
Технология сварки горизонтальных швов — как правильно варить?
Сварка горизонтальных швов производится на вертикальной плоскости. Со стороны она может показаться очень схожей с созданием соединений в нижнем положении, но на практике здесь встречается слишком много нюансов, которые и создают отличия в технике проведения процедуры. На самом деле действительно, если горизонтальный шов на вертикальной плоскости перевернуть на 90 градусов, то он оказывается швом в нижнем положении. Но далеко не всегда есть возможность его перевернуть, особенно если речь идет о больших конструкциях. Тогда приходится выполнять все на вертикальной плоскости, что не всегда удобно.
Сварка в горизонтальном положении шва применяется практически повсеместно, так как это один из основных типов. С его помощью создаются металлоконструкции, производятся различные корпуса для механизмов, проводятся ремонтные работы и так далее. Практически во всех случаях, когда объект оказывается не поворотным, нужно проводить дуговую сварку горизонтальных швов. Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.
Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.
Процесс сварки горизонтального шва
Особенности горизонтальной сварки
Длина сварного шва при данном типе операций может быть совершенно различной, так как этот параметр не влияет на выбор способа сваривания. Также данная разновидность соединения не зависит от того, какое оборудование для сварки будет использоваться. Выбор основан лишь на потребности создавать шов именно в таком положении из-за особенностей расположения конструкции. Все остальные факторы отходят на второй план.
Главной задачей сварщика является правильный сварочный шов, чем более удобным будет положение для его создания, тем выше будет прочность соединения. Обязательным условием для создания качественного горизонтального шва становится предварительная обработка поверхности с правильным разделыванием кромок. Техника сварки горизонтальных швов предполагает наличие небольшой дополнительной опоры, которая будет сделана на нижней кромке.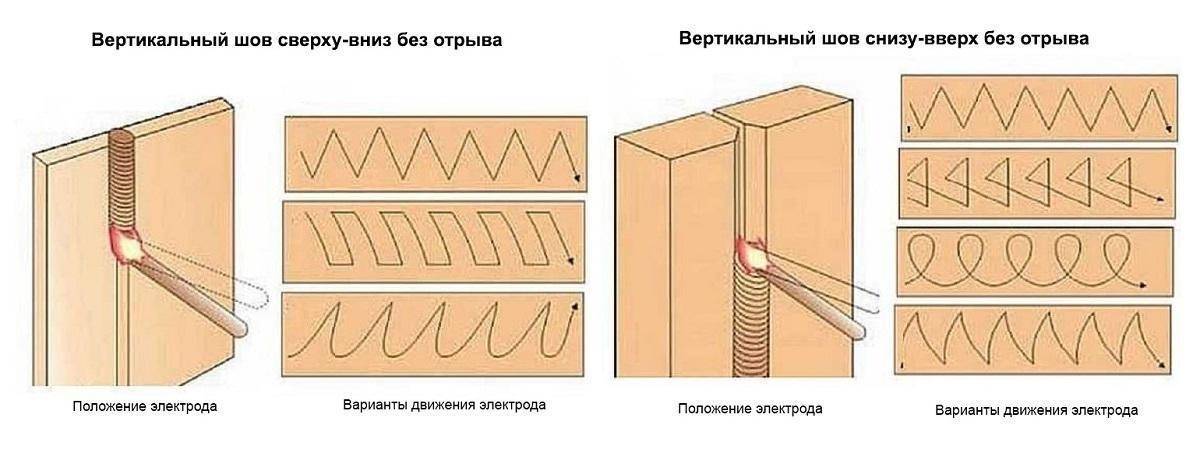 Ее делают подобно ступеньке, а верхнюю кромку расширяют под определенным углом. Благодаря этой ступеньке расплавленный металл не так сильно стекает, а под действием силы притяжения просто вплавляется в ее поверхность. Для того, чтобы создать соединение с верхней кромкой нужно просто захватывать данную часть сварочной ванной и постепенно вести шов в сторону с одинаковой высотой.
Ее делают подобно ступеньке, а верхнюю кромку расширяют под определенным углом. Благодаря этой ступеньке расплавленный металл не так сильно стекает, а под действием силы притяжения просто вплавляется в ее поверхность. Для того, чтобы создать соединение с верхней кромкой нужно просто захватывать данную часть сварочной ванной и постепенно вести шов в сторону с одинаковой высотой.
Сварка угловых швов в горизонтальном положении, а также других типов соединений при этом положении, обладает намного меньшим риском припыливания материала из-за низкой скорости ведения шва. Ведь основная нагрузка приходится перпендикулярно на всю толщу металлического листа, по-этому, возникает больше вероятности, что возникнут проблемы с не проплавленной верхней кромкой или растеканием металла.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны.
 Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом. - Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости.
 Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку. - После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели.
 Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты. - Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
Поделиться в соцсетях
ПОХОЖИЕ СТАТЬИ
Сварка вертикальных швов полуавтоматом: основные методы
Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов. При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Содержание
Подготовка аппарата к работе
устройство полуавтоматаПолуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей диаметру присадочной проволоки.
- Химический состав основного металла и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.
- Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
- Силу тока.
Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
- Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя.
 Благодаря этому детали будут неподвижны во время работы.
Благодаря этому детали будут неподвижны во время работы. - Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
- При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.
струбцины
Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке. Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет. Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого. В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей. Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки. Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва.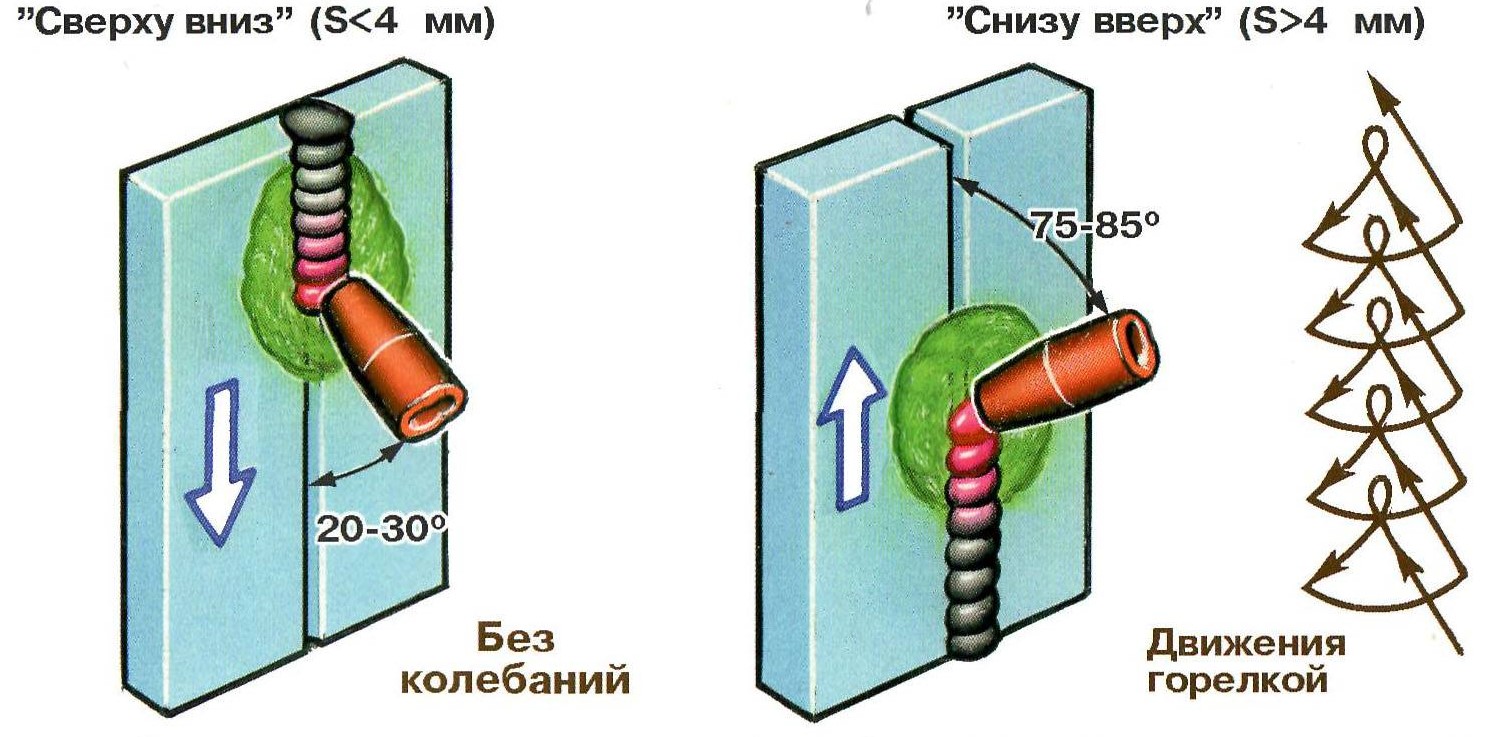 Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
- Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.

- Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
- Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
Как вам статья?
Автоматизированные сварочные аппараты по индивидуальному заказу — любой вариант
Один размер не всегда подходит всем. Команда сварщиков Bancroft Engineering не понаслышке знает о преимуществах полностью индивидуального решения, сделанного на заказ! Будь то полуавтоматическая или роботизированная сварочная система, которую вы ищете, автоматические сварочные аппараты Bancroft , изготовленные по индивидуальному заказу, используют новейшие технологии для правильного выполнения работы.
Команда сварщиков Bancroft Engineering не понаслышке знает о преимуществах полностью индивидуального решения, сделанного на заказ! Будь то полуавтоматическая или роботизированная сварочная система, которую вы ищете, автоматические сварочные аппараты Bancroft , изготовленные по индивидуальному заказу, используют новейшие технологии для правильного выполнения работы.Зная, что стандартное оборудование не всегда может дать такой же результат, как индивидуальное решение, мы создали дополнительные опции и индивидуальные конфигурации для всего нашего оборудования, чтобы соответствовать требованиям современной производственной среды. Читайте дальше, чтобы узнать больше обо всех наших возможностях настройки.
Полуавтоматический и полностью автоматический варианты
В зависимости от ваших требований к сварке предпочтительнее полуавтоматическая система сварки или полностью роботизированный вариант.
Полуавтоматическая сварка обеспечивает больший контроль оператора. Оператор загрузит деталь и оценит процесс в процессе производства. Полуавтоматическая система проведет деталь через процесс сварки, выравнивает деталь в соответствии со спецификациями и повторяет процесс.
С полностью автоматизированными сварочными аппаратами , это более удобный опыт. Либо сварщик, либо автоматизированное оборудование загружает деталь, а робот позаботится обо всем остальном.
Зачем автоматизировать сварочный процесс?
Обеспечивает надежную согласованность и эффективность
Повышает скорость производства
Повышает качество сварки (меньше брака деталей)
Удобен для использования операторами с любым уровнем опыта
Токарные станки по индивидуальному заказу
Токарные станки для сварки являются одним из самых универсальных способов сварки производственных деталей. Семейство сварочных токарных станков Bancroft можно настроить для вертикальной, горизонтальной или наклонной ориентации привода. Синхронизированные шпиндели и автоматические приспособления также могут быть добавлены для повышения эффективности. Ознакомьтесь со всеми доступными конфигурациями для нашего аппарата для круговой сварки MIG 605 и модели токарного станка 1210 прямо здесь.
Семейство сварочных токарных станков Bancroft можно настроить для вертикальной, горизонтальной или наклонной ориентации привода. Синхронизированные шпиндели и автоматические приспособления также могут быть добавлены для повышения эффективности. Ознакомьтесь со всеми доступными конфигурациями для нашего аппарата для круговой сварки MIG 605 и модели токарного станка 1210 прямо здесь.
Сварочные аппараты по индивидуальному заказу (сварочные сварочные аппараты)
Сварочные сварочные аппараты Bancroft, обычно называемые круговыми сварочными аппаратами или ротационными сварочными аппаратами , прочные и компактные инструменты для сварки широкого спектра деталей. Наши сварочные патроны Welda могут быть сконструированы так, чтобы предлагать как одну, так и несколько горелок, специальные конфигурации рамы, приводные индексные позиционеры, индивидуальные варианты инструментов и многое другое! Посмотрите нашу полную линейку ротационных сварочных аппаратов Welda-Round прямо здесь!
Сварочные аппараты по индивидуальному заказу
Сварочные аппараты для линейных швов обеспечивают непрерывную сквозную сварку. Шовные сварочные аппараты лучше всего использовать для однопроходной сварки с полным проплавлением таких деталей, как цилиндры, конусы, коробки и плоские металлические листы. Все машины для шовной сварки Bancroft могут быть полностью адаптированы под ваши нужды с подачей проволоки MIG, TIG с холодной подачей и AVC. Узнайте больше о наших надежных автоматических машинах для сварки швов здесь.
Шовные сварочные аппараты лучше всего использовать для однопроходной сварки с полным проплавлением таких деталей, как цилиндры, конусы, коробки и плоские металлические листы. Все машины для шовной сварки Bancroft могут быть полностью адаптированы под ваши нужды с подачей проволоки MIG, TIG с холодной подачей и AVC. Узнайте больше о наших надежных автоматических машинах для сварки швов здесь.
Оптимизируйте процесс с помощью автоматизированных сварочных аппаратов, изготовленных по индивидуальному заказу
Если вы хотите оптимизировать процесс сварки, повысить эффективность и повысить прочность конечного продукта, Bancroft Engineering может вам помочь! Наша команда инженеров-сварщиков имеет опыт проектирования автоматизированных сварочных систем по индивидуальному заказу как для небольших, так и для крупных операций. Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или напишите по электронной почте: sales@bancrofteng. com
com
Методы сварки горячим воздухом: однослойная сварка вертикальных поверхностей — IHS
- Дом
- Блог
- Методы обработки горячим воздухом: однослойная сварка вертикальных поверхностей
Парапеты — это стенообразные барьеры, окружающие край плоской крыши, которые можно увидеть на многих коммерческих зданиях. Эти полустены служат многим целям, в том числе:
- Противопожарная защита — Предотвратить взбирание пламени по стене здания и воспламенение кровельной мембраны.
- Защита от падения — Ограждение по краю крыши для предотвращения падения.
- Сопротивление ветру — Уравновешивает давление ветра, чтобы предотвратить отрыв кровельной системы от ее поверхности.
- Эстетика — Скрывает поверхности крыши от глаз.
К сожалению, эти архитектурные особенности могут оказаться сложными для подрядчиков, занимающихся шовной сваркой однослойной термопластичной мембраны вдоль вертикальной поверхности парапета.
Традиционно вертикальные швы сваривают с помощью ручного инструмента с горячим воздухом. Хотя это эффективно и лучше для труднодоступных мест, это трудоемкая работа. Жизнеспособной альтернативой является использование ручного полуавтоматического сварочного аппарата.
Ниже приведены рекомендации, которые следует помнить при сварке однослойных швов на вертикальных поверхностях парапетов или любых других вертикальных поверхностях.
Большинство сварочных полуавтоматов легкие и их легко держать на вертикальной поверхности. Эти сварочные аппараты являются самоходными, поэтому задача оператора состоит в том, чтобы просто вести их вдоль края шва и следить за тем, чтобы они ровно прилегали к поверхности.
При использовании ручного полуавтоматического сварочного аппарата на вертикальной поверхности помните о следующих рекомендациях:
- Всегда выполняйте пробную сварку.
 Выполните пробную сварку, чтобы убедиться, что параметры нагрева, объема воздуха и скорости соответствуют материалу и условиям окружающей среды (например, температуре окружающей среды, влажности, влажности и прямому солнечному свету). Если возможно, выполните этот пробный сварной шов на вертикальной поверхности, чтобы убедиться, что у вас есть надлежащая техника сварки.
Выполните пробную сварку, чтобы убедиться, что параметры нагрева, объема воздуха и скорости соответствуют материалу и условиям окружающей среды (например, температуре окружающей среды, влажности, влажности и прямому солнечному свету). Если возможно, выполните этот пробный сварной шов на вертикальной поверхности, чтобы убедиться, что у вас есть надлежащая техника сварки. - Не толкайте и не тяните машину. Не толкайте и не тяните пластиковый сварочный аппарат. Это может повлиять на качество сварного шва, если к материалу будет применено слишком много тепла, что приведет к его чрезмерному разжижению и повреждению, или слишком малому, что приведет к недостаточному разжижению материала для образования прочной связи. Позвольте сварочному аппарату двигаться самостоятельно и просто ведите его вдоль шва.
- Плотно прижмите машину к поверхности. Плотно прижмите сварочный аппарат к вертикальной поверхности, чтобы убедиться, что он устойчиво перемещается вдоль шва и равномерно распределяется давление по всей поверхности.
