
Процессы MIG/MAG и FCAW-S
Home > Поддержка > Теория
Вы собираетесь купить свой первый сварочный аппарат с встроенным механизмом подачи проволоки и не хотите выбросить деньги на ветер. Вам нравится работать по дереву и теперь хотели бы попробовать работать со сталью. Вы склоняетесь к сварочным аппаратам для сетей 115 вольт, но также задумываетесь о моделях 230В для работ с материалами большей толщины (от 6 мм или ¼»). Казалось бы, все важные решения уже приняты, но тут возникает еще один вопрос — каким процессом пользоваться? Сваркой в защитных газах (MIG) или порошковой проволокой (FCAW)? У большинства начинающих сварщиков этот выбор вызывает большие сложности. Ответ на него зависит от трех факторов. Первое — это какие материалы Вам приходится сваривать. Второе — где и в каких условиях. Третье — будет ли после сварки обрабатываться поверхность металла. В этой статье мы поможем разобраться в различиях между этими двумя процессами, расскажем об их преимуществах и недостатках и дадим несколько советов. |
| Термины
Сварка в защитных газах Правильно выполненная MIG-сварка обеспечивает высокие сварочно-технологические характеристики и хороший внешний вида шва и поэтому является предпочтительным выбором многих сварщиков. MIG-сварка алюминия Крайне важно обеспечить чистоту проволоки и основного металла. Протрите материал пропитанной ацетоном чистой тканью. Самозащитная порошковая проволока |

 Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков.
Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков. Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться.
Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
Общие советы
| MIG В большинстве случае компактные аппараты MIG с питанием 115В и встроенным механизмом подачи проволоки рекомендуются для сварки чистой новой стали толщиной от 0,6 до 2,8 мм. Проволока наименьшего диаметра 0,6 мм (0,025″) предназначена для сварки самых тонких материалов (0,6 мм).  |
|
|
|
Порошковая проволока Порошковая проволока рекомендуется только для материалов толщиной от 0,9 мм, что чуть больше, чем минимально допустимо для процесса MIG. В целом, этот процесс лучше подходит для однопроходной сварки материалов большей толщины, особенно если Вам нужно работать под открытым небом, как в примере с ремонтом трактора в поле.  Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–). Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–). |
| Преимущества и недостатки Оба процесса имеют свои преимущества и недостатки. Перечислим самые значимые: Преимущества: Лучше всего подходит для случаев, когда важен внешний вид соединения, потому что MIG отличается низким уровнем разбрызгивания. Имеет мягкую дугу и не склонна к прожиганию тонкого материала. Недостатки: Из-за необходимости в газовом баллоне с защитным газом MIG-сварка плохо подходит для тех случаев, где важны мобильность и удобство эксплуатации. Кроме того, для сварки MIG понадобится целый комплект дополнительного газового оборудования: шланг, редуктор, клапан в механизме подачи и индикатор расхода газа. |

 По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
|
Порошковая проволока Самозащитная сварочная проволока хорошо подходит для работ под открытым небом, так как флюс в проволоке обеспечивает надежную газовую защиту даже в ветреную погоду. Она не требует газовой защиты из внешнего источника, поэтому для процесса FCAW не нужно закупать дополнительное газовое оборудование, а настройка оборудования проходит значительно проще и быстрее. Недостатки: Порошковая проволока не рекомендуется для тонких материалов (менее 0,9 мм). |
|
 Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки.
Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки.
|
Выбор проволоки Еще один источник головной боли для начинающего сварщика — это выбор сварочной проволоки. Необходимый диаметр проволоки напрямую связан с толщиной свариваемых материалов. Для этого рекомендуются модели аппаратов для сетей 110 вольт и MIG-проволока 0,6 мм (0.025″), например, SuperArc® L-56. Диаметр 0,8 мм (0.030″) ускорит сварку материалов большей толщины. В случае процесса FCAW для аппаратов 110В рекомендуется проволока минимального диаметра 0,9 мм (0.035″), например, Innershield NR-211-MP. MIG-аппараты для сетей 230В позволяют работать с материалами большей толщины и повысить производительность наплавки за счет большего диаметра проволоки — до 0,8 мм (0.030″) или даже 0,9 мм (0.035″). Для FCAW-сварки с питанием 230В часто используется проволока Innershield NR-211-MP 1,1 мм (0.045″), которая позволяет работать с пластинами до 13 мм (½»). Вы должны понимать, что аппараты для бытовой сварки хорошо подходят для своего предполагаемого применения, но они не могут делать всё. Такие компактные модели малопригодны для промышленного производства, наплавки и многих специализированных задач. |
 Проволока малого диаметра предназначена для сварки тонкопрофильных материалов.
Проволока малого диаметра предназначена для сварки тонкопрофильных материалов. Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
| Общие советы
Очень важно иметь хороший, надежный электрический контакт. Для того, чтобы сварочный ток мог без помех проходить по рабочему изделию, в месте подключения рабочего зажима нужно тщательно зачистить и отшлифовать поверхность металла и использовать надежные зажимы. Краска и ржавчина представляют собой электроизолирующие материалы. Удалите их. Игнорирование загрязнений — это очень распространенная ошибка. Сварочный аппарат должен быть правильно подключен к сети питания с отдельным аварийным выключателем согласно руководству по эксплуатации. Это не новогодняя гирлянда. Помните, что Вы плавите сталь при температуре 2800°C. Не стоит этого делать с некачественной проводкой. Хорошая подгонка соединения значительно упростит сварку. Для бесперебойной подачи проволоки кабель горелки должен быть как можно более прямым. Избегайте сильных изгибов. Регулярно проводите осмотр контактного наконечника на отсутствие деформаций и плотный контакт с диффузором. Чтобы упростить поджиг дуги, обрежьте кончик проволоки под острым углом. Следите за вылетом проволоки и соблюдайте другие требования сварочной процедуры. Убедитесь, что ролики подающего механизма обеспечивают бесперебойную подачу и подходящее натяжение проволоки. Расслабьте руку и постарайтесь как можно ровнее держать горелку. Соблюдайте все перечисленные в руководстве по эксплуатации требования по технике безопасности. Уделите особенно большое внимание положениям об опасности тока, ожогах кожи и глаз от излучения дуги, пожарах и взрывах и о вытяжке дыма. |
 Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла.
Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла. Более подробную информацию можно найти в документе ANSI Z 49.1.
Более подробную информацию можно найти в документе ANSI Z 49.1.
MIG-MAG сварка полуавтоматом — что это такое, как и чем варить
Алюминий является самым недорогим и легким металлом. В связи с этим, он часто применяется, как в быту, так и в машиностроении, авиастроении и пищевой промышленности. С этим металлом достаточно просто работать. Но его недостаток…
Полуавтоматическая сварка является наиболее удобным и самым востребованным видом после сварки электродом. Особенно популярна сварка полуавтоматом при кузовном ремонте и когда нужно, сваривать тонкий металл, который легко прожигается электродом. Однако это далеко не все…
С самого появления сварочных полуавтоматов так повелось, что ими варят тонкий кузовной металл, там, где справиться обычным электродом не под силу. И правда, полуавтоматическая сварка, отлично справляется с заготовками небольшой толщины, оставляя очень красивое. ..
..
Полуавтоматическая сварка MIG сильно отличается от дуговой сварки. Прежде всего, тем, что она имеет механизированную подачу присадочного материала в зону сварки. В отличие от ручной дуговой сварки, где в качестве присадочного материала используется электрод,…
MIG сварка отличается удобством и быстротой, однако ошибки при осуществлении сварочного процесса могут всё испортить и свести на «нет». Например, использование короткого направляющего канала станет причиной возникновения вибраций. В свою очередь, вибрации негативным образом…
Если раньше ручная дуговая сварка обозначалась просто и понятно (РДС), то на сегодняшний день система обозначений изменилась. Тем более, когда речь идёт про такие аббревиатуры, как TIG, MMA и MIG/MAG. Чтобы не путаться в…
Многие, кто решил обзавестись полуавтоматом, задаётся вопросами, что для этого нужно и насколько сложно варить. Полуавтомат, это не просто инвертор для ручной дуговой сварки при помощи электрода. Для сварки полуавтоматом нужен газ, что многих…
Полуавтомат, это не просто инвертор для ручной дуговой сварки при помощи электрода. Для сварки полуавтоматом нужен газ, что многих…
Перед началом сварки необходимо правильно подготовить полуавтомат. В первую очередь нужно поставить катушку со сварочной проволокой на штифт тормозного барабана, после чего отрегулировать прижимной винт. Регулировку прижимного винта нужно осуществлять таким образом, чтобы полностью…
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки. Кроме того, эффективность…
Сварка полуавтоматом, например, при ремонте автомобилей, осуществляется небольшими стежками и точечно (точками). В данном случае достигается основная задача, не прожечь тонкий металла и расплавить только ту его часть, которая требует соединения. Наряду с этим…
Наряду с этим…
Как повысить производительность и рабочие характеристики сварных моментных и колонных соединений | Производство и металлообработка
Перейти к содержимому
Ни для кого не секрет, что при проектировании металлоконструкций всегда желательно избегать более дорогостоящего и трудоемкого сварного соединения в полевых условиях в пользу болтового соединения. Это еще более верно, когда для соединения требуется сварка с разделкой кромок с полным проплавлением (CJP), что особенно заметно в определенных типах моментных и стыковых соединений колонны. Использование сварных соединений и соединений колонн в проекте будет сильно различаться в зависимости от нескольких факторов, в том числе от того, где расположен проект, а также от типа и конструкции самой конструкции. Независимо от того, требуется ли вашему следующему проекту много таких типов соединений или только несколько, эти советы помогут вам сэкономить деньги и максимально повысить производительность и качество сварки в полевых условиях.
СОВЕТ 1: ИСПОЛЬЗУЙТЕ ОБОРУДОВАНИЕ ПРАВИЛЬНОГО РАЗМЕРА ДЛЯ РАБОТЫ
Сварные соединения с моментом и соединения колонн требуют много рабочих часов по сравнению с большинством других сварочных работ в проекте. Чтобы сократить время сварки, многие подрядчики и монтажники выбирают один из путей — переход на электроды большего размера. Независимо от того, используете ли вы электросварочные аппараты, сварочное оборудование с приводом от двигателя или их комбинацию, важно иметь машину подходящего размера, чтобы выполнить работу максимально эффективно с первого раза. Слишком часто подрядчики завышают настройки своего сварочного оборудования до предела. Хотя в этом нет ничего принципиально неправильного, частая работа с максимальными возможностями машины означает, что вы, возможно, не получите наилучшие характеристики сварки или срок службы активов. Думайте о своем сварочном аппарате как о машине. Если вам нужно водить 90 миль в час, типичный автомобиль, вероятно, может это сделать. Но если вам нужно ездить со скоростью 90 миль в час каждый день, вы, вероятно, переключитесь на более производительный автомобиль. То же самое относится и к сварочному оборудованию. Тот факт, что машина может сваривать на более высоких диапазонах, не означает, что это лучший вариант в долгосрочной перспективе.
Но если вам нужно ездить со скоростью 90 миль в час каждый день, вы, вероятно, переключитесь на более производительный автомобиль. То же самое относится и к сварочному оборудованию. Тот факт, что машина может сваривать на более высоких диапазонах, не означает, что это лучший вариант в долгосрочной перспективе.
Для большинства работ, вероятно, подойдет машина на 300–400 ампер. Если вам часто приходится выполнять сварку проволокой диаметром более 5/64 дюйма или вам необходимо выполнять большую строжку угольной дугой с электродами размером 1/4 дюйма и более, рассмотрите возможность использования аппарата на 500 ампер или более.
СОВЕТ 2: ПЕРЕХОД ОТ СВАРКИ ПОРОШКОВОЙ НА СВАРКУ ПОРОШКОВЫМ
Преимущества сварки порошковой проволокой в самозащитной среде по сравнению со сваркой электродами могут показаться очевидными для некоторых, но многие строительные и монтажные компании до сих пор сваривают все свои CJP multi -проходные швы электродуговой сваркой (дуговая сварка в защитных газах или SMAW). Сварка электродами отлично подходит для многих применений, но переход на самозащитную порошковую проволоку для проектов, требующих больших многопроходных сварных швов, дает несколько преимуществ:
Сварка электродами отлично подходит для многих применений, но переход на самозащитную порошковую проволоку для проектов, требующих больших многопроходных сварных швов, дает несколько преимуществ:
- Скорость наплавки : По сравнению с наиболее часто используемыми стержневыми электродами 1/8 дюйма 7018, которые обычно обеспечивают скорость наплавки 3 фунта/час или меньше, сравнимая порошковая проволока для всех положений может удвоить или даже утроить это производство.
- Эффективность наплавки : Относится к проценту электрода, который фактически попадает в окончательный сварной шов. Вы когда-нибудь задумывались, сколько денег вы выбрасываете на землю? После каждого сварного шва, независимо от того, израсходован ли электрод полностью или частично, оставшийся обрывок электрода обычно оказывается в одном и том же месте — на земле. Это создает беспорядок, который нужно убрать, и берет деньги из вашего кармана. Используя в качестве примера 1/8-дюймовый стержневой электрод 7018, вам повезет достичь 70-процентного КПД после учета потерь потока и шлейфа.
 Переход на порошковую проволоку может обеспечить повышение эффективности на 10 и более процентов благодаря увеличению возможности подачи расплавленного металла в сварной шов, а также тому факту, что сварщики могут начинать и останавливать сварку в любое время без расходуемых отходов.
Переход на порошковую проволоку может обеспечить повышение эффективности на 10 и более процентов благодаря увеличению возможности подачи расплавленного металла в сварной шов, а также тому факту, что сварщики могут начинать и останавливать сварку в любое время без расходуемых отходов.
СОВЕТ 3: ВЫБЕРИТЕ ПРАВИЛЬНУЮ ПОРОКОВУЮ ПРОВОЛОКУ
При сварке конструкций самозащитной порошковой проволокой многие подрядчики используют так называемую проволоку Т-8. Эти проволоки, которые работают с отрицательной полярностью электрода постоянного тока (DCEN), являются универсальными проволоками для всех положений, которые обеспечивают хорошие низкотемпературные воздействия и могут использоваться для многопроходной сварки. Хотя привлекательность использования одной проволоки для всего проекта понятна, подумайте о переходе на проволоку Т-6 для плоских или горизонтальных сварных швов, таких как сварные соединения колонн. Эти проволоки работают с положительной полярностью электрода постоянного тока (DCEP) и обычно дают значительно более высокие скорости осаждения, чем проволока Т-8.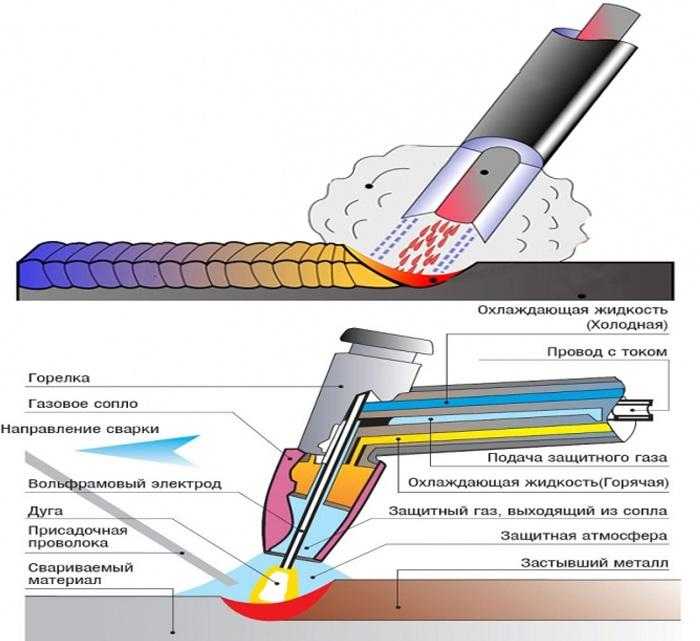 Они также обеспечивают хорошее проникновение и, как правило, дают очень хороший низкотемпературный удар.
Они также обеспечивают хорошее проникновение и, как правило, дают очень хороший низкотемпературный удар.
СОВЕТ 4: ТРАТИТЕ МЕНЬШЕ ВРЕМЕНИ НА ХОДЬБЫ
Недавние исследования показали, что в среднем обычный слесарь в течение дня четырежды возвращается к станку для регулировки. Умножьте это потерянное время на пятидневную рабочую неделю и 50-недельный рабочий год. Предполагая, что каждая поездка туда и обратно занимает примерно 15 минут, и используя 45 долларов в час в качестве оценки того, сколько стоит подрядчику нанять слесаря, мы получим ежегодную потерю производительности в размере 11 250 долларов — просто платить за то, чтобы сварщик ходил туда и обратно, чтобы внести коррективы в источник питания. Независимо от того, составляет ли стоимость вашей работы половину этой суммы или вдвое больше, когда вы умножаете ее на всех сварщиков в платежной ведомости, это приводит к значительной трате денег и снижению производительности.
Чтобы решить эту проблему на строительной площадке, были внесены некоторые улучшения в разработку передовых технологий дистанционного управления сварочным оборудованием, таких как, например, наша технология ArcReach®. Используя только стандартные сварочные кабели и совместимый источник питания, цифровую дистанционную коробку ArcReach или вспомогательные разъемы механизма подачи проволоки, можно подключить сварочный аппарат или горелку с флюсовой сердцевиной. С помощью этих принадлежностей можно не только регулировать силу тока, напряжение и другие параметры управления дугой, но также просматривать и настраивать программы и процессы сварки непосредственно на сварном шве. Это избавляет от необходимости возвращаться к источнику питания или использовать отдельный громоздкий и легко повреждаемый проводной аналоговый пульт дистанционного управления. Кроме того, на некоторых новейших источниках питания аппарат автоматически компенсирует любое падение напряжения на сварочном кабеле, поэтому все, что вы установите на аппарате, будет именно тем, что вы получите на дуге. Нет необходимости самостоятельно набирать или вводить правильные параметры.
Используя только стандартные сварочные кабели и совместимый источник питания, цифровую дистанционную коробку ArcReach или вспомогательные разъемы механизма подачи проволоки, можно подключить сварочный аппарат или горелку с флюсовой сердцевиной. С помощью этих принадлежностей можно не только регулировать силу тока, напряжение и другие параметры управления дугой, но также просматривать и настраивать программы и процессы сварки непосредственно на сварном шве. Это избавляет от необходимости возвращаться к источнику питания или использовать отдельный громоздкий и легко повреждаемый проводной аналоговый пульт дистанционного управления. Кроме того, на некоторых новейших источниках питания аппарат автоматически компенсирует любое падение напряжения на сварочном кабеле, поэтому все, что вы установите на аппарате, будет именно тем, что вы получите на дуге. Нет необходимости самостоятельно набирать или вводить правильные параметры.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
Если вы давно не вносили изменений или улучшений в свою сварочную операцию, подумайте о том, чтобы оценить некоторые из новых решений, представленных на рынке сегодня. Внедрение этих передовых методов сварки моментных соединений и соединений колонн в полевых условиях требует предварительных вложений времени и денег, но, учитывая, сколько вы, вероятно, оставите на столе, это небольшая цена.
Внедрение этих передовых методов сварки моментных соединений и соединений колонн в полевых условиях требует предварительных вложений времени и денег, но, учитывая, сколько вы, вероятно, оставите на столе, это небольшая цена.
Бен Фроланд
Бен Фроланд — менеджер сегмента рынка строительства и производства в компании Miller Electric Manufacturing LLC, 1635 W. Spencer Street, PO Box 1079., Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Новости отрасли
Очное занятие/семинар по шероховатости поверхности, текстуре и трибологии состоится в мае
Занятия представляют собой тщательную и доступную возможность изучить и применить основы анализа текстуры поверхности.
FABTECH 2022 приветствует почти 30 тысяч человек на мероприятии
в Атланте В этом году на мероприятии увеличилось количество участников, экспонентов и размер выставочного зала; В этом году на мероприятии дебютировали 150 экспонентов.
Доступен новый онлайн-конфигуратор конструкции жесткой муфты вала
Конфигуратор жестких муфтStafford Manufacturing позволяет пользователям создавать свои собственные 1-, 2- и 3-компонентные муфты и задавать характеристики.
Просмотреть все
Календарь и события
CMTS Канады
30 сентября – 3 октября 2013 г.
Миссиссога, Канада
WESTEC 2013
15–17 октября 2013 г.
0004 Лос -Анджелес, Калифорния
South -TEC
29 октября — 31, 2013
Greenville, SC
Fabtech
18-11 ноября 2013 г.
McCormick Place — Chicago, IL
PCD. 20, 2013
United Grinding North America – Fredricksburg, VA
MIG/MAG zavarivanje – Deal Mont d.o.o
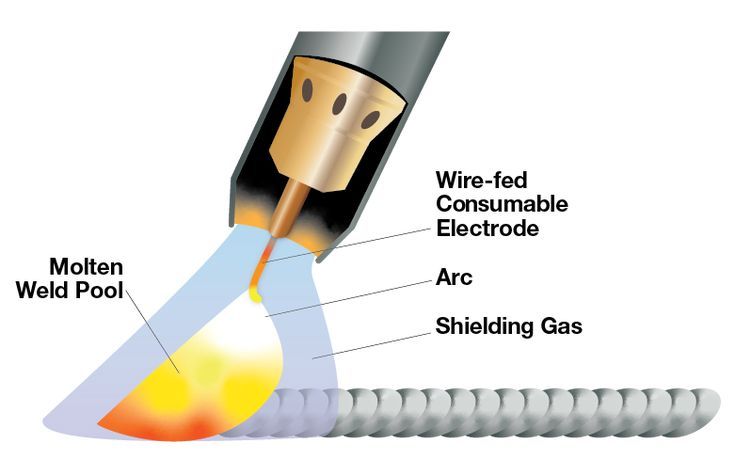
При сварке MIG/MAG дуга создается с помощью подачи питания через сварочную горелку между подаваемой сварочной проволокой и заготовкой. Дуга сплавляет свариваемый материал и сварочную проволоку, создавая сварной шов. Механизм подачи проволоки непрерывно подает сварочную проволоку через сварочный пистолет на протяжении всего процесса сварки. Сварочный пистолет также обеспечивает подачу защитного газа на сварной шов.
Механизм подачи проволоки непрерывно подает сварочную проволоку через сварочный пистолет на протяжении всего процесса сварки. Сварочный пистолет также обеспечивает подачу защитного газа на сварной шов.
Методы сварки MIG и MAG отличаются друг от друга тем, что при сварке MIG (металлический инертный газ) используется инертный защитный газ, который не участвует в процессе сварки, а при сварке MAG (металлический активный газ) используется активный защитный газ, который участвует в сварочном процессе. Обычно защитный газ содержит активный диоксид углерода или кислород, поэтому сварка MAG гораздо более распространена, чем сварка MIG. На самом деле, термин сварка МИГ часто случайно используется в связи со сваркой МАГ.
Обычно защитный газ содержит активный диоксид углерода или кислород, поэтому сварка MAG гораздо более распространена, чем сварка MIG. На самом деле, термин сварка МИГ часто случайно используется в связи со сваркой МАГ.
Сегодня сварка MIG/MAG используется практически повсеместно в сварочной промышленности. Крупнейшими потребителями являются предприятия тяжелой и средней тяжести, такие как судостроение, производители металлоконструкций, трубопроводов и резервуаров высокого давления, а также ремонтные и обслуживающие предприятия.
Крупнейшими потребителями являются предприятия тяжелой и средней тяжести, такие как судостроение, производители металлоконструкций, трубопроводов и резервуаров высокого давления, а также ремонтные и обслуживающие предприятия.
Сварка MIG/MAG также часто используется в производстве листового металла, особенно в автомобильной, кузовной и мелкой промышленности. Любители и домашние пользователи обычно также имеют сварочный аппарат MIG/MAG.
ОБОРУДОВАНИЕ
Сварочное оборудование MIG и MAG обычно состоит из источника питания, механизма подачи проволоки, кабеля заземления, сварочной горелки, опционального блока жидкостного охлаждения и защитного газа или интерфейса газовой сети.
Устройство подачи проволоки предназначено для подачи сварочной проволоки, необходимой для сварки, с катушек на сварочную горелку.
Проводное устройство позволяет запускать и останавливать источник питания, а при использовании электронного источника питания контролирует напряжение, подаваемое источником питания. Поэтому источник питания и механизм подачи проволоки соединены кабелем управления. Кроме того, механизм подачи проволоки регулирует подачу защитного газа. Защитный газ, необходимый для сварки, получают либо из газового баллона, либо из газовой сети.
Поэтому источник питания и механизм подачи проволоки соединены кабелем управления. Кроме того, механизм подачи проволоки регулирует подачу защитного газа. Защитный газ, необходимый для сварки, получают либо из газового баллона, либо из газовой сети.
Сварочные аппараты MIG, производимые в Kemppi, часто представляют собой модульные конструкции, а охлаждающее устройство, блок питания и устройство подачи проволоки можно свободно выбирать в соответствии с требованиями. Проволочное устройство можно отключить от источника питания, что избавляет от необходимости перемещать весь сварочный аппарат с одного рабочего места на другое.
Устройства также могут иметь сменную панель управления и отдельно активируемые дополнительные функции.
При сварке пистолет нагревается, поэтому его необходимо охлаждать газом или жидкостью. В газосварочных горелках защитный газ, поступающий к горелке по сварочному кабелю, одновременно действует как охладитель горелки. Для жидкостей с жидкостным охлаждением требуется отдельная охлаждающая жидкость, которая будет перерабатывать охлаждающую жидкость внутри сварочного кабеля в горелку.
Конструкция аппарата для сварки MIG/MAG ограничена проволочной сварочной катушкой внутри аппарата. Катушка часто является тяжелым и долговечным компонентом. Несмотря на это, современные аппараты для сварки MIG/MAG представляют собой стильные компактные аппараты, такие как Kemppi MinarcMig Adaptive 180, получивший в 2006 году награду Red Dot Award за промышленный дизайн.
Ознакомьтесь со сварочным оборудованием Kemppi MIG
ТЕХНИКА
При сварке MIG/MAG сварочным инструментом является сварочный пистолет. Он используется для введения в заготовку проволоки из присадочного материала, защитного газа и необходимого сварочного тока. Наиболее важными вопросами, связанными со сваркой MIG/MAG, являются положение сварки, угол наклона сварочной горелки, длина выступа проволоки, скорость сварки и форма расплавленной сварочной ванны.
Дуга воспламеняется спусковым крючком пистолета, после чего пистолет перемещается с постоянной скоростью вдоль сварочной канавки.