуже работает при отрицательных температурах, чем агрегаты других типов.
Критерии подбора инверторного полуавтомата
Чтобы приобрести сварочный полуавтомат с оптимальными характеристиками, следует ответственно отнестись к выбору агрегата и учесть следующие параметры:
- напряжение питания. Недорогие модели сварочных полуавтоматических инверторов работают от бытовой электросети с напряжением 220 В. В сравнении с профессиональным оборудованием такая техника отличается меньшей производительностью. Большинство агрегатов инверторного типа подключаются к сетям трехфазного тока с напряжением 380 В;
- диапазон регулировки тока. Чем шире этот интервал, тем более функциональной будет техника и тем больше разнотипных металлов можно обрабатывать с ее помощью. Если инверторный сварочный аппарат будет использоваться для сварки с силой тока 120 А, следует выбирать модель с некоторым запасом, например с максимально допустимой силой тока в 150 А.

Принцип работы сварочного полуавтомата
Главная » Статьи » Принцип работы сварочного полуавтомата
Технологические особенности сварки полуавтоматом без газа
- 24 ноября
- 67 просмотров
- 28 рейтинг
Оглавление: [скрыть]
- Принцип работы сварочного аппарата
- Проведение сварочных работ
Сварка полуавтоматом без газа получила популярность благодаря компактности оборудования и экономичности процесса. Малогабаритные сварочные аппараты способны создавать прочный шов, по качеству не уступающий шву, выполненному классической сваркой с газом.
Схема устройства сварочного полуавтомата.
Принцип работы сварочного аппарата
Суть технологии сварки с газом состоит в том, что инертный газ обволакивает сварочную ванну, изолируя расплавленную присадочную проволоку и края стыкуемых деталей от воздействия кислорода, содержащегося в воздухе. В сварке без газа защитная функция возложена на углекислый газ, выделяющийся непосредственно из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO2.
Специальная проволока содержит флюс, который генерирует CO2.
Сварка полуавтоматом без газа основана на следующей технологической схеме:
- В момент прикосновения присадочной проволоки к свариваемым поверхностям возникает электрическая дуга.
- Электрическая дуга расплавляет электрод.
- Углекислый газ выделяется из флюса и обволакивает защитным слоем сварочную ванну.
Схема полуавтоматической сварки без газа.
Сварка производится специальной флюсовой проволокой, которая выделяет достаточное количество углекислоты для защиты от атмосферного кислорода. Таким образом, данное технологическое решение позволяет полностью отказаться от громоздких аргоновых баллонов.
Преимущества сварки полуавтоматом без газа:
- Легкость и компактность оборудования.
- Доступность и экономичность. Методика избавляет от необходимости постоянно заправлять газовые баллоны.
- Возможность применять электроды с различным химическим составом для наложения необходимого шва.
- Возможность изменять характеристики электрической дуги.
- Визуальный контроль через защитную маску непосредственно за местом подачи.
К недостаткам сварки без газа относится ограниченность ее применения по расположению сварного шва. Технология используется в большей степени для нижней горизонтальной сварки. Работы в вертикальной плоскости могут выполнять лишь опытные специалисты. Потолочные работы данным видом оборудования не проводятся ввиду того, что углекислый газ тяжелее воздуха, и он оседает, покидая зону сварки.
Вернуться к оглавлению
Перед началом работ необходимо позаботиться о приобретении подходящей непосредственно для предстоящей сварки присадочной проволоки. Диаметр определяется глубиной шва, а химический состав — в соответствии с материалом металлоконструкции.
Для сварки полуавтоматом без газа используется только специальная флюсовая проволока. Присадки, предназначенные для аргоновой сварки, не годятся.
Следующий этап — подготовка к работе сварочного аппарата. Катушка с проволокой размещается на предназначенном для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока. В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара.
Катушка с проволокой размещается на предназначенном для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока. В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара.
После подготовки оборудования следует заняться свариваемыми деталями. Стыкуемые торцы деталей зачищаются от ржавчины. Детали располагаются на сварочном столе, сдвигаются и закрепляются. Можно приступать непосредственно к сварке. Держак располагают под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему. Для улучшения качества шва операцию можно повторить по уже разогретому металлу.
Сварка полуавтоматом без газа практически исключает риск пропалить изделие. Процесс горения металла полностью подавляется углекислым газом.
expertsvarki.ru
Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Принцип работы сварочного полуавтомата
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» — то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
Алюминий и алюминиевые сплавы | 0,8 | 50-175 |
1,2 | 90-250 | |
1,6 | 160-350 | |
2,4 | 225-400 | |
3,2 | 350-475 | |
Магниевые сплавы | 1 | 150-300 |
1,2 | 160-320 | |
1,6 | 210-400 | |
2,4 | 320-510 | |
3,2 | 400-600 | |
Медь и медные сплавы | 0,9 | 150-300 |
1,2 | 200-400 | |
1,6 | 250-450 | |
2,4 | 350-550 | |
Никель и никелевые сплавы | 0,5 | — |
0,8 | — | |
0,9 | 100-160 | |
1,2 | 150-260 | |
1,6 | 100-400 | |
Титан и титановые сплавы | 0,8 | — |
0,9 | — | |
1,2 | — | |
Нержавеющая стал | 0,5 | — |
0,6 | — | |
0,8 | 75-150 | |
0,9 | 100-160 | |
1,2 | 140-310 | |
1,6 | 280-450 | |
2 | — | |
2,4 | — | |
2,8 | — | |
3,2 | — | |
Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | — |
0,6 | — | |
0,8 | 40-220 | |
0,9 | 60-280 | |
1,2 | 125-380 | |
1,3 | 260-460 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
1,2 | 125-380 | |
1,6 | 275-450 | |
2 | — | |
2,4 | — | |
3,2 | — | |
4 | — |
Напряжение
От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | — | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
naobzorah.ru
Сварочный полуавтомат: достоинства и недостатки
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему).
Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм.
Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.
Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки.
Плюсами полуавтоматическая сварка обладает такими:
- Легкая и продуктивная сварка тонколистового металла – отлично подходит для автомастерских.
- Шов качественный, его можно делать очень длинным либо, наоборот, точечным.
- Возможность сваривать немало разнообразных материалов – нержавейку, алюминиевые сплавы, сталь легированную и прочее.
- Множество настроек и нужных регулировок. Удобно при разнообразных работах, так как такие у таких аппаратов можно гибко изменять параметры сварочного тока при различных работах.
- Высокая производительность.
Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются:
- Высокая стоимость полуавтоматического оборудования, а также необходимых газов и расходных материалов (сложная конструкция и дорогостоящие компоненты).

- Подключение полуавтомата осуществимо лишь при наличии специальной трехфазной сети, а еще баллоны – это делает полуавтоматическую сварку практически всегда стационарным оборудованием.
- На улице полуавтоматом работать сложно – газовую среду надо защитить, иначе сдует ветром.
consultinfo.net
Сварка полуавтоматом без газа, принцип работы и особенности сварки порошковой проволокой
К числу разновидностей классической электродуговой сварки относится полуавтоматическая сварка. Если мастер использует такой вид сварки, то ему необходима специальная проволока, которая будет выполнять функции электрода. Во время работы она должна постоянно поступать в сварочную головку.
Если мастер использует такой вид сварки, то ему необходима специальная проволока, которая будет выполнять функции электрода. Во время работы она должна постоянно поступать в сварочную головку.
При сварке электродами все предельно понятно. Мастеру достаточно поместить электрод в специальный держатель, установить массу на заготовку и можно приступать к сварке. Однако обычная сварка инвертором достаточно сложный процесс, когда речь идет о тонких заготовках. Например провести сварочные работы по кузову автомобиля — тот еще квест . Сварка полуавтомат без газа порошковой проволокой дает возможность уверенно работать даже с металлом 0,3 — 0,5 мм толщины.
Принцип полуавтоматической сварки несколько другой. В качестве присадочного материала выступает проволока. Опытные мастера наверняка зададут вопрос: как же образуется газ, который защитит сварочную ванну от окружающей среды? Вот здесь и стоит пояснить, какая же именно проволока используется для полуавтоматической сварки.
Люди, имеющие хотя бы минимальный опыт и знания в сфере сварки полуавтоматом, никогда не станут применять обычную проволоку. Это чревато получением крайне некачественного шва, который имеет много неровностей и пустот. Плюс к этому придется использовать очень много проволоки.
При сварке используется специальная порошковая проволока. Она представляет собой стержень, внутри которого находится флюсованный порошок. При задействовании сварочного оборудования флюс нагревается, что приводит к образованию газового облака. Его радиуса вполне хватает для обеспечения надежной защиты расплавляемого материала.
Сварка полуавтомат без газа порошковой проволокой имеет одну особенность, которую должен учитывать мастер. При сварке вертикальных швов повышенная температура распространяется снизу вверх. Чтобы сохранить тепло в сварочной ванне, рекомендуется направлять головку пистолета сверху вниз. Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Сегодня в продаже имеется порошковая проволока самого разного диаметра. Поэтому сварка порошковой проволокой может использоваться при работе, как с тонкими, так и с толстыми металлами.
Плюсы и минусы полуавтоматической сварки с использованием порошковой проволоки
Мастера ценят полуавтоматическую сварку за следующие достоинства:
- Сварочное оборудование имеет малый вес. Не придется брать с собой до места работы тяжелый баллон и редуктор;
- При работе будет хорошо видно место сварочной разделки;
- Не нужно тратиться на покупку смеси газов.
Сварка полуавтоматом порошковой проволокой имеет также ряд недостатков:
- Необходимо приобретать сварочную проволоку. Впрочем, как уже было сказано выше, для такой сварки не потребуется покупать смесь газов. Поэтому данный минус не является существенным;
- Нужно потратить время на выбор качественного сварочного аппарата.
Любые сварочные работы начинаются с подготовки оборудования. Первым делом мастер должен выбрать подходящее значение сварочного тока. Оно зависит от толщины сплавляемых материалов. Соотношение величин можно узнать из инструкции, которая прилагается к полуавтомату. Если установить слишком низкое значение, то это приведет к ухудшению качества обработки материала. В случае завышенного значения появляется риск прожечь деталь.
На следующем этапе подбирается оптимальный режим подачи проволоки. Для этого задействуется комплект сменных шестерен. Перемещаем ручку переключателя в положение «Вперед», а после заполняем воронку.
При выставлении вылета держателя надо сделать так, чтобы наконечник оказался в зоне проведения сварки. Открываем заслонку воронки, нажимаем кнопку «Пуск» и во время этого быстро проводим электродом по месту сваривания.
Надо дождаться момента, когда образуется устойчивая дуга. После этого можно приступать к сварке.
Техника сваривания
Сварка полуавтомат без газа для дома пройдет нормально при соблюдении техники сваривания. Важно помнить, что при создании вертикальных швов пары сгораемого при высокой температуре флюса направляются вверх. Поэтому начинать сварку желательно сверху материала. Это особенно актуально при обработке тонких листов из металла.
При выполнении сварки полуавтоматом без газа рукоятку следует держать с малым наклоном кверху. Это позволяет проще удерживать сварочную ванну в области ее образования.
Чтобы не появились капли расплавленного металла, мастер должен водить горелкой по месту соединения достаточно быстро. Порошковую проволоку следует подавать к срезу, расположенному спереди. У порошковой проволоки есть одна особенность. Дело в том, что она слишком мягкая, поэтому надо избегать сильных перегибов шланга.
Иногда шлак может попадать в расплавленную ванну. Если это произошло, то мастеру следует создать второй шов, предварительно удалив шлак с первого.
Техника безопасности при сварке порошковой проволокой
Сварка относится к числу работ с повышенным риском, поэтому мастеру следует:
- Использовать защитные очки и маску. Возникающий в процессе сваривания металла яркий свет крайне вреден для зрения;
- Надеть респиратор или специальные фильтрующие воздух маски. При сварке полуавтоматом порошковой проволокой выделяются опасные для здоровья испарения. Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;
- Обеспечить себе защиту от капель расплавленного металла. Мастер должен быть одет в рабочую спецодежду;
- Надеть рабочие перчатки при необходимости перенести сварочные заготовки.
принцип работы, как выбрать и рейтинг лучших моделей © Геостарт
Простейший выход на сегодняшний день – это приобретение сварочного аппарата ММА, то есть установки для ручной дуговой сварки плавким электродом в обмазке. Такой путь проходят, наверное, все начинающие сварщики. Со временем нарабатывается опыт, и приходит понимание, что с использованием технологии ММА далеко не все операции выполнимы. И чтобы расширить свои возможности придется подыскать себе сварочный полуавтомат MIG-MAG.
Вот об этом оборудовании и поговорим в настоящей публикации.
Что такое сварка MIG-MAGРучная дуговая сварка ММА, как уже отмечалось, не позволяет решать все задачи. В частности, большую сложность представляет сваривание деталей из тонкостенной стали, толщиной менее миллиметра. Производительность тоже не на высоте – волей-неволей приходится отвлекаться на смену электродов. А чтобы соблюдать равномерность и аккуратность швов, необходим и немалый навык, так как по мере выгорания плавкого электрода приходится приближать руку с держателем, чтобы обеспечить стабильную дугу нужной длины.
Обозначенные проблемы решены в технологии полуавтоматической сварки MIG – MAG. За этими звучными аббревиатурами кроется «Metаl Inert Gаs – Metаl Active Gаs». Даже не зная азов английского, несложно догадаться, что речь идет о сварке металла в защитной среде инертного (MIG) или активного (MAG) газа.
Но это даже, пожалуй, не главная «фишка» технологии. Основным достоинством является то, что и электродом, необходимым для создания сварочной дуги, и присадочным материалом становится специальная проволока, которая автоматически подается в рабочую область с установленной скоростью.
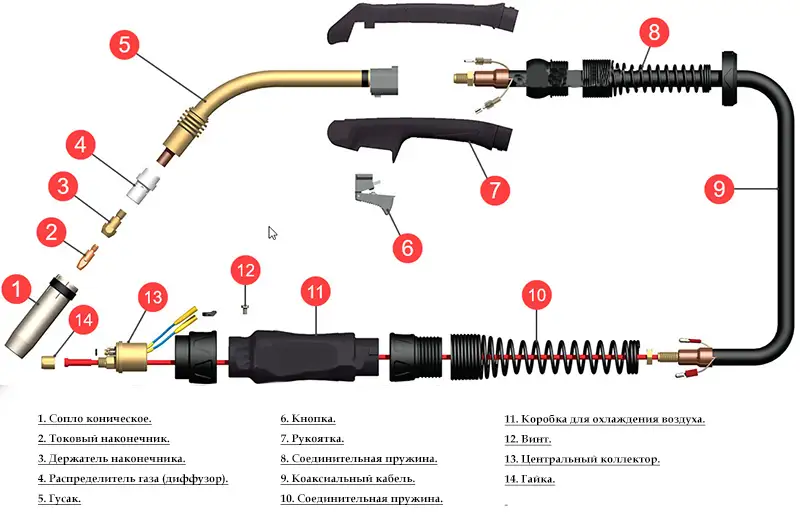
Сам аппарат представляет собой целую совокупность нескольких устройств и приборов. Пример конструкции сварочного полуавтомата показан на иллюстрации:
1 — главным элементом системы является источник сварочного тока. По аналогии с аппаратами для ручной дуговой сварки, он может быть трансформаторного, выпрямительного или инверторного типа. На корпусе источника расположены органы управления, контроля, реализации заложенных функций, разъемы для подключения кабелей и рукавов. В корпусе аппарата часто «прячутся» и другие модули полуавтомата, например, механизм протяжки проволоки.
2 – основной рабочий инструмент, которым оперирует сварщик – это сварочная горелка. На ней имеется пусковая клавиша, нажатием на которую одновременно запускается несколько функций – подача проволоки, через которую, кстати, коммутируется сварочный ток для розжига дуги, и подача инертного (активного) газа в сопло горелки. Некоторые аппараты оснащаются еще и жидкостным охлаждением – по контуру трубок циркулирует теплоноситель.
3 – рукав горелки, представляющий собой довольно сложную конструкцию. В нем находится канал подачи сварочной проволоки, силовой кабель сварочного тока, шланг, по которому нагнетается газ, провода управления, а для горелок с охлаждением — еще и трубки для циркуляции теплоносителя. При всем этом рукав должен оставаться довольно гибким, не стесняющим движений мастера. По сути, рукав с горелкой становятся единой конструкцией. Поэтому когда говорят о «длине сварочной горелки», то имеется в виду именно длина общего рукава, от горелки до разъема подключения к аппарату.
4 – кабель подключения массы. Вот здесь – никаких особенностей, все так же, как в оборудовании ММА.
5 – бухты (катушки) сварочной проволоки необходимого диаметра. Вставляются в механизм подачи, который в данном примере расположен внутри корпуса источника тока. Но это не догма – механизм протяжки может располагаться сверху или сбоку корпуса снаружи, представлять собой отдельный блок, соединенный с аппаратом проводами управления. Кроме того, есть и такие разновидности, которые не толкают, а тянут проволоку, то есть размещены в самой горелке. С одной стороны – тянуть лучше, нежели толкать по узкому каналу на весьма значительное расстояние. Но с другой – такая конструкция делает горелку более громоздкой и тяжелой, неудобной в длительной работе.
6 – редуктор для подключения газового баллона и шланга, соединяющего баллон с патрубком подачи газа в рукав горелки. Сам по себе баллон приобретается отдельно, может иметь различную емкость (адекватную задачам), устанавливаться на общей тележке с аппаратом или отдельно, рядом с ним.
Как видите, система, по отношению к оборудованию для ручной дуговой сварки — более сложная и громоздкая. Но зато и преимущества – неоспоримые. Чтобы стало понятнее, давайте попробуем привести доводы как в пользу технологии MIG MAG, так и против нее, именно в сравнении с MMA.
Плюсы
- Создание газового защитного облака в области сварки принудительной подачей – куда более эффективное дело, нежели образования его при плавлении и испарении обмазки обычного плавкого электрода. Это влияет на качество создаваемых швов – они получаются чистыми, без шлаковых вкраплений. Прочностные характеристики накладываемого шва от этого также только выигрывают. Немаловажным критерием является и эстетичность полученного результата.
- Появляется возможность сварки на малых значениях тока. То есть можно работать с тонкими металлическими заготовками без сквозных прожигов. При ручной сварке такое искусство доступно только сварщикам высокой квалификации, да и то – до определенных пределов. Это качество полуавтоматов MIG-MAG делает их незаменимыми в автосервисах или в индивидуальных мастерских кузовного и другого ремонта.
- Значительно возрастает производительность выполняемых работ. Это связано с возможностью накладывать длинные швы без отрыва, чему способствует и автоматическая подача присадочной проволоки, и гораздо меньший нагрев (в сравнении горелки и держателя электродов).
- Несмотря на более сложное оборудование, сам процесс сварки, пожалуй, даже попроще, чем ММА. Тем более что современные аппараты-полуавтоматы позволяют сохранять оптимально выставленные настройки. То есть сварщику остается только подносить горелку к месту накладки шва – и управлять работой простым нажатием на клавишу, при этом не изменяя дистанции с заготовкой. Характерно, что качество шва очень мало зависит от его пространственного положения. Как правило, тот, кто имеет опыт «общения» с ручной дуговой сваркой без проблем осваивает MIG-MAG. Да и так научиться мало-мальски варить полуавтоматом, как кажется, все же проще, чем обычным электродом (IMHO).
Минусы
- Резко возрастают требования к тщательной подготовке свариваемых поверхностей в области шва. При сварке ММА мощная дуга, создаваемая толстым (по сравнению с проволокой) электродом способна порой «пробить» слой ржавчины или даже остатков старой краски. Затем вся эта «гадость» всплывает в сварочной ванне и впоследствии удаляется при скалывании шлака. С полуавтоматической сваркой такой «номер» не пройдет – дуга может попросту не разжечься или начнет «рваться» на загрязнённых участках.
- Если с тонким металлом открываются широкие возможности, то с толстым – ровным счетом наоборот. Далеко не все задачи становятся доступны. Так, например, возникают проблемы при сваривании толстых заготовок – сложно создать достаточно глубокую сварочную ванну, то есть возможны непровары.
- Сложность оборудования – это его потенциальная уязвимость, снижение общей надежности комплекта. И это на фоне значительного повышения стоимости.
- Немаленькая стоимость и у расходников для полуавтоматической сварки. Это, кстати, не только проволока и заправка газового баллона. Сюда же можно отнести запчасти к газовой горелке, те, что находятся непосредственно в области сварки, и оттого довольно быстро изнашиваются. А сама горелка требует постоянного специфичного ухода.
- Наконец, привязанность даже самого компактного полуавтомата к газовому баллону существенно снижает мобильность мастера в процессе работы. Его возможности ограничиваются длиной рукава сварочной горелки. То есть, как с компактным ММА-инвертором, надеть на ремень через плечо и варить в нужном месте – не получится. При необходимости перейти на более удаленный участок придется производить «основательное перебазирование» всего сварочного поста.
Теперь поговорим об элементах системы MIG-MAG несколько подробнее.
Основные приборы и узлы сварочного полуавтоматаИсточник сварочного токаПо сути – основной прибор всего набора оборудования. Могут классифицироваться по разным критериям.
По аналогии с аппаратами ручной сварки, источник сварочного тока может иметь трансформаторный (на переменном токе или с выпрямителем) или инверторный принцип работы.
- Сварочные трансформаторы на первом месте по неприхотливости и ремонтопригодности. Минимум деталей, но зато массивные сердечник и обмотки первичной и вторичной катушек делают аппарат громоздким и массивным, не особо удобным для «живой работы» — больше подойдёт для стационарной установки сварочного поста.
Необходимо еще помнить и о том, что полуавтоматическая сварка с таким аппаратом будет вестись на переменном токе. Это неизбежно даст некоторую чешуйчатость шва, а в ходе работы часто наблюдается повышенная разбрызгиваемость металла, что тоже не особо хорошо.
Такое оборудование подойдет для стационарных постов для сварки деталей из низкоуглеродистых сталей. Возможна также сварка алюминия.
- Сварочные полуавтоматы-выпрямители – это тоже трансформаторное оборудование, но оснащенное еще и мощным диодным мостом для преобразования переменного тока в постоянный.
Этим повышается качество накладываемого шва, а в ходе сварки — меньше брызг. Но за все приходится платить – за счет установки выпрямительного узла повышаются и габариты, и массивность.
Тем не менее – такая техника считается надёжной, и в производственных условиях применяется довольно широко. Постоянный ток дает возможность сваривать чугун, нержавеющую сталь, качественными получаются соединения обычных черных сталей. Но вот для домашней мастерской лучше подыскать нечто более компактное, и с большим набором возможностей.
- Наиболее популярные сварочные полуавтоматы – инверторного типа. В них применен электронный принцип преобразования переменного тока в постоянный. Причем, практически без «пилы», и с возможностью очень точной регулировки силы тока, подаваемого на горелку.
Такие аппараты отличаются гораздо более компактными размерами, отсутствие тяжёлых трансформаторов в их схеме обуславливает невысокую массу оборудования. То есть переместить такой сварочный пост при необходимости – не в пример проще.
Такое оборудование позволяет работать с любыми поддающимися ручной сварке металлами. Стабильность выходных параметров гарантирует наложение очень качественных швов, при практически полном отсутствии разбрызгивания металла. После провара поверхности зачастую сразу готовы к окрашиванию – не требуют зачистки.
В недостатки такому оборудованию порой ставится его сложность, и оттого – уязвимость. Полноте, современные электронные схемы, выпускаемые ведущими производителями подобных товаров, выходят из строя нечасто. А по остальным компонентам системы (протяжка проволоки, подача газа, долговечность сварочной горелки) – никаких преимуществ ни у трансформаторов, ни у выпрямителей все равно нет. Так что этот недостаток (пожалуй, единственный, приписываемый инверторам) видится очень даже условным.
Правда, конечно, обращаться с таким оборудованием следует бережно, защищая и от влаги, и от излишней запыленности, так как ремонт при выходе из строя и впрямь может «влететь в копеечку».
Все сварочные полуавтоматы, можно условно разделить на три группы по основному предназначению и заложенному спектру возможностей.
- Профессиональные полуавтоматы MIG-MAG. Как правило, это габаритные установки, размещённые или стационарно, или на колесных тележках. Обычно на тележке предусматривается и крепление газового баллона – так сварочный пост обретает определённую мобильность в пределах цеха или мастерской.
Что привлекает в таком оборудовании, и что можно отнести к недостаткам?
Плюсы
- Высокая универсальность – широкий диапазон сварочных токов (доходящий порой до 500 А) и диаметров присадочной проволоки позволяет решать практически любые задачи. Так, можно сваривать заготовки толщиной 20 и даже более миллиметров.
- Высокая мощность оборудования (доходит до 25 кВт) позволяет ему работать почти в непрерывном режиме в течение рабочей смены. Так, ПВ (продолжительность включения) обычно составляет не менее 60%, а у многих полуавтоматов при небольших сварочных токах (до 200 А) – доходит чуть ли не до 100%. Отсюда – высокая производительность.
- Широкий выбор настроек всех эксплуатационных параметров – для получения идеального сварного шва. Причем, однажды «найденные» оптимальные настройки для тех или иных операций можно сохранить в энергонезависимой памяти, чтобы при необходимости задействовать простым включением этого режима на модуле управления.
- Такому оборудованию обычно свойственен легкий розжиг дуги – из-за повышенного напряжения холостого хода (порядка 90 В).
- Как правило, подобные установки комплектуются длинными кабелями и рукавами.
Минусы
- Требуется только трехфазная сеть питания 380 В
- Массивность аппаратов, сложность их транспортировки даже в прелюдах мастерской, не говоря уже о выездных работах.
- Оборудование – очень дорогое. Кроме того, недешевым окажется и его обслуживание, а в случае необходимости – и ремонт. Одним словом, приобретение профессионального комплекта для домашней мастерской выглядит совершенно неоправданной потерей денег, так как заложенные в него возможности попросту останутся невостребованными.
- Сварочное оборудование MIG-MAG полупрофессионального класса —востребовано теми мастерами, у которых оно, как правило, не простаивает, чуть ли не ежедневно в работе, но используется все же не по принципу непрерывного цикла. Хороший вариант для небольшой авторемонтной службы, для мастерской художественной ковки или изготовления на заказ крупных металлических изделий.
Таким аппаратам свойственны показатели сварочного тока от примерно 180 до 250 А, что позволяет работать с металлом толщиной до 10 мм. Мощность — в пределах 6÷9 кВт. Продолжительность включения колеблется от 35 до 50%, выше на больших токах обычно не бывает. То есть при работе с максимальной загруженностью как минимум 5 минут из 10 должно отводиться на остывание оборудования.
Что можно сказать «pro & contra» об этой категории?
Плюсы
- Аппарат может ежедневно задействоваться по 4÷5часов, а это – очень даже немало!
- Многие из полупрофессиональных установок — это просто уменьшенные аналоги профессиональных полуавтоматов, с сохранением и качества изготовления, и всего богатства заложенных функциональных возможностей. Понятно, что с несколько «урезанными» показателями по сварочному току и по ПВ.
- Такая техника комплектуется довольно длинными кабелями и горелками, порядка 3÷4 метров, чего бывает достаточно даже для немаленькой домашней мастерской.
- Как правило, техника качественная, так как «впарить» за немалую сумму низкопробный товар – дело бесперспективное даже в очень обозримой перспективе. Подделки в этой категории – тоже очень нечастое явление.
Минусы
- Стоимость оборудования все же остается немалой, то есть для начинающего может стать неподъемной.
- Ремонтные работы и комплектующие тоже могут обходиться недешево.
- Многие полуавтоматы, являясь полупрофессиональными по току и ПВ (без обмана), обладают минимумом функций и настроек, что больше свойственно аппаратам бытового класса.
- Массивность (весят такие приборы до 20 кг) несколько ограничивает их мобильность. Хотя, при необходимости можно и изменить расположение поста, причем не только в пределах мастерской, но даже и на участке строительства.
- Полуавтоматы бытового класса – очень популярное в наше время оборудование, приобретаемое многими мастерами. Сразу бросающиеся в глаза особенности – компактность и незначительный вес (редко доходящий до 10 кг). Как правило, приор имеет ручку в верхней части корпуса, за которую его легко можно перенести в нужное место.
Сварочный ток в таком оборудовании редко превышает 160 А, мощность обычно выдерживается в пределах до 5 кВт. Такие параметры позволяют работать с металлическими заготовками толщиной до 5 мм, чего для домашних мастерских в подавляющем числе случаев – вполне достаточно.
Длительностью работы такая техника похвастать не может – обычно ПВ не более 30%. То есть даже в течение 10 минут трехминутный цикл сварки должен чередоваться семиминутным отдыхом. Для серьёзной производительной работы – не очень, но для домашней мастерской – вполне подойдет.
Плюсы
- Привлекательная стоимость – техника становится доступной большинству желающих научиться работать с ней.
- Быстрому освоению азов полуавтоматической сварки способствует простота управления и минимальное количество настроек – только сила тока и скорость подачи проволоки.
- Не требуется сколь-нибудь сложных операций по подготовке к работе – как правило, приборы рассчитаны только на один диаметр проволоки.
- Компактность и малая массивность предопределяют мобильность сварочного поста. Ничего не стоит переустановить полуавтомат на новом месте, ближе к участку проведения сварки.
Минусы
- Малые показатели сварочного тока и возможность использования только тонкой проволоки — иногда аппарат просто не в силах справиться с возникшей в ходе работы задачей.
- Невысокая продолжительность включения – та «ахиллесова пята», из-за которой в запале работы (мастер забывает о «хронометраже») выходит из строя большинство попавших в ремонт изделий такого класса.
- Очень часто — короткие кабели и рукав горелки. Особо славятся такой «жадностью» фирмы, выпускающие в Китае аппараты под российскими названиями. Так что на этот аспект следует обращать внимание заранее, при выборе модели.
- Такие полуавтоматы, как правило, поступают в продажу с весьма небогатой комплектацией. Впрочем, для любителей сварки – это дело наживное.
* * * * * * *
Кстати, многие из внимательных читателей наверняка уже обратили внимание на аббревиатуры ММА, встречающиеся на корпусах полуавтоматов. Дело в том, что очень часто такое оборудование имеет возможность работать и в режиме ручной дуговой сварки. На корпусах имеется дополнительный разъем для подключения кабеля с держателем электродов (он обычно тоже входит в комплект поставки). Предусмотрен переключатель режимов. Для выставления сварочного тока ММА может иметься отдельный регулятор.
Такие аппараты очень популярны, так как обладают отменной универсальностью. Кроме того, они даже несколько «нивелируют», например, недостатки бытовых полуавтоматов. То есть там, где невозможно проварить шов горелкой, можно пустить в ход держатель с электродом. А потом снова вернуться на MIG.
Это – довольно сложная конструкция, которая обеспечивает одновременно сразу несколько важнейших функций — подачу сварочного тока, присадочной проволоки и защитного газа. А сам корпус горелки в руке мастера становится главным рабочим инструментом.
Подробно рассматривать устройство горелок не станем – этому можно было бы посвятить отдельную статью. Но общее представление иметь нужно:
Детали горелки, расположенные непосредственно в зоне высоких температур (сопла, муфты, токовые наконечники, держатели и т.п.) относятся к расходным элементам, и время от времени подлежат замене.
Длина горелки (имеется в виду, повторимся, с учётом рукава, до подключения к аппарату) может быть совсем небольшой (2 метра) и весьма внушительной – порой доходит до десятка метров. Но следует помнить, что чем длиннее рукав, тем труднее проталкивается по каналу проволока. Обычно для домашних условий как раз и хватает двух ÷ трех, максимум пяти метров.
Некоторые профессиональные полуавтоматы оснащены принудительной жидкостной системой охлаждения грелки. Бачок и насос, обеспечивающий циркуляцию теплоносителя (обычно – раствор этилена) размешены в корпусе полуавтомата, а в рукаве, помимо обычных для горелки коммуникаций, имеются еще и два гибких шланга. Естественно, суммарная тяжесть горелки с рукавом от этого возрастает, удобство работы – снижается. Но зато жидкостное охлаждение позволяет сделать процесс сварки чуть ли не непрерывным. Для промышленных предприятий – это бывает крайне важно. но для домашнего использования такой вариант не стоит и рассматривать.
Следующий вопрос, касающийся и самого полуавтомата, и горелки – это коммутация двух этих основных устройств системы. Здесь возможны варианты.
Наиболее передовым на сегодняшний день считается использование так называемых «евро-разъемов» KZ-2. Гнездо разъема располагается на корпусе полуавтомата, (возможны вариации, о чем будет сказано ниже), штекер – на рукаве грелки. При подключении одновременно строго соосно соединяется канал подачи проволоки, газовый канал (имеются специально продуманные уплотнения, не допускающие прорыва газа на разъеме), а также коммутируются провода передачи управляющих сигналов с клавиши горелки в блок управления полуавтомата. Для надежности соединения двух частей разъема – они фиксируются накидной резьбовой гайкой.
Действительно, удобно. И лучше ориентироваться именно на такой вариант.
Но встречаются аппараты с совсем иным подключением. Рукав в них частенько просто «ныряет» через окошко в корпус полуавтомата, и уже там происходит раздельная коммутация газа, проволоки, управления и подачи сварочного тока. Работает это – ничуть не хуже, и если аппарат приобретается только для периодической работы бытового уровня – то вполне можно этим и ограничиться. Такие приборы, как правило, подешевле.
* * * * * * *
Каким бы ни было устройство горелки, принцип их работы одинаков. При нажатии на клавишу открывается газовый клапан, питание поступает на привод механизма подачи проволоки – она начинает протягиваться через свой канал и выходить через токовый наконечник в сопло. Когдп выход проволоки таков, что она касается свариваемой детали (к которой заранее была подключена масса), возбуждается электрическая дуга и начинается процесс сварки в облаке подаваемого газа. Скорость движения проволоки, также, как и сила сварочного тока, заранее выставляются сварщиком, и могут корректироваться по ходу работы.
Клавиша на горелке отпущена – процесс прекратился, подача проволоки прервана, газовый клапан закрыт.
Механизм протяжки проволокиЕще один узел требующий внимания.
Механизмы могут различаться и типом размещения, и принципом действия.
Чаще всего встречаются механизмы толкающего действия. Они размещаются или в самом аппарате, или поблизости от него. Понятно, что механизм смазывает проволоку с катушки и проталкивает ее по каналу вплоть до выхода из горелки.
Такая схема очень неплохо себя показывает на горелках малой и средней длины (обычно – до 5 метров). Более длинный рукав может вызывать пробуксовку, остановку подачи, так как силы сопротивления из-за длинного канала и его изгибов превысят возможности механизма.
Как видно на иллюстрации, часто механизм расположен прямо в корпусе аппарата. Но нередко он выносится и наружу, может находиться на общей платформе, пристроенным сбоку или сверху. Или же вовсе представлять собой отдельный выносной модуль.
Что интересно – сам полуавтомат при таком варианте можно не переносить, если необходима смена позиции. Переставляется именно блок протяжки, связанный кабелем упралвения со сварочным аппаратом. А евро-разъем для подключения горелки размещен именно на этом блоке.
Другой вариант механизма – тянущий. Как, наверное, понятно, он размещается в горелке, то есть тянет проволоку «на себя» с компактной катушки (длина проволоки в которой позволяет выполнить намеченный ряд операций), и только последнем коротком участке – выталкивает ее в сопло. При необходимости – бобины легко и быстро меняются, так как нет необходимости протягивать проволоку через весь рукав. Но, естественно, это сказывается и на габаритах, и на массе горелки – работать с ней становится тяжелее, так как рука быстрее устает. Но в условиях производства иногда именно такой подход становится оптимальным.
Говорят, что встречаются полуавтоматы со смешанной подачей – то есть в них реализован и толкающий, и тянущий принцип. Возможно, это и так, но на практике автору статьи с таким оборудованием встречаться не приходилось.
По степени сложности механизмы протяжки (а почти наверняка начинающим придется «общаться» только с толкающими разновидностями) тоже отличаются. В профессиональных или полупрофессиональных аппаратах часто используется схема с четырьмя колесиками, с возможностью регулировки прижима и перестройки механизма ни другой диаметр проволоки. Это обеспечивает точность и равномерность скорости подачи, что сказывается на чистоте выполняемого шва.
В полуавтоматах бытового уровня обычно дело ограничивается двумя роликами. Конечно, хочется стремиться к лучшему, но для недорогих аппаратов, без возможности смены диаметра проволоки, да еще и при использовании короткой горелки (до 3 метров) и этого бывает вполне достаточно.
Любой полуавтомат оснащен функциями настройки силы сварочного тока и скорости протяжки проволоки. Во многих моделях реализована возможность смены диаметра сварочной проволоки. Бывают ли еще дополнительные возможности?
Да, конечно.
- Уже отмечалось, что отличным выбором станет полуавтомат, который можно в любой момент переключить для работы в ручном режиме с плавким электродом в обмазке. Такое приобретение сразу «убьёт двух зайцев»!
- На технике профессионального или полупрофессионального классов может быть отдельная регулировка напряжения холостого хода. От этого показателя во многом зависит удобство розжига сварочной дуги и ее стабильность.
- Если к качеству работы предъявляются повышенные требования, то имеет смысл выбирать полуавтомат, оснащенный дополнительной настройкой индуктивности.
Показатель индуктивности серьезно влияет на время отрыва раскаленной капли металла от проволоки и переноса его в сварочную ванну. Регулировкой можно добиться минимального разбрызгивания, значительно поднять качество корневого шва.
Но эта функция важна только для профессиональных сварщиков. То есть если на вашем аппарате ее нет, а итоги работы не будут проверять въедливые социалисты ОТК со своими средствами неразрушающего контроля – можете особо не расстраиваться. Никто этого и не заметит…
- Индикация и память – важные компоненты современного оборудования. Конечно, это очень удобно, когда значения показываются на индикаторах в абсолютных величинах. И тем более, когда можно настроить эмпирическим путем оптимальные режимы и занести их в память.
Но опять же – подобные «навороты» всегда приходится дополнительно оплачивать. То есть имеет смысл заранее взвесить, нужны ли они в повседневной практике, тем более, если аппарат требуется для бытового применения. Поверьте, навыки настройки даже без цифровой индикации, и даже на условно градуированной шкале, приобретаются весьма быстро.
- А вот встроенные функции защиты лишними не будут никогда. Далеко не во всех моделях они есть, поэтому лучше осведомиться по этому поводу.
Особую важность всегда имеет защита от перегрева. И важно, чтобы это была не просто индикаторная лампочка (в запале работы на нее перестаёшь обращать внимание), а полноценное отключение питания, если температура в основном модуле достигла критической отметки.
* * * * * * *
Далее, чтобы, возможно, облегчить процесс выбора оборудования, читателю будет предложен рейтинг популярных моделей. Основными критериями попадания в этот ТОП-лист являлись отзывы потребителей, уже успевших испытать сварочный аппараты в действии.
Сразу скажем о некоторых ограничениях:
- Подбор «кандидатов» велся только среди полуавтоматов инверторного принципа действия.
- Отбор велся только: среди моделей бытового класса. Полуавтоматы более высокого «ранга» для новичка в этом деле – совершенно ненужное «баловство». А настоящие мастера в сварочном (без преувеличения) искусстве и сами прекрасно знают, как выбрать для себя оптимальный комплект.
ТОП-5 моделей сварочных полуавтоматов бытового класса
| Фото | Название | Рейтинг | Цена |
|---|---|---|---|
| #1 | «FUBAG IRMIG 160» | ⭐ 4.95 / 5 39 — голосов | Узнать цену |
| #2 | «AURORA OVERMAN 160» | ⭐ 4.85 / 5 20 — голосов | Узнать цену |
| #3 | «Ресанта САИПА — 135» | ⭐ 4.65 / 5 7 — голосов | Узнать цену |
| #4 | «Сварог REAL MIG 160» | ⭐ 4.55 / 5 13 — голосов | Узнать цену |
| #5 | «WERT MIG 200» | ⭐ 4. 5 / 5 20 — голосов | Узнать цену |
Какой сварочный полуавтомат вы порекомендуете другим пользователям?
Принять участие в опросе
5
Сварочный полуавтомат «WERT MIG 200»Надо сразу заметить, что хотя такой аппарат относят к разряду бытовых, некоторые его параметры вполне соответствуют и более высокому «званию». И наряду с доступной ценой, такое сочетание делает модель очень популярной среди российских потребителей.
Плюсы
- Прибор сочетает в себе и полуавтомат MIG-MAGЮ и инвертор ММА.
- Все необходимое для работы в обеих режимах входит в комплект (в том числе – даже бухта проволоки). То есть, по сути – после покупки можно сразу переходить к работе с минимальной комплектацией.
- Два размера проволоки (0,6 и 0,8 мм), электроды ММА до 5 мм – широкий диапазон возможностей.
- Высокое качество сварки.
- Высокий для этой категории оборудования ПВ – на максимальном токе достигает 60%.
- Имеется евро-разъем для горелки.
- Качественная сборка.
- Вполне приемлемый вес — 10 кг.
- Мощность не превышает 44 кВт, то есть такой полуавтомат может быть задействован и в полевых условиях для работы от генератора.
Минусы
- Градуировка шкал настройки тока и скорости подачи проволоки – очень условная, приходится привыкать.
- Не вполне продуманное открытие боковой стенки для установки катушки с проволокой.
- Входящие в комплект принадлежности вряд ли долго послужат.
- Имеется регулятор индуктивности, но по практически общему мнению сварщиков – сделан он исключительно «для красоты». Никаких значимых изменений в качество шва им внести невозможно.
WERT MIG 200
4
«Сварог REAL MIG 160»Надежный и неприхотливый универсальный аппарат, позволяющий варить в режиме МIG в диапазоне от 30 до 160 А, в режиме ММА – до 140 А. Один из лидеров продаж, и это несмотря на то, что по цене – значительно дороже рассмотренного выше «конкурента».
Плюсы
- Прочный, устойчивый корпус с эластичными резиновыми накладками. Аппарат хорошо будет стоять даже на несколько наклонной плоскости.
- Качественная горелка с евро-разъемом.
- Заслуживающий всяческих похвал прочный и безотказный механизм протяжки проволоки.
- Удобная ручка для переноски.
- Интуитивно понятное управление и очень хорошо изложенная инструкция – мануал.
- Быстрый и удобный переход для сварки порошковой проволокой.
- Хорошая комплектация, в том числе – и для подключения газового баллона.
Минусы
- Отсутствие дисплея, а шкалы нанесены очень мелкими обозначениями. Буквально с метра – ничего не разобрать.
- Недостаточность места не дает установить катушки емкостью более 2 кг проволоки.
- Не слишком хорош при работе с тонкими металлическими листами — случаются прожиги.
- ПВ даже на «скромном» токе в 90 А – не более 40%.
Сварог REAL MIG 160
3
«Ресанта САИПА — 135»Сварочный полуавтомат, позволяющий работать с самыми тонкими металлическими заготовками. Регулировка сварочного тока – в пределах от 20 до 110 А. Очень популярен среди мастеров кузовного ремонта.
Плюсы
- Хорошо работает даже в не самых благоприятных условиях (запылённость, низкие температуры).
- Горелка оснащена устройством продува газа – очень полезная опция.
- Наличие возможности перехода на ММА.
- Встроенная система самотестирования аппарата.
- Цена ниже, чем у импортных аналогичных моделей, при примерном паритете качества.
Минусы
- В старой модификации – горелка без евро-разъема, и при этом – с очень коротким рукавом. При смене участка сварки нередко приходится переставлять аппарат.
- Без газа, с флюсовой проволокой – лучше не варить, хорошо не получится.
- Потолок сварочного тока в 110 ампер – явно маловат.
- Неинформативные регуляторы. Кроме того, они легко сбиваются случайным касанием.
- Качество сборки и комплектующих зачастую оставляют желать лучшего.
Ресанта САИПА 135
Отзывы о сварочном полуавтомате Ресанта САИПА 135
<!— Yandex.Market Widget —>
<!— End Yandex.Market Widget —>
2
«AURORA OVERMAN 160»Этот аппарат многие называют чуть ли не лучшим. Единственное – цена у него несколько выходит из «коридора», условно отведённого для техники начального класса. Но, поверьте, он того стоит.
Полуавтомат может работать в диапазоне токов от 40 до 160 А, с использованием проволоки 0,8 и 1 мм. При этом его ПВ стабильно будет не ниже 60%.
Плюсы
- Полуавтомат отлично зарекомендовал себя стабильной и длительной работой в самых неблагоприятных условиях, а для инверторной техники – это очень много значит.
- Прекрасные показатели качества сварных швов на любых режимах работы.
- Такой аппарат очень хорошо подойдёт и опытному сварщику, и начинающему, делающему только первые шаги. Настройки просты и понятны, и соответствуют выставленным значениям.
- Совершенная инверторная схема на базе фирменной японской элементарной базы.
- Не имитационная, а действительно работающая подстройка индуктивности.
- Аппарат способен устойчиво работать даже при «провалах» сетевого напряжения до 140 вольт.
- Отменное качество сборки, хорошо организованная сервисная сеть.
Минусы
- Вес аппарата выглядит несколько великоватым – 15 кг. Но со штатной трехметровой горелкой менять положение поста приходится не столь часто.
- Нет системы продувки газа.
- Высоковатая для этого класса цена.
AURORA OVERMAN 160
1
«FUBAG IRMIG 160»Достойное первое место заняла вот эта модель германского бренда, оригинальной немецкой или французской сборки (особой разницы нет).
Помимо являющегося уже ориентиром для других производителей настоящего немецкого качества, полуавтомат привлекает и массой своих неоспоримых достоинств. Так, диапазон сварочного тока колеблется от 10 до 160 А – такой широтой мало кто может похвастать. На максимальной нагрузке ПВ – не менее 60%.
Плюсы
- Отменное качество и комплектующих, и сборки приборов.
- Неприхотливость, способность к длительной работе даже в крайне неблагоприятных условиях с непременным качеством создаваемых швов.
- Крайняя простота в настройках, которым легко учится любой начинающий.
- Наличие возможности перехода на ММА. А в модификации «FUBAG IRMIG 160 SYN» — еще и на технологию сварки TIG — несгораемым электродом в среде защитного газа, с ручной подачей присадки. То есть достигается практически полная универсальность оборудования.
- Вес – всего 11 кг.
- Фирменная трёхметровая горелка MIG c евро-разъемом.
- Очень плавная подача проволоки, обеспечивающая равномерность сварного шва.
- Вполне адекватная цена на такое качественное оборудование.
Минусы
- Отмечают, пожалуй, единственный недостаток – отсутствие цифровой индикации. Но для оборудования такого класса — это обычное дело.
FUBAG IRMIG 160
* * * * * * *
Надеемся, что ознакомление с этим типом сварочного оборудования стало для читателя полезным. А предложенный рейтинг полуавтоматов начального класса – поможет правильнее определиться с выбором, если аппарат приобретается впервые.
Выбор проволоки и правила работы сварочного полуавтомата
Спрос на сварочные полуавтоматы на рынке сварочного оборудования с каждым годом продолжает расти. Это связано с их очевидными преимуществами: доступной стоимостью, широким набором режимов работы, простотой настройки и эксплуатации. Однако начинающий мастер не всегда способен разобраться, как правильно пользоваться полуавтоматом. Первое, что необходимо знать, это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Содержание
- 1 Устройство и принцип работы полуавтоматического устройства
- 2 Выбор электродного провода
- 3 Полуавтоматические правила сварки
- 3,1 Как удерживать горелку
- 3.2 горелка
- 3,3 Скорость сварки
- 3,4 Газ расход
- 3.5 Длина проволоки
- 3.6 Полярность
- 3.7 Звук при сварке
- 4 Меры безопасности при работе
Устройство и принцип работы полуавтомата
Основное назначение сварочного полуавтомата – дуговая сварка плавящимся электродом, который продувается защитным газом . Устройство используется для соединения низколегированных и малоуглеродистых сталей как длинными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо проветриваемых помещениях при температуре воздуха от -10°С до +40°С.
Полуавтомат состоит из следующих позиций:0006 Принцип работы блока следующий. При нажатии кнопки пуска, расположенной на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток к проводу течет через токопроводящий наконечник (4). При его соприкосновении с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) продувается защитным газом (10), что предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным. Работа полуавтомата возможна без защитного газа. В этом случае используется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах это покрытие испаряется, а образующиеся газы выполняют защитную функцию для сварочной ванны. Электродная проволока – это оснастка, без которой сварочный аппарат не сможет работать. Для полуавтомата существует две группы материалов для сварки: Существует более 76 типов первого варианта. Но чаще используется лишь небольшая их часть. Остальные виды оборудования являются узкоспециализированными и используются в производстве. Главное при выборе проволоки учитывать вид металла, из которого будет сварена конструкция. Чаще всего приходится варить низкоуглеродистые и низколегированные стали с использованием неомедненной и омедненной проволоки. Проволока омедненная наиболее популярна среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при выплавке меди в воздухе образуются вредные испарения. Non Copper Wire более безвреден и имеет антикоррозийное покрытие. Также используется на полуавтомате с порошковой проволокой , не требующей присутствия защитного газа при варке. Ниже представлена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки. Например, с помощью таблицы можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06 % углерода, 21 % хрома, никеля — 7 %; Проволока легирована двумя металлами, ниобием и титаном. Для сварки низколегированных сталей (это 90% всего металла) применяется проволока 08Г2С диаметром 0,6 мм. Его можно использовать как в быту, так и для кузовного ремонта. Кроме того, его можно использовать на агрегатах с током до 500А. Для сварки нержавеющих сталей используют проволоку марки Св01х29.N9. Алюминий и медь варят в среде аргона, соответствующей по составу проволоке. Алюминий варят марок СВ-97, КБ-А85 и КБ-АМц. Для сварки меди используется оборудование марок СВ-97, СВ-А85 и СВ-АМц. Совет! Если предстоит работа с полуавтоматом в полевых условиях или на открытом воздухе, можно использовать порошковую проволоку, которую не нужно продувать защитным газом. Диаметр электродной проволоки выбирают в соответствии с толщиной свариваемого металла. Прежде всего, приступая к работе с полуавтоматом, детали, предназначенные для соединения, должны быть хорошо очищены от краски и ржавчины . Выжигатель можно держать одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая держит горелку. При таком способе легче контролировать угол и расстояние горелки от заготовки, а также осуществлять необходимые движения для формирования качественного сварного шва. Чтобы руки оставались свободными, необходимо использовать сварочную маску , которая фиксируется на голове. Идеального угла при работе в полуавтоматическом режиме не существует. Обычно для соединения заготовок, лежащих в одной плоскости, применяют наклон горелки (от вертикального положения) в 15-20 градусов. При соединении деталей, находящихся под углом друг к другу, используется угол наклона горелки 45°. С приобретением опыта каждый сварщик подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций. Для формирования качественного шва существует множество способов движения горелки. Совет! Для проваривания вертикального шва горелку ведут сверху вниз со скоростью, достаточной для продвижения расплавленного металла. Горелку следует слегка наклонить вверх, чтобы сварочная ванна оставалась теплой. Это скорость движения электрической дуги по границе раздела деталей, регулируется оператором полуавтомата. Скорость перемещения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При больших скоростях движения горелки образуется много брызг, защитный газ остается в быстро твердеющем шве и вызывает образование в нем пор. При малой скорости движения горелки возникает избыточная электрическая дуга. превращается в материал, который может прожечь его насквозь. Кроме того, при соединении массивных деталей образуется шов толщиной мм. Подача газа должна быть достаточной для обдува проволоки. При слабом потоке газа шов не будет защищен от окисления. Но даже при высоких расходах защита будет недостаточной из-за турбулентности . Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться плавной подачи газа, чтобы поток не вызывал турбулентности и полностью защищал место сварки. Проволока до соприкосновения с металлом должна выйти из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура этого куска электрода . Чем сильнее выходит проволока из острия, тем меньше будет размер дуги. В результате шов получается толстым и узким, с малым проникновением в металл. Если длину оснастки уменьшить, проникновение дуги в металл увеличится, а шов станет тоньше и шире. Совет! Для порошковой проволоки вылет должен быть в пределах 30-45 мм. Под полярностью в сварочном оборудовании понимается направление тока в его цепи . При прямой полярности на провод подается отрицательный заряд, а на свариваемую деталь — положительный. При обратной полярности все наоборот: провод — плюс, а заготовка — минус. Важно! При работе без защитного газа порошковой проволокой используется метод прямой полярности, а с газом — обратной полярности. Прислушиваться к звукам сварки очень важно, особенно для новичков при обучении. Правильный звук при сварке полуавтоматом напоминает звук жарящегося мяса на сковороде. Когда слышно «шипение-жужжание», это означает, что существует баланс между текущими настройками и скоростями подачи проволоки и газа. На изменение звука при работе устройства могут влиять: При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности. Дуговая сварка под флюсом (SAW) представляет собой процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродами. и металл. Зона дуги и расплавленной зоны защищаются от атмосферного загрязнения погружением под слой гранулированного флюса. Слой флюса покрывает площадь, полностью предотвращая брызги, искры, дым и УФ-излучение. Более высокая скорость наплавки, чем у других процессов сварки. Удобно для оператора – нет видимой дуги, нет брызг. Вы ищете: 👇 Это решение. Формирование дуги между проволочным электродом и заготовкой происходит так же, как и при сварке MIG. Но этот процесс имеет дополнительное преимущество, заключающееся в защите гранулированным флюсом, что делает сварку под флюсом без брызг, дыма и ультрафиолетового излучения. Оборудование имеет следующее в своем инвентаре. Дуговая сварка под флюсом может использоваться на постоянном или переменном токе. Выбор электродной проволоки
Подается с помощью специального механизма и выполняет функцию электрода. Электродная проволока имеет специальную маркировку, например такую: СВ-08Г2С . Расшифровывается следующим образом: Правила сварки полуавтоматом
Также очистите место, к которому будет крепиться обойма для массы. Как держать горелку
Горелка Motion Burner
Также во избежание деформации деталей можно варить попеременно короткие отрезки, с разными концами ответного отрезка. Скорость сварки
На следующем рисунке показано, как выглядят швы при разных скоростях горелки. Расход газа
Длина проволоки
Полярность
Звук при сварке
Меры безопасности при работе
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и его применение
Свида работа youtube.com/embed/8fdVgj5pTPY» allowfullscreen=»»/> 1136 1136 1136 1136 1136 . источник питания для этой дуговой сварки под флюсом при 100% рабочем цикле. Процесс сварки под флюсом является непрерывным, и продолжительность одного сварного шва может достигать 10 минут. У обычных источников питания с рабочим циклом 60 % номинальные характеристики могут снижаться в соответствии с кривой рабочего цикла 100 %. Механизм подачи проволоки, чувствительный к напряжению, следует использовать, когда применяется постоянный ток переменного/постоянного тока.
Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Можно использовать как генератор постоянного тока, так и трансформатор переменного тока, но более популярны выпрямительные машины. Аппарат для дуговой сварки под флюсом доступен в диапазоне от 300 до 1500 ампер.
Оборудование постоянного тока подходит для полуавтоматического применения, а источник питания переменного тока подходит только для автоматики. Дополнительная мощность может быть достигнута путем параллельного соединения обоих. В оборудовании переменного тока возможно использование нескольких электродов в специализированных приложениях.
2. Сварочная горелка и устройство подачи кабеля Эта часть оборудования должна нести электрод и даже флюс к месту возникновения дуги. Небольшой бункер для флюса прикреплен к концу кабельной сборки. В нижней части бункера имеется выход для электродной проволоки через токосъемную клемму дуги.
Сила тяжести вступает в действие для подачи флюса. Количество подаваемого флюса зависит от высоты установки пистолета над рабочей станцией.
3. Бункер для флюсаПистолет-дозатор имеет плавный переключатель для начала сварки. Может использовать горячие электроды, так как при касании заготовки подача начинается автоматически. В автоматическом процессе горелка подключается к двигателям подачи проволоки и токосъемному наконечнику для процесса сварки. Этот бункер обычно крепится к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления.
4. Ходовой механизмПроцесс сварки настраивается в очень быстром темпе с помощью ходовой тележки. Это может быть доступно в конструкциях, подобных тракторам. Блок рекуперации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Общее движение трактора происходит в горизонтальном направлении.
Схема сварки под флюсом Достоинства сварки под флюсом Основные достоинства процесса дуговой сварки под флюсом.
- Высокая скорость, лучшая скорость осаждения в более быстром темпе.
- Превосходное качество сварки.
- Почти никакого дыма
- Гладкая, аккуратная и равномерная сварка без брызг
- Безопасно для сварщика, без брызг, без вспышки дуги
- Автоматизация здесь проста.
- Отличное использование электродов.
- Отсутствие навыков манипулирования
- Минимальная деформация металла
- Возможна работа на ветреной местности
- Без подготовки кромок материала толщиной менее 12 мм трубы, водоводы, котлы, конструктивные элементы, сосуды под давлением, железные дороги, вращающиеся печи, землеройные машины, краны, балки, мосты, локомотивы и подконструкции железнодорожных вагонов.
Автомобилестроение – Авиация, судостроение и атомная энергетика.
Восстановление изношенных деталей и износостойких сплавов, катков тракторных, натяжных роликов, шкивов крановых.
Подходит для металлов , таких как низкоуглеродистая сталь, среднепрочные и высокопрочные сплавы.
Ограничения SAW- Процесс сварки не виден оператору. Он не может судить о качестве или каких-либо дефектах. Чтобы преодолеть эти недостатки, можно добавить различные приспособления, приспособления, указку, световой луч и роликовую направляющую для оценки и улучшения результата.
- Предварительное нанесение флюса на свариваемое соединение не всегда возможно.
- Может сваривать только в горизонтальном направлении.
- Толщина металла должна быть 4,8 мм, меньшая толщина сожжет металл.
- Кромки свариваемого металла должны быть чистыми и точно совпадать. Нанесение флюса на неровные края невозможно и может привести к обгоранию краев.
- Качество флюса может вызывать беспокойство. Низкое качество может привести к пористости.
- Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не подходят для сварки под флюсом.
- Химический состав металла сварного шва сложно контролировать, так как флюсовые сплавы полностью изменят характеристики низколегированной стали.
В процессе дуговой сварки под флюсом электрод с флюсовым покрытием заменяется гранулированным флюсом и электродом без покрытия. Дуга между электродом и изделием является источником тепла и остается скрытой под слоем флюса. Этот поток защищает от атмосферного загрязнения. Процесс может быть автоматическим или полуавтоматическим.
При нажатии на спусковой крючок флюс начинает откладываться на свариваемом стыке. Холодный флюс не является проводником электричества, поэтому дуга может загореться при прикосновении электрода к основному металлу. Дугу можно зажечь, поместив стальную вату между электродом и обрабатываемым металлом и используя ток высокой частоты.
Зажигает дугу под прикрытием флюса. как только флюс нагревается и плавится, он становится высокопроводящим. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электропроводным для поддержания дуги.
Верхний слой остается неизменным и зернистым, который можно использовать повторно.Электрод непрерывно перемещается с заданной скоростью для подачи в свариваемое соединение. Расплавленный металл с электрода переносится на заготовку и осаждается. Флюс вблизи дуги плавится и смешивается с расплавленными металлами. Этот флюс образует шлак легче наплавленного металла в качестве защитного слоя. Сварной шов остается под слоем флюса и шлака, отсюда и название дуговой сварки под флюсом.
Подача электрода осуществляется непрерывно катушкой. Дуга автоматически сохраняется за счет флюса. Путешествие может управляться вручную или машиной.
Метод применения и возможности в позицияхПопулярными методами применения SAW являются Машинный метод и Автоматический метод. Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Процесс нельзя искать вручную так как невозможно управлять невидимой дугой. процесс дуговой сварки под флюсом — это процесс сварки с ограниченным положением. Ограничение связано с тем, что большие расплавленные ванны и шлак образуются из жидкости, которую трудно удерживать на месте. Им лучше всего подходит плоское положение с горизонтальным скруглением. Мы можем сваривать в 3 часа в контролируемых условиях.
Процесс невозможно использовать в вертикальном или надземном положении, поскольку он не может удерживать расплавленный металл и флюс в заданном положении.
Свариваемые металлы и диапазон их толщинЭтот процесс лучше всего подходит для сварки сталей с низким и средним содержанием углерода, низколегированных сталей с высокой прочностью, отпущенных сталей, закаленных сталей и нержавеющих сталей. Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Толщина 1,6-12,7 мм поддается сварке и не требует подготовки их кромок.
Детали конструкции соединения Металл толщиной 6,4-25,4 мм требует подготовки кромок и может сваривать за один проход. Толщина при этой процедуре практически не ограничена при использовании многопроходной техники. Горизонтальное скругление может составлять до 9Сварка толщиной 0,5 мм за один проход.Мы можем использовать те же детали конструкции соединения, что и при сварке электродом. На нем показаны различные детали соединений для первостепенного использования и производительности дуговой сварки под флюсом. Мы можем использовать конструкцию с квадратными канавками толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни конструкции шва с подкладными стержнями обязательны для удержания расплавленных металлов.
В случае более толстого металла на одном боковом шве с большой корневой поверхностью мы можем удалить подкладочный стержень. Для достижения наилучших результатов при полном проваре требуется опорный стержень.
Сварочный контур и ток Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод постоянного тока (DCEN).
Постоянное напряжение с питанием от постоянного тока популярно для ПАВ с проводом диаметром 3,2 мм и малым диаметром. Система постоянного тока обычно используется для сварки электродами диаметром 4 мм и более. Схема управления постоянным током является более сложной, поскольку она пытается копировать действия сварочного аппарата для поддержания определенной длины дуги.
Механизм подачи проволоки должен определять напряжение на дуге и удерживать электродную проволоку в дуге для поддержания напряжения.
Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.При сварке под флюсом всегда используется постоянный ток. Многоэлектродная проволока используется с дугами переменного и постоянного тока. Мы используем здесь систему постоянной мощности. Он применяет постоянное напряжение, когда двухэлектродная проволока подается в дугу, питаемую от одного источника сварочного тока. Сварочный ток при сварке под флюсом может варьироваться от 50 ампер до 2000 ампер. Самый обычный Сварка под флюсом выполняется в диапазоне 200-1200 ампер.
Скорость и качество наплавки при сваркеДуговая сварка под флюсом имеет самую высокую скорость наплавки по сравнению с другими процессами дуговой сварки. Есть четыре причины большего количества отложений при сварке под флюсом.
- Полярность
- Длинный вылет
- Флюсовые добавки
- Дополнительный электрод
Скорость осаждения самая высокая для отрицательного электрода постоянного тока (DCEN). Осаждение в переменном токе находится между DCEP и DCEN. Полярность с максимальным нагревом способствует отрицательному полюсу. Скорость наплавки при любой сварке увеличивалась с увеличением «вылета». Точка, в которой ток должен подаваться на электрод и дугу, называется вылетом. Чем длиннее вылет, тем хуже проникновение.
Мы можем увеличить скорость осаждения, добавляя металлические добавки во флюс и используя дополнительные электроды.
Металл шва, наплавленный дуговой сваркой под флюсом, имеет звериное качество. Прочность и пластичность металла сварного шва превосходят мягкую сталь и низколегированный материал. Это может произойти, когда мы используем правильную комбинацию электрода, флюса и источника питания. При дуговой сварке под флюсом, используемой машиной или автоматом, устраняется присущая человеческая ошибка, и сварка будет более равномерной и без дефектов.
Сварной валик при дуговой сварке под флюсом намного больше, чем при любой другой дуговой сварке. Подвод тепла намного выше, поэтому его охлаждение занимает больше времени. Газы имеют достаточно времени, чтобы выйти. Здесь шлак имеет меньшую плотность и всплывает к верхней части валика. Автоматический процесс обеспечивает единообразие и последовательность.
Неполадки во время сварки под флюсом- Проблем много, но одна из них – искривление электродной проволоки на выходе из сопла и горелки. Кривизна проволоки не будет откладываться в том месте, где она должна быть отложена. Если вы выполняете сварку в глубокой канавке, отложение происходит в стенке, а не в корне, что приводит к неполному сплавлению корня. Он может задерживать флюс в корне сварки.
- Соблюдение точного размера сварного шва и слепое заполнение разделки под сварку может оказаться непростой задачей. Мы можем переусердствовать, наложив дополнительный шов, или недоделать, сделав меньше наплавки. Обученный сварщик справится с этой проблемой.
- Другой проблемой является растрескивание осевой линии. Чрезвычайно большой однопроходный шов может захватывать примеси и при затвердевании собирает их, что приводит к растрескиванию по центральной линии. Это возможно при однопроходной плоской галтели под углом 45 градусов. Многократные проходы могут избежать его или изменить угол на 10 градусов.
- Чрезмерная твердость сварного шва выше 225 по Бринеллю возникает из-за твердого сварного шва в углероде, быстрого охлаждения, неадекватной обработки после сварки. Этому может способствовать избыток сплава в электроде.
- Дефект может возникать в начале и в конце, что можно контролировать, используя выступ для начала и остановки, а не на изделии.
Переменные сварки аналогичны другим процессам дуговой сварки, за несколькими исключениями. Мы выбираем тип электрода и флюс в соответствии с металлом для сварки.
Сварочный ток Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.К важным переменным, влияющим на сварочный нагрев, относятся сварочный ток, напряжение и скорость перемещения. Сварочный ток имеет первостепенное значение, так как при однопроходном шве ток должен быть достаточным для достаточного провара без прогорания основного металла.
Чем выше ток, тем глубже проникновение. Многопроходная сварка требует, чтобы сила тока соответствовала размеру сварного шва в каждом проходе. Размер электрода может быть параметром для выбора силы тока для сварки.
Напряжение дугиИзменение напряжения дуги находится в узких пределах. Это влияет на ширину и форму валика, так как при более высоком напряжении дуги валик будет плоским и широким.
Чрезвычайно высокое напряжение дуги может вызвать растрескивание, так как чрезмерное плавление флюса с избытком раскислителей переносится в зону сварки для снижения пластичности. Больше флюса потребляется при высоком напряжении дуги. Низкое напряжение создает более жесткую дугу для улучшения проникновения в глубокую канавку. Низкое напряжение приводит к узкому валику с высокой вершиной и затрудненному удалению шлака.
Скорость перемещенияСкорость перемещения влияет на валик сварного шва и проплавление. Чем выше скорость, тем тоньше валик с меньшим проникновением. Это идеальная ситуация для листового металла, где требуется небольшой валик с минимальным проникновением. Слишком высокая скорость может привести к образованию подрезов и пористости из-за более быстрого замораживания.
Второстепенные переменные Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.Угол наклона электрода, рабочий угол, толщина слоя флюса и расстояние между наконечником тока и дугой (вылет). Нормальное расстояние между наконечником и дугой составляет 25-38 мм.
Увеличение вылета увеличивает скорость наплавки. Мы должны рассмотреть этот фактор подробно для лучших результатов.
Вылет проволоки должен быть примерно в 8 раз больше диаметра проволоки.
Глубина флюсаТонкий слой флюса вызовет большее искрение и вспышку дуги, вызывающую пористость. Тяжелый флюс вызовет узкий и горбатый сварочный валик. Небольшие примеси во флюсе оставляют следы на валике.
Советы по сварке под флюсомСитуация кругового сварного шва, когда детали вращаются под неподвижной головкой. Потребность в сварке может быть по внутреннему или внешнему диаметру. Большая расплавленная ванна со шлаком перемещается в процессе сварки под флюсом.
Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.Сварка под наклоном и под уклоном дает разные контуры сварного шва. На спуске буртик будет иметь меньшее проникновение и будет шире. В гору производится глубокое проникновение с узким бортиком.
Односторонняя сварка с полным проплавлением корня возможна при сварке под флюсом. При соединении с узким корнем и большой гранью используют большой ток с положительным электродом. Минимальная поверхность с широким основанием требует опорного стержня, так как там нет ничего, что могло бы поддерживать расплавленный металл.
Медные опорные стержни являются полезным оборудованием при сварке тонкой стали.
Уголок проволоки Варианты процесса сварки под флюсом Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.- Существует множество вариантов процесса, которые расширяют возможности дуговой сварки под флюсом. Вот несколько распространенных вариантов:
- Тот же источник питания для двухпроводной системы
- Отдельный источник питания для двухпроводной системы
- Отдельный источник питания для трехпроводной системы
- Поверхностный ленточный электрод
- Добавление железа к флюсу
- Длинный вылет
- Холодная сварочная проволока, электрическая
Многопроволочная система – Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. При использовании одного источника питания для обоих электродов используется один и тот же приводной ролик.
При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.Двухпроводная тандемная система – Это положение электрода требуется, если требуется экстремальное проникновение. Передний электрод здесь положительный, а задний электрод отрицательный. Первый электрод выполняет копание, а второй электрод заполняет шов. В случае, если две дуги постоянного тока расположены близко друг к другу, возникает тенденция интерференции дуг.
Система для сварки полос – Используется для сварки низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Мы используем его для наплавки внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали.
В нем используется механизм подачи ленточной проволоки со специальным флюсом.Железная основа под флюсом – Мы можем увеличить отложение, добавив материал железной основы в шов под слоем флюса. Железо расплавится здесь и станет частью металлического сварного шва. Отложение металла увеличивается без ухудшения свойств основного материала.
Холодная присадочная проволока – Электрически холодная присадочная проволока может быть добавлена в виде специального сплава для улучшения осаждения металла. Улучшает свойства наплавляемого материала. Здесь можно использовать порошковый электрод.
Материал, используемый при сварке под флюсомСварочный флюс и расходуемая электродная проволока — это материалы, используемые при сварке под флюсом. Слой флюса защищает как дугу, так и расплавленный металл от атмосферных примесей кислорода и азота. Обладает свойствами поглотителя и раскислителя, удаляя эти примеси из сварочной ванны.
Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.Флюс при плавлении образует шлак, который можно легко отслаивать без особых усилий. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Они разрабатывают потоки для некоторых конкретных применений. Эти потоки бывают разных размеров, а частицы предназначены для конкретного применения.
ЗаключениеИспользуется процесс дуговой сварки под флюсом для сварки тяжелых металлов и тяжелых конструкций. Самый быстрый и прочный процесс дуговой сварки с лучшими скоростями наплавки. Сварка под флюсом — это процесс сварки, выбранный в соответствии с потребностями проекта. Всякий раз, когда вам нужно выполнить тяжелую сварку в производстве, трубах, котлах и рельсах, аппарат для дуговой сварки под флюсом — ваш выбор.
Теперь твоя очередь задать мне вопрос. Мы готовы оказать любую помощь в выборе.
Часто задаваемые вопросыДля чего используется процесс сварки пилой?
Отрасли, где требуется длинная сварка толстых сталей. Процесс включает в себя выполнение соединения между стальными компонентами с использованием электрической дуги, погруженной под слой флюса.
Почему дуговая сварка под флюсом называется сваркой под флюсом?
Процесс показывает, как дуга и зона сварки покрываются слоем флюса. Он погружен под флюс. Он становится электропроводным при нагревании и помогает в создании дуги.
Какой тип электрода используется при сварке пилой?
В дуговой сварке под флюсом используются два материала. Сварочный флюс и расходуемая электродная проволока. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот.
Какие ограничения существуют при сварке пилой?
Есть несколько основных ограничений: сварку можно выполнять в одном плоском положении.
Расплавленный металл делает его пригодным только для позиций 1F, 1G и 2F. Он также непригоден для тонких металлов.Какой тип электрода используется при сварке под флюсом?
Используются как положительный постоянный ток (DCEP), так и отрицательный постоянный ток (DCEN). Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой диаметром 3,2 мм и маленькими.
Справочные материалы по дуговой сварке под флюсом
Дуговая сварка под флюсом – Википедия
Дуговая сварка под флюсом pdf0681
Представляет работу источников переменного и постоянного тока. Обучает полярности, нагреву и электродам для использования при соединении различных металлических сплавов в процессе дуговой сварки. Занимается наплавкой, стыковыми и угловыми швами во всех положениях, оценкой качества сварки посредством визуального осмотра. Особое внимание уделяется технике безопасности. Часть I II.
Лекция 2 часа. Лаборатория 3-12 часов.
Всего 5-14 часов в неделю. 3-6 кредитов
- WEL 31 — Введение в дуговую сварку вольфрамовым электродом в газе
Знакомит с практическими операциями по использованию вольфрамовой дуговой сварки и оборудования, операциями, методами безопасности в различных положениях, защитными газами, присадочными стержнями, вариантами процесса и их применением.
Лекция 2 часа. Лаборатория 3-12 часов. Всего 5-14 часов в неделю.
3-6 кредитов
- WEL 32 — Введение в дуговую сварку металлическим газом
Знакомит с практическими операциями по использованию газовой дуговой сварки и оборудования, методами безопасности при работе в различных положениях, защитными газами, присадочными стержнями, вариантами процесса и их применением.
Лекция 2 часа. Лаборатория 3-12 часов.
Всего 5-14 часов в неделю. 3-6 кредитов
- WEL 99 — контролируемое исследование
Задает задачи для самостоятельного изучения с учетом предыдущих инструкций и под наблюдением инструктора.
Можно повторить за кредит. Переменные часы.
1-5 кредитов
- WEL 100 — Основы сварки
Представляет дуговую и газокислородную сварку и резку. Предоставляет основные принципы соединения черных и цветных металлов, процессов сварки и резки, эксплуатации оборудования и техники безопасности с акцентом на процедуры сварки и резки.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 110 — Сварочные процессы
Знакомит виды сварки, их преимущества и недостатки.
Указывает на влияние сварных швов на обрабатываемые металлы. Обеспечивает практику и демонстрацию сварки.Лекция 2 часа. Лаборатория 3 часа. Всего 5 часов в неделю.
3 кредита
- WEL 115 — Дуговая и газовая сварка
Представлены методы дуговой и газовой сварки. Обсуждает безопасность, общие методы сварки и влияние сварки на металлы.
Лекция 2 часа. Лаборатория 3 часа. Всего 5 часов в неделю.
3 кредита
- WEL 116 — Сварка I (оксиацетилен)
Обучает кислородно-ацетиленовой сварке и резке, включая безопасность оборудования, процедуры сварки, пайки и пайки, а также процедуры резки.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 117 — Газокислородная сварка и резка
Знакомит с историей кислородно-ацетиленовой сварки, принципами сварки и резки, номенклатурой оборудования, разработкой сварочной ванны, спуском плоских швов и стыковой сваркой в различных положениях.
Объясняет серебряную пайку, серебряную и мягкую пайку, а также правила техники безопасности при использовании инструментов и оборудования.Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 120 — Введение в сварку
Знакомит с историей сварочных процессов. Охватывает типы оборудования и сборку узлов. Подчеркивает такие процедуры сварки, как плавление, неплавление и резка оксиацетиленом. Внедряет дуговую сварку и плазменно-дуговую резку. Делает акцент на процедурах использования инструментов и оборудования.
Лекция 1-2 часа. Лаборатория 2-3 часа. Всего 3-5 часов в неделю.
2-3 кредита
Подробный план WEL 120 (только для преподавателей и сотрудников VCCS)
- WEL 121 — Дуговая сварка
Изучение работы источников питания переменного и постоянного тока, тепла сварки, полярности и электродов для использования при соединении различных сплавов в процессе SMAW.
Охватывает сварные швы в различных типах соединений и различных положениях сварки. Особое внимание уделяется технике безопасности.Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 122 — Сварка II (электрическая дуга)
Преподает электродуговую сварку, включая виды оборудования, выбор электродов, защитное оборудование и процедуры, а также принципы и методы сварки.
Лекция 1-2 часа. Лаборатория 3 часа. Всего 4-5 часов в неделю.
2-3 кредита
- WEL 123 — Дуговая сварка в защитном металле (базовая)
Обучает работе с источниками переменного и постоянного тока, полярности сварки, нагреву и электродам для использования при соединении различных металлических сплавов в процессе дуговой сварки. Работает со швами, стыковыми и угловыми швами во всех положениях.
Особое внимание уделяется технике безопасности.Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 124 — Дуговая сварка в защитном металле (расширенный)
Продолжает инструктаж по эксплуатации источников переменного и постоянного тока, полярности сварки, нагреву и электродам для использования при соединении различных металлических сплавов в процессе дуговой сварки. Работает со швами, стыковыми и угловыми швами во всех положениях. Особое внимание уделяется технике безопасности.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 126 — Сварка труб I
Обучает процессам дуговой сварки металлическим электродом, включая сварку напорных трубопроводов в горизонтальном, вертикальном и горизонтальном фиксированных положениях в соответствии с разделом IX кода ASME.
Лекция 2-3 часа. Лаборатория 3 часа. Всего 5-6 часов в неделю.
3-4 кредита
- WEL 127 — Сварка труб II
Обучение сварке напорных трубопроводов в горизонтальном, вертикальном и фиксированном положениях.
Лаборатория 9 часов в неделю.
3 кредита
- WEL 130 — Сварка в среде инертного газа
Знакомит с практическими операциями по использованию дуговой сварки в среде инертного газа. Обсуждается оборудование, меры безопасности, методы сварки в различных положениях, технологические применения, а также ручная и полуавтоматическая сварка.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 135 — Сварка в среде инертного газа
Знакомит с практическими операциями по использованию дуговой сварки в среде инертного газа. Изучает работу оборудования, настройку, безопасность и практику GMAW (MIG) и GTAW (TIG).
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 136 — Сварка III (инертный газ)
Изучение процедур и методов работы с вольфрамом и металлическим инертным газом, включая принципы работы, защитные газы, присадочные стержни, варианты процессов и применения, ручную и автоматическую сварку, оборудование и безопасность.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 141 — Квалификационные испытания сварщиков I
Изучает технику и практику контроля сварных соединений разрушающим и неразрушающим контролем. Часть I II.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 145 — Металлургия сварки
Изучает классификации сталей, методы термической обработки, свойства черных и цветных металлов.
Обсуждаются методы и практика контроля сварных соединений, разрушающего/неразрушающего, визуально-магнитного и люминесцентного контроля.Лекция 2-3 часа. Лаборатория 1-2 часа. Всего 3-5 часов в неделю.
3-4 кредита
- WEL 146 — Контроль качества сварки
Обучает методам и методам контроля и интерпретации результатов испытаний и измерений. Включает радиографические испытания соединений неограниченной толщины, сваренных в положениях 3G и 4G.
Лекция 2 часа. Лаборатория 3 часа. Всего 5 часов в неделю.
3 кредита
- WEL 150 — Сварочный чертеж и интерпретация
Обучает основам, необходимым для успешного черчения применительно к сварочной промышленности. Включает чтение чертежей, геометрические принципы черчения и рисования от руки, основные принципы орфографической проекции, подготовку чертежей и интерпретацию символов.
Лекция 2-3 часа в неделю.
2-3 кредита
- WEL 160 — Газовая дуговая сварка
Представляет полуавтоматические процессы сварки с упором на практическое применение. Включает изучение присадочных проволок, флюсов и газов.
Лекция 2 часа. Лаборатория 3-6 часов. Всего 5-8 часов в неделю.
3-4 кредита
- WEL 195 — Темы в
Предоставляет возможность изучить тематические области, представляющие интерес для учащихся или необходимые им.
Может также использоваться для специальных курсов с отличием. Можно повторить за кредит. Переменные часы.
1-5 кредитов
- WEL 198 — Семинар и проект
Требуется завершение проекта или исследовательского отчета, связанного с профессиональными целями учащегося, и изучение подходов к выбору и поиску карьерных возможностей в этой области.
Можно повторить за кредит. Переменные часы.
1-5 кредитов
- WEL 199 — контролируемое исследование
Задает задачи для самостоятельного изучения с учетом предыдущих инструкций и под наблюдением инструктора.
Можно повторить за кредит. Переменные часы.
1-5 кредитов
- WEL 290 — Совместная стажировка
Руководит обучением без отрыва от работы в выбранных коммерческих, промышленных или сервисных фирмах, координируемых колледжем.
Соотношение кредит/практика не должно превышать 1:5 часов. Можно повторить за кредит. Переменные часы.
1-5 кредитов
- WEL 298 — Семинар и проект
Требуется завершение проекта или исследовательского отчета, связанного с профессиональными целями учащегося, и изучение подходов к выбору и поиску карьерных возможностей в этой области.
Можно повторить за кредит. Переменные часы.
1-5 кредитов
Найдите все курсы, предлагаемые муниципальными колледжами Вирджинии, и просмотрите предметы и курсы во всех колледжах. Просмотрите описание каждого отдельного курса, сводку содержания и расписание в Вирджинии. Найдите колледжи, которые предлагают курс, а также время и место его проведения.
- Полный список тем
- Поиск и просмотр курсов дистанционного обучения
Поиск ключевой информации о программах и специальностях муниципальных колледжей Вирджинии. Просмотрите все типы степеней и учебные программы, предлагаемые общественными колледжами Вирджинии. Сосредоточьтесь на конкретной программе, и представлены все возможные специальности. Сосредоточьтесь на специальности и просмотрите все общественные колледжи в Вирджинии, предлагающие эту учебную программу.
- Полный список программ
Сосредоточьтесь на курсах и программах, предлагаемых определенными колледжами.
Найдите и просмотрите конкретные курсы и программы в интересующем вас колледже.Разработка новой сварочной горелки для подводной сварки | OTC Offshore Technology Conference
Skip Nav Destination
- Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
- Делиться
- MailTo
- Твиттер
Получить разрешения
- Поиск по сайту
Citation
Кориатт Г. и Р. Рогген. «Разработка новой сварочной горелки для подводной сварки».
Документ, представленный на конференции по морским технологиям, Хьюстон, Техас, апрель 1979 г. - Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
- –
при диссоциации воды в зоне дуги образуется атомарный и молекулярный водород, что увеличивает уровень водорода и, следовательно, риск образования водородных трещин;
- –
быстрое охлаждение сварного шва в присутствии воды приводит к дополнительным локальным закалочным эффектам, которые могут увеличить твердость в сварном шве и зоне термического влияния;
- –
наличие и быстрое испарение воды влияет на стабильность дуги, что может вызвать пористость.
- 1 Что такое дуговая сварка под флюсом (SAW)?
- 1.0.1 Diagram of submerged arc welding:
- 2 Applications
- 3 Machine parts of SAW
- 3.0.1 Submerged arc welding machine:
- 4 Working principles of SAW
- 4.0.1 Посмотрите видео ниже, чтобы узнать, как работает SAW:
- 4.1 Подпишитесь на нашу рассылку
- 5 Преимущества и недостатки дуговой сварки под флюсом
- 5.1 Преимущества:
- 5.2 Недостатки
- 5.3 Пожалуйста, поделитесь!
- Сварочная головка: подает флюс и присадочный металл к сварному шву.
- Бункер для флюса: помогает хранить флюс и регулирует скорость осаждения флюса на сварной шов. Флюс
- : гранулированный флюс защищает сварной шов от атмосферного загрязнения. Он также очищает металл шва и модифицирует его химическое загрязнение. Хотя некоторые другие процессы дуговой сварки, такие как MIG, SMAW предлагают это.
- Электрод: присадочный материал – стандартная проволока, а также другие специальные формы. Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
- Расходуемый электрод
- Источники питания
- Гранулированный флюс
- Основной металл
- Держатель электрода
- Высокая скорость наплавки.
- Процесс автоматизирован.
- Получается меньше дыма.
- Тренировка Edge не требуется.
- Можно проводить в помещении и/или на улице.
- Отсутствие искр оксида, так как он погружен во флюсовую оболочку.
- Процесс незавершен для некоторых металлов.
- Может быть несовершенен для прямых швов сосудов и труб.
- Использование Flux может быть утомительным.
- Из-за флюса может возникнуть проблема со здоровьем.
- Удаление шлака желательно после сварки.
- Эта сварка была впервые изобретена в 1940 году для сварки алюминия и других цветных металлов.
- Этот процесс может быть полуавтоматическим или автоматическим.
- В качестве защитного газа используются аргон и гелий, поскольку эти два газа наиболее экономичны и инертны.
- Перенос металла при сварке MIG происходит четырьмя основными способами: шаровидным, методом короткого замыкания, распылением и импульсным распылением. Каждый метод имеет свои характерные свойства, преимущества и соответствующие ограничения.
- A Блок подачи проволоки: Обеспечивает непрерывную подачу металлического электрода во время сварки.
- A Сварочный источник питания : Это источник постоянного напряжения, одна клемма которого подключена к сварочной горелке, а другая подключена к заготовке через зажимное устройство.
- A Сварочная электродная проволока : Это металлическая проволока, которая используется в качестве металлического электрода при сварке GMAW.
- A Подача защитного газа: Это баллон, который содержит защитный газ аргон или гелий.
- Что такое дуговая сварка? Как работает дуговая сварка?
- Что такое процесс сварки TIG или дуговая сварка вольфрамовым электродом в газе (GTAW)
- Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
- Полуавтоматический держатель с воздушным охлаждением: Этот тип держателя использует сжатый воздух для поддержания температуры на требуемом уровне. Он использует токи низкого уровня для создания соединений внахлестку и встык.
- Полуавтоматический с водяным охлаждением: Работает так же, как и держатель, но разница в том, что для охлаждения используется вода вместо сжатого воздуха. При этом используется более высокий уровень тока для сварки Т-образных или угловых соединений.
- Автоматический электрододержатель с водяным охлаждением: Это типичный электрододержатель, который используется с автоматическим оборудованием.
- Аргон и гелий являются инертными и наиболее экономичными защитными газами, используемыми при сварке MIG. Чистый аргон и гелий используются для сварки цветных металлов.
- Полуинертные газы представляют собой смеси углекислого газа, азота, водорода и кислорода в аргоне.
- В процессе сварки MIG электродная проволока из блока подачи проволоки и подачи защитного газа присоединяется к сварочному пистолету. Положительная клемма источника питания постоянного тока подключается к сварочному пистолету, а отрицательная клемма подключается к зажиму.
- Зажим крепится к соединяемой детали. Сварочный пистолет подносится к заготовке, и при нажатии на спусковой крючок на конце сварочного пистолета возникает дуга. Образующаяся дуга плавит электродную проволоку, и она осаждается между двумя соединяемыми металлическими деталями, образуя сварной шов без шлака.
- При возникновении дуги также начинает распространяться защитный газ. Он защищает сварной шов от реакции с атмосферным воздухом и предотвращает его загрязнение.
- Сварной шов, образованный при дуговой сварке металлическим газом, не содержит шлака. Это чистый и эффективный процесс.
- Это процесс сварки GMAW или MIG.
- Более быстрый процесс сварки.
- Имеет большую скорость осаждения.
- Обеспечивает лучшую видимость сварочной ванны.
- После завершения процесса сварки требуется меньше очистки.
- Оператор средней квалификации может легко управлять сваркой MIG.
- Этому можно легко научиться без особых усилий.
- Отсутствие присадочного металла. Сам расходуемый металлический электрод работает как присадочный металл.
- Процесс сварки MIG можно легко автоматизировать.
Расширенный поиск
АННОТАЦИЯ
Для подводной сварки разработан новый полуавтоматический сварочный пистолет. Принцип заключается в создании безводной зоны внутри быстро вращающейся прозрачной полости в форме колокола. Таким образом, в вихревой зоне может поддерживаться среда защитного газа, что обеспечивает подходящие условия для выполнения сварочных работ во всех положениях. Были выполнены стыковые и угловые швы на листах толщиной до 1 дюйма. Полученные обнадеживающие результаты указывают на возможность широкой области применения на морских сооружениях и на верфях, где требуется ручная или автоматизированная сварка хорошего качества.
В документе описывается концептуальный дизайн системы, принятые процедуры испытаний и обобщаются наиболее важные результаты, полученные в лаборатории и в условиях гипербарических испытаний.
ВВЕДЕНИЕ
Техника мокрой подводной сварки за последние несколько лет достигла определенного прогресса, в основном за счет разработки новых электродов с покрытием; подходит для работы в присутствии воды. Тем не менее наличие воды в зоне сварки ограничивает качество сварных швов по следующим причинам:
По этим причинам большие подводные работы по сухой сварке, например, на трубопроводах в морской нефтегазовой промышленности, обычно выполняются в сухой среде. Установка таких камер вокруг свариваемых участков трубопровода является трудоемкой и дорогостоящей операцией.
В последние годы был разработан ряд устройств, которые используются с разной степенью успеха. Они заключаются в выполнении сварки в небольшой сварочной камере, снабженной средой защитного газа и герметизированной либо с помощью гибких или губчатых уплотнений, либо путем подачи струи воды через кольцевое сопло, окружающее пистолет. Как будет объяснено ниже, ни одна из этих систем не оказалась по-настоящему успешной при повседневных подводных сварочных работах, что привело нас к рассмотрению новых подходов к подводной сварке в достаточно сухих условиях с прочным, надежным и легким ручной инструмент.
Принцип заключается в создании безводной зоны внутри быстро вращающейся прозрачной полости в форме колокола. Таким образом, в вихревой зоне может поддерживаться защитная газовая среда, обеспечивающая подходящие условия для выполнения сварочных работ во всех положениях (см. рис. 1).
Патенты на этот процесс поданы в нескольких промышленно развитых странах.
Ключевые слова:
расстояние раструба, полость, сварочный пистолет, добыча нефти и газа, характеристика, сварка, дуга, сварка, скорость провода, сборка
Этот контент доступен только в формате PDF.
Вы можете получить доступ к этой статье, если купите или потратите загрузку.
У вас еще нет аккаунта? регистр
Просмотр ваших загрузок
Дуговая сварка под флюсом (SAW): применение, работа, детали
Сегодня я буду обсуждать определение, применение, схему, оборудование, работу, преимущества и недостатки дуговой сварки под флюсом (SAW). Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!
Подробнее: Принципы работы дуговой сварки порошковой проволокой
Содержание
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом — это еще один тип процесса дуговой сварки, в котором используется плавящийся трубчатый электрод с непрерывной подачей. Может работать в автоматическом или механизированном режиме. Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.
В этом процессе сварки зона дуги и сварочная ванна защищены от атмосферного загрязнения за счет слоя гранулированного флюса, состоящего из извести, кремния, оксида марганца, фторида кальция и некоторых других соединений. Расплавленный флюс становится проводящим и создает ток между электродами и основным металлом. Толстый слой флюса полностью покрывает металл, предотвращая искры и брызги, а также защищая от интенсивного ультрафиолетового излучения и дыма, которые являются частью процесса сварки.
SAW был первым патентом в 1935 году и касался электрической дуги под слоем гранулированного флюса. Первоначально он был разработан Джонсом, Кеннеди и Ротермундом.
Схема дуговой сварки под флюсом:
Подробнее: Дуговая сварка в среде защитного газа (SMAW)
Области применения
Ниже приведены области применения SAW: ). Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.
Дуговая сварка под флюсом может использоваться для сварки сосудов под давлением, таких как котлы.
Много структурных чертежей, труб, землеройных инструментов, кораблестроения, строительства железных дорог и локомотивов.
Наконец, дуговая сварка под флюсом может использоваться для ремонта деталей машин.
Этот процесс имеет некоторые особенности, которые отличают его от других процессов дуговой сварки, в том числе:
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Детали машин SAW
Дуговая сварка под флюсом состоит из основных частей или оборудования, таких как сварочная головка, бункер для флюса, флюс, блок подачи электродной проволоки, электрод и флюс. блок восстановления. Сварочная головка может быть использована для подачи наполнителя, а также флюса в сварное соединение. Другие общие части аппарата включают:
Аппарат для дуговой сварки под флюсом:
Подробнее: Понимание электрошлаковой сварки
Принципы работы SAW
Как и другие процессы дуговой сварки, SAW также передает ток на электрод от сварочного аппарата переменного или постоянного тока. Он отдельно наносит флюс в зону сварки перед соединением. Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,
С заданной скоростью электрод непрерывно подается в соединение. В то время как в полуавтоматических сварочных установках сварка производится вручную вдоль стыка. В автоматическом режиме отдельный привод перемещает либо сварочную головку над неподвижным изделием, либо изделие вращается под неподвижной сварочной головкой.
Подробнее: Знакомство с плазменно-дуговой сваркой (PAW)
Посмотрите видео ниже, чтобы узнать о работе SAW:
Подпишитесь на наш информационный бюллетень
Подробнее: Знакомство с дуговой сваркой шпилек и ее методами
Преимущества и недостатки дуговой сварки под флюсом
Преимущества:
Ниже приведены преимущества сварки под флюсом:
Недостатки
Несмотря на хорошие преимущества SAW, все же имеют место некоторые ограничения. Ниже приведены недостатки SAW:
Подробнее: Понимание приварки шпилек
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, оборудование, работа, преимущества и недостатки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Что такое процесс сварки MIG или GMAW (дуговая сварка металлическим газом)?
В этой статье мы узнаем, что такое процесс сварки MIG или GMAW (дуговая сварка металлическим газом). Мы также узнаем его оборудование, принципы работы, работу, преимущества и недостатки с приложением. Это наиболее универсальный процесс, в основном используемый во всех типах обрабатывающей промышленности.
Что такое сварка MIG?
MIG (металл в инертном газе) или дуговая сварка металлическим электродом в газе (GMAW) — это процесс сварки, в котором расходуемый металлический электрод используется для создания электрической дуги для соединения металлических деталей вместе в среде защитного газа. Защитный газ защищает сварной шов от атмосферных загрязнений. Для создания дуги используется источник постоянного напряжения постоянного тока.
Принципиальная схема процесса сварки GMAW или MIG
Основное оборудование
Различное оборудование, которое используется в процессе сварки GMAW или MIG: подача защитного газа.
Читайте также:
Принцип работы
В основе процесса сварки MIG лежит использование расходуемого металлического электрода для создания дуги между металлическим электродом и заготовкой. Образующаяся таким образом дуга создает большое количество тепла, и это тепло используется для соединения двух металлических деталей. Весь процесс происходит в среде защитного газа (аргона или гелия) для защиты сварного шва от атмосферного загрязнения.
Тип инструмента
При дуговой сварке в среде защитного газа чаще всего используются электрододержатели
Источник питания
В процессе сварки MIG или GMAW чаще всего для сварки используется источник постоянного напряжения постоянного тока. Он также может использовать системы постоянного тока и переменного тока.
Защитный газ:
Защитные газы бывают двух типов: инертные и полуинертные. Защитные газы, которые используются при сварке MIG: