
Как правильно варить полуавтоматом — Будівельний портал ПрофіДОМ
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее — это отдельная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика.
Обзор технологии сварки
MIG/MAG — это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа. Проволока подаётся автоматически, при этом, скорость подачи корректируется, в соответствии с действующей силой сварочного тока. Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако, сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:
Существует два механизма переноса металла:
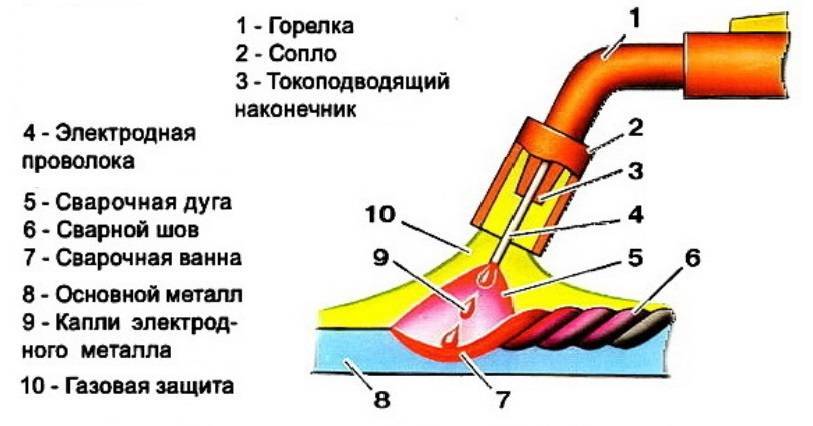
Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением. Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область. При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок.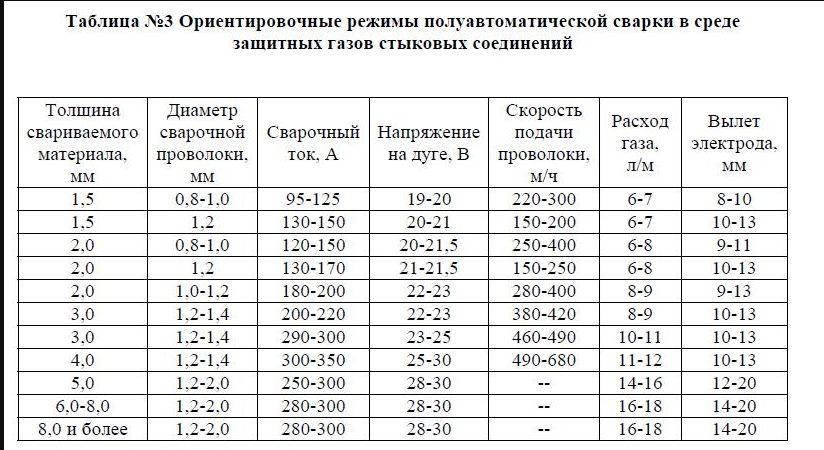 Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна. Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием. Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.
Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома.
Здесь, необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также, для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок. Также, для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.
Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.
Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности, алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием. Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов. Из-за этого, при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Из-за этого, при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.
Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе
Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.
Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник. Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки. Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.
Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.
(Окончание следует)
Детальніше в цій категорії:
« Какую технику Caterpillar презентовали на выставке Mining World 2018
Как правильно варить полуавтоматом.
вгору
Как правильно варить полуавтоматом и проволокой
О чем статья:
Как правильно варить полуавтоматом и проволокой
Перед началом сварки необходимо правильно подготовить полуавтомат. В первую очередь нужно поставить катушку со сварочной проволокой на штифт тормозного барабана, после чего отрегулировать прижимной винт.
Регулировку прижимного винта нужно осуществлять таким образом, чтобы полностью избавиться от инерции и радиального люфта при вращении. Затем необходимо подрегулировать направляющий ролик под диаметр используемой сварочной проволоки.
Не стоит забывать о том, что механизм подачи проволоки должен быть чистым. Поэтому перед началом сварки полуавтоматом нужно протереть его куском чистой ткани. После этого можно опускать прижимной ролик. При этом сварочная проволока не должна чрезмерно проскальзывать или сильно прижиматься.
Как протянуть сварочную проволоку в газовую горелку
После установки катушки с проволокой, конец необходимо будет продеть в раструб штекера газовой горелки. Делать это следует только при выпрямленном шланге. Протяжка проволоки по сварочному рукаву осуществляется путем нажатия соответствующей кнопки.
Делать это следует только при выпрямленном шланге. Протяжка проволоки по сварочному рукаву осуществляется путем нажатия соответствующей кнопки.
Предварительно перед тем, как протянуть проволоку нужно будет снять токосъёмный наконечник. Только после того, как сварочная проволока будет выглядывать из сопла горелки не менее чем на 3-5 см, наконечник можно будет вернуть на свое законное место.
На этом практически все, остается открыть вентиль газового баллона, настроить редуктор и расход газа.
Подготовка деталей перед свариванием
Как и в дуговой сварке, при сварке полуавтоматом также необходимо уделить внимание подготовке металла. Чтобы шов получился гладким и без изъянов, металл нужно очистить щёткой от ржавчины.
Особенно это касается стыков заготовок, между которыми не должно быть зазора более одного миллиметра. Также на металле не должно быть следов краски или масла, которые сильно затруднят сварку полуавтоматом.
Как правильно варить полуавтоматом
При сварке полуавтоматом горелку нужно удерживать под углом в 45-60 градусов, осуществляя движение проволокой вперед. Расстояние от сопла горелки до поверхности металла должно составлять 1-2 см.
Расстояние от сопла горелки до поверхности металла должно составлять 1-2 см.
Техника сварки полуавтоматом достаточно проста, намного проще, чем дуговая сварка. При движении горелкой нужно совершать небольшие колебательные движения из стороны в сторону. Ширина сварного шва при этом зависит от толщины свариваемых заготовок.
В тот момент, когда шов заканчивается, нужно немного подать горелку в обратном направлении, чтобы заварить кратер. После заполнения кратера металлом следует отпустить кнопку на горелке, после чего произойдёт разрыв сварочной дуги.
Особенно нужно уделять внимание скорости подачи проволоки. Скорость нужно подбирать, таким образом, чтобы металл равномерно плавился и заполнял собой сварочную ванну, а сварщик при этом имел бы полный контроль над данным процессом.
Если скорость подачи проволоки полуавтоматом слишком маленькая, то сварочная дуга будет все время прерываться. При этом будет возникать соответствующий треск. При слишком высокой скорости подачи проволоки по краям сварочный шов будет чрезмерно толстым и некрасивым.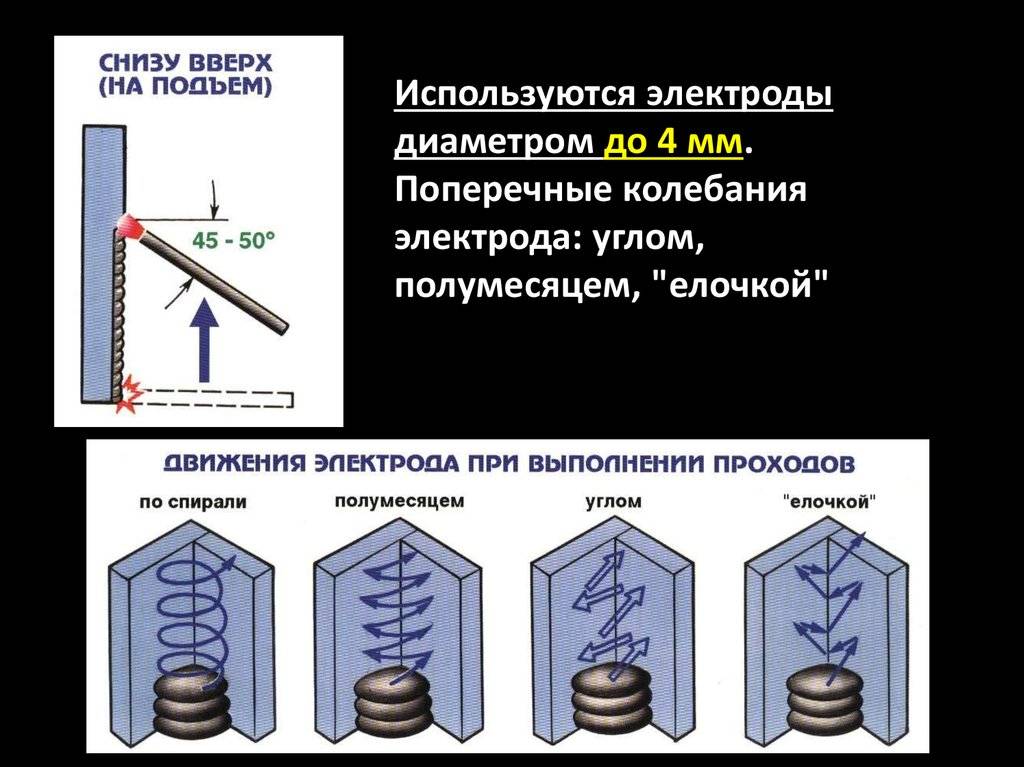
Технологии сварки | Городской колледж Фресно
Технология сварки подготовит вас к работе в области сварки и изготовления металлов. Специальная подготовка проводится при процедурах сертификации сварки и изготовления металлоконструкций и/или труб и конструкционной стали, включая процессы MIG, TIG, сварки методом сварки и сварки труб.
Вариант изготовления металлических изделий включает обучение проектированию и изготовлению металлических изделий с помощью сварки. Будут обучать навыкам проектирования, производственных процессов, технологий производства и оценки стоимости материалов.
Сертификация труб и конструкционной стали включает предварительную подготовку техников по сварке конструкционных сталей и труб. Акцент делается на развитии навыков сертификационного уровня в использовании процедур дуговой сварки защищенным металлом и дуговой сварки с флюсовой проволокой, используемых при изготовлении компонентов мостов, зданий и систем сосудов высокого давления.
На протяжении всей программы вы готовитесь к отраслевым сертификатам AWS.
Узнайте о наших программах
Обзор сварки (0:50)
Программы сварки (3:32)
10 — Welding Fall ’18 30 — Сварка Осень ’18 39 — Сварка Осень ’18 82 — Сварка Осень ’18 406 — Сварка IMG_7994
Градусов
- Технология сварки, варианты изготовления металла (F.
 8371.AS)
8371.AS) - Технология сварки, сертификация труб и конструкционной стали (F.8375.AS)
Сертификаты
- Автоматизированные сварочные системы (F.8377.CA)
- Технология сварки, вариант изготовления металла (F.8371.CA)
- Технология сварки, сертификация труб и конструкционной стали (F.8375.CA)
- Технология сварки, проектирование и производство сварочных работ (F.8374.CA)
- Технология сварки, многопроцессорная сварка (F.8373.CA)
- Предпринимательство в области сварки и производства (F.8376.CA)
Присоединяйтесь сейчас
Чтобы узнать больше о программе и курсах по технологии сварки, обратитесь к консультанту по прикладным технологиям.
- Арви Джилл, советник AT Perkins — Назначьте встречу с Арви Джилл
- Ди Энн Гошгарян, советник AT — Назначить встречу с Ди Энн Гошгарян
- Мэтт Супанчич, советник AT — Назначить встречу с Мэттом Супанчичем
- Онейда Эскобар, советник AT — Назначить встречу с Онейдой Эскобар
В отделе прикладных технологий есть консультанты, которые помогут учащимся составить учебный план для получения степени или сертификата в области сварочных технологий.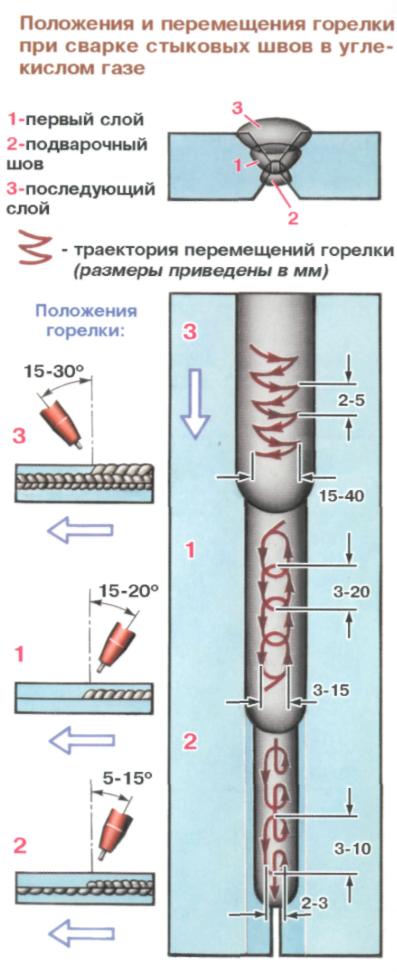
Курсы и информация
Рекомендуемые курсы см. в Каталоге. Чтобы увидеть предстоящие запланированные занятия, см. Расписание занятий.
Стоимость обучения в Калифорнийском муниципальном колледже составляет 46 долларов США за единицу.
Учащийся может выбрать один из четырех сертификатов, доступных в рамках программы WELD:
1. Автоматизированные сварочные системы — Специальность № 8377 — Сертификат достижения
i. WELD-3A Проектирование и изготовление сварочных работ 5,0 единиц
ii. WELD-3B Проектирование и изготовление промежуточных сварочных работ 5,0 ед.
iii. WELD-5A Автоматизированная сварка IV. WELD-5B Advanced Automated Welding & Cutting 3,0 единиц
Учащимся потребуется 16 единиц завершения для получения этого сертификата, или общая стоимость обучения составляет 736 долларов США.
2. Вариант изготовления металлоконструкций — майор № 8371 — сертификат достижения
а. Курсы включают:i. AT-10 Технические компьютерные приложения AT-21 Охрана труда и здоровья AT-40 Подготовка к возможностям трудоустройства 3,0 единицы
iv. АТ-130 Промышленная математика 3.0 единицы
vi. ПРОЕКТ-12 Практика составления чертежей VII. WELD 2A Введение в технологию сварки 3,0 единицы 0003
или
и
10,5–11 шт.
VIII. WELD-3A Сварочное проектирование и производство 0003
ix. WELD-3B Проектирование и производство сварочных работ среднего уровня 5,0 единиц
3,0 ед.
CAM-10 4.0 шт. Введение в инженерное дело 2,0 единицы
WELD-56 Чтение чертежей для сварщиков 2,0 единицы
Учащимся потребуется 39,5–42 единиц завершения для получения этого сертификата, или общая стоимость обучения составляет 1817–1932 долларов США.
3. Трубы и конструкционная сталь — Основной № 8375 — Сертификат
Трубы и конструкционная сталь — Основной № 8375 — Сертификат
i. AT-10 Технические компьютерные приложения 3,0 единицы
ii. AT-21 Охрана труда и здоровья AT-40 Подготовка к возможностям трудоустройства 3,0 единицы
iv. AT-130 Промышленная математика 3,0 ед.
v. ПРОЕКТ-12 Практика составления
vi. Weld 2a Введение в технологию сварки 3.0 единицы
и
Weld-2b Усовершенствованная многопроцессовая сварка
или
Weld-6a Экранированная металлическая теория арочной сварки и применение
и
WELD-6B Полуавтоматическая сварка с подачей проволоки
и
WELD-4A Толстый лист, конструкционная сталь и сварка viii.
2 курса:
CADD-14 2D CADD I 3,0 ед.
4,0 ед. 02 ЭНГР-11 Производство Процессы 3,0 единицы 9- Стоимость обучения 1886 долларов.
4. Сварочное и производственное предпринимательство — Специальность № 8376 — Сертификат
i. BA-51 Бизнес-планирование и запуск предприятия 1,5 единицы
ii. BA-52 Введение в предпринимательство 3.0 единиц
BA-52 Введение в предпринимательство 3.0 единиц
iii. WELD-3A Сварочное проектирование и изготовление 5,0 шт.
iv. WELD-3B Промежуточный сварочный проект и изготовление
или
WELD-4A Толстый лист, конструкционная сталь и сертификация сварки
и
vi. WELD-4B 10 единиц
Учащимся потребуется 14,5 единиц завершения для получения этого сертификата, или общая стоимость обучения составляет 667 долларов США.
5. Проектирование и изготовление сварочных работ — Специальность № 8374 — Сертификат
а. Курсы включают: i. AT-10 Технические компьютерные приложения CADD-22 Механический чертеж 3.0 единиц
AT-10 Технические компьютерные приложения CADD-22 Механический чертеж 3.0 единиц
iii. WELD-3A Проектирование и изготовление сварочных работ 5.0 единиц
iv. WELD-3B Проектирование и производство промежуточных сварочных работ 5,0 ед.
Для получения этого сертификата учащимся потребуется 16 единиц завершения, или общая стоимость обучения составляет 736 долларов США.
6. Многопроцессная сварка — основной № 8373 — Сертификат
а. Курсы включают:i. AT-130 ii. ПРОЕКТ-12 Практика черчения 3,0 единицы
iii.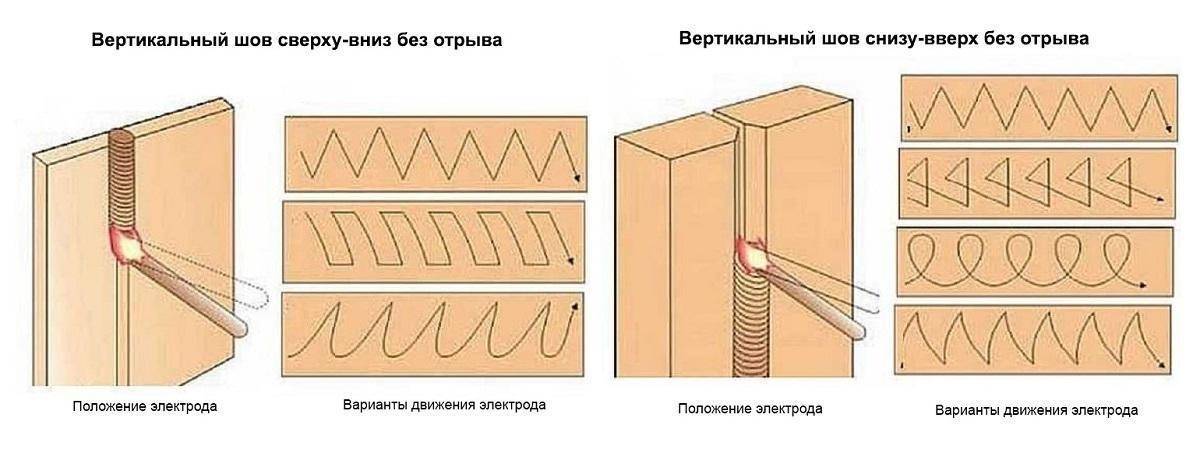 WELD-2A Введение в технологию сварки 3,0 единицы
WELD-2A Введение в технологию сварки 3,0 единицы
iv. WELD-2B Advanced Multi-Process Welding
или
Приложение
и и WELD-6B Полуавтоматическая сварка с подачей проволокии
10,5–11 единиц
Учащимся потребуется 16,5–17 единиц для получения этого сертификата, или общая стоимость обучения составляет 759–782 доллара США.
Финансовая помощь, если она предоставляется студенту, может покрывать расходы на обучение. Посетите наш веб-сайт финансовой помощи для получения дополнительной информации.
Для этой программы нет обязательных учебников, однако есть рекомендуемые учебники, которые являются хорошим справочником, а также некоторые бесплатные «открытые образовательные ресурсы», необходимые для некоторых курсов.
1. Автоматизированные сварочные системы:
а. WELD-3A:
153,89 $ Практическое руководство по изготовлению металла, четвертое издание, ISBN: 9781881113133 (amazon.com)
b. WELD-3B: Учебник отсутствует
c. WELD-5A: Нет учебника
d. WELD-5B: Нет учебника
2. Металлообработка:
a. AT-10: Нет учебника
b. AT-21:
116,00 долларов США (цифровой) / 144,95 долларов США Безопасность и здоровье инженеров, третье издание, ISBN: 9781118959459 (книжный магазин FCC)
c. AT-40:
73,50 долл. США / 93,50 долл. США Профессионализм: навыки для достижения успеха на рабочем месте, четвертое издание, ISBN: 9780321959447 (Книжный магазин FCC)
d.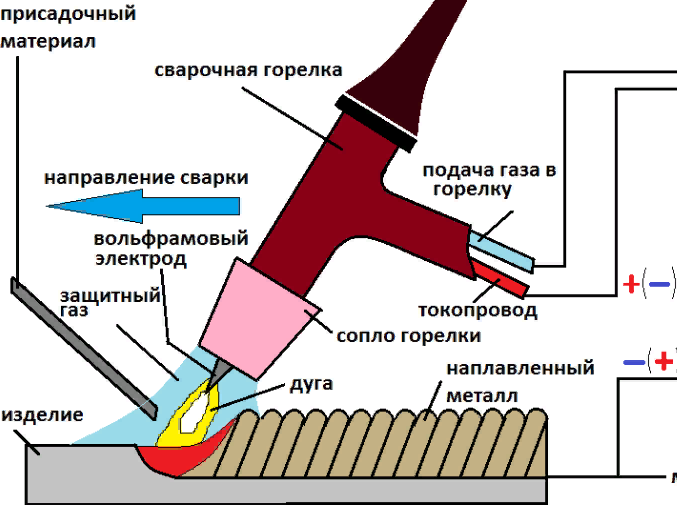 AT-130:
AT-130:
91,75 долл. США (цифровой) / 240,00 долл. США Mathematics for the Trades, одиннадцатое издание, ISBN: 978-0134756967 (книжный магазин FCC)
e. CADD-22: Нет учебника
f. DRAFT-12:
$69,00 (рекомендуется) Технический чертеж с инженерной графикой, четырнадцатое издание, ISBN: 9781292029183 (amazon.com)
г. WELD-2A:
$26,00 Пользовательское лабораторное руководство по сварке города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
и
WELD-2B:
26,00 $ Лабораторное руководство по сварке города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
или
WELD-6A, 6B, 6C: Нет учебника
Факультативы:
h. CADD-24: Нет учебника
i. CAM-10: Нет учебника
л. ENGR-10:
$37,50 Изучение инженерии, Пятое издание, ISBN: 9780979348723 (Книжный магазин FCC)
k. ENGR-11:
ENGR-11:
$104,00 (цифровой) Технологии производства и технологии (RRPHE), ISBN: 9780136671656 (Книжный магазин FCC)
l. WELD-56: Нет учебника
3. Сертификация труб и конструкционных сталей
a. AT-10: Нет учебника
b. AT-21:
116,00 $ (цифровой) / 144,9 $5 Безопасность и здоровье инженеров, третье издание, ISBN: 9781118959459 (книжный магазин FCC)
c. AT-40:
116,00 долларов США (цифровой) / 144,95 долларов США Безопасность и здоровье для инженеров, третье издание, ISBN: 9781118959459 (Книжный магазин FCC)
d. AT-130:
91,75 долл. США (цифровой) / 240,00 долл. США Mathematics for the Trades, одиннадцатое издание, ISBN: 978-0134756967 (книжный магазин FCC)
e. DRAFT-12:
69,00 $ (рекомендуется): технический чертеж с инженерной графикой, четырнадцатое издание, ISBN: 9781292029183 (amazon. com)
com)
ф. WELD-2A:
26,00 $ Лабораторное руководство по сварке города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
и
g. WELD-2B:
$26,00 Пользовательское лабораторное руководство по сварке города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
или
h. СВАРКА-6А, 6Б, 6С: Нет учебника
i. WELD-4A и 4B:
$45,00 Рабочая тетрадь по навыкам сварки, пятое издание, ISBN:9780826930859, (amazon.com)
Факультативы:
j. CADD-14: Нет учебника
k. CADD-24: Нет учебника
л. ENGR-10:
$37,50 Изучение инженерии, Пятое издание, ISBN: 9780979348723 (Книжный магазин FCC)
m. ENGR-11:
$104,00 (цифровой) Технологии производства и технологии (RRPHE), ISBN: 9780136671656 (Книжный магазин FCC)
n. WELD-56: Нет учебника
4. Предпринимательство в области сварки и производства
Предпринимательство в области сварки и производства
а. BA-51:
92,00 долл. США (цифровой) / 324,50 долл. США Управление малым бизнесом, восьмое издание, ISBN: 9781259538988 (книжный магазин FCC)
b. BA-52:
$92,00 Предпринимательский малый бизнес (RRMCG), шестое издание, ISBN: 9781260260540 (книжный магазин FCC)
c. WELD-3A:
$153,89 Изготовление металла. Практическое руководство, четвертое издание, ISBN: 9781881113133 (amazon.com)
и
d. СВАРКА-3Б:
153,89 $ Изготовление металла. Практическое руководство, четвертое издание, ISBN: 9781881113133 (amazon.com)
или
e. WELD-4A и WELD-4B:
$45,00 Рабочая тетрадь по навыкам сварки, пятое издание, ISBN: 9780826930859, (amazon.com)
5. Проектирование и производство сварочных работ 9 0003
а. AT-10: Нет учебника
b. CADD-22: Нет учебника
c. WELD-3A:
WELD-3A:
$153,89 Изготовление металла. Практическое руководство, четвертое издание, ISBN:9781881113133 (amazon.com)
д. WELD-3B: Нет учебника
6. Многопроцессная сварка
a. AT-130:
91,75 долл. США (цифровой) / 240,00 долл. США Mathematics for the Trades, одиннадцатое издание, ISBN: 978-0134756967 (книжный магазин FCC)
b. DRAFT-12:
$69,00 (рекомендуется): Технический чертеж с инженерной графикой, четырнадцатое издание, ISBN: 9781292029183 (amazon.com)
c. СВАРКА-2A:
$26,00 Руководство по сварке для лаборатории города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
и
d. WELD-2B:
$26,00 Лабораторное руководство по сварке города Фресно, второе издание, ISBN: 9780840177049 (книжный магазин FCC)
или
e. WELD-6A, 6B, 6C: без учебника
A.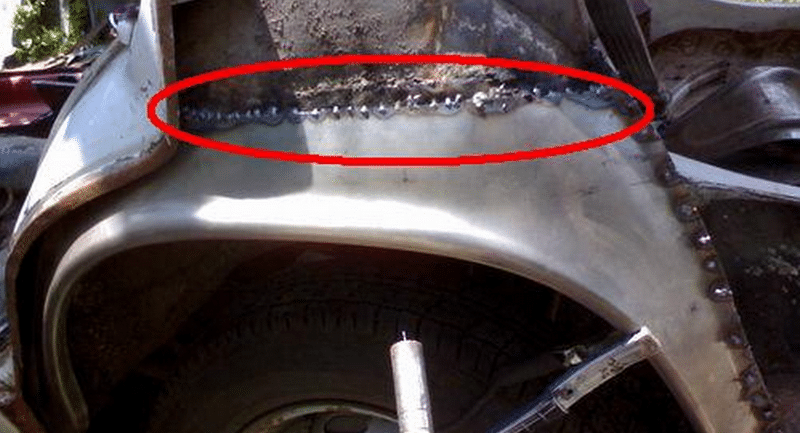 Обязательные сборы:
Обязательные сборы:
- Плата за медицинское обслуживание (21 доллар США за семестр, 13 долларов США за семестр за пределами кампуса/онлайн)
- Плата ассоциированного студенческого совета (2 доллара США за семестр, но возможность отказаться от платы во время регистрации, если студент того пожелает)
Дополнительные сборы:
- Парковочный талон (30 долларов США за семестр)
- Осенний семестр 2022 года: запрет на парковку
- Весенний семестр 2023 года: отмена парковки
- Студенческий билет (5 долларов США)
B. Для некоторых курсов требуется дополнительная плата за материалы для следующих курсов:
- WELD-2A: Плата за сварочные материалы 31,00 долл. США
- WELD-2B: Плата за сварочный материал $43,00
- WELD-3A: Плата за сварочный материал $91,00
Для некоторых курсов требуются дополнительные материалы, которые потребуются или рекомендуются для успешного прохождения программы.
Стоимость: Материалы/принадлежности:
6,87 $ Защитные очки, прозрачные, с боковыми щитками (требуется Z 87.1)
29,9 $ 9 Сварочный респиратор рекомендуемого типа LPR-100 TM Респиратор-полумаска, ML00895 by Miller
(в магазинах сварочных материалов есть этот и другие типы.
$15,00 Защитные очки прямоугольной формы с фильтрующей пластиной номер пять,
0003
10,00 $ Плоскогубцы для переноски горячего металла (НЕ ДЛЯ СВАРКИ MIG)
8,97 $ Мыльный камень или серебристый металлический маркировочный карандаш, несколько штук и держатель, если хотите
21,49 $
5,98 $ Очиститель наконечников (КОРОТКИЙ СТИЛЬ)
32,00 $ Легкая кожа (тип TIG), перчатки MIG, SMAW и FCAW G перчатки типа тетя
34,47 $ * Предлагается сборка в откидной передней части с дополнительными прозрачными линзами.
$9,98 Для удаления шлака рекомендуется использовать молоток для рубки или шлакоудаления.
3,98 $ Щетка из мягкой стали для SMAW и FCAW
7,98 $ Хорошего размера рулетка длиной двадцать футов
12,97 $ 12-дюймовый комбинированный квадрат (2B, 3A, B, C)
16,98 $ Плоскогубцы (кусачки) или плоскогубцы MIG (для сварки 2A, B и 3A, B)
7,96 долл. США Два небольших (размером
Цанга 3/32, корпус цанги, газовый колпачок № 5 и 7 и длинная задняя крышка для горелок TIG серии 20 , Если у вас есть
средства, вы можете приобрести такое же оборудование, но с настройкой газовой линзы для лучшего охвата при сварке GTAW.
3,88 $ Шапочка для сварки, закрывающая уши
Итого Сметная стоимость и материалы: 477,46 $
*Материалы могут быть приобретены через других поставщиков, если таковые имеются.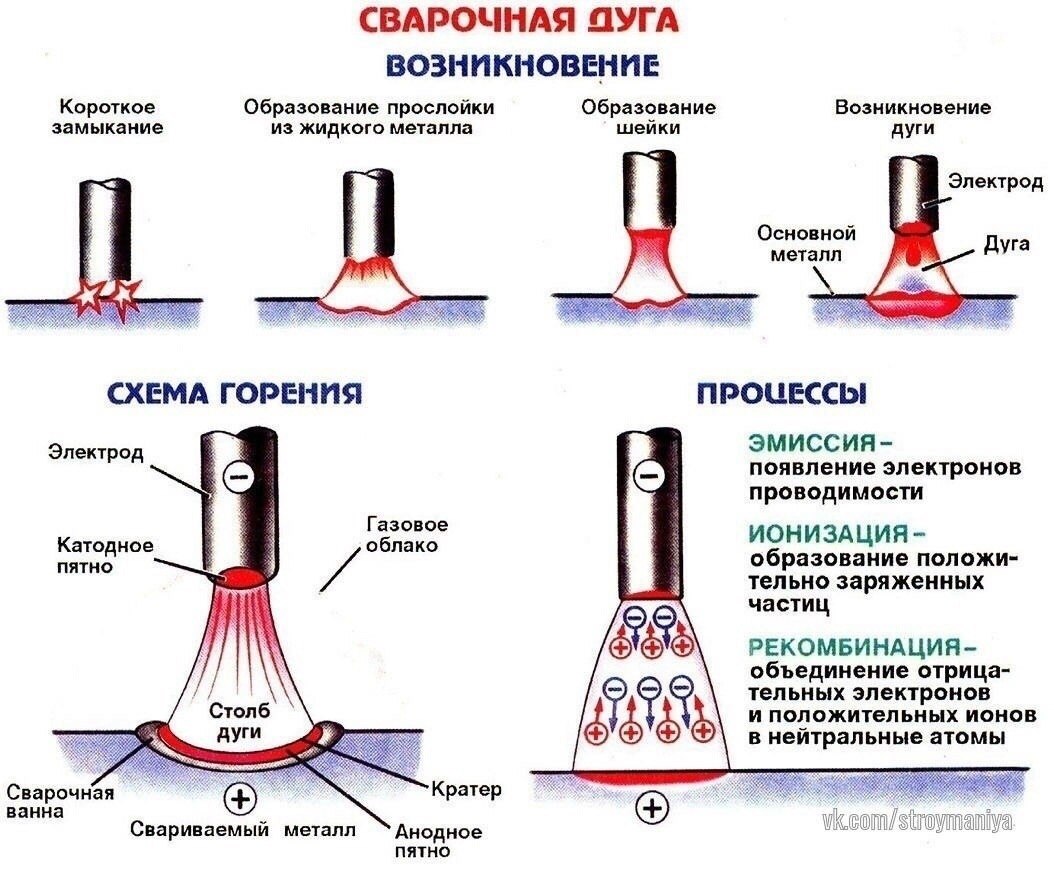 Преподаватели просматривают предметы в течение первой недели занятий и ожидают, что все учащиеся подготовят их ко второй неделе занятий.
Преподаватели просматривают предметы в течение первой недели занятий и ожидают, что все учащиеся подготовят их ко второй неделе занятий.
C. Рекомендации поставщиков:
Сертификат по технологии сварки требует, чтобы все учащиеся подготовили и приобрели материалы ко второй неделе занятий. Ниже приведены некоторые примеры поставщиков, у которых учащиеся могут приобрести материалы.
- Фресно Кислород
- Вест Эйр
- Эйр Ликид
- Сьерра Эйргаз
D. Технологические требования:
- Ноутбук Dell Precision (или аналогичный) или настольный компьютер (8 ГБ и 500 ГБ памяти) с операционными системами Microsoft Windows 10:
- Windows 10
- Mac: MacOS 10.12 и более поздние версии должны работать под управлением Windows 10 или более поздних версий
- iOS: 11.0 и выше (только для iPad) Должна быть совместимая интеграция с LMS
- Память:
- Windows: 75 МБ постоянного места на жестком диске
- Mac: 120 МБ постоянного места на жестком диске
- Дополнительное оборудование:
- Высокоскоростной Интернет
- Мышь с колесиком
- Облачная платформа для хранения файлов, такая как iCloud, Google Drive, DropBox или аналогичная
Городская библиотека Фресно предлагает учащимся возможность воспользоваться компьютерным классом или воспользоваться портативным компьютером, если таковой имеется. Для получения дополнительной информации и часов работы.
Для получения дополнительной информации и часов работы.
Учащийся может произвести оплату одним или несколькими способами:
- Оплата лично: платежи за обучение, удержания в офисе, возмещение/возврат оплаты, платежи/возврат финансовой помощи, выставление счетов, разрешения на парковку
- Бизнес-офис: Адрес OAB 151A (старое административное здание)
- Оплата онлайн (непосредственно с помощью кредитной карты): Вы можете оплатить онлайн в системе самообслуживания или выполнить инструкции по совершению платежа.
- за счет гранта (информацию о гранте см. на нашем веб-сайте Financial Aid)
- или со стипендией или освобождением от оплаты через партнерские программы, такие как список поставщиков услуг обучения в Калифорнии (ETPL), который предоставляет ресурсы для обучения по трудоустройству для взрослых и перемещенных работников. Для получения дополнительной информации о том, как претендовать на ETPL.
Сертификаты технологии сварки имеют потенциал для трудоустройства начального и среднего уровня в качестве сварщиков, паяльщиков, резчиков, сварщиков, рабочих листового металла и механиков промышленных машин.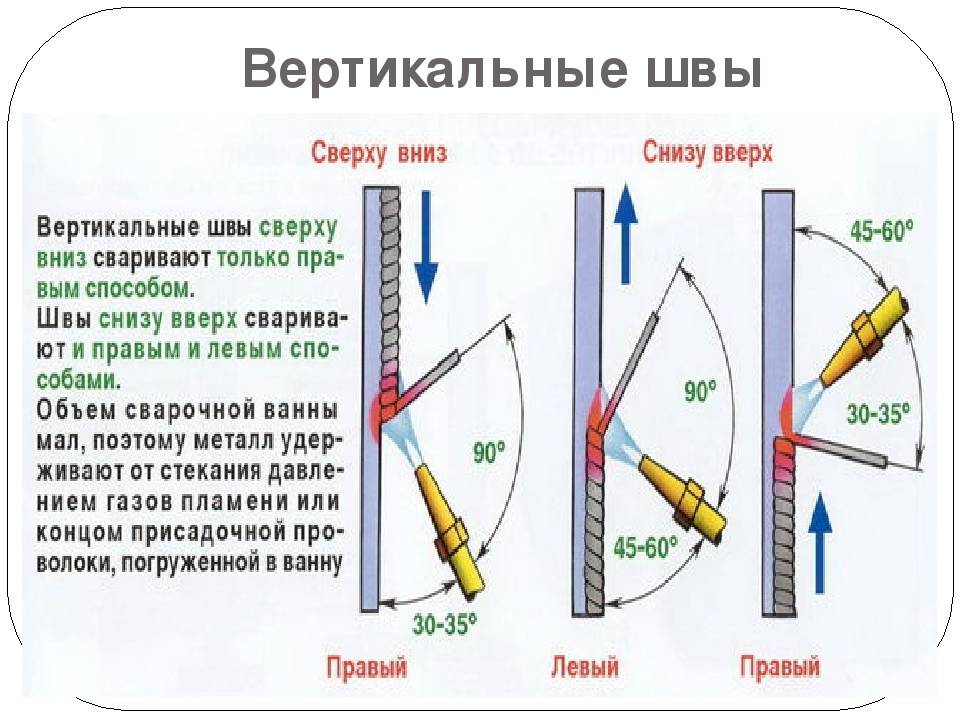 Потенциальный ресурс для поиска вакансий в области сварки и изготовления: O*Net Online или Career Coach.
Потенциальный ресурс для поиска вакансий в области сварки и изготовления: O*Net Online или Career Coach.
Да! Сертификат по технологии сварки может быть сложен (единицы учитываются) для получения степени младшего специалиста в области технологии сварки, производства металлов и технологии сварки, трубной и конструкционной стали или может использоваться в качестве курсовой работы для студентов при переводе в 4-летнее высшее учебное заведение.
Каждый 4-летний колледж принимает курсовую работу по-своему, однако городской колледж Фресно сотрудничает с программой промышленных технологий штата Фресно, где они принимают все эти курсовые работы в качестве факультативных для бакалавриата.
Сертификат по технологии сварки представляет собой «наращиваемый» сертификат, означающий, что ваше успешное завершение этого сертификата может быть использовано для подачи заявки на получение дополнительных сертификатов, связанных с производством, и/или двух степеней младшего специалиста по технологии сварки.
Сертификат по технологии сварки представляет собой «наращиваемый» сертификат, означающий, что успешное завершение этого сертификата может быть использовано в качестве ценного обучения в сочетании с другими сертификатами, связанными с изготовлением, такими как автоматизированное производство (CAM) или электротехника, механика промышленного обслуживания. Когда студент подает заявку на получение степени бакалавра, четырехлетнее высшее учебное заведение принимает решение о том, какие курсы можно полностью перевести. Проконсультируйтесь с консультантом колледжа, чтобы обсудить эти возможности.
Эта программа сварочных технологий использует ту же систему регистрации, что и все муниципальные колледжи Калифорнии. Студент должен подать заявку через CCCApply, если он еще не является студентом Калифорнийского муниципального колледжа, чтобы получить идентификационный номер студента. Как только вы получите идентификационный номер учащегося, мы можем организовать встречу с консультантом, чтобы обсудить программу и/или помочь с регистрацией через систему самообслуживания.
Для получения дополнительной помощи при подаче заявления в Городской колледж Фресно воспользуйтесь одним или несколькими из следующих ресурсов:
Начальные шаги
Информация для FCC Подать заявку сейчас (приемная комиссия и помощь) стать студентом Городского колледжа Фресно, начать процесс зачисления с приложения, портала и электронной почты, ориентации, консультирования, финансовой помощи и регистрации. Или не стесняйтесь присоединиться к Live Help через сеанс Zoom и узнать больше.
Экстремальная регистрация (лично):
3 января 2023 г.: с 13:00 до 18:00 в библиотеке городского колледжа Фресно
4 января 2023 г.: с 13:00 до 18:00 в библиотеке городского колледжа Фресно 90 075
Для экстремальной регистрации
Если вы заинтересованы в том, чтобы обратиться за какой-либо академической консультационной поддержкой, если у вас есть вопросы по регистрации, вам нужна финансовая помощь или у вас есть вопросы о сборах и оплате, пожалуйста, присоединитесь к одному из мероприятий Extreme Registration, перечисленных выше, или позвоните по номеру 559. -442-8226 в часы проведения мероприятия, чтобы попасть в очередь, или они могут зарегистрироваться через виртуальный киоск. Киоск закрыт до дня и времени проведения мероприятия.
-442-8226 в часы проведения мероприятия, чтобы попасть в очередь, или они могут зарегистрироваться через виртуальный киоск. Киоск закрыт до дня и времени проведения мероприятия.
RAM Ready
3 января 2023 г.: виртуальный
4 января 2023 г.: виртуальный
RAM Ready — приветственное мероприятие для новых студентов разработан, чтобы помочь студентам ориентироваться в своей первой неделе и семестре в колледже. Виртуальный опыт будет состоять из презентаций, экскурсий по кампусу, информации о ресурсах кампуса, доступных для студентов.
Если у вас есть какие-либо вопросы о Ram Ready, свяжитесь с отделом по связям с колледжами по телефону 559.442.8225 или по электронной почте [email protected], указав в теме письма «Ram Ready Question». Вы также можете посетить веб-сайт для получения дополнительной информации.
Новые ресурсы для регистрации студентов
Ссылка для доступа к новым ресурсам для регистрации студентов
Федеральная комиссия по связи предлагает онлайн-помощь в Zoom, чтобы помочь учащимся заполнить онлайн-заявку, войти на студенческий портал, получить доступ к Canvas и самообслуживанию и т.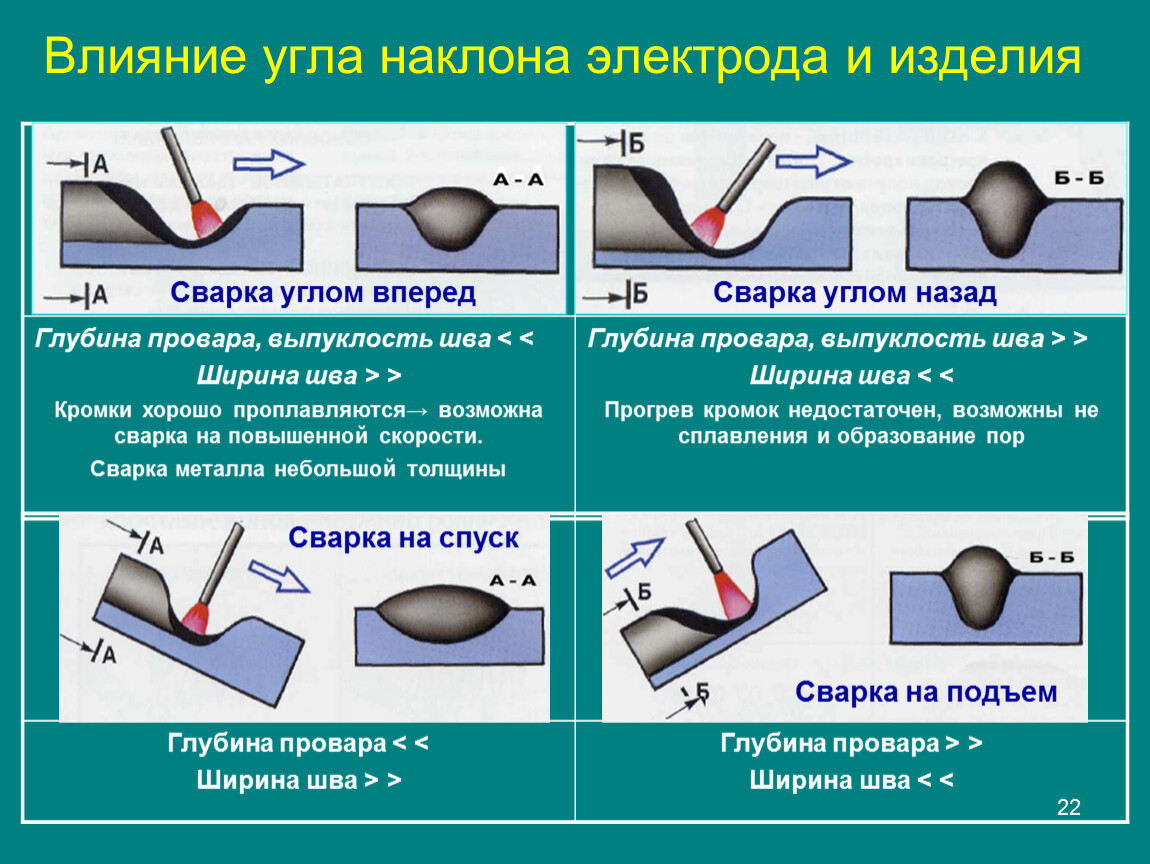 д. Воспользуйтесь ссылкой ниже, чтобы просмотреть доступное время поддержки и зарегистрироваться для участия в живом семинаре.
д. Воспользуйтесь ссылкой ниже, чтобы просмотреть доступное время поддержки и зарегистрироваться для участия в живом семинаре.
Чтобы записаться на прием через зум.
Служба поддержки студентов
Для получения дополнительной поддержки и рекомендаций по поступлению в колледж города Фресно вы можете посетить офис службы поддержки студентов или связаться с ним. Офис поддерживает усилия всего кампуса по улучшению предоставления услуг, коммуникации, сотрудничества и социального / личностного развития студентов в подразделении и кампусе в целом.
Посетите веб-сайт, чтобы узнать о дополнительных услугах для учащихся, доступных для поддержки вас как студента.
Каждый сертификат по сварке и изготовлению рассчитан на проведение 3-4 курсов общей продолжительностью от 12 до 15,5 единиц в течение периода от девяти до восемнадцати недель для каждого курса. Обычно это может происходить в течение двух семестров.
Сертификат по технологии сварки поможет вам подготовиться к сдаче отраслевого сертификационного теста NC3 Lincoln Electric после прохождения всех курсов по сварке и резке (сварка 2A/2B, 3A/3B). На курсах Welding 4A/4B учащиеся готовятся к сдаче квалификационного теста AWS, ASME и/или API, что может привести к значительной экономии, если его пройти во время прохождения программы.
На курсах Welding 4A/4B учащиеся готовятся к сдаче квалификационного теста AWS, ASME и/или API, что может привести к значительной экономии, если его пройти во время прохождения программы.
Сертифицированный(е) инструктор(ы) по сварочным технологиям может помочь с трудоустройством. Во втором семестре вы можете выбрать курс AT-19 для оплачиваемой или неоплачиваемой работы, чтобы составить свое резюме и начать работать в своей области обучения.
Кольцевая сварка трубопроводов | все о трубопроводах
- Главная
- Главная страница статьи
- Кольцевая сварка — Трубопроводы
Введение
Основой строительства трубопровода является кольцевая сварка линейных труб, т.е. чем выше скорость сварки, тем больше достигается прогресс. Процесс кольцевой сварки (ссылка 1) применяется при магистральной сварке, врезной сварке и ремонтной сварке магистральных труб.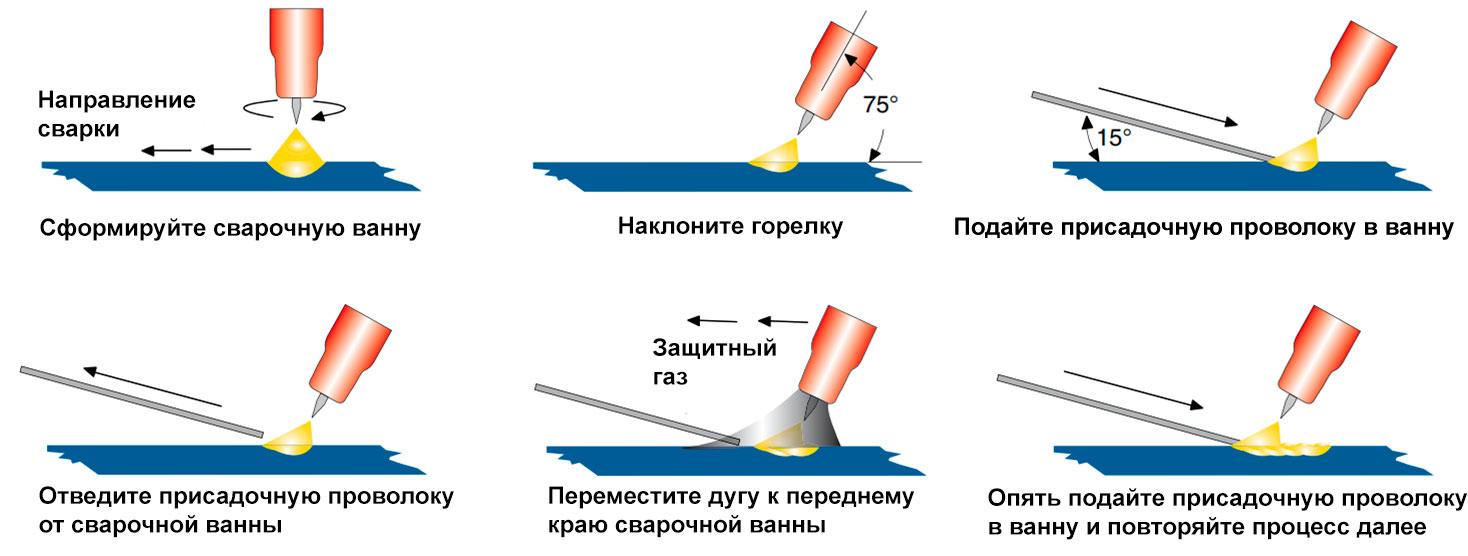 Однако кольцевая сварка трубопровода создает множество дополнительных проблем по сравнению с обычной сваркой труб на заводе или в заводских условиях, поскольку она должна выполняться под наблюдением Матери-природы.
Однако кольцевая сварка трубопровода создает множество дополнительных проблем по сравнению с обычной сваркой труб на заводе или в заводских условиях, поскольку она должна выполняться под наблюдением Матери-природы.
Рост трубопроводной промышленности потребовал использования более прочной стали и больших размеров линейных труб для общей экономической жизнеспособности различных проектов. Различные разработки и усовершенствования, достигнутые в процессах кольцевой сварки линейных труб, позволили трубоукладчикам мечтать о более длинных и крупных трубопроводах из стали с высокой прочностью на растяжение.
Примечание: Эта статья посвящена исключительно процессу кольцевой сварки при строительстве трубопроводов. Целевой аудиторией являются профессионалы, вовлеченные в процессы сварки трубопроводов, но не являющиеся экспертами, так как в этой статье сварка углеводородных трубопроводов рассматривается с высоты птичьего полета и не вдается в мельчайшие детали.
Определения
Скорость наплавки: Скорость, с которой металл сварного шва может быть наплавлен данным электродом или сварочной проволокой, обычно выражается в «фунтах/час» или «кг/час». Он основан на непрерывном производстве, не оставляя времени на остановки/запуски/очистку или установку новых электродов. Скорость наплавки прямо пропорциональна используемому сварочному току.- На машине постоянного тока – увеличение силы тока увеличивает скорость осаждения
- Для машины постоянного напряжения – увеличение скорости подачи проволоки увеличивает скорость наплавки

Сварка в гору: Если направление движения электрода против силы тяжести, то метод сварки называется сваркой в гору. Обычно считается, что подъем в гору делает соединение более прочным и надежным, но имеет более высокий потенциал прогорания.
Сварка с наклоном: Если направление движения электрода направлено к силе тяжести, то этот метод называется сваркой с наклоном. Процесс сварки под наклоном очень чувствителен к параметрам сварки и требует более жесткого контроля, так как незначительное отклонение может привести к шлаковым включениям и отсутствию дефектов провара.
Виды кольцевой сварки Сварочные процессы
| Сл. НЕТ. | Процесс сварки | Преимущества | Недостатки |
|---|---|---|---|
| 1 | Дуговая сварка металлическим электродом в среде защитного газа (SMAW), широко известная как сварка дымохода (сноска 4) [ Режим приложения: Руководство ] |
|
|
| 2 | Дуговая сварка металлическим газом (GMAW) [ Режим применения: Полуавтоматический/ автоматический ] |
|
|
| 3 | Дуговая сварка порошковой проволокой (G-FCAW) – в среде защитного газа [ Режим приложения: Полуавтоматический ] |
|
|
| 4 | Дуговая сварка порошковой проволокой (G-FCAW) — самозащитная [Режим применения: Полуавтоматический ] |
|
|
| 5 | Дуговая сварка под флюсом (SAW) [ Режим приложения: полуавтоматический/ автоматический ] |
|
|
| 6 | Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG) [ Режим приложения: Ручной/автоматический ] |
|
 |

Выбор сварочных процессов
Являясь основой строительства трубопровода, выбор процесса сварки должен учитывать следующее:- Материал трубопроводной трубы: С развитием высококачественной стали современная трубопроводная промышленность использует трубопроводные трубы с минимальным пределом текучести более 56 000 фунтов на квадратный дюйм (т.е. Gr. X56), которые в основном состоят из микролегированных (ссылка 2) сталь. По мере увеличения прочности линейных труб за счет микролегирования увеличивается и подверженность водородному растрескиванию (HIC) линейных труб в зоне термического влияния (ЗТВ). Хотя линейные трубы из материала Гр. Х65 успешно сваривается методом SMAW с использованием целлюлозных электродов (№ 3) с предварительным подогревом или без него, однако для сварки труб из материала марки Х70 требуется предварительный подогрев концов труб перед сваркой до температуры 120°С.
 От 0597 o C до 140 o C (от 250 o F до 290 o F) является обязательным для предотвращения HIC, в то время как целлюлозные электроды можно использовать для кольцевой сварки.
От 0597 o C до 140 o C (от 250 o F до 290 o F) является обязательным для предотвращения HIC, в то время как целлюлозные электроды можно использовать для кольцевой сварки.Для сварки труб из материала класса X80 или более высокого класса рекомендуется использовать сварочные процессы с низким содержанием водорода (H 2 ) или GMAW. Тем не менее, процесс SMAW с основными электродами (электродами с низким/очень низким содержанием водорода) может использоваться для сварки труб из материала марки X80 только с должным вниманием.
- Диаметр и толщина стенки: Для изготовления трубопроводов большого диаметра и/или толстостенных трубопроводов требуется больший объем сварного шва или, другими словами, более высокая скорость наплавки металла шва. Этого можно добиться за счет автоматизации процесса кольцевой сварки.
 Все процессы сварки, применяемые при строительстве трубопроводов, за исключением сварки SMAW, поддаются автоматизации. Полуавтоматический, механизированный и автоматический режимы процесса сварки или их комбинация должны применяться для магистральных трубопроводов для повышения производительности и своевременного завершения проекта. Автоматическая сварка может применяться на трубах с толщиной стенки ≥ 13,0 мм и диаметром ≥ 24 дюймов (610 мм) для повышения производительности сварки.
Все процессы сварки, применяемые при строительстве трубопроводов, за исключением сварки SMAW, поддаются автоматизации. Полуавтоматический, механизированный и автоматический режимы процесса сварки или их комбинация должны применяться для магистральных трубопроводов для повышения производительности и своевременного завершения проекта. Автоматическая сварка может применяться на трубах с толщиной стенки ≥ 13,0 мм и диаметром ≥ 24 дюймов (610 мм) для повышения производительности сварки.Размер трубы (NPS) Количество сварок в день на одну бригаду сварщиков Автоматическая сварка Полуавтоматическая/ ручная сварка 323,8 мм (12,75 дюйма) — 60 и 457,0 мм (18 дюймов) — 50 и 610,0 мм (24 дюйма) 60 40 б 910,0 мм (36 дюймов) 45 26 б 1219,0 мм (48 дюймов) 35 20 б 1422,0 мм (56 дюймов) 20 8 б Примечания: - Все проходы ручной сваркой.

- Корневой проход и горячий проход выполняются вручную, а остальные проходы — полуавтоматическим процессом.
- Все проходы ручной сваркой.
- Место сварки: Кольцевая сварка трубопровода выполняется на месте в месте, через которое проходит трубопровод, например, в пустыне, тропическом лесу, зоне вечной мерзлоты или на барже-трубоукладчике в случае подводных трубопроводов. Поэтому температура окружающей среды, влажность и т. д. также должны учитываться перед выбором процесса сварки. Для выполнения сварки труб при отрицательных или близких к нулю температурах требуется предварительный подогрев труб не менее чем до 16 или C для предотвращения теплового удара в ЗТВ. Если место расположения находится во влажных тропических лесах или в месте с высокой влажностью, например, укладочная баржа, работающая вблизи индийского или африканского побережья, использование электродов с низким содержанием водорода приводит к пористости.
 В таких условиях обычный целлюлозный электрод, которому для стабилизации дуги требуется влага, дает более качественный шов, чем электрод с низким содержанием водорода. В случае, если другие требования не позволяют отказаться от использования электрода с низким содержанием водорода, перед сваркой электроды должны быть подвергнуты обжигу для снижения их влажности.
В таких условиях обычный целлюлозный электрод, которому для стабилизации дуги требуется влага, дает более качественный шов, чем электрод с низким содержанием водорода. В случае, если другие требования не позволяют отказаться от использования электрода с низким содержанием водорода, перед сваркой электроды должны быть подвергнуты обжигу для снижения их влажности.Иногда трубопроводы необходимо прокладывать в существующей траншее, в которой зазор вокруг трубы недостаточен для прохода сварочным автоматом по всему периметру трубопровода. В таких условиях можно использовать ручной или полуавтоматический процесс.
- Период строительства/производительность: Строительство трубопроводов обычно страдает от огромного дефицита времени. Плотный график строительства требует прокладки трубопровода более высокими темпами, что требует большей производительности при минимальной частоте ремонтов.
 На шельфе продолжительность строительства становится прямо пропорционально капитальным затратам проекта, поскольку плата за использование баржи для строительства основана на дневных ставках. Поэтому ход строительства трубопроводов в основном контролируется количеством соединений (сварных швов) в день. Поэтому магистральная сварка была разработана как процесс массового производства. Заводские концы труб скошены для поддержки процесса сварки под наклоном для более быстрой сварки, что является нормой для трубопровода.
На шельфе продолжительность строительства становится прямо пропорционально капитальным затратам проекта, поскольку плата за использование баржи для строительства основана на дневных ставках. Поэтому ход строительства трубопроводов в основном контролируется количеством соединений (сварных швов) в день. Поэтому магистральная сварка была разработана как процесс массового производства. Заводские концы труб скошены для поддержки процесса сварки под наклоном для более быстрой сварки, что является нормой для трубопровода.На большинстве барж-трубоукладчиков используется полностью автоматический процесс сварки (GMAW) для сварки трубопроводных труб для достижения более высокой скорости сварки и минимального количества ремонтов. Необходимо соблюдать осторожность при выборе фаски на конце трубы для труб, предназначенных для сварки автоматической сваркой, так как для различных автоматических сварочных аппаратов требуются разные виды фаски на конце трубы для надлежащего сплавления.
 В связи с этим на барже иногда производится скашивание труб. Скорость ремонта может резко возрасти, если для работы с автоматическими сварочными аппаратами не будут задействованы обученные операторы.
В связи с этим на барже иногда производится скашивание труб. Скорость ремонта может резко возрасти, если для работы с автоматическими сварочными аппаратами не будут задействованы обученные операторы.Процесс SMAW имеет наименьшую производительность, а процесс SAW имеет максимальную скорость наплавки металла шва. В трубоукладочных мегабаржах, где трубы подаются на линию обжига после двойного/тройного или четырехкратного соединения, применяется дуговая сварка под флюсом для соединения секций труб перед подачей на линию обжига для экономии времени.
- Свойства сварки: Кольцевые сварные швы на участке трубопровода могут находиться под автомобильным/железнодорожным переездом или стояками или свободным пролетом подводной лодки, которые подвергаются циклическим нагрузкам. Также напряжения укладки в трубопроводе при монтаже могут привести к деформациям сварного шва (укладка барабана).
 В случае, если рабочая жидкость вызывает коррозию, металл сварного шва также должен противостоять такому разрушению.
В случае, если рабочая жидкость вызывает коррозию, металл сварного шва также должен противостоять такому разрушению.Кольцевой сварной шов в трубопроводах для углеводородов должен соответствовать всем требованиям в отношении минимальной прочности на растяжение, усталостной прочности, способности останавливать разрушение, коррозионной стойкости, твердости, пластичности и т. д., равной или выше, чем у основного металла трубы. Квалификация процедуры кольцевой сварки должна включать проверку этих свойств сварного шва и зоны термического влияния концов труб. Поэтому при выборе процесса сварки, электрода и других параметров сварки необходимо заранее учитывать эти требования.
- Качество (с точки зрения надежности и ремонтопригодности): Высококачественные сварные швы, гарантирующие надежность и низкую скорость ремонта, имеют решающее значение для строительства трубопроводов.
 Плохое качество сварных швов не только препятствует реализации проекта, но и снижает надежность всей трубопроводной системы. Часто трубопроводы прокладываются в самых отдаленных местах. Кольцевая сварка трубопровода должна соответствовать самым высоким параметрам качества, так как после прокладки трубопровода и демобилизации монтажной полосы с этого места становится очень сложно подъехать к месту проведения каких-либо ремонтных работ в будущем.
Плохое качество сварных швов не только препятствует реализации проекта, но и снижает надежность всей трубопроводной системы. Часто трубопроводы прокладываются в самых отдаленных местах. Кольцевая сварка трубопровода должна соответствовать самым высоким параметрам качества, так как после прокладки трубопровода и демобилизации монтажной полосы с этого места становится очень сложно подъехать к месту проведения каких-либо ремонтных работ в будущем.В случае повреждения трубопровода не только теряется значительный доход и наносится ущерб окружающей среде, но и утечка создает потенциальную опасность для местного населения. Небольшой инцидент неудачи может поколебать доверие местных жителей. Это значительно усложнит реализацию будущих проектов. Высокая надежность трубопроводов по сравнению с другими видами транспорта является отличительной чертой этой изначально высокой капитальной инфраструктуры. Следовательно, процесс сварки должен выбираться таким образом, чтобы кольцевые сварные швы (ссылка 1) были высокого качества для обеспечения более надежных трубопроводных систем.

- HSE (Health, Safety & Environment): Сварочный процесс, независимо от того, насколько он совершенен, приводит к множеству различных проблем со здоровьем, безопасностью и окружающей средой. Дым и газ, выделяемые в процессе сварки, содержат оксиды азота (NO x ), диоксиды/моноксиды углерода, озон (O 3 ), защитные газы, такие как аргон (Ar), гелий (He) и т. д., а также очень мелкие частицы. которые наносят вред не только здоровью сварщиков, но и окружающей среде. Нехватка пригодного для дыхания воздуха в замкнутых пространствах является одной из самых частых причин несчастных случаев. Для предотвращения скопления вредных паров в сварочных помещениях должны быть установлены вытяжные вентиляторы. Кроме того, из-за горячей обработки, связанной с процессом сварки, необходимо проявлять особую осторожность, чтобы избежать любого взрыва или пожара из-за близости к легковоспламеняющемуся материалу, особенно если сварочные работы выполняются вблизи существующих углеводородных установок.
 В случае сварочных соединений с существующими линиями, существующие линии должны быть должным образом очищены и промыты, чтобы очистить их от углеводородов перед началом сварки. Если в процессе сварки используется источник высокого напряжения/тока, то электрические провода должны быть новыми и подходящими по назначению, без стыков или с минимальным количеством стыков. В случае использования газовых баллонов стандартная рабочая процедура (СОП) должна обеспечивать надлежащее хранение и обращение с такими баллонами для предотвращения несчастного случая из-за любого акта небрежности.
В случае сварочных соединений с существующими линиями, существующие линии должны быть должным образом очищены и промыты, чтобы очистить их от углеводородов перед началом сварки. Если в процессе сварки используется источник высокого напряжения/тока, то электрические провода должны быть новыми и подходящими по назначению, без стыков или с минимальным количеством стыков. В случае использования газовых баллонов стандартная рабочая процедура (СОП) должна обеспечивать надлежащее хранение и обращение с такими баллонами для предотвращения несчастного случая из-за любого акта небрежности. - Стоимость: Экономика сварки играет наиболее важную роль при выборе процесса и спецификации сварочного процесса для кольцевой сварки. Один и тот же сварной шов может иметь разную стоимость в зависимости от выбора:
- Скорость осаждения
- Эффективность осаждения
- Процесс сварки (SMAW, GMAW, FCAW, SAW)
- Совместная конструкция
- Сварочный том
- Коэффициент времени дуги
Стоимость сварки стыка можно рассчитать по следующей формуле:Общая стоимость сварки = Общая стоимость дуги + Стоимость времени без дуги + Стоимость присадочного металла = Общее время дуги можно рассчитать следующим образом: - Определение объема металла шва, необходимого для наплавки
- Определение скорости осаждения для данного процесса
- Расчет общего времени, необходимого для выполнения сварки
+ Факторы, влияющие на время отсутствия дуги: - Межпроходная очистка
- Замена электрода
- Изменение положения сварщика
- Подготовка сварного шва
- Фитинг/прихватка
+ Требуемый объем сварки в зависимости от: - Конструкция соединения × Эффективность наплавки
- Направление движения сварного шва (вниз и вверх): Направление движения сварного шва является одной из основных переменных при сварке трубопроводов.
