
Сварка медной проволокой: в чем отличия и достоинства процесса
20.03.2020 | Категория: Инструмент
Одно из применений медной проволоки – в качестве субстрата для сварного шва. Материал используют для соединения листов, изделий из сплавов меди и латуни.
Применяют проволоку в режиме работы полуавтоматом. Медь используют в газовом и аргонодуговом способе сварки.
Технологические нюансы сварки медью
Для работы полуавтоматом необходимо купить медную проволоку марок М1, М2 и М3. Диаметр материала не должен быть толще 5 мм. Рекомендуют сваривать швы одним проходом, применяя:
- силой тока в 300А;
- напряжением – 30В;
- скоростью – 10 м/ч.
Процедура проходит с колебаниями держателя в поперечном направлении.
Многопроходную методику применяют для соединения листов большой толщины. Наплавив первый валик и наварив корни шва, последующий валик наплавляют в сторону разделки.
Прочность сварочного шва будет такой же, как и основного металла.
При газовом методе соединения необходимо применение флюсовых растворов на основе буры. Технология позволяет устранить образование пузырьков воздуха внутри шва, повысить его качество.
Сваривают с помощью медной проволоки быстро, уверенно. Необходимо держать скорость нагрева и охлаждения на высоких позициях. Сначала расплавляют проволоку, а потом края объекта.
Перед сваркой проводят подогрев объектов. Он достигает 250-300 градусов, если толщина свариваемых объектов больше 8 мм.
Этапы процедуры
Для проведения газовой сварки при соединении труб:
- Обкладывают объекты асбестовыми листами.
- Пламя газового баллона направляют перпендикулярно к месту стыковки. Должна плавиться сначала медная проволока, а затем металл.
- Завершив работу одним проходом, проковку проводят без нагрева, если деталь тоньше 5 мм.
- При большой толщине нагревают до 250 градусов.
- Отжигают при температуре в 500 градусов с быстрым охлаждением водой.
Во время сварки аргоном медные прутки надо обезжирить, как и свариваемые детали.
Для тонких по толщине объектов подойдет процедура короткими швами с перерывами. Присадочную проволоку расталкивают боковыми движениями горелки. Медь между кроткими промежутками плавления должна остыть.
Преимущества использования меди для сварки
Применяют медную проволоку для сварочного процесса потому, что:
- Работы проходят без разбрызгивания металла.
- Расход меди минимален.
- Материал дает высокую прочность соединения.
- На сварном шве не появляются трещины и поры.
- Через материал проводят легирование металла сварного шва с помощью введения раскислителей: кремния, марганца, фосфора.
- Можно выполнять процедуру под любым углом наклона.
Медные прутки как присадочный материал используют в ручной дуговой сварке.
Швам, полученным на основе меди, нестрашны перепады температур, физические воздействия.
Достоинства медной проволоки используют при сварке изделий разной толщины. Эту особенность ценят специалисты, применяя материал во время строительства морских и речных судов, автомобилей, монтажа трубопроводов.
Эту особенность ценят специалисты, применяя материал во время строительства морских и речных судов, автомобилей, монтажа трубопроводов.
Медная проволока, изготовление волочением, переплавка, сварка
Для создания электрических сетей и обмотки электродвигателей часто используется тонкая медная проволока. Материал хорошо пропускает ток, не нагревается и выдерживает коррозию. Как подсчитать сопротивление медной проволоки для технических нужд? Где и как её производят? Ниже мы узнаем ответы на эти вопросы.
Содержание
- 1 Основные свойства медной проволоки
- 1.1 Свойства
- 2 Сферы применения
- 3 Расчет сопротивления
- 3.1 Формула сопротивления
- 3.2 Примеры задач
- 4 Волочение проволоки
- 4.1 Технология
- 4.2 Автоматизация
- 5 Переплавка
- 6 Сварка медной проволокой
- 6.1 Газовая сварка
- 6.2 Сварка полуавтоматом
- 6.3 Аргонодуговая сварка
- 7 Транспортировка и хранение
- 8 Заключение
Основные свойства медной проволоки
Для создания проволоки обычно используются чистые марки меди — M3, M2, M1, M0 и выше (то есть такие марки, у которых содержание меди составляет более 99%).
Производство осуществляется фабричным способом, а в качестве исходного сырья используют различные руды или вторсырье. По структуре различают два основных типа проволоки — мягкая и твердая. Мягкая подходит для инженерно-прикладных нужд, а твердая часто используется для декоративных целей.
Свойства
- Низкая удельное сопротивление материала (показатель P составляет 0,0175). Благодаря этому электрический ток легко проходит через металл, а проводник не нагревается.
- Достаточно высокая плотность медной проволоки (около 9 г на 1 кубический сантиметр). Из-за этого материал обладает небольшим весом и плотной структурой.
- Устойчивость к коррозии. Благодаря этому материал не ржавеет и не портится во время хранения.
Где взять медную проволоку в домашних условиях? Проволока входит в состав электродвигателей и трансформаторов электроэнергии. Поэтому ее можно найти в любых электроприборах — телевизоры, фены, утюги, пылесосы и так далее.
Также медная проволока очень часто используется в качестве проводника электрического тока, поэтому ее можно найти в проводах и кабелях. Обратите внимание, что кабельная медь обычно покрывается специальной защитной оболочкой, снять которую вручную сложно. Тогда как на трансформаторах и электродвигателях обмотка находится в чистом виде (изоляция в данном случае не требуется по техническим соображениям).
Обратите внимание, что кабельная медь обычно покрывается специальной защитной оболочкой, снять которую вручную сложно. Тогда как на трансформаторах и электродвигателях обмотка находится в чистом виде (изоляция в данном случае не требуется по техническим соображениям).
Сферы применения
- Медная проволока для обмотки различных трансформаторов и генераторов энергии. Для таких целей обычно используется проволока небольшого или среднего диаметра с высоким удельным содержание меди (более 99,5%). Благодаря этому электрический ток проходит по проводнику свободно и без задержек, что улучшает технико-эксплуатационные характеристики трансформаторов и генераторов.
- Создание кабелей и проводников электрического тока. Также медная проволока широко используется для создания проводников, поскольку медь очень хорошо пропускает электрических ток и слабо нагревается во время работы.
- Для рукоделия и создания каркасных конструкций декоративного назначения. Можно делать различные декоративные изделия — кольца, каркасные изделия в виде животных, плетеные игрушки и так далее.
 В этой области большое распространение получила медная проволока для рукоделия марок M3 и выше. Удельное содержание меди в данном случае не слишком важно.
В этой области большое распространение получила медная проволока для рукоделия марок M3 и выше. Удельное содержание меди в данном случае не слишком важно.
Также проволоку используют для проведения сварки медных и латунных изделий. Подбирать марку меди нужно в зависимости от состава оригинальных деталей, которые будут подлежать сварке. Если исходные детали и сварочная проволока будут иметь разный состав, то в таком случае качество шва будет не слишком высоким, что может привести к растрескиванию и порче материала.
Расчет сопротивления
Особое значение электрическое сопротивление играет в ситуациях, когда проволока используется в качестве обмотки для трансформаторов и генераторов. Ведь если сопротивление будет слишком большим, то в таком случае при возникновении аварийной ситуации может возникнуть возгорание обмотки, что может привести к катастрофическим последствиям.
Формула сопротивления
Для точного подсчета сопротивления используется следующая формула: R = (P x L)/S. Расшифровывается она так:
Расшифровывается она так:
- R — это общее сопротивление. Этот параметр нам нужно найти в результате вычислений (единицы измерения — Ом).
- P — это удельное сопротивление материала. Этот показатель является физической константой, а зависит он от типа химического элемента. Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м).
- L — это общая длина в метрах. Чем больше она будет, тем выше будет сопротивление проводника.
- S — это площадь сечения в квадратных миллиметрах. Этот параметр также влияет на итоговое сопротивление — чем меньше он будет, тем выше будет сопротивление.
Обратите внимание, что параметр S обычно указывается в технической документации, однако вместо площади сечения иногда указывается только диаметр сечения провода. В таком случае необходимо рассчитать площадь по по формуле: S = (Pi x d x d)/4. Расшифровывается эта формула следующим образом:
- Pi — это математическая константа, которая приблизительно равна 3,14.

- d — это диаметр сечения проводника в миллиметрах.
По итогу сопротивление медной проволоки измеряется по двум формулам: R = (P x L)/S = (4 x P x L)/(Pi x d x d).
Примеры задач
Давайте попытаемся решить несколько несложных задачек:
- Задача 1. Определить сопротивление проволоки, длина которой составляет 100 метров, а площадь сечения — 5 квадратных миллиметров. В нашей задачке известен параметр площади, поэтому мы будем использовать первую формулу R = (P x L)/S. Подставим наши значения: R = (0,0175 x 100)/5 = 0,35 Ом.
- Задача 2. Определить сопротивление проволоки, у которой длина составляет 500 метров, а диаметр сечения — 2 миллиметра. В этой задачек известен диаметр, поэтому мы будем пользоваться второй формулой R = (4 x P x L)/(Pi x d x d). Подставим наши значения: R = (4 x 0,0175 x 500)/(3,14 x 2 x 2) = 2,78 Ом.
Волочение проволоки
Для производства на заводах используется специальная технология литья, которая позволяет получить медную проволоку с диаметром сечения порядка 20-30 миллиметров. Этот показатель является достаточно высоким, поскольку такая толстая проволока обладает массой недостатков — большой удельный вес, высокое удельное сопротивление материала и так далее.
Этот показатель является достаточно высоким, поскольку такая толстая проволока обладает массой недостатков — большой удельный вес, высокое удельное сопротивление материала и так далее.
Поэтому после литья также используется волочение. Эта технология позволяет снизить диаметр изделия до нужных показателей (от 1-2 микрометров при сверхтонком волочении до 10 миллиметров при грубом волочении). Сама технология волочения является достаточно простой: толстая проволока пропускается сквозь специальные отверстия (фильеры), диаметр которых меньше диаметра исходной проволоки.
Технология
Для волочения необходимы специальные волочильные станки, а также соблюдение определенного порядка действий.
- Непосредственно перед волочением исходная проволока должна пройти процедуру травления. Для этого обычно используется раствор соляной кислоты, который нагревается до невысоких температур (40-50 градусов по шкале Цельсия). После травления также рекомендуется выполнить отжиг металлической заготовки — так металл станет мелкозернистым, что позволит выполнить более качественное волочение.
 После отжига необходимо нейтрализовать остатки травильной кислоты и сделать промывку. Травление и отжиг позволяют значительно повысить срок годности волочильных станков — если этого не сделать, то волочильные отверстия-фильеры достаточно быстро забьются окалиной, что замедлит производственный процесс.
После отжига необходимо нейтрализовать остатки травильной кислоты и сделать промывку. Травление и отжиг позволяют значительно повысить срок годности волочильных станков — если этого не сделать, то волочильные отверстия-фильеры достаточно быстро забьются окалиной, что замедлит производственный процесс. - Теперь можно приступать непосредственно к волочению. Для этого концы исходной проволоки заостряют с помощью ковочных инструментов, а потом проволока вставляется в специальные отверстия-фильеры. После этого осуществляется запуск двигателя волочильного станка. Чтобы получить тонкую или сверхтонкую проволоку малого сечения, она последовательно пропускается через несколько фильеров.
- На последнем этапе обработки проволока становится достаточно жесткой и пружинистой. Чтобы избавиться от этого недостатка в последнем отсеке волочильного станка происходит финальный отжиг материала. В конце проводят сушку в специальных шкафах-отсеках — после этого осуществляется намотка на катушки. Волочение завершено — катушки с проволокой теперь можно поместить на склад, доставить заказчику с помощью автотранспорта.
Автоматизация
Процедура волочения является полуавтоматизированной — оператор лишь выполняет подготовку и заправку исходной проволоки, а непосредственно волочение станок выполняет сам в автоматическом режиме (хотя оператор может контролировать параметры процедуры с помощью панели управления).
В ряде случаев перед волочением могут наноситься специальные смазочные материалы — это могут быть жирные масла, ингибиторы-эмульсии, растворы щелочных солей и так далее. Целью нанесения смазки является снижения трения во время волочения — это позволяет получить более тонкую и однородную проволоку + за счет нанесения смазки минимизируется риск образования разрывов.
Переплавка
Отработанную или деформированную медную проволоку можно переплавить в специальных промышленных печах. После переплавки медь также должна пройти несколько этапов очистки, чтобы избавить материал от различных примесей. На заводах это происходит следующим образом:
- Медный металлолом очищают от обмотки и помещают в специальные чаны, где происходит нагрев материала.

- Чтобы повысить температуру производится впрыскивание кислорода.
- В результате этой операции температура резко повышается, что приводит к полному расплавлению меди и выгоранию всех основных примесей.
- После этого включаются специальные вытяжки, что приводит к вращению чана с металлом — благодаря этому происходит отделение меди от тугоплавкого мусора.
- Теперь медь разливается в формы, а после небольшого остывания помещается в водяные ванны — в результате образуются твердые слитки.
- После этого медь помещается в специальные электролизные ванны — это позволяет избавиться от различных металлических примесей (золото, серебро, алюминий, теллур и другие элементы).
- Потом формируются небольшие пластины, которые потом отправляются на переплавку — в конце из расплавленной меди методом литья формируется толстая проволока (после остывания с помощью волочения можно уменьшить ее диаметр стандартным образом).
Обратите внимание, что на фабриках медь проходит через несколько стадий очистки — именно поэтому переплавка меди в домашних условиях практически не имеет смысла. Да, теоретически Вы можете и дома нагреть медь до нужных температур с последующим расплавлением металла. Однако в домашних условиях практически очень сложно произвести очистку без специального оборудования.
Да, теоретически Вы можете и дома нагреть медь до нужных температур с последующим расплавлением металла. Однако в домашних условиях практически очень сложно произвести очистку без специального оборудования.
Сварка медной проволокой
Применяется для сварки изделий и листов на основе медных или латунных сплавов. Медная проволока в данном случае используется в качестве субстрата, из которого будет формироваться сварной шов. Рассмотрим критические моменты основных способов сварки:
Газовая сварка
Для проведения газовой сварки меди рекомендуется использовать флюсовые растворы на основе бора для оперативного удаления оксидов, чтобы улучшить качество шва и минимизировать образование пузырьков воздуха внутри сварного шва.
Нужно следить за расходом газа в зависимости от толщины сплава. Если толщина объекта составляет менее 1 см, то расход газа будет 150-160 л/час. Если же толщина объекта будет более 1 см, то расход будет порядка 200-250 л.
Сварку рекомендуется проводить быстрыми, но точными движениями. Распавку нужно делать так: сперва расплавляется присадочная проволока — потом расплавляются края медных объектов.
Распавку нужно делать так: сперва расплавляется присадочная проволока — потом расплавляются края медных объектов.
Сварка полуавтоматом
Сварку полуавтоматом рекомендуется делать во флюсовой среде для минимизации риска образования пузырьков воздуха. Оптимальная проволока для проведения сварки — M2, хотя можно также использовать марки M1 и M3.
Для сварки полуавтоматом рекомендуется использовать напряжение 30 вольт, а силу тока — 300 ампер. Сварку рекомендуется делать поперечными движениями, но без резких колебаний. Иначе могут образоваться пузырьки воздуха и вредоносные оксиды, что плохо скажется на качестве сварного шва.
Аргонодуговая сварка
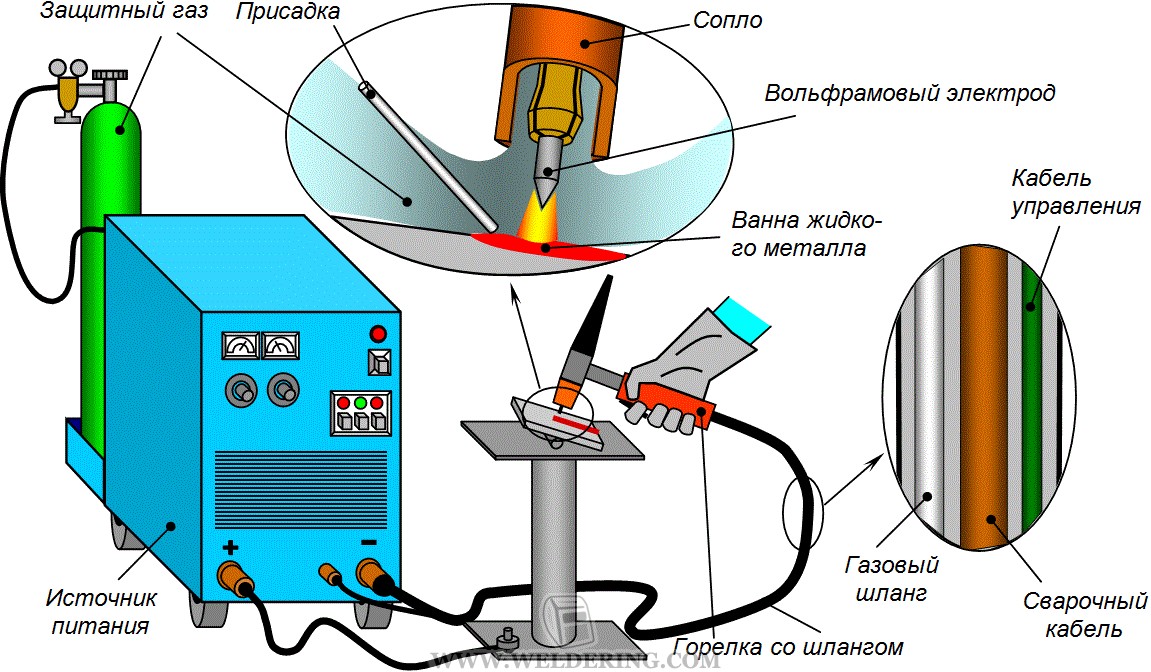
Этот способ сварки — оптимальный. За счет применения аргона снижается риск образования оксидов и пузырьков воздуха, что делает шов ровным и твердым. Для сварки нужно использовать электроды на основе вольфрамовых сплавов. Электроды на другой основе быстро разрушаются и могут загрязнять шов. Для проведения сварки рекомендуется использовать ток обратной полярности. Если медное изделие обладает большой и средней толщиной, то в таком случае перед сваркой необходимо выполнить небольшой нагрев. При работе с тонкими изделиями предварительный нагрев можно не выполнять.
Если медное изделие обладает большой и средней толщиной, то в таком случае перед сваркой необходимо выполнить небольшой нагрев. При работе с тонкими изделиями предварительный нагрев можно не выполнять.
Транспортировка и хранение
Правила хранения медного проволоки регулируются нормами ГОСТ. Основные правила:
- Оптимальный способ хранения и транспортировки — это применение каркасных бухт. Для транспортировки бухты необходимо упаковать в специальную пленку. Она будет защищать материал от неблагоприятных условий окружающей среды. На складке бухты в большинстве случаев можно хранить без упаковки.
- Хранение проволочки должно осуществляться на специальных складах. Основные требования относительно хранения — низкая влажность, наличие сухой вентиляции, минимальный риск длительного намокания материала (краткосрочное намокание по неосторожности допускается) и так далее.
- Различные марки меди должны храниться на складе отдельно. Если во время транспортировки проволока запуталась, необходимо выполнить распутывание.
 Во время распутывания ни в коем случае нельзя допускать перекручивание материала «восьмеркой».
Во время распутывания ни в коем случае нельзя допускать перекручивание материала «восьмеркой».
Заключение
Медная проволока не ломается, имеет хорошую электропроводность, выдерживает коррозию. Для получения проволоки нужного диаметра используют технологию волочения материалов.
Сопротивление медной проволоки зависит от длины материала и площади его сечения. Подсчитать сопротивление можно с помощью простой формулы. Используется для обмотки, создания проводников, в декоративных целях, проведение сварки.
Используемая литература и источники:
- H. R. Schubert, ‘The wiredrawers of Bristol’ Journal Iron & Steel Inst.
- Гуревич С. М. «Справочник по сварке цветных металлов». -К. Наук.думка, 1990
- Электротехнический справочник. Т. 1. / Составитель И. И. Алиев. — М. : ИП РадиоСофт, 2006.
Проволока сварочная с медным покрытием, нержавеющая сталь, используемая в сварных конструкциях
При автоматической или полуавтоматической сварке основным расходным материалом является сварочная проволока . С его помощью можно получить качественный сварной шов.
С его помощью можно получить качественный сварной шов.
Особенности: высокая износостойкость, долговечность, простота использования. Использование этого способствует формированию плоского шва проволоки и надежному креплению.
Применение:
Проволока сварочная применяется при дуговой механизированной сварке углеродистых сталей. Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.
WW-01: Медная сварочная проволока в бухтах
WW-02: Нержавеющая сталь в бухтах
WW-03: Алюминиевая сварочная проволока в пластиковой упаковке
: Катушка для сварочной проволоки из стали
WW-05: Проволока для сварки из нержавеющей стали со стальной корзиной упаковка
Как выбрать сварочную проволоку?
Проволока сварочная алюминиевая, применяемая для сварки конструкций из алюминия и его сплавов. Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Если вы планируете купить сварочную проволоку, то имейте в виду, что среди основных требований при покупке сварочной проволоки — химический состав сварочной проволоки должен соответствовать составу металла, из которого изготавливаются детали для сварки. Плавление сварочной проволоки должно быть равномерным, что дает отличные результаты при формировании сварного шва, сама проволока не должна окисляться. Сварочная проволока должна плавиться при температуре, почти равной температуре плавления металла, из которого изготовлены свариваемые детали.
Сварочная проволока с медным покрытием
Сварочная проволока с медным покрытием, в основном используется как для автоматической, так и для полуавтоматической дуговой сварки. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Чаще всего используется для сварки металлоконструкций, корпусов кораблей и стальных стенок сосудов, находящихся под давлением в процессе эксплуатации. Сварочная проволока с медным покрытием, используемая в различных конструкциях, является прекрасным сырьем для создания надежных сварных конструкций.
Диаметры сварочной проволоки с медным покрытием: 0,8/1,0/1,2/1,6 мм.
Упаковка: Катушка запечатана в полиэтиленовый пакет, коробка — картонная.
Нержавеющая сварочная проволока
Основным преимуществом сварочной проволоки из нержавеющей стали является ее устойчивость к коррозии. Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
При сварке нержавеющих проволок процесс сварки происходит следующим образом:
- подается инертный газ аргон, который при сварке вытесняет окружающий воздух.
- Титановый электрод электродуговой лампы, который нагревает основной металл и присадочную проволоку из нержавеющей стали.
- После охлаждения создается сварной шов, соединяющий два разных изделия в единую конструкцию.
Таким образом, выполняется работа по очистке шва от шлифовки и чистовой шлифовки. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Примечание: При сварке нержавеющей стали нержавеющей проволокой важно не допускать движения воздуха (ветра), поэтому при обдуве ветром из зоны аргоновой сварки и ухудшении качества сварного шва может образоваться корка или просто припой не заполнит пространство и останутся дырки.
Запрос на наш продукт
Shandong Xingying Environmental Energy Technology Co. LTD
Электронная почта: [email protected]
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Полное имя *
Адрес электронной почты *
Код страны * + Номер телефона *
Ваш сайт
Сообщение *
Китай Ультразвуковой сварочный аппарат для металла, Ультразвуковой сварочный аппарат для проволоки, Поставщик ультразвукового сварочного аппарата для металла
Аппарат для ультразвуковой сварки клемм
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
ультразвуковой сварочный аппарат
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Ультразвуковой сварочный аппарат
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Ультразвуковой аккумуляторный сварочный аппарат
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Ультразвуковой сварочный аппарат
,
Ультразвуковой сварочный аппарат
,
Ультразвуковой сварочный аппарат для металла
,
. .. .. | |
| Количество работников: | 16 | |
| Год основания: | 2017-12-07 | |
| Площадь завода: | 600 квадратных метров | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Что мы делаем
Bonne — производитель машин и систем для промышленной ультразвуковой сварки. Ультразвуковая сварка может использоваться для неразъемного соединения двух металлических деталей: например, при сварке жгута проводов, приварке клемм, точечной сварке металла, приварке пластика к металлу, приварке металлопроката и т. д. Классическим применением в автомобильной промышленности с новой энергией является соединение приборы на приборной панели, центральные консоли или жгуты проводов двигателя. Другие области применения ультразвуковой сварки: солнечные …
Ультразвуковая сварка может использоваться для неразъемного соединения двух металлических деталей: например, при сварке жгута проводов, приварке клемм, точечной сварке металла, приварке пластика к металлу, приварке металлопроката и т. д. Классическим применением в автомобильной промышленности с новой энергией является соединение приборы на приборной панели, центральные консоли или жгуты проводов двигателя. Другие области применения ультразвуковой сварки: солнечные …
Просмотреть все
Доска объявлений
16 шт.Сварка проволокой нового энергетического автомобиля EVS
дисплей для сварки медной проволоки
Пьезокерамический лист для акустики
Пьезокерамический лист для акустики
ультразвуковая сварка проволокой
Ультразвуковая сварка аккумуляторной упаковки
Замена компонентадля ультразвукового сварочного аппарата
ультразвуковая сварка кабелей и клемм
Бонн посещает ультразвуковую выставку
ультразвуковая сварка литий-ионного аккумулятора 18650
сварка алюминиевого листа
9Генератор и преобразователь 0002 для ультразвуковой сварки металловультразвуковой сварочный аппарат для медного листа
упаковка для ультразвуковой сварки металлов
машина для ультразвуковой сварки рулонов
ультразвуковой прокатный сварочный аппарат работает на заводе заказчика
Пошлите Ваше сообщение этому поставщику
* От:
* Кому:
Мистер Бонн Райан
* Сообщение:
Введите от 20 до 4000 символов.