Механизированная сварка порошковой проволокой. Сварка флюсовой проволокой без газа.
Механизированная сварка порошковой проволокой представляет собой отличную альтернативу классической сварке полуавтоматом. Несмотря на многочисленные достоинства MIG/MAG аппаратов, они практически идеальны в условиях стационарных работ. Но если есть необходимость частого перемещения исполнителя либо же место для размещения минимально/труднодоступно, не только комфортность, но сама вероятность выполнения шва с помощью такого варианта сварочных работ существенно снижается.
Сварка флюсовой проволокой: преимущества и недостатки
К числу главных достоинств метода сваривания конструкций с использование флюсовой проволоки относятся:
- Снижение трудоемкости и комфортность для сварщика. Прежде всего, это объясняется тем, что полуавтоматы требуют наличия тяжелого и громоздкого газового баллона либо довольно длинного шланга. С их помощью в сварочной ванне формируется среда защитных газов.
 При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;
При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой; - Надежность и стабильность процесса. При работах полуавтоматом в среде защитного газа на открытом воздухе возможные порывы ветра или дождь. Они срывают горение электрической дуги, выдувают защитную среду из рабочей зоны или приводят к забрызгиванию газового сопла. Сварка порошковой проволокой без газа полностью решает эти сложности, при этом обеспечивая нужную степень защиты формируемого шва от окисления при контакте с атмосферными газами;
- Высокая производительность. За счет точной по скорости и непрерывной подачи расходника исполнитель эффективно и довольно быстро выполняет поставленную задачу.
 При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;
При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;Но при этом необходимо понимать, что существуют определенные условия и ограничения на применение этого метода. В частности, его повсеместное применение ограничивают следующие факторы:
- Необходимость в высокой квалификации и опыте исполнителя сварочных работ.
 От этого очень сильно зависит итоговое качестве соединения – особенно на открытом воздухе и в других сложных условиях (под водой, на глубине и так далее). В противном случае велика вероятность высокой степени пористости полученного шва со снижением его механических характеристик;
От этого очень сильно зависит итоговое качестве соединения – особенно на открытом воздухе и в других сложных условиях (под водой, на глубине и так далее). В противном случае велика вероятность высокой степени пористости полученного шва со снижением его механических характеристик; - Более высокая стоимость расходных материалов;
- Качество сварного шва несколько ниже в сравнении с работами в газовой среде. Это связано с возможными неоднородностями флюса в проволоке либо переходом не до конца расплавившихся элементов сердечника в сварочную ванну;
- Возможность выполнения сварочных работ только в нижнем или в вертикальном положении.
Сфера применения сварки порошковой проволокой
Сварка флюсовой проволокой применяется:
- В автомобилестроении для изготовления крупногабаритных несущих и силовых конструкций кузова и других элементов;
- В промышленности;
- В нефтегазовой отрасли;
- В бытовой сфере для ремонта различных конструкций (каркасные и так далее).

При этом несмотря на высокое качество шва стоит иметь ввиду, что такое метод неразъемного соединения конструкций не оптимален для труд и соединений, работающих под высоким давлением.
Механизированная сварка порошковой проволокой: особенности процесса
Этот вариант формирования неразъемного соединения конструктивных элементов имеет свою специфику, продиктованную прежде всего химическим составом и структурой расходного материала.
Состоящий из флюсовой начинки сердечник обладает большим сопротивлением, многократно превышающим показатели сопротивления металлической оболочки. Поэтому под действием тока он плавится очень быстро. Поэтому он может выступать из оболочки, касаясь ванны жидкого металла или проникать в нее не полностью расплавленным. Это негативно влияет на качество шва, засоренного неметаллическими включениями. Чтобы этого не допускать, исполнителю и нужен определенный опыт сваривания флюсовой проволокой.
Механизированная сварка порошковой проволокой во многом похожа на технику соединения плавящимся электродом в среде защитных газов. Но возникновение поверхностного слоя шлака в сварочной ванне несет риск его затекания в зазор между кромками элементов. То есть, для качественного шва и соединения по всей глубине стыка поверхность должна быть тщательно подготовлена. Особенно это важно при многослойной сварке конструкций.
Но возникновение поверхностного слоя шлака в сварочной ванне несет риск его затекания в зазор между кромками элементов. То есть, для качественного шва и соединения по всей глубине стыка поверхность должна быть тщательно подготовлена. Особенно это важно при многослойной сварке конструкций.
Для облегчения ведения дуги и образования равномерного качественного шва сварщику необходимо проделать еще ряд особых манипуляций. В числе таковых:
- Установка прямой полярности на полуавтоматическом аппарате. Это выполняется переключением внутренних контактов инвертора;
- Необходимо использование подающих механизмов с тонкой настройкой усилия сжатия проволоки в подающих роликах. Небольшая жесткость трубчатой конструкции флюсовой проволоки не допускает деформации расходника. Ролики четко подбираются под диаметр используемого изделия;
- Снятие наконечника горелки, его смазка для недопущения прилипания расплавленного металла и шлака. Далее наконечник устанавливается обратно на горелку, но уже без сопла.

Сварка полуавтоматом без газа проволокой с флюсом должна выполняться при небольшой скорости подачи расходника и небольшом напряжении. К примеру, при необходимости сваривания металлических элементов в 1,5 см толщиной вольтаж стоит установить максимум на 15 В, а скорость подачи – до 2 м/минуту. Горелку стоит расположить под углом и двигать вперед. Дуга должна быть при этом прерывистой.
Как Вы сами можете видеть, при таких параметрах работы применение мощных инверторов тут необязательно. Более того, сварочный аппарат необходимо настроить на работу на пониженных мощностях.
Оборудование для сварки флюсовой проволокой
Для реализации метода сваривания конструкций с применением флюсовой проволоки исполнителю понадобится следующий перечень оборудования:
- Полуавтоматический или автоматический инверторный аппарат;
- Подающий механизм с роликами, которые подобраны с учетом диаметра расходного материала трубчатой структуры;
- Кабели для подачи тока к наконечнику подающего проволоку механизма;
- Оснастка и крепежные приспособления для фиксации свариваемых элементов;
- Металлическая щетка и сварочный молоток для мехнического удаления шлака с рабочих поверхностей элементов;
- Плоскогубцы;
- Костюм и средства защиты сварщика.

Все перечисленное и многое другое для любых видов сварки можно выгодно купить в фирменных магазинах компании «Элинс» в Симферополе, Севастополе и Краснодаре. Также Вы можете заказать необходимые товары в нашем интернет-магазине и забрать товар в пунктах выдачи курьерской компании в Вашем городе.
Сварка полуавтоматом без газа обычной проволокой
Сварка становится всё популярнее как в среде профессионалов, любителей и начинающих, которые предпочитают начинать учиться делать первые сварные швы на качественном оборудовании. Это обусловлено рядом преимуществ аппаратной сварки к ручной покрытыми электродами:
- универсальность – полуавтоматы способны варить конструкционные стали, нержавеющую сталь и другие металлы как чугун, алюминий, медь и их сплавы;
- простота процесса – любой, даже который впервые взял в руки держак, способен через непродолжительное время научиться делать швы достаточно высокого качества;
- возможность неразъемного соединения тонкого металла.
 Высокая скорость и производительность работы.
Высокая скорость и производительность работы. - удобство – не нужно изменять положение руки при процессе как при электродной.
Соединение деталей подразделяется на два вида: с защитным газом и без защитного газа.
Сварка полуавтоматом флюсовой проволокой без газа
Флюсовая катанка представляете полую трубку, которая наполнена порошком флюса, который при горении обеспечивает необходимую газовую защиту от окислительного воздействия кислорода, образуя облако защиты в зоне горения дуги. катанка с флюсом позволяет производить работу без применение защитного газа.
Основные преимущества и недостатки сварки без газа
Преимущества:
- нет необходимости с собой возить баллон с газом, достаточно небольшого аппарата.
- сварка полуавтоматом без газа по цене обходится значительно дешевле, особенно если требуется ремонт на выезде.
К недостаткам можно отнести:
- высокую стоимость проволоки;
- недостаточное качество, отечественных производителей, импортная обойдется дороже, при покупке нужно внимательно осмотреть продукцию, т.
 к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
Виды проволоки для ручного полуавтомата
Сварочная катанка для ручных полуавтоматов поставляется в виде бухт или рулонов весом от 2 до 5 кг. Основной диаметр 0,6,0,8,1,1,2 мм. диаметр свыше 1 мм используется узе в промышленных аппаратах.
Для предотвращения внешнего воздействия, продукция упаковывается в плотные материалы, непропускающие воздух, в результате образуется внутри образуется конденсат. Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Порошковая
Порошковой проволокой называется полая стальная оболочка, заполненная флюсовым порошком, который сгорая в электродуге образует защитное облако зоны сварки, предохраняет от вредного воздействия кислорода. Активные добавки во флюс предотвращают образование на сварочном шве шлака.
Купить проволоку для сварки полуавтоматом без газа можно на специализированных интернет ресурсах или дилерских центрах по продаже сварочного оборудования.
Омедненная
Стальной стержень предназначен для неразъемного соединения и наплавки углеродистых сталей. стержень покрыт специальным медным составом электрохимическим способом для предотвращения поверхностной коррозии металла. Изделие выпускается стабильным химическим составом и имеет низкую цену. Сварка полуавтоматом без газа обычной проволокой получается некачественной: шов неровный с большим количеством раковин и шлаковых включений.
Легированная
Спускается изделие с добавками, высоколегированным компонентами, которые входят никель, вольфрам, медь. Сварочные швы получается высокопрочными. Низколегированная имеет минимальный объем присадочных компонентов.
Нержавейка
Для неразъемных соединений деталей из нержавеющих компонентов применяют проволоку соответствующее из нержавеющего металла. Высококачественные провод имеет легированные добавки, как: марганец, фосфор и хром. В зависимости от присадочного элемента проволока может быть твердой мягкой термостойкой. Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Алюминиевая
Этот вид продукции предназначен для неразъемного соединение деталей из алюминия и его сплавов. В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так – как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из – за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
Больше всего практикуется соединение алюминиевых деталей в среде защитного газа – аргона.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так – как при работе подачи газа через него не будет.
Оборудование для работы
Чтобы приступить к работе необходим, аппарат для подачи сварочной проволоки и источника тока, сварочная проволока и защитный газ (при работе в среде защитного газа). Применяемый газ – это углекислота CO2, либо смесь углекислоты с аргоном, стандартная смесь – 80% аргона и 20% углекислого газа.
Для начала необходимо определиться с условием работы аппарата: сколько часов он будет в непрерывной работе, какая толщина металла будет свариваться. Так, например, если толщина металла 5 – 10 мм тогда требуемый ток полуавтомата должен быть примерно 50 – 400А. Если же аппарат предназначен для неразъёмного соединения автомобильного железа толщиной 0,8- 0,6 мм достаточно мощности до 200 А. Также необходимо определить время сколько будет длится непрерывная работа. Если это время превышает более 4 час. тогда о необходимо выбирать аппарат с полезной нагрузкой полезную нагрузку более 60%.
Представляем один из популярных сварочных полуавтоматов Solaris MULTIMIG-228
Аппарат работает в 3 режимах:
- работа только с проволокой – режим МIG – МAG,
- сварка ручная – ММА,
- покрытым электродом и аргоновая сварка неплавящимся вольфрамовым электродом – TIG.
Аппарат имеет широкий настрой функций, которое найдет широкое применение на СТО, ремонтных мастерских, а также в частном хозяйстве. Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Передняя панель оснащена двумя цифровыми дисплеями отображающий сварочный ток и сварочные напряжение. Это позволяет контролировать настройку параметров максимально точно в режиме работы. На дисплее аппарат отражает реальное напряжение и токи, используемые для данного вида работ, позволяет выставить более оптимальный режим работы.
Аппарат легкий, с небольшими габаритами. Аппарат позволит быстро научиться приемам сварки полуавтоматом для начинающих без газа и на остальных режимах. Так же можно найти обучающий материал на интернет ресурсах, сварка полуавтоматом без газа обучающее видео можно посмотреть здесь.
Сварку полуавтомат без газа купить можно на специализированных интернет – ресурсах либо на специализированных дилерских центрах, где можно получить квалифицированную консультацию при приобретении аппаратуры для сварки полуавтомат без газа по сниженным ценам.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Flux-Core и сварка MIG: в чем разница?
Когда я впервые начал заниматься сваркой, сварочные аппараты с подачей проволоки были одними из первых, на которых я учился, и использовались две разные проволоки: MIG и порошковая проволока.
Первый вопрос, который у меня возник: в чем разница? Тогда я спросил, какой из них лучше или дешевле. Вы поняли, у меня было много вопросов об этих двух вариантах, как и у большинства пользователей.
Итак, если вы новичок в сварке и у вас есть похожие вопросы, вы обратились по адресу. В этой статье мы расскажем о хорошем и плохом, а также о том, где можно использовать любой из этих двух популярных процессов сварки.
Краткий обзор
Сравнительная таблица MIG и Flux-Core
| МИГ | Порошковая проволока | |
|---|---|---|
| Кривая настройки/обучения | Умеренный | Умеренный |
| Стоимость провода | ✅ | $⛔ $$$ |
| Требуется бензобак | ⛔ Да | ✅ № |
| Эксплуатационные расходы | $$ | $$ |
| Подготовка поверхности | ⛔ Ярко-белый металл лучше всего | ✅ Справляется с краской, ржавчиной и грязью |
| Ветер | ⛔ В помещении, менее 5 миль в час | ✅ На открытом воздухе, до 35 миль в час |
| Внешний вид валика | ✅ Без шлака, мало брызг | ⛔ Шлак и брызги |
| После очистки | ✅ Очень мало | ⛔ Очистка от шлака и брызг |
| Тонкий материал | ✅ До 24 калибра. | ⛔ 1/8 или толще |
| Толстый материал | ⛔ Приемлемо при достаточной мощности | ✅ Хорошее проникновение до 3/8 дюйма. |
| Чугун | ⛔ Возможно, но более слабый сварной шов | ✅ Лучшее проникновение, сильнее, чем MIG |
| Алюминий | ✅ Чистее, чем палочка | ⛔ Возможно, но сложнее |
| Мобильность | ⛔ Жестче с бензобаками | ✅ Проще без бензобаков |
Порошковая проволока
Профи
- Простота настройки и обучения
- Работает в ветреную погоду на открытом воздухе
- Лучшее проникновение хорошо справляется с толстым материалом
- Доступный
- Стойкость к краске, ржавчине и грязи
- Сварка чугуна и оцинкованной стали хорошо
- Портативный
Минусы
- Образует шлак и брызги, требующие очистки
- Сварка алюминия невозможна
- Не работает на тонком материале без продувки
Сплошная проволока MIG
Pros
- Простота в использовании, нажмите курок и сварите
- Без шлака, меньше брызг, чище, чем порошковая
- Ручки из тонкого металла
- Сплошная проволока с меньшей вероятностью запутывается или слетает с катушки «птичье гнездо»
- Сплошная проволока стоит меньше на фунт по сравнению с порошковой проволокой
- Может производить чистые, профессиональные сварные швы алюминия
Минусы
- Немного сложнее настроить для сварки (необходимо настроить расход газа)
- Дороже, если к стоимости провода добавить газ и другие расходы
- Требуется чистая, ярко-белая подготовка
- Ветер сдувает защитный газ, даже легкий ветерок может быть проблемой
- Не лучший выбор для чугуна Газовый баллон
- делает его менее портативным, чем с порошковым сердечником.

Сварка с флюсовой проволокой и сварка MIG – сходства
Очевидное сходство сварки с флюсовой проволокой и сварки MIG заключается в автоматической подаче катушки проволоки к сварочной горелке. Это может уменьшить потребность в постоянной замене расходуемого электрода, которую необходимо делать при сварке электродом.
Проволока действует как электрод с обоими типами проволоки. Проволочный электрод расходуется во время сварки, поэтому необходимо постоянно подавать проволоку к горелке. Таким образом, обе проволоки жизненно важны, поскольку они проводят ток, поддерживают сварочную дугу и обеспечивают присадочный материал для вашего сварного шва.
Несмотря на то, что вы найдете специализированных сварочных аппаратов MIG и порошковой проволоки, многие аппараты MIG могут сваривать как MIG, так и порошковую проволоку. Это связано с тем, что процесс использования расходуемого проволочного электрода очень похож для обоих типов проволоки, за исключением существенной разницы, которую мы обсудим чуть позже.
Связанное чтение : Объяснение дуговой сварки: что это такое? & Как это работает?
Кроме того, обеими проволоками можно сваривать алюминий, сталь и нержавеющую сталь, что делает оба типа универсальными, хотя в некоторых случаях предпочтительнее использовать одну из них, о чем мы расскажем в следующем разделе.
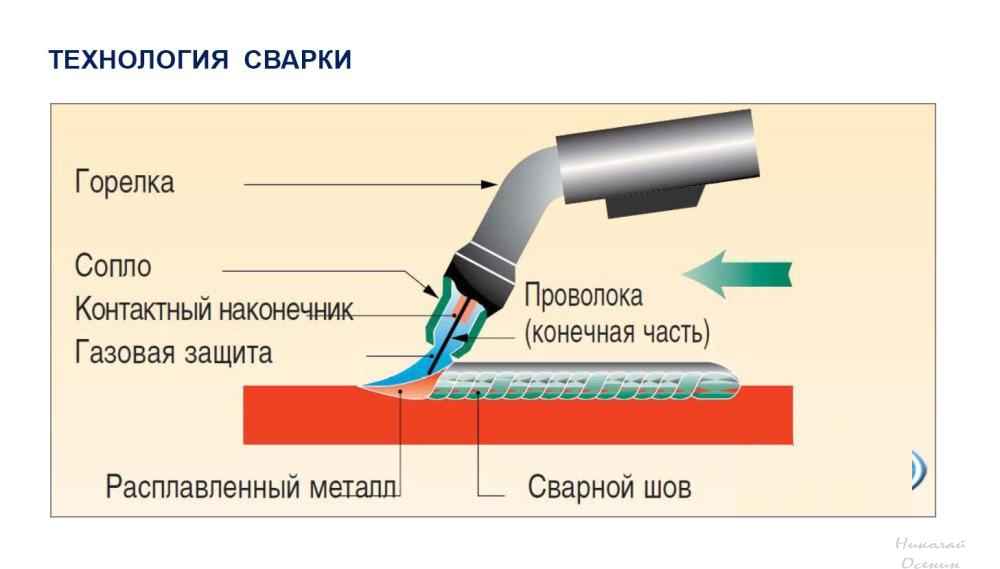
Базовая установка для дуговой сварки в среде защитного газа (GMAW) или сварки в среде инертного газа (MIG) показана ниже.
Для сравнения ниже приведена иллюстрация процесса дуговой сварки с флюсовой проволокой («FCAW»).
Сварка флюсом и сварка MIG – различия
Те, кто внимательно изучил схемы обоих процессов, заметят, что они очень похожи. Но не 100%.
Основное различие между сваркой под флюсом и сваркой MIG заключается в том, что для сварки под флюсом не требуется защитный газ, что делает ее более портативной. Это также делает флюсовый сердечник более подходящим для сварки в ветреную погоду. Самозащитная порошковая проволока обеспечивает подачу защитного газа при горении.
Различий больше, но давайте разберем их ниже.
Защитный газ
Наиболее очевидным отличием является то, что в процессе MIG используется резервуар с газом. Этот газ подается на горелку вместе с проволокой. Это очень важно для успешной сварки MIG. Это потому, что он защищает сварочную ванну от газов в воздухе, которые могут вступать в реакцию с вашим горячим сварным швом и вызывать дефекты.
При сварке порошковой проволокой вы сталкиваетесь с той же проблемой загрязнения воздуха. Но эта форма сварки защищает сварной шов с помощью флюса, содержащегося внутри полого сердечника внутри проволоки. Отсюда и название «порошковая проволока».
Флюс реагирует с высокой температурой сварки в горелке и выделяет защитный газ. Он также образует шлаковую оболочку, которая «покрывает» сварной шов. Таким образом, баллон со сжатым газом не нужен.
Связанные : Для чего используется флюс при сварке?
Благодаря способности производить собственный защитный газ сварка с флюсовой проволокой получила прозвище «безгазовая MIG». Но, как мы только что объяснили, он не безгазовый. Он генерирует защитный газ для защиты горячего сварного шва, а прозвище «без газа» относится к тому факту, что вам не нужен газовый баллон.
Но, как мы только что объяснили, он не безгазовый. Он генерирует защитный газ для защиты горячего сварного шва, а прозвище «без газа» относится к тому факту, что вам не нужен газовый баллон.
Существуют порошковые проволоки, в которых используются как газы из резервуара, так и дополнительная защита, обеспечиваемая флюсом. Это называется сваркой с двойным экраном. По этой причине вы часто найдете порошковые проволоки, классифицируемые как двойное экранирование или самоэкранирование. Но наиболее распространена самозащита.
MIG и порошковая сварка имеют как преимущества, так и недостатки. Например, защитный газ MIG можно заменить, заменив баллон. Это может быть полезно при сварке различных металлов. У вас больше контроля. Алюминий, например, лучше всего работает с чистым аргоном.
Таким образом, сварка MIG означает, что у вас должны быть под рукой баллоны со сжатым газом, и, возможно, более одного, если вы работаете не только со сталью. Танки тяжелые, и их нужно обрабатывать, чтобы предотвратить опрокидывание. Кроме того, вам потребуются аксессуары, такие как шланги и регуляторы.
Кроме того, вам потребуются аксессуары, такие как шланги и регуляторы.
При использовании порошковой проволоки обычно не требуются газовые баллоны, но вам необходимо иметь под рукой легированную проволоку и смесь флюсовой сердцевины для сварного шва. Это включает в себя сохранение разных проволок, если вы свариваете разные металлы. Хранение может быть проблемой, что приводит нас к конструкции с порошковой проволокой.
Подробнее : Защитный газ для сварки MIG – Что использовать
Конструкция проволоки
Мы уже упоминали о конструктивных различиях обеих проволок. Проволока МИГ сплошная. А порошковая проволока по сути представляет собой полую трубку, заполненную флюсом и некоторыми другими важными добавками.
Поперечное сечение будет выглядеть, как показано на рисунке ниже:
Поперечное сечение порошковой проволоки Для сварки порошковой проволокой необходимо приобрести специальную проволоку с металлическим сплавом и правильным составом сердцевины, в зависимости от требуемого сварного шва. . Это может быть сложно, поэтому у вас может быть много разных проводов для обработки и хранения.
. Это может быть сложно, поэтому у вас может быть много разных проводов для обработки и хранения.
Кроме того, некоторые порошковые проволоки нуждаются в прохладных условиях с низкой влажностью, иначе они могут впитать влагу и испортиться. Таким образом, существует множество порошковых проволок, которые вам, возможно, придется иметь под рукой и правильно хранить, если вы полагаетесь на порошковую проволоку только в своем магазине.
Полярность
Посмотрите внимательно на схемы для каждого процесса, и вы увидите, что сварка MIG и порошковая проволока имеют разную полярность горелки. Электрод горелки MIG устанавливается в положительное положение, а электрод горелки устанавливается в отрицательное положение для порошковой проволоки.
Итак, если вы переключаетесь с одного типа провода на другой, и вы должны изменить полярность. Правильная полярность необходима для качественных сварных швов, иначе вы рискуете прожечь или разбрызгать.
Как упоминалось ранее, при сварке MIG горелка является положительной, а работа — отрицательной. Это означает, что ток переходит от заготовки к проводу. Эта настройка называется положительным электродом постоянного тока («DCEP»), и она концентрирует больше тепла в заготовке. Его также иногда называют обратной полярностью.
Это означает, что ток переходит от заготовки к проводу. Эта настройка называется положительным электродом постоянного тока («DCEP»), и она концентрирует больше тепла в заготовке. Его также иногда называют обратной полярностью.
При сварке порошковой проволокой электрод часто отрицательный, а заготовка — положительный. Ток скачет с проволочного электрода на заготовку. Но имейте в виду, что для некоторых порошковых проволок требуется устройство DCEP, поэтому при сварке порошковой проволокой необходимо соблюдать полярность.
Расположение отрицательного электрода называется постоянным током, отрицательным электродом («DCEN») или иногда просто прямой полярностью. Вы получаете больше тепла в электроде с DCEN.
Короче говоря, направление тока влияет на то, как и где концентрируется тепло во время сварки. DCEP приводит к большему нагреву основного металла и лучшему проникновению. DCEN приводит к большему нагреву электрода и меньшему проплавлению.
Таким образом, швы, выполненные с помощью DCEN, обеспечивают более легкое проплавление и большее нагревание электрода. Таким образом, швы DCEN обычно шире и тоньше, чем сварные швы DCEP. По этой причине DCEN часто используется для более тонкого металла или деталей с плохой подгонкой.
Таким образом, швы DCEN обычно шире и тоньше, чем сварные швы DCEP. По этой причине DCEN часто используется для более тонкого металла или деталей с плохой подгонкой.
Другим преимуществом DCEN является более высокий нагрев электрода, что идеально подходит для сварки с флюсовой сердцевиной. Помните, что флюсу и добавкам в сердечнике порошковой проволоки для работы требуется тепло. Полярность EN помещает сильный нагрев в нужное место, чтобы флюс внутри проволоки работал.
Изменение полярности может быть проблемой для некоторых сварочных аппаратов MIG. Не все из них могут поменять полярность. В противном случае они не смогут работать с большинством порошковых проволок. Если вы хотите использовать оба типа проволоки, вам необходимо купить MIG-установку, которая может легко менять полярность горелки.
Присадочный материал
При сварке с флюсовой проволокой вместе с флюсом в сердечник входят добавки. Это важное различие между порошковыми и сплошными проволоками. Технически они обеспечивают разные присадочные материалы. Хотя это не большая проблема, есть некоторые вещи, которые нужно знать.
Технически они обеспечивают разные присадочные материалы. Хотя это не большая проблема, есть некоторые вещи, которые нужно знать.
Сплав «оболочки» проволоки и смесь флюса в центре проволоки FCAW предназначены для работы с конкретным металлом. Это позволяет прореагировавшему флюсу всплывать на поверхность в виде шлака и покрывать валик. Полученный валик представляет собой сплав, очень похожий на свариваемый основной металл. Но это другое.
Например, некоторые марки порошковой проволоки имеют более высокое содержание марганца, что делает сварной шов непригодным для многократных проходов. Это связано с тем, что марганец делает сварной шов более восприимчивым к деформационному упрочнению, а многократные проходы могут сделать соединение хрупким или привести к его растрескиванию.
Вы найдете порошковые проволоки, рассчитанные на один или несколько проходов по только что изложенным причинам. Если вам нужно сделать несколько проходов, обязательно используйте подходящую для этого порошковую проволоку.
Проволока MIG представляет собой сплошной металл, поэтому присадочный материал является «более чистым» по сравнению с FCAW. Поэтому он более щадящий и подходит для многократных проходов. Плюс сплав часто идентичен свариваемому металлу.
Прочность
Продолжая обсуждение присадочного материала, вы можете подумать, что сварка MIG обеспечивает более прочный сварной шов. Но в реальных условиях как MIG, так и порошковая проволока дают очень близкие по прочности сварные швы. С одной очень важной оговоркой, что они сделаны правильно.
Это означает, что для используемой проволоки необходимо использовать правильную проволоку для соединяемого основного металла, правильные настройки сварочного аппарата, правильную технику и т. д. Но если соединение правильно сварено, между двумя проводами нет существенной разницы в прочности.
Одно из заметных различий в прочности наблюдается у чугуна. В этом случае порошковая проволока обеспечивает более прочные сварные швы с лучшим проплавлением. По этой причине чугун обычно лучше всего изготавливать с использованием FCAW.
По этой причине чугун обычно лучше всего изготавливать с использованием FCAW.
Проникновение
В какой-то момент вы услышите, что порошковая проволока проникает лучше. Но так ли это на самом деле?
Ответ не так прост, как вы думаете. Поскольку тепло концентрируется в электроде FCAW, вы получаете более сфокусированное «тепло», что означает, что оно проникает иначе, чем GMAW.
Это означает, что при той же силе тока вы получите лучшее проплавление порошковой проволокой. Это может быть важно, если вы свариваете более толстые детали и толкаете сварочный аппарат. При использовании порошковой проволоки такое дополнительное проникновение может потребоваться, если ваш сварочный аппарат настроен на максимальную силу тока для работы.
Но и порошковая проволока, и проволока MIG хорошо проникают. С порошковой проволокой вам потребуется немного меньше энергии, и некоторые пользователи любят отмечать это, говоря, что вы получаете больше отдачи от затраченных средств с FCAW.
Еще одно преимущество порошковой проволоки, потребляющей на несколько ампер меньше, — вы можете использовать меньший генератор на удаленных работах, чтобы получить необходимое проникновение.
MIG или сварка с флюсовым сердечником – что лучше?
Почти невозможно сказать, что один провод лучше другого, но в определенных ситуациях один провод становится лучшим выбором.
Вот некоторые из наиболее распространенных ситуаций, с которыми вы можете столкнуться:
Подготовка поверхности
Любой, кто уложил хотя бы несколько шашек MIG, знает, что GMAW не прощает ржавчины, грязи или мусора. Лучше всего подойдет чистая, ярко-белая металлическая поверхность, и при подготовке поверхности не нужно срезать углы.
Но при использовании FCAW одним из других преимуществ используемого флюса является то, что он вступает в реакцию с оксидами металлов и грязью и удаляет их. Обладает способностью прорезать загрязнения.
Таким образом, порошковая проволока имеет преимущество в ситуациях, когда на основном металле есть ржавчина или грязь. По этой причине порошковая проволока часто используется в таких местах, как верфи, где трудно довести металл до ярко-белого цвета.
По этой причине порошковая проволока часто используется в таких местах, как верфи, где трудно довести металл до ярко-белого цвета.
Внешний вид сварного шва
Это одно из преимуществ, которое буквально очевидно. Поскольку в результате реакции флюса образуется шлак, происходит некоторое разбрызгивание и разбрызгивание.
При использовании проволоки MIG очень мало брызг, и сварной шов GMAW выглядит более чистым. Когда необходимы чистые, красивые сварные швы, MIG — лучший выбор.
На открытом воздухе
Сварка на открытом воздухе с помощью сварочного аппарата с флюсовой проволокойЗащитный газ, подаваемый в горелку в процессе MIG, позволяет выполнять сварные швы без шлака и с минимальным разбрызгиванием. Но если есть ветер, 5 миль в час или выше, защитный газ сдувается, и горячая лужа подвергается воздействию вредных газов в воздухе.
Таким образом, на открытом воздухе, где есть ветер, порошковая проволока является лучшим выбором. Характер образования защитного газа в сочетании с инкапсуляцией шлака защищает расплавленную ванну при скорости ветра до 35 миль в час.
Тонкая заготовка
Процесс MIG превосходит порошковую проволоку, когда речь идет о тонкой заготовке. Если вы свариваете такие вещи, как детали кузова, сварка MIG с меньшей вероятностью прогорит.
Кроме того, если деталь должна быть окрашена, более чистый сварной шов (т. е. отсутствие шлака) является плюсом. Шлак может затруднить сцепление краски. Если вы планируете оставлять сварные швы открытыми, лучшим выбором снова будут более чистые сварные швы MIG.
Затраты
Порошковая проволока стоит больше за фунт по сравнению со сплошной проволокой MIG. Но сравнение стоимости немного сложнее.
Порошковая проволока становится дешевле, если вы добавите к стоимости MIG баллон с газом, более высокие первоначальные затраты на сварочный аппарат MIG, более высокие токи и т. д. Конечно, это зависит от того, какой сварочный аппарат вы покупаете, какую проволоку используете, толщина сварная и т.д. но в целом МИГ немного дороже.
Чугун
Как мы уже упоминали ранее, порошковая проволока проникает и образует более прочный сварной шов с чугуном. По этой причине чугун обычно сваривают порошковой проволокой.
По этой причине чугун обычно сваривают порошковой проволокой.
Алюминий
Чистота сварных швов MIG является неоспоримым преимуществом при сварке алюминия. Меньшее разбрызгивание и отсутствие шлака улучшают внешний вид сварного шва. Учитывая, что большая часть алюминиевых деталей остается незащищенной, предпочтительным является более чистый сварной шов MIG.
Кроме того, порошковых проволок, которые работают в сварочном аппарате с подачей проволоки, на самом деле не существует. Вы получите результаты с помощью поиска в Интернете, но немного больше исследований покажет, что они предназначены для пайки или на самом деле это сплошные алюминиевые провода.
Для алюминия наилучшим и единственным вариантом является сварка MIG, но вам, возможно, придется купить шпульный пистолет.
Оцинкованная сталь
Если вы свариваете оцинкованную сталь, вам сначала необходимо сошлифовать оцинковку. Вы не можете сварить через это.
Но с порошковой проволокой она способна прорезать гальваническое покрытие и сформировать хороший сварной шов.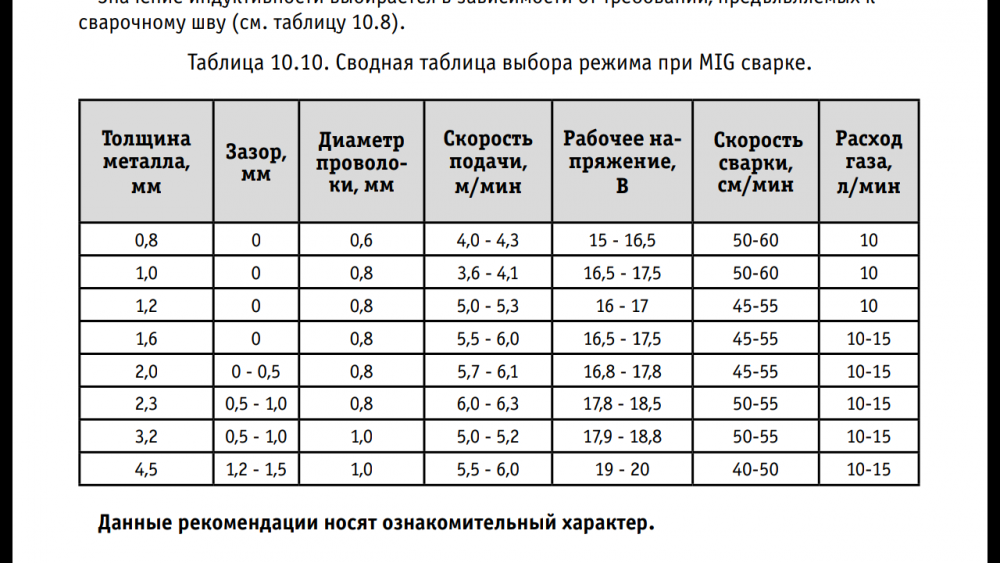 Для оцинкованной стали лучшим выбором является флюсовая сердцевина.
Для оцинкованной стали лучшим выбором является флюсовая сердцевина.
Плюсы и минусы – обновленная крышка
Порошковая проволока
Плюсы
- Простота установки и обучения
- Работает в ветреную погоду на открытом воздухе
- Лучшее проникновение хорошо справляется с толстым материалом
- Доступный
- Выдерживает небольшое количество краски, ржавчины и грязи
- Хорошо сваривает чугун и оцинкованную сталь
- Портативный
Минусы
- Образует шлак и брызги, требующие очистки
- Сварка алюминия невозможна
- Не работает на тонком материале без продувки
Сплошная проволока MIG
Pros
- Простота в использовании, нажмите курок и сварите
- Без шлака, меньше брызг, чище, чем порошковая
- Ручки из тонкого металла
- Сплошная проволока с меньшей вероятностью запутывается или слетает с катушки «птичье гнездо»
- Сплошная проволока стоит меньше на фунт по сравнению с порошковой проволокой
- Может производить чистые, профессиональные сварные швы алюминия
Минусы
- Немного сложнее настроить для сварки (необходимо настроить расход газа)
- Дороже, если к стоимости провода добавить газ и другие расходы
- Требуется чистая, ярко-белая подготовка
- Ветер сдувает защитный газ, даже легкий ветерок может быть проблемой
- Не лучший выбор для чугуна Газовый баллон
- делает его менее портативным, чем с порошковым сердечником.

Часто задаваемые вопросы
Является ли флюсовая сердцевина такой же прочной, как MIG?
И MIG, и порошковая проволока дают очень похожие прочностные сварные швы, и если соединение сварено надлежащим образом, между процессами нет существенной разницы в прочности.
Единственная заметная разница в прочности наблюдается у чугуна. В этом случае порошковая проволока обеспечивает более прочные сварные швы с лучшим проплавлением. По этой причине чугун обычно лучше всего изготавливать с использованием FCAW.
Сварка MIG с газом лучше сварки под флюсом?
Если вы работаете в помещении, сварка MIG будет иметь то преимущество, что она будет более привлекательной и не будет иметь шлака, который нужно отколоть. Однако, если вы работаете на улице, лучше использовать сварку с флюсовой проволокой, поскольку она может выдерживать ветреную погоду.
Может ли любой сварщик MIG использовать флюсовый сердечник?
Большинство сварочных аппаратов MIG спроектированы так, чтобы быть совместимыми с проволокой с флюсовым сердечником, однако некоторые сварочные аппараты MIG могут не упоминать об этом. Если ваш сварочный аппарат MIG не говорит, он, скорее всего, может сваривать порошковой проволокой с небольшими изменениями в аппарате.
Если ваш сварочный аппарат MIG не говорит, он, скорее всего, может сваривать порошковой проволокой с небольшими изменениями в аппарате.
Основными настройками, которые необходимо изменить, являются полярность с положительной на отрицательную и изменение приводного ролика таким образом, чтобы он не повреждал более мягкую порошковую проволоку.
Подведение итогов
Впервые знакомясь со сваркой, многие из нас слышат о чистых сварных швах MIG, которые могут делать даже начинающие сварщики. Итак, когда я впервые начал заниматься сваркой, я, естественно, подумал, что сплошная проволока MIG лучше, чем порошковая.
Но я ошибался, порошковая проволока обладает многими достоинствами и в определенных ситуациях является лучшим выбором. Знание того, когда и где лучше использовать сплошную или порошковую проволоку, сделает вас лучшим сварщиком. Таким образом, это стоит вашего времени, чтобы учиться.
Краткое описание может выглядеть примерно так. Тонкую заготовку лучше всего делать сплошной проволокой MIG. А вот при работе на улице в ветреную погоду лучше использовать порошковую проволоку. Сварка чугуна или оцинкованной стали опять идет порошковой проволокой. Но если вам нужно сварить алюминий, то вам нужно использовать сварочный аппарат МИГ со сплошной проволокой (и, возможно, шпулемет).
А вот при работе на улице в ветреную погоду лучше использовать порошковую проволоку. Сварка чугуна или оцинкованной стали опять идет порошковой проволокой. Но если вам нужно сварить алюминий, то вам нужно использовать сварочный аппарат МИГ со сплошной проволокой (и, возможно, шпулемет).
Связанные материалы
MIG и дуговая сварка
Все о проволоке для дуговой сварки в среде защитных газов с флюсовой сердцевиной
Понимание характеристик и преимуществ порошковых проволок в защитных газах может помочь вам решить, подходят ли они для ваших сварочных операций. Изображения: Hobart Brothers
Выбор правильного присадочного металла может значительно повлиять на качество готового сварного шва, но универсального решения для каждой задачи не существует. Ключевые факторы, которые следует учитывать при выборе, включают требуемое положение сварки; наличие сварочного оборудования; тип или марка основного материала, размер и толщина; и уровень квалификации оператора.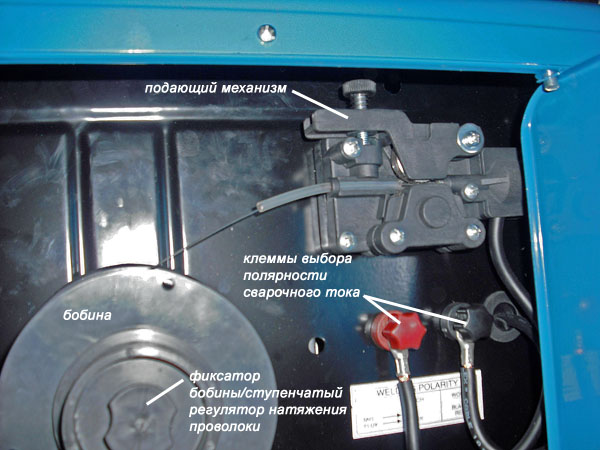
Проволока для дуговой сварки в среде защитного газа (FCAW) может обеспечить более высокую скорость наплавки, чем другие присадочные металлы, что приводит к повышению производительности во многих областях применения. Эти проволоки также хорошо подходят для применения во многих отраслях промышленности, таких как судостроение, конструкционная сталь, а также общее производство и производство.
Понимание характеристик и преимуществ порошковых проволок в защитных газах может помочь вам решить, подходят ли они для ваших сварочных работ.
Основы
Обычная порошковая проволока E71T-1 Американского общества сварщиков (AWS) на основе рутила в среде защитного газа, как правило, очень привлекательна, поскольку ими легко управлять, и они обеспечивают эстетически приятный сварной шов. Выбирая подходящую проволоку для работы, важно сначала рассмотреть несколько основных принципов работы с порошковой проволокой.
Знать положение сварки. Некоторые порошковые проволоки предназначены для сварки во всех положениях (например, AWS E71T-1C), а другие предназначены для плоской и горизонтальной сварки (например, AWS E70T-1C).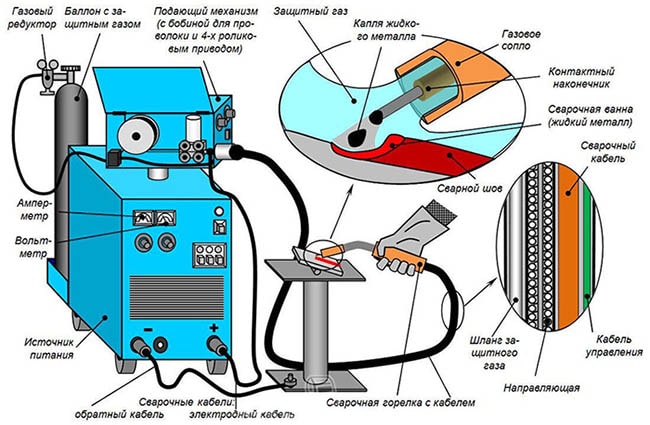
Пара с основным металлом. Порошковая проволока предназначена для сварки различных основных материалов, включая мягкую сталь, низколегированную сталь, никелевые сплавы и нержавеющую сталь. Проволока для сварки стали доступна с пределом прочности на разрыв 70 KSI для низкоуглеродистой стали и от 80 до 120 KSI для высокопрочной/низколегированной стали.
Проверьте обозначения. Порошковая проволока имеет обозначения удобства использования, определенные AWS, которые указывают их полярность и рабочие характеристики. Эти обозначения могут быть числом (от 1 до 14) или буквой (G или GS).
Смотреть шлак . Порошковая проволока образует шлак, который защищает расплавленную сварочную ванну по мере ее охлаждения. Вы должны удалять шлак между проходами и после последнего прохода, чтобы избежать включений, которые могут привести к дефектам сварных швов.
Выберите защитный газ. FCAW с порошковыми проволоками в защитных газах требует внешнего защитного газа. Распространенными вариантами являются 100% углекислый газ или смесь CO2 и аргона.
Распространенными вариантами являются 100% углекислый газ или смесь CO2 и аргона.
Защитные газы для FCAW
При правильном подходе и передовом опыте порошковая проволока может повысить производительность, улучшить качество сварки и сократить время простоя.
Каковы основы согласования порошковой проволоки с защитным газом? Каждый тип защитного газа дает разные характеристики в FCAW. Также важно знать конкретные требования к защитному газу для используемых вами порошковых проволок.
Используйте только 100% CO2 с проводами с обозначением C в их классификации AWS, например, E70T-1C H8.
Для проводов с обозначением М, таких как E71T-1M, требуется смешанный защитный газ из CO2 и аргона, часто в соотношении 75%/25%.
Проволока, имеющая обозначения C и M, предназначена для двойного газа и может использоваться с любым типом газа.
Проволока в паре со 100% CO2 обеспечивает большее проникновение в сварной шов, но также приводит к большему разбрызгиванию при сварке, что требует больше времени для очистки. Использование газовой смеси с порошковой проволокой приводит к уменьшению разбрызгивания при сварке и более гладкому внешнему виду валика. Смешанный газ дороже чистого CO2, поэтому при выборе следует взвесить затраты, включая время и деньги, потраченные на очистку.
Использование газовой смеси с порошковой проволокой приводит к уменьшению разбрызгивания при сварке и более гладкому внешнему виду валика. Смешанный газ дороже чистого CO2, поэтому при выборе следует взвесить затраты, включая время и деньги, потраченные на очистку.
Кроме того, имейте в виду, что изменение защитного газа может потребовать новых процедур сварки и испытаний перед использованием, в зависимости от применения.
Требования к оборудованию для проволоки FCAW
Помимо выбора правильного присадочного металла для работы, для достижения наилучших результатов при использовании порошковой проволоки также требуется наличие надлежащего оборудования и его правильное использование.
Провода FCAW работают со стандартным источником постоянного напряжения (CV), который может быть настроен либо на прямую полярность (отрицательный электрод постоянного тока, или DCEN), либо на обратную полярность (электрод постоянного тока, положительный, или DCEP). Правильная настройка полярности зависит от конструкции провода. Перед настройкой оборудования ознакомьтесь с рекомендациями производителя присадочного металла.
Перед настройкой оборудования ознакомьтесь с рекомендациями производителя присадочного металла.
Поскольку порошковая проволока мягче сплошной проволоки, ее можно легко раздавить или деформировать при использовании неподходящих приводных роликов. Обязательно выбирайте приводные ролики с V-образной накаткой для механизма подачи проволоки, так как они обеспечат плавную подачу проволоки и стабильное качество сварки.
Советы по технике и хранению порошковой проволоки
После того, как у вас есть подходящий присадочный металл и оборудование, следуйте нескольким передовым методам, которые также помогут вам оптимизировать результаты.
При сварке используйте технику перетаскивания. Хороший угол сопротивления для плоского, горизонтального положения и положения над головой обычно составляет от 10 до 30 градусов. Для вертикальных сварных швов угол наклона горелки должен составлять от 5 до 15 градусов.
Поддерживайте постоянную и соответствующую скорость движения. Это не позволит сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Это не позволит сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Следите за своим вылетом . Неправильный вылет может привести к обратному прожогу, червячной траектории, неполному покрытию шлаком и затрудненному удалению шлака. Обязательно ознакомьтесь с рекомендациями по вылету для каждого провода. В зависимости от диаметра и типа проволоки рекомендуемый вылет может превышать 2 дюйма. Вылет также важен, поскольку он обеспечивает уровень резистивного нагрева проволоки, что помогает увеличить скорость наплавки.
Храните присадочные металлы надлежащим образом. Порошковую проволоку следует хранить в чистом и сухом месте. Воздействие влаги или других загрязняющих веществ может привести к повреждению проволоки, что приведет к ухудшению качества сварки. Кроме того, храните провода в их оригинальной упаковке до тех пор, пока вы не будете готовы их использовать. Для используемых проводов снимайте катушку с механизма подачи проволоки на ночь и храните ее в пластиковом пакете, чтобы уменьшить вероятность возникновения проблем из-за воздействия влаги.
Поддержание температуры хранения. Также рекомендуется поддерживать в складских помещениях такую же температуру, как и в сварочном цеху. Конденсат может образовываться на проводах, если вы перемещаете их из холодного склада в теплую производственную среду. Это может привести к ржавлению проволоки и потенциальным проблемам с подачей проволоки или пористости сварного шва. Если невозможно поддерживать одинаковую температуру как в зоне хранения, так и в сварочной камере, дайте проволоке акклиматизироваться к температуре сварочной камеры в течение 24 часов перед сваркой с ней.
Оптимизация сварки порошковой проволокой
Как и в случае любого нового процесса сварки или присадочного металла, обучение является важным шагом на пути к успеху. Если вы новичок в использовании порошковой проволоки в среде защитного газа, вам может потребоваться дополнительное обучение или сертификация, которые помогут вам освоить этот процесс.
Соблюдение необходимых рабочих процедур и параметров для конкретного применения также может помочь вам достичь желаемых результатов с порошковой проволокой.