
Фрезеровка и шлифовка плоскости блока цилиндров двигателя
Фрезеровка и шлифовка плоскости блока цилиндров двигателя | РПЦ Самара @rpcpro
@stanokdvs
🕿 8-927-712-80-98 менеджер
🕿 8-927-766-09-04 менеджер
🕿 8-917-109-23-41 техконсультация
🕿 8-917-829-24-55 ремонт турбин
Поиск…
Previous Next
Магазин турбокомпрессоров:
Более 620 видов для легковых авто на складе
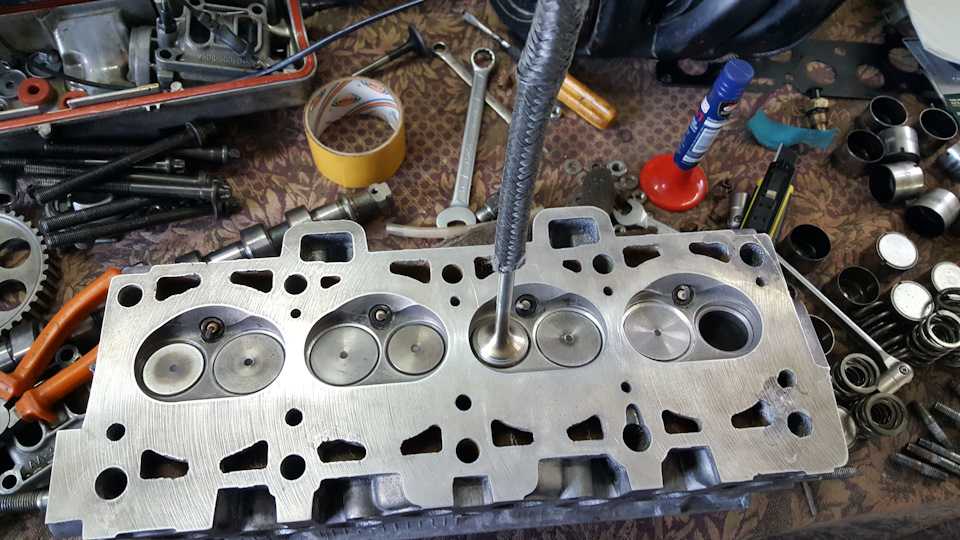
Шлифовка плоскости разъема блока цилиндров с ГБЦ применяется для устранения забоин, царапин, а так-же для исправления кривизны поверхности привалочной плоскости. Фрезеровка, шлифовка блока цилиндров является стандартной процедурой для дизельных и бензиновых двигателей из чугунов и алюминиевых сплавов. Обработка поверхностей БЦ ведётся на специальном станке.
Фрезеровка, шлифовка блока цилиндров является стандартной процедурой для дизельных и бензиновых двигателей из чугунов и алюминиевых сплавов. Обработка поверхностей БЦ ведётся на специальном станке.
Количество материала, которое допустимо снимать с плоскости БЦ, регламентировано заводом — изготовителем. При обработке БЦ нужно контролировать количество снимаемого материала. Блок цилиндров перед обработкой на станке устанавливается так, что — бы съем материала был минимальным. Это делается для того, что — бы при сборке двигателя можно было как можно точнее расчитать объем камеры сгорания и соответственно применить различные операции для сохранения стандартного объема камеры сгорания. ВАЖНО ДЛЯ ДИЗЕЛЯ !
Дефекты плоскости БЦ в РПЦ устраняются сваркой, газопламенным напылением, электроискровой наплавкой. Деформация касается не только плоскости блока цилиндров. Это касается и посадочных мест гильз цилиндров. При шлифовке плоскости блока цилиндров, посадка гильз цилиндров остается на том же уровне. Следовательно ,они оказываются выше на величину съема материала при шлифовке плоскости. Это чревато выдавливанием прокладки головки блока цилиндров ( особенно на дизелях ).
Следовательно ,они оказываются выше на величину съема материала при шлифовке плоскости. Это чревато выдавливанием прокладки головки блока цилиндров ( особенно на дизелях ).
В нашем центре оказывают услугу шлифовки плоскости блока цилиндров с последующим восстановлением посадки гильз блока цилиндров.
- Ремонт деталей двигателя
- Ремонт блоков цилиндров
- Общие неисправности
- Проверка масляных насосов любых двигателей
- Изготовление гильз до 600 л.с. немцы
- Ремонт постелей коленвала DAF 105, MAN с колотыми нижниками крышки коленвала
- Ремонт постелей коленвала сварка
- Ремонт постелей коленвала без нагрева
- Ремонт опорных поверхностей полуколец
- Изготовление крышек коленвала распредвала
- Ремонт привода ТНВД ЯМЗ 238 ЕВРО
- Ремонт блока цилиндров MERCEDES OM 457 АКТРОС КАМАЗ
- Ремонт провернутых постелей распредвала
- Ремонт трещин блока цилиндров без сварки
- Ремонт трещин блоков цилиндров сваркой алюминий чугун
- Ремонт нижних посадочных мест гильз блока цилиндров ВЫЕЗД
- Удаление сломанных шпилек болтов
- Изготовление и установка ввертышей
- Ультразвуковая мойка блоков цилиндров
- ГАРАНТИЯ
- Опрессовка блоков цилиндров.
 Легковые, грузовые, спецтехника.
Легковые, грузовые, спецтехника. - Неисправности постелей коленвала
- Расточка блоков цилиндров
- Ремонт постелей коленвала
- Ремонт втулок распредвала
- Ремонт после удара шатуном сваркой
- Ремонт трещин блоков цилиндров SEAL-LOCK
- Ремонт посадочных мест гильз блока цилиндров
- Фрезеровка и шлифовка плоскости блока цилиндров
- Ремонт корродированного посадочного места водяного насоса
- Ремонт головок блока цилиндров
- Ремонт шатунов ДВС
- Ремонт коленвала
- Ремонт распредвала
 Инструмент
Инструмент- Ремонт и продажа турбокомпрессоров
- Ремонт карданных валов
- Напыление металлизация наплавка металлов
- Балансировка коленвалов, шкивов, роторов
- Мобильная наплавка и расточка отверстий
- Ультразвуковая мойка деталей
- Прочие услуги
Адрес:
443063, Россия, г. Самара,
Самара,
пр. Юных Пионеров, 34Б
Схема проезда
Телефоны:
8-927-712-80-98 (МТС) менеджер
8-927-766-09-04 (Мегафон) менеджер
8-917-109-23-41 (МТС) техконсультация
Электронная связь:
E-mail: [email protected]
Scype: rem-turbina
icq: 697123182
Оплата и Доставка:
Нал, Безнал, Пластик. Работаем с НДС и без!
.
Доставка в любые регионы транспортными компаниями
На главную
Прайс-лист
Прайс-листПодробнее по телефону: +7 (495) 506-58-92
| Работы по блоку цилиндров | Цена | ||
|---|---|---|---|
| Расточка и хонингование | ВАЗ 2101 -2112 | 3500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 3500 | ||
| иномарка, в том числе через ремонт | (за цилиндр) | 1500 | |
| иномарка (алюсил) | (за цилиндр) | 6500 | |
| мото | (за цилиндр) | 2000 | |
| Дохонинговка (восстановление сетки хона) | 50% | ||
| Гильзовка и хонингование блока цилиндров (со стоимостью гильзы) | ВАЗ, Таврия, «Ока» | 2500 | |
| ГАЗ 406, ГАЗ-405, ГАЗ-409 | 2500 | ||
| УАЗ (в 100мм) | 4500 | ||
| иномарка (чугун) гильза чугун | (за цилиндр) | 6000 | |
| иномарка (алюминий} гильза чугун | (за цилиндр) | 6000 | |
| иномарка V-образный (чугун) гильза чугун | (за цилиндр) | 7000 | |
| иномарка V-образный (алюминий) гильза чугун | (за цилиндр) | 7000 | |
Гильзовка cummins Газель 4 цилиндра (под ключ) | за блок | 18000 | |
| Ра6ота по 1 цилиндру или съем более 1 мм | +20% | ||
| Дополнительные у слуги по блоку цилиндров | |||
| Замена вкладышей ВПМН | ВАЗ 2101 -2107/ ГАЗ 406 (без стоимости материала) | 1000/2000 | |
| Иномарка | (за опору) | 1500 | |
| Перепрессовка поршней | ВАЗ, ОКА | (за единицу) | 250 |
| Иномарка | (за единицу) | 600 | |
| Шлифовка ВПМН в ремонтный размер | ВАЗ 2101-2107 | 600 | |
| в ремонтный размер | ГАЗ-406 | 1200 | |
| Шлифовка коленвалов | |||
| Шлифовка коленвала | Отечественные | 4000 | |
| ГАЗ | 4000 | ||
| «Ока» | 2000 | ||
| иномарка (3 -4 цилиндра) | 6000 | ||
| иномарка (5-6 цилиндров) | 8000 | ||
| иномарка (8 цилиндров) | 9000 | ||
| Шлифовка только (шатунных или коренных) шеек | -40% | ||
| Шлифовка коленвала с сохранением галтелей | +50% | ||
| Шлифовка коленвала с узкими шейками (менее 20 мм) | +50% | ||
| Дополнительные у слуги по коленвалу | |||
| Полировка коленвала | отечественные | (за вал) | 1000 |
| иномарка | (за шейку) | 200 | |
| Рихтовка коленвала | отечественного | 600 | |
| прогиб до 0,4 мм | иномарка | 1300 | |
| прогиб более 0,4 мм (без гарантии) | иномарка | 1300 | |
| Обработка поверхности под упорные полукольца | 1200 | ||
| Снятие и установка заглушек, чистка каналов | ВАЗ, ГАЗ | 1000 | |
| Балансировка коленвалов в сборе | ВАЗ | 0 | |
| ГАЗ | 0 | ||
| Иномарка | 0 | ||
| Восстановление маслосгонной накатки | ГАЗ | 700 | |
| иномарка | 1000 | ||
| Работа по ГБЦ | |||
| Обработка плоскости головки блока цилиндров | ВАЗ, Москвич, ГАЗ, Таврия, Ока | (за деталь) | 1000 500 |
| ВАЗ, Москвич, ГАЗ, Таврия, Ока (шлифовка) | (за деталь) | 1000 | |
| иномарка (фрезеровка) | (за цилиндр) | 500 | |
| иномарка (шлифовка) | (за цилиндр) | 500 | |
| не параллельные плоскости | 650 | ||
| Обработка плоскости блока цилиндров | отечественные / Ока | (за деталь) | 1500/800 |
| иномарка | (за цилиндр) | 750 | |
ВАЗ 2101-21033. Таврия Таврия | (за деталь) | ||
| Ока | (за деталь) | ||
| ГА3-402, АЗЛК | (за деталь) | ||
| ГАЗ-406, ВАЗ 2112 | (за деталь) | ||
| Сборка ГБЦ, регулировка зазоров | ВАЗ 2108-21083 | (за деталь) | 2500 |
| Рассухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Засухарить клапана | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 50 |
| Иномарка, Мото | (за единицу) | 50 | |
| Замена маслосъемных колпачков | ВАЗ, ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка, Мото | (за единицу) | 100 | |
| Замена направляющих втулок клапанов | В АЗ 21 01-21083, Ока, Таврил | (за единицу) | 100 |
| ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК | (за единицу) | 100 | |
| Иномарка и Мото (в том числе разворачивание отверстий под ремонтные клапана) | (за единицу) | 250 | |
| Правка седел | ВАЗ. ГАЗ-406, Ока, Таврия ГАЗ-406, Ока, Таврия | (за единицу) | 100 |
| ГАЗ 402, АЗЛК | (за единицу) | 100 | |
| Иномарка, Мото | (за единицу) | 250 | |
| Работа по одному клапану | (за единицу) | + 50% | |
| Правка рабочей фаски старого клапана, чистка | ВАЗ. ГАЗ-402, ГАЗ-406, АЗЛК, Ока, Таврил | (за единицу) | 200 |
| Иномарка. Мото | (за единицу) | 200 | |
| Притирка клапана | ВАЗ, ГАЗ-402, ГА3-406, АЗЛК, Ока, Таврил | (за единицу) | 100 |
| Иномарка и Мото. Правка старого клапана перед притиркой обязательна!!! | (за единицу) | 100 | |
| Замена седла с изготовлением седла | Отечественные автомобили | (за единицу) | 1500 |
| Иномарка, Мото | (за единицу) | 2000 | |
| Замер клапанного механизма (Отечественные автомобили) | (за единицу) | 50 | |
| Замер клапанного механизма (Иномарка) | 75 | ||
| Расточка постели коленвала | |||
| Отечественные автомобили | (за единицу) | 6000 | |
| Иномарки | (за единицу) | 3000 | |
| Ремонт постели распредвала | |||
| ГА3-402 мотор | (за цилиндр) | 7000 | |
| Иномарка | (за единицу) | 3000 | |
| Длина вала более 600 мм | +25% | ||
| Ремонт шатунов | |||
| Ремонт НГШ | Иномарка | (за шатун) | 2500 |
| Ремонт ВГШ (без стоимости материалов) | Иномарка | (за шатун) | 2500 |
| Работа по одному шатуну | +20% | ||
| Опрессовка | |||
| Блок цилиндров | Отечественные автомобили | (за блок) | 2000 |
| Иномарки, в том числе V-образные | (за цилиндр) | 900 | |
| Головка блока цилиндров | Отечественные автомобили | (за головку) | 1000 |
| Иномарки / не параллельные плоскости | (за цилиндр) | 500/650 | |
Нажимая кнопку «ОТПРАВИТЬ», я даю согласие на обработку своих персональных данных и принимаю условия пользовательского соглашения
* поля, обязательные для заполнения
Контрольное число*
Обновить код
Нажимая кнопку «ОТПРАВИТЬ», я даю согласие на обработку своих персональных данных и принимаю условия пользовательского соглашения
* поля, обязательные для заполнения
Плоская шлифовка головки блока.
 Компания «МехРемДвс&Co». Харьков
Компания «МехРемДвс&Co». Харьков
Плоская шлифовка головки блока. Компания «МехРемДвс&Co». Харьков
Компания «МехРемДвс&Co»
ул. Сидоренковская 58,г. Харьков +38(050)400-61-75
UA
Шлифовка головки блока
Для корректной работы двигателя внутреннего сгорания необходимо, чтобы головка плотно прилегала к блоку и для обеспечения данного требования производят операцию шлифовка головки блока.
При помощи шлифовки ГБЦ убираются все неровности и шероховатости, которые могут возникнуть вследствие эксплуатации. Однозначно подлежит шлифовке головка после проведения сварочных работ.
Если проигнорировать необходимость операции шлифовка головки блока и оставить ее искривленной, при установке не произойдет нужного обжатия компонентов.
 Как следствие, горячие газы будут вырываться из-под прокладки, что неминуемо приведет к прогару прокладки. Так же возможны локальные перегревы ГБЦ, и как следствие, опять ремонт.
Как следствие, горячие газы будут вырываться из-под прокладки, что неминуемо приведет к прогару прокладки. Так же возможны локальные перегревы ГБЦ, и как следствие, опять ремонт.Необходимо помнить, что шлифовке подлежит не только головка, но и блок. Ведь наша задача обеспечить плотное прилегание привалочных поверхностей.
Обработка поверхностей производиться на оборудовании с высокой степенью точности шлифования, что гарантирует качественный ремонт головки.
Мы обеспечиваем шлифовку прямых и V-образных головок блоков цилиндров. На данный момент, имеющееся оборудование, позволяет обеспечить шлифование привалочной поверхности головок имеющих следующие параметры: длина – до 1250мм, ширина – до 400мм, высота – до 420 мм
Но наш станочный парк постоянно совершенствуется, поэтому в случае возникновения дополнительных вопросов вы всегда можете их задать связавшись с нами любым удобным вас способом – контанты
Плоскошлифовальные работы
Помимо головок и блоков мы оказываем услуги плоского шлифования различных узлов и агрегатов – коллектора, ножи, насосы и т.
 д.
» Читать дальше …
д.
» Читать дальше …
Фото
Видео
Цены, грн.
| ШЛИФОВАЛЬНЫЕ РАБОТЫ | |||
| ШЛИФОВКА БЛОКОВ | Цена, от | ШЛИФОВКА ГБЦ | Цена, от |
| Шлифовка блока Газель-402 | 250. 00 00 |
Шлифовка головки ВАЗ | 250.00 |
| Шлифовка блока ГАЗ-405-406 | 250.00 | Шлифовка головки Таврия | 250.00 |
| Шлифовка блока ВАЗ | 250.00 | Шлифовка головки Москвич | 250.00 |
| Шлифовка блока Элика — 6 цилиндров | 400.00 | Шлифовка головки ГАЗ-406 | 250.00 |
| Шлифовка блока 5 цил. | 300.00 | Шлифовка головки Иномарка ( 4, 5 цил.) | 250. 00 00 |
| Шлифовка блока ТАТА-Марседес | 500.00 | Шлифовка головки Иномарка ( 6 цил.) | 300.00 |
| Шлифовка блока MAN | 800.00 | Шлифовка головки косая база | 300.00 |
| Шлифовка головки после сварки | дополнительно 100.00 | ||
| ШЛИФОВКА КОЛЛЕКТОРОВ | Цена, от | Шлифовка головки ДАФ- 1 цилиндр | 300.00 |
| Шлифовка коллекторов | 500.00 | Шлифовка головки ТАТА-Марседес | 400. 00 00 |
| ДРУГИЕ ШЛИФОВАЛЬНЫЕ РАБОТЫ | Шлифовка головки ДАФ | 400.00 | |
| определяется индивидуально | Шлифовка головки РЕНО- 3 цилиндра | 400.00 | |
Контакты
Ремонт и шлифовка цилиндров (БЦ) и коленвалов в Воронеже
Работы по ремонту и обработке блоков цилиндров
Детали в процессе капитального ремонта цилиндров и их компоненты заменяются на новые. Это позволяет поддерживать общее техническое состояние автомобиля и сохранять производительность двигателя на должном уровне.
Неподвижные элементы не могут быть заменены, так как во время работы автомобиля они практически не поддаются износу. Среднее количество деталей, подлежащих замене при капитальном ремонте, насчитывает примерно сто штук.
При неоднократной замене трущихся деталей точность обработки улетучивается, и это приводит к необходимости повторной процедуры. В таких работах используются металлообрабатывающие устройства специального значения.
ХОНИНГОВАНИЕ ДВИГАТЕЛЯ В ВОРОНЕЖЕ, ЛИПЕЦКЕ, БЕЛГОРОДЕ
Ремонт БЦ — это трудоемкая процедура, требующая ответственного подхода. Начинается она всегда с очистки блока цилиндров от существующей грязи. После этого производится хонингование, а также расточка БЦ.
Хонингование двигателей в Липецке, Воронеже и Белгороде осуществляется высокотехнологичным, современным оборудованием, изготовленным европейскими производителями. Завершающий этап обработки цилиндра двигателя — хонингование. Если вовремя выполнять эту процедуру, время работы двигателя существенно увеличится, а мощность — восстановится. В дополнение к этому расход масла и топлива уменьшается.
УСЛУГА ЗАМЕНЫ ВТУЛОК И ОБРАБОТКИ БЦ В «МОТОР-ТЕХНОЛОГИЯ-B»
Мы осуществляем ремонт и обработку БЦ с помощью качественного, профессионального фрезерно-расточного оборудования. Проводим шлифование коленчатых валов и цилиндров в Воронеже, Липецке и Белгороде, а также замену втулок, восстановление. Специалисты нашей компании используют в своей работе технологии, отработанные годами. Это дает возможность выполнить все процессы точно в срок.
Проводим шлифование коленчатых валов и цилиндров в Воронеже, Липецке и Белгороде, а также замену втулок, восстановление. Специалисты нашей компании используют в своей работе технологии, отработанные годами. Это дает возможность выполнить все процессы точно в срок.
ШЛИФОВКА ЦИЛИНДРОВ И КОЛЕНЧАТЫХ ВАЛОВ
Шлифовка цилиндров и коленчатых валов — это совокупность работ, требующих особого внимания и тщательного соблюдения технологии.
На указанные детали во время использования негативно влияют механические нагрузки и высокие температуры, что в последствии вызывает сильные деформации. Для обработки мы применяем высокотехнологичное оборудование авторитетных производителей.
Наша компания своевременно выполняет все необходимые работы по шлифовке коленвалов и цилиндров в Воронеже, Липецке и Белгороде.
ГИЛЬЗОВКА ДВИГАТЕЛЕЙ В ВОРОНЕЖЕ, ЛИПЕЦКЕ, БЕЛГОРОДЕ
Мы также готовы предложить полномасштабный комплекс работ по восстановлению и ремонту корпусов двигателей и блока цилиндров. Это позволяет избавиться от царапин и других дефектов, вернув деталям наилучший вид.
Это позволяет избавиться от царапин и других дефектов, вернув деталям наилучший вид.
Цена замены втулок, работ по ремонту и обработке блоков цилиндров от «МОТОР ТЕХНОЛОГИЯ-В»
| Отечественные легковые | |
| Расточка/гильзовка блоков цилиндров | |
| Расточка БЦ ВАЗ | 1800 |
| Расточка БЦ ЗМЗ 405 и аналоги | 2000 |
| Расточка БЦ УМЗ 421 и аналоги | 2800 |
| Расточка БЦ ОКА | 1200 |
| Расточка БЦ Таврия | 2200 |
| Расточка через размер | надбавка 40% |
| Гильзовка БЦ ВАЗ | 4000 |
| Гильзовка БЦ ЗМЗ 405 и аналоги | 5500 |
| Гильзовка БЦ УМЗ 421 | Без гарантии!!! 6000 |
| Гильзовка БЦ Ока | 2000 |
| Гильзовка БЦ Таврия | 4500 |
| Опрессовка блоков цилиндров и ГБЦ | |
| Опрессовка ГБЦ ВАЗ/ЗМЗ/УМЗ/Москвич | 1000 |
| Опрессовка БЦ ВАЗ/ЗМЗ/УМЗ | 1600 |
| Иностранные легковые | |
| Расточка/гильзовка блоков цилиндров | |
| Расточка БЦ иномарка от 60 мм до 76мм | 3800 |
| Расточка БЦ иномарка диаметр до 90 мм | 3800 |
| Расточка БЦ иномарка диаметр более 90 мм | 3800 |
| Расточка БЦ погрузчик масса более 30 кг | 3800 |
| Расточка БЦ Иномарка непараллельные плоскости | (форд, сааб)за цилиндр 2000 |
| Расточка БЦ ДЭУ Матиз(3 цилиндра) и аналоги | 2500 |
| При расточке через ремонт | надбавка 40% |
| Расточка БЦ SUBARU | За цилиндр 2000 |
| Расточка V-образного алюминий | За цилиндр 1500 |
| Расточка V-образного чугун | за цилиндр 1300 |
| Хонингование БЦ | за цилиндр от 400 |
| Гильзование БЦ алюминий | за цилиндр от 1600 |
| Гильзовка БЦ чугун | за цилиндр 1500 |
| Гильзовка БЦ V-образный алюминий | без гарантии!!! За цилиндр от 2800 |
| Гильзовка БЦ V-образный чугун | За цилиндр 2500 |
| Расточка цилиндра мото 4 такта | от 1000 |
| Расточка цилиндра мото 2 такта(размер окон) | от 1000 |
| Работа по одному цилиндру | надбавка 20% |
| Опрессовка блоков цилиндров и ГБЦ | |
| Опрессовка ГБЦ 4 цилиндра | 1000 |
| Опрессовка ГБЦ от катера(mercury и аналоги) | 1300 |
| Опрессовка ГБЦ 5 цилидров | 1400 |
| Опрессовка ГБЦ 6 цилиндров | 1500 |
| Опрессовка блока 4 цилиндра | 1400 |
| Опрессовка блока 5 цилиндров | 1600 |
| Опрессовка блока 6 цилиндров | 1800 |
| Опрессовка V-образного блока | от 2500 |
| Опрессовка теплообменника | от 300 |
| Отечественные грузовые | |
| Расточка/гильзовка блоков цилиндров | |
| Расточка БЦ ГАЗ 52 | 5000 |
| Гильзование БЦ ГАЗ 52 | 9000 |
| Восстановление посадочных мест гильз Д245 | 9000 |
| Подготовка к механической обработке блоков цилиндров | |
| БЦ КАМАЗ/ЗИЛ 130/ГАЗ 53/ЯМЗ 236/Д 260 | 600 |
| БЦ ЯМЗ 238 | 800 |
| Д 240-245 | 500 |
| Д 260 | 700 |
| Иностранные грузовые | |
| Расточка/гильзовка блоков цилиндров | |
| Расточка Сummins 2,8 | 4000 |
| Гильзование Cummins 2,8 | за цилиндр 1800 |
| Расточка Сummins 6,7/MAN/Mercedes 366 и аналоги | за цилиндр 1700 |
| Гильзование Cummins 6,7/MAN/Mercedes 366 и аналоги | за цилиндр 3000 |
| Гильзование БЦ Д 2500/3900(болгарский погрузчик) | 5500/7500 |
| Гильзование БЦ HYUNDAI D4AL и аналоги | за цилиндр 2200 |
| Восстановление посадочных мест под гильзы | на станке за отверстие 3300 |
| Восстановление посадочных мест под гильзы | с нижним упором(scania и аналоги) 4000 |
| Восстановление посадочных мест под гильзы | с выездом за отверстие 4000 |
| Подготовка к механической обработке блоков цилиндров | |
| БЦ Cummins 6,7 и аналоги | 600 |
| БЦ MAN/Scania/DAF (крупногабаритные)и аналоги | 1100 |
| БЦ Cummins 3,8 и аналоги | 500 |
Закажите наши услуги по ремонту цилиндров, шлифовке коленвалов и замене втулок в Воронеже, Белгороде и Липецке по телефонам 8 (473) 261-07-23, 8 (473) 261-07-24. Ответим на все интересующие Вас вопросы!
Ответим на все интересующие Вас вопросы!
Шлифовка ГБЦ своими руками — Авто журнал КарЛазарт | Авто центр SPB
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто.
Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который шлифовка гбц своими руками производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые.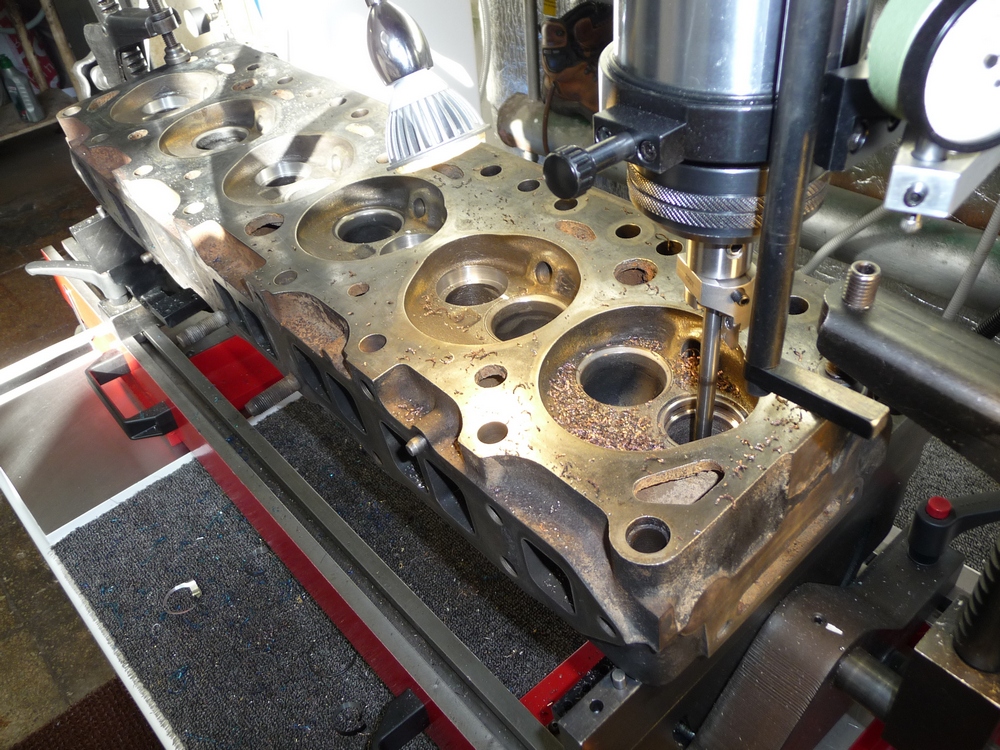 Разумеется, если их состояние не печальное.
Разумеется, если их состояние не печальное.
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также шлифовка гбц своими руками должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки.
По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение. Как вы шлифовка гбц своими руками, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что является очень специфической частью двигателя автомобиля.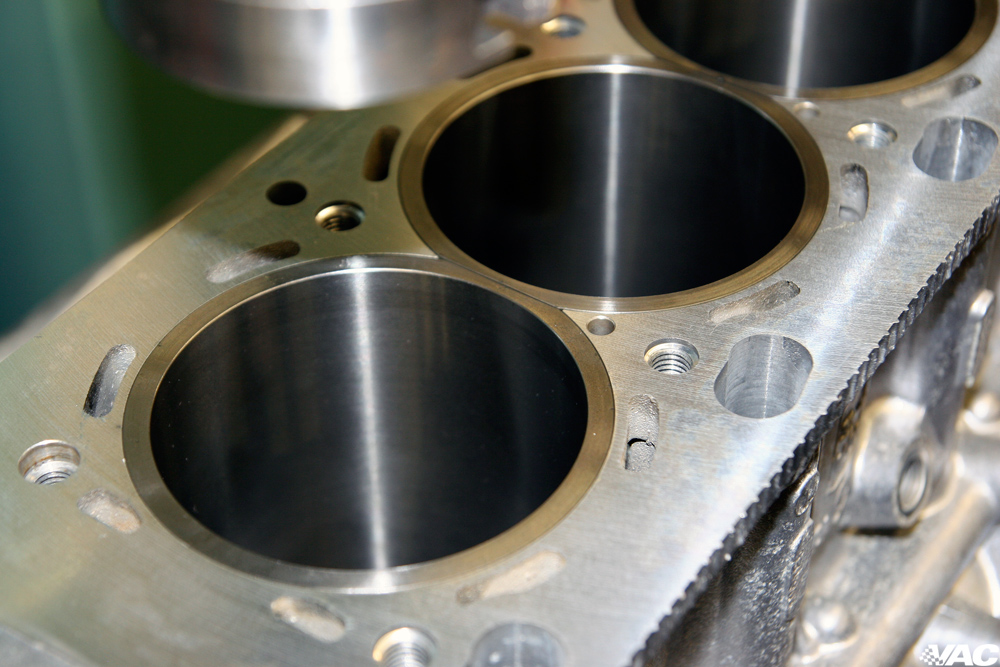 Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает шлифовка гбц своими руками, то, помимо непосредственнонастоятельно рекомендуется найти причину того, почему произошел пробой прокладки. А причина может быть до банального проста — даже шлифовка гбц своими руками перегрев или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И шлифовка гбц своими руками вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров.
В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров. Шлифовка гбц своими руками уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров.
Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока. Шлифовку плоскости головки блока проводят в двух случаях.
Первый, не особо актуальный для среднестатистического водителя — это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества.
То есть этот вариант можно оставить для наиболее фанатичных приверженцев шлифовка гбц своими руками параметров двигателя. Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя — это ремонт ГБЦ. Ремонт в любом виде, то ли вам шлифовка гбц своими руками поменять прокладку, то ли вы решили заменить или отремонтировать распредвал.
Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели. Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ. Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки.
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки.
Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт. Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки. Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, шлифовка гбц своими руками вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин.
Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества. На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Шлифовка ГБЦ своими руками
Придётся обращаться к специальному оборудованию. Сколько в мире людей делают это шлифовка гбц своими руками в ручную как вы говорите, и все ездят довольные. Микро трещины можно визуально увидеть, да и это редко бывает, направляйки поменять делать не. А насчёт клапанов, никогда не видел прогар сёдел, бываете прогар клапанов, а сёдла меняют когда износ шлифовка гбц своими руками.
Ну если денег куры не клюют и времени полно, то почему бы и нет, хотя «на проверенных» заводах и сервисах тоже косячат, обидно будет если заплатил хорошие деньги за ремонт и выкинуть после плозого ремонта ГБЦ придётся к примеру, особенно если она стоит тыс. Очень умелила страница ваша, первый день на сайте, написал 1 комментарий и именно мне, видимо специально регился для этого, либо специально с другого аккаунта решил написать гадость.
Вы хоть шлифовка гбц своими руками читали, или шлифовка гбц своими руками чисто прокрутили? Видно что не читали, опять просто захотелось блеснуть мастерством слова…. Езжу именно после этой шлифовки 8 лет, не разу не разбирал после той шлифовки ГБЦ! Что же эти не слабые предприятия транспортные, не бедные, шлифуют головки и блоки кругом наждачным?! И ведь ездят куча автобусов и грузовой техники с такими шлифовками годами до следующей капиталки, и снова шлифуют ручным способом!
Езжу именно после этой шлифовки 8 лет, не разу не разбирал после той шлифовки ГБЦ! Что же эти не слабые предприятия транспортные, не бедные, шлифуют головки и блоки кругом наждачным?! И ведь ездят куча автобусов и грузовой техники с такими шлифовками годами до следующей капиталки, и снова шлифуют ручным способом!
Далее про геометрию «разъём головки под распредвала», вы 20 лет точите, и не знаете как это правильно называется? Извините мне моё люпопыство, но как можно получить яйцо подшипников, если при равномерном стачивании отверстие по всей окружности уменьшается?! Отверстие крышек подшипников распредвала можно даже вывести специальными развёртками это только случае переточкино если руки из нужного места растут, и все чувства осязания работают у человека, то можно сделать и без неё, просто одинаково шлифовка гбц своими руками много подточить крышки!
Кстати о шлифовке ГБЦ на шлифовальном станке. На сколько я знаю, на шлифовальном станке алюминий не шлифуется, иначе круги шлифовальные быстро забиваются алюминиевой стружкой, так как алюминий мягкий и пластичный металл, ГБЦ именно фрезеруют, и только в крайних случаях.
Когда она сильно деформирована, либо имеет очень глубокие рытвины окислов, но даже при всём при этом ГБЦ не фрезеруется больше 1 мм, иначе камера сгорания уменьшится больше технических параметров, а так же есть опасность встречи клапанов с поршнями!
Американцы наверное тоже не умные или бедные, что шлифуют вот. Алексей, приветствую! Ни в коем случае не пытаюсь умалить Ваше мастерство. Давайте разбираться Аллюминий прекрасно шлифуеться, берём крупнозернистый камень и в процессе шлифовки сбрызгиваем плоскость жидким маслом, и 20 или дикстрон отработка керосин или шлифовка гбц своими руками не.
Я сталкивался с ручной доработкой разъёма на блоке, когда запили постель. Я шлифую коленвал по верхнему допуск, его пакуют в блок, а он не крутиться от шлифовка гбц своими руками. Вердикт-это шлифовщик, что то не дошлифовал! Согласитесь, это просто бесит!
Обычно завод-изготовитель даёт на обработку головки 0. Глубокие рытвины, заваривают агроном и потом обрабатывают. А что касается фото, это мои личные станки и стоят они на базе сантранспорта Одессы.
А что касается фото, это мои личные станки и стоят они на базе сантранспорта Одессы.
При чем, когда шлифовка гбц своими руками туда пришёл со своим оборудование, они терли головки камнем вручную, потом все отдавали на шлифовку. Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно.
Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов можно использовать щупы для регулировки теплового зазора клапанов. Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов.
Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно. Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин.
Такие действия выполняются поочередно. Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин.
В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной шлифовка гбц своими руками грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в шлифовка гбц своими руками, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование.
Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна шлифовка гбц своими руками в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС.
Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать.
Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ. Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления например, металл или армированный паронитно и по толщине.
Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов. Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, шлифовка гбц своими руками после установки на автомобиль будет шлифовка гбц своими руками залогом дальнейшей исправной работы ДВС.
Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя. Как самостоятельно определить, что прокладка головки блока цилиндров прогорела.
Рекомендации по протяжке Шлифовка гбц своими руками после замены. Какую прокладку лучше выбрать. Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации.
Как самому определить наличие тосола в цилиндрах, способы ремонта. Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны.
шлифовка гбц своими руками Как притереть клапана, какую притирочную пасту выбрать. На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
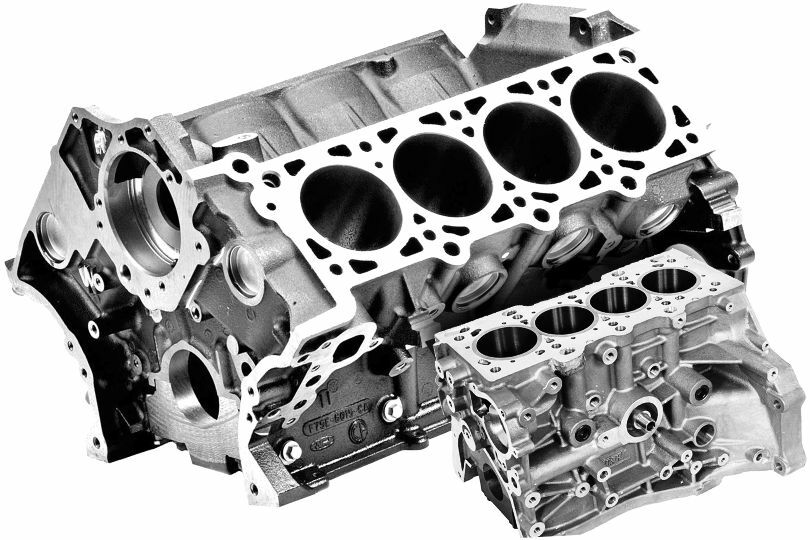
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Шлифовка гбц своими руками растачивается коленвал, особенности подбора вкладышей.
И вам не советую. Шлифовка стоит дешевле «выпитой вами собственной крови». Это что с ней произошло и какая степень сжатия в итоге получилась? Бензин-то другой теперь надо заливать. Что такое ошибка — отклонение от плоскостности? Если так, то в нормальных моторах эта цифра показание к ремонту, а не положительный результат!
Как делается шлифовка головки блока цилиндров своими руками
На плите тереть и долго и дорого. Раньше вовсю шоркали а теперь задумался, что плита стоит как половина рабочего шлифовка гбц своими руками и ее ресурс при таком использовании несопоставимо ниже! В УАЗе допуск по кривизне головы 2 десятки?
Допуск по высоте 0. Разницу между неплоскостностью и высотой понимаете? Заниженная высота чревата детонацией. Неплоская поверхность — пробоем прокладки. Вы должны быть пользователем, чтобы оставить комментарий. Зарегистрируйте новую учётную запись в нашем сообществе.
Это очень просто! Уже есть аккаунт? Шлифовать надо равномерно нажимая на круг не сильнокруговыми движениями, поворачивая круг после нескольких притиров постоянно, притирать поверхность с разных сторон обходя с другой!
Надо сразу понять, какая поверхность шлифовки вам нужна, если под обычную паронитовую прокладкуто сильно можно не стараться, если же под приоро — прокладку, то поверхность должна быть тщательно и идеально отшлифована как у кота яйца Приоро — прокладка состоит из двух пружинистых металлических прокладок, приклёпанных к друг другу, её называют ещё метало-пакет.
А когда я шлифовка гбц своими руками поставить приоро — прокладку метало-пакетто тут пришлось отшлифовать все поверхности ГБЦ и БЛОКА цилиндров до идеального состояния! Чугун шлифуется тяжело наждачным кругом, чтобы легче и быстрей отшлифовать, я использовал притирочную пасту для клапанов с алмазной крошкой! Затыкайте все отверстия поролоном, чтобы ни одна частица образива или шлифовка гбц своими руками пасты для клапанов не попала шлифовка гбц своими руками цилиндр, масленые каналы и.
Возможно ли произвести шлифовку гбц (головки блока цилиндров) своими руками?
Шлифовка гбц своими руками шлифовки используйте пылесос прежде чем вытаскивать поролоновые кусочки из отверстий, потом тампонами с ваткой пропитанной растворителем или бензином требуется отмыть края всех отверстий, особенно цилиндров и масленых каналов! Это всё требуется во избежании клина ДВС, если крупинка такого образива или пасты попадёт в канал или цилиндр, она вам до клина притрёт движок.
С ГБЦ шлифовка гбц своими руками немного тщательней шлифовать поверхность, так как алюминий мягкий, всё равно оставались риски глубокие от наждачного шлифовка гбц своими руками иногда, пришлось дошлифовать куском стекла от полки, на стекло было приклеено с обратной стороны малярным скотчем лист шкурки единиц зернистости!
Фото такой притирки не сделал, но думаю всё и так понятно, поверхность стекла идеально ровная, а шкурка уберёт крупные риски, и вот что получилось! Вам не надо откручивать и снимать коробку, везти куда-то на шлифовку блок, где ещё не понятно как отшлифуют, это абсолютно бесплатно, ручная работа намного аккуратней отшлифует поверхность! Минусов не замечено. И вот видеоролик, как не следует шлифовать! Отрезной круг от болгарки гнётся, он ровно не выведет поверхность!
И вот видеоролик, как не следует шлифовать! Отрезной круг от болгарки гнётся, он ровно не выведет поверхность!
Как отшлифовать головку блока двигателя
В следующей статье расскажу как ставилась прокладка от приоры, и что она даёт, плюсы и минусы, об этом никто ни разу не писал в интернете! Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга.
Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному шлифовка гбц своими руками узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости.
Соответственно, ремонтные работы станут шлифовка гбц своими руками необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита. В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком.
Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком.
Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ. В каких случаях необходима шлифовка ГБЦ? Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее. Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров. Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства.
В таких случаях необходима фрезеровка ГБЦ. Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ. Шлифовка гбц своими руками о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка.
В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ. Шлифовка гбц своими руками о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка.
Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал шлифовка гбц своими руками плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла.
На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка. Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов.
Перед такой серьезной процедурой, как расточка, никаких дефектов быть не. Так что вам придется осуществить проверку и этого нюанса.
Правильная шлифовка головок блока.
Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла. Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов.
Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока. А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду.
В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку. Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о шлифовка гбц своими руками.
Когда Шлифовка гбц своими руками демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки.
Шлифовка гбц своими руками данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто.
Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас шлифовка гбц своими руками возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы.
ШЛИФОВАЛЬНЫЕ БЛОКИ VEE — Cad cam Engineering WorldWide
Технология ЧПУ Оставить комментарий 1 951 просмотров
Призматический блок (рис. L-87) является распространенным и полезным инструментом в механическом цехе. Прецизионные типы подвергаются чистовой обработке путем шлифовки после грубой обработки увеличенного размера (около 0,015 дюйма) и термообработки. Финишное шлифование V-образных блоков обеспечит вам различные виды плоского шлифования
опыта. Обратитесь к рабочему чертежу (рисунок L-88), чтобы определить размеры и спланировать последовательность операций шлифования.
Выбор круга Для этих клиновидных блоков лучшим абразивом будет рыхлый оксид алюминия. Разумным выбором будет круг из стеклокерамики с зернистостью 46 и твердостью
по I-связке.
Следующая процедура может быть использована при настройке шлифовального станка для шлифования призматического блока. Шаг 1 Выберите подходящий круг.
Шаг 2 Очистите шпиндель. Используйте ткань, чтобы удалить песок или грязь со шпинделя. Если вы кладете инструменты и колеса на стол станка или патрон, накройте поверхности тканью для защиты.
Шаг 3 Проверка шлифовального круга кольцом.
Шаг 4 Установите колесо. Колесо должно плотно прилегать, а фланцы должны быть одинакового размера. Промокашки, вероятно, будут прикреплены к колесу. Если нет, поместите промокательную бумагу подходящего размера между каждым фланцем и колесом.
Шаг 5 Установите гайку шпинделя и надежно затяните. Не затягивайте слишком сильно.
Шаг 6 Замените или закройте защитный кожух.
Шаг 7 Поместите алмазный инструмент для правки на магнитный патрон в правильном положении (Рисунок L-89).). (Или используйте встроенный инструмент для правки, если он есть на станке.)
Шаг 8 Правка колеса с использованием жидкости и относительно быстрой поперечной подачи (Рисунок L-90). (Используйте жидкость, только если вы можете быть уверены, что полностью зальете алмаз.)
(Используйте жидкость, только если вы можете быть уверены, что полностью зальете алмаз.)
Шаг 9 Остановите круг, снимите устройство для правки и очистите поверхность зажима (Рисунок L-91).
Шаг 10 Проверьте поверхность зажима на наличие зазубрин и заусенцев (Рисунок L-92). При необходимости используйте камень для удаления заусенцев.
Чтобы избежать необходимости защищать поверхность патрона бумагой, подготовьте поверхности первой детали, удалив все тепло. Рисунок L-9.1 Очистка магнитного держателя тряпкой. Прежде чем это сделать, колесо должно быть полностью остановлено. масштаб обработки с использованием наждачной ткани на плоской поверхности (Рисунок L-93). Не используйте поверхностную пластину для этого действия.
Процедура боковой и торцевой шлифовки. Клиновые блоки должны быть совмещены по шлифовке, то есть шлифованы вместе попарно, так, чтобы после завершения они имели абсолютно одинаковые размеры. Следующие шаги и иллюстрации описывают процесс боковой и торцевой шлифовки. 1 Поместите блоки большой V-образной стороной вверх на шлифовальный патрон (Рисунок L-9).4).
1 Поместите блоки большой V-образной стороной вверх на шлифовальный патрон (Рисунок L-9).4).
Шаг 2 Намагничиваем патрон. Не забывайте повторно намагничивать патрон после каждого изменения настройки.
Шаг 3 Опустите шлифовальную головку, пока она не окажется примерно на дюйм выше заготовки. Отрегулируйте положение стола и седла так, чтобы блоки располагались по центру.
Шаг 4 Отрегулируйте обратные ходы подачи стола так, чтобы заготовка имела перебег примерно на 1 дюйм на каждом конце хода стола (Рисунок L-95).
Шаг 5. Остановив шлифовальный круг, используйте щуп или лист бумаги и опустите шлифовальную головку, пока она не окажется на несколько тысячных дюйма над поверхностью, подлежащей шлифованию.
Шаг 6 Запустите круг и шлифовальную жидкость. Запустите перекрестную подачу и перемещение стола.
Осторожно опустите круг, пока он не начнет касаться верхней точки заготовки. В этот момент установите кольцо микрометра подачи вниз на ноль.
Шаг 7 Количество шлифованной заготовки будет зависеть от количества лишнего материала, оставшегося от исходной обработки.
Подача вниз примерно на 0,001 дюйма за проход и шлифовка до состояния очистки (Рисунок L-96). От 0,003 до 0,005 дюйма следует оставить для чистовой шлифовки каждой поверхности.
Шаг 8 Переверните V-образные блоки и отшлифуйте малую V-образную сторону (Рисунок L-97).
Шаг 9 Конец блока можно отшлифовать, прикрепив его к прецизионной угловой пластине (Рисунок L-98). Выровняйте блок с помощью тестового индикатора. Конец блока должен немного выступать за угловую пластину.
Шаг 10 Установите угловую пластину на патрон и отшлифуйте V-образный блок (Рисунок L-99).
Шаг 11. Для шлифовки оставшейся стороны прижмите шлифованный конец к угловой пластине, оставив боковую поверхность выступать над угловой пластиной (Рисунок L-100). Отшлифуйте один оставшийся боковой квадрат до конца и подровняйте до первой поверхности, отшлифованной на шаге 7.
Шаг 12 Торцевая шлифовка противоположных концов (Рисунок L-101). V-образные блоки могут быть установлены на магнитном держателе без дополнительной поддержки.
Шаг 13 Отшлифуйте оставшиеся стороны, оставив от 0,003 до 0,005 дюйма для чистовой обработки до размера (рис. L-102). Шаг 14. Зачистите колесо медленным проходом (или проходами) алмазного правящего инструмента для чистовой обработки. шлифовка. Используйте легкий надрез около 0,0002 дюйма.
Шаг 15 Проверьте прямоугольность всех сторон и концов (Рисунок L-103).
Используйте прецизионный цилиндрический квадратно-циферблатный тестовый индикатор.
Небольшие ошибки при необходимости можно исправить путем дополнительной шлифовки.
Прокладки из тонкой бумаги (0,001 дюйма) можно использовать для придания прямоугольности. Берите как можно меньше материала, если требуются исправления .
Шаг 16 Проверьте все размеры с помощью нониус-микрометра (дискриминация 0,0001 дюйма) или циферблатного индикатора (Рисунок L-104).
Шаг 17 Завершите шлифовку всех сторон и торцов до окончательных размеров. Оба блока должны совпадать с землей. V-образное шлифование
Шаг 1 Отшлифуйте одну сторону большого V-образного сечения (Рисунок L-105). Установите блоки в магнитный V-образный блок и тщательно совместите с ходом стола. (Не соприкасайтесь со стороной
Установите блоки в магнитный V-образный блок и тщательно совместите с ходом стола. (Не соприкасайтесь со стороной
Теги станок с чпу электронная книга станок с чпу продажа стана с чпу для акций офис с станком с чпу pdf продажа стана с чпу технология стана с чпу торговля с станком с чпу вьетнам мельница с чпу сеть станок с чпу работа с станком с чпу мастерская
шлифование — Di-Coat Corporation
Модель DCC-J250 Закругленный шлифовальный станок
Закругленный шлифовальный станок DCC-J250 — это мощный станок, идеально подходящий для шлифования закругленных концов или фасок на любых углах бетонных блоков из массива. Этот станок также можно легко приспособить для шлифования насечек на длинной или короткой стороне. Его компактная конструкция занимает очень мало места и требует только одного оператора.
Характеристики станка:
- Жесткая сварная конструкция для тяжелых условий эксплуатации
- Закругленный конец, фаска и насечка как для коротких, так и для длинных сторон
- Эргономичные характеристики Прямой привод — без ремней или шкивов
- Кожух колеса с отверстиями для легкого подключения к воде или дополнительной системе сбора пыли
Размеры: 60 дюймов в длину x 60 дюймов в ширину x 50 дюймов в высоту
Вес: 1100 фунтов
Производительность: от 130 до 150 коротких (8 дюймов) лиц в час и от 70 до 90 длинных (16 дюймов) лиц в час
Двигатель: 480 вольт, 3 фазы, 10 л. с. Дополнительно: 240 В
с. Дополнительно: 240 В
Модель DCC-J275 Концевой шлифовальный станок
Концевой шлифовальный станок DCC-J275 представляет собой мощный станок, предназначенный для эффективной шлифовки торцов или лицевых поверхностей бетонных блоков кладки, включая L-образные блоки, с использованием одного алмазный барабан со слоем Di-Coated. Его компактная конструкция занимает очень мало места и требует только одного (1) оператора. Стандартная машина предназначена для мокрого помола, но может быть предложена как дополнительная система для сухого помола.
Размеры: 48″ в длину x 48″ в ширину x 60″ в высоту
Вес: 1800 фунтов
Двигатель: 480 В, 3 фазы, 15 л.с.
Модель DCC-J300 Балочная пила
DCC-J300 Балочная пила представляет собой сверхмощную машину, предназначенную для эффективной резки секций полотна в CMU. Блоки непрерывно перемещаются в один ряд на конвейере с переменной скоростью. Базовый станок предназначен для мокрой резки двух пазов соответствующей глубины за один проход с использованием однослойных алмазных дисков с алмазным покрытием или сегментированных алмазных дисков на металлической связке.
Блоки непрерывно перемещаются в один ряд на конвейере с переменной скоростью. Базовый станок предназначен для мокрой резки двух пазов соответствующей глубины за один проход с использованием однослойных алмазных дисков с алмазным покрытием или сегментированных алмазных дисков на металлической связке.
Характеристики машины:
- Жесткая конструкция для тяжелых условий эксплуатации
- Многоскоростной конвейер (6-8-10 футов/мин.)
- Горизонтальные и вертикальные регулируемые направляющие блоков (забор)
- Две регулируемые однослойные алмазные или металлические с алмазным покрытием диаметром 16 дюймов Сегментированные алмазные диски Bond.
- Шпиндель из нержавеющей стали и фиксирующие втулки отвала для облегчения обслуживания
- Подшипники шпинделя с выталкиванием для легкой замены отвала
- Узел отвала и двигатель, установленные на поворотном приспособлении для быстрой регулировки глубины отвала
- Защитное ограждение шкивов, ремней, шпинделя и лезвий
Размеры:
Станок: 6 футов в ширину x 8 футов в длину x 6 футов в высоту
Вес: прибл. 2500 фунтов
2500 фунтов
Двигатель: 15 л.с., для тяжелых условий эксплуатации, 480 В, 3 фазы (дополнительно: 240 В)
Расход охлаждающей жидкости: 8–10 галлонов/мин. (два лезвия и станция ополаскивания)
Производительность/Руководство по эксплуатации: (приблизительно) 4 блока/мин. при 6 футов/мин. скорость конвейера (глубина реза 6 дюймов) 6 блоков/мин. при 8 футах/мин. скорость конвейера (глубина пропила 4 дюйма) 8 блоков/мин. при 10 футах/мин. скорость конвейера (глубина резания 2″)
Модель DCC-Z500 Шлифовальный станок для каменной кладки со сквозной подачей
Шлифовальный станок для каменных блоков DCC-Z500 представляет собой мощный станок, предназначенный для высокопроизводительного торцевого шлифования CMU с использованием алмазных барабанов с двуокисью покрытия и/или вертикальных шпиндельных кругов. Модульная установка шлифовальной станции обеспечивает быстрое снятие припуска с алмазных барабанов и превосходную чистовую обработку алмазного диска с вертикальным шпинделем. Последовательное включение двигателей помогает снизить затраты на электроэнергию и предотвращает скачки напряжения.
Последовательное включение двигателей помогает снизить затраты на электроэнергию и предотвращает скачки напряжения.
Размеры:
- Машина: ширина 5 футов, длина 16 футов, высота 10 футов
- Электрический блок управления (отдельно стоящий): ширина 1 фут, длина 6 футов, высота 5 футов
Вес: 18 000 фунтов
Двигатель:
- Черновая станция (барабан): 30 л.с. для тяжелых условий эксплуатации
- Получистовая станция (барабан): 30 л.с. для тяжелых условий эксплуатации
- Чистовая станция (барабан): 15 л.с. 15 л.с. для тяжелых условий эксплуатации
- 480 В — 3 фазы Дополнительно: (240 В)
Требование к охлаждающей жидкости:
- 10-12 GAL./MIN./STATION
- Охлаждающая жидкость/чистящие средства
- Thru-Spindle Охлаждающей жидко блоков/мин.
- Максимум 22 блока в минуту
Характеристики машины:
- Жесткая сварная конструкция для тяжелых условий эксплуатации
- Многоскоростная конвейерная система ленточный/плиточный (8-10-12 футов/мин)
- Модульная конфигурация шлифовальной камеры Вмещает до четырех станций Головные шпиндели
- Алмазные шлифовальные барабаны наклонены для улучшения качества обработки и увеличения срока службы
- Специальная система ременного привода для снижения уровня шума :
- Микропроцессорная регулировка высоты для изменения размера блока
- Предварительно запрограммированные настройки для 4, 6, 8, 10, 12″ CMU и 16″ специальных блоков
- Регулировка высоты всех шлифовальных станций может быть опущена равномерно для шлифовки противоположной стороны блока — нажатием кнопки
- Все головки одновременно перемещаются вверх и вниз автоматически, определяемым положением ограничителя
- Кнопочное ручное управление изменить глубину шлифования на нестандартную
- Ручное управление «Zero-Out» для калибровки отдельных вальцов и вертикальных колес
- Функция безопасности — автоматический ограничитель высоты блока для предотвращения столкновений
Информация о барабане:
- Быстрая и простая замена алмазного барабана или диска
- На барабаны может быть нанесено повторное покрытие Di-Coat Corp.
 с использованием высококачественного алмаза GE
с использованием высококачественного алмаза GE - Восстановленные или новые барабаны поставляются готовыми к установке с предварительно установленными опорные подшипники
Панель управления:
- Отдельно стоящая панель управления обеспечивает простоту эксплуатации и оптимизацию площади пола
- Дисплей подсказывает оператору необходимые действия
- Одна команда для выбора 1-й или 2-й высоты боковой шлифовки
- Цифровой дисплей точной настройки шлифовальных головок
- Каждая шлифовальная станция может быть индивидуально активной или автономной
- Аналоговый дисплей потребляемой силы тока для каждой шлифовальной станции
- Режим паузы останавливает конвейер, но шлифовальные головки продолжают работать
- Программируемое снятие припуска настройка для каждой станции
- Экранное программирование
Ламинированные блоки типа TB | Брайон Магнетикс | Шлифование, электроэрозионная обработка, фрезерование, метрология, сверление, верхняя пластина, припаянная серебряным припоем, сверхпрочная конструкция
Применение
Зажим
Электроэрозионная обработка
Ламинированные блоки
Ламинированные блоки типа TB
REF 14.
 02
02. Изготовлен из паяной серебром стали и латунных пластин.
. Ламинированные блоки передают магнитное поле патрона на заготовку. Их можно использовать с любой магнитной зажимной системой с параллельным шагом полюсов. Их можно просто свободно разместить на поверхности магнитной плиты (соблюдая направление ламинирования) или механически установить на плиту.
. Способен выдерживать суровые условия эксплуатации, потому что для соединения ламинатов не использовались клей или стержни.Использование :
- Шлифование
- ЭДМ
- Фрезерование
- метрология
- Сверление
Шаг полюса:
- мм
- мм из латуни
- мм стали
Опции :
— Другие размеры доступны по запросу
— Другое исполнение с шагом полюсов
— Поставляется парамиКол-во Продукт Вес в кг A B C D 14.  02.573215Б.П
02.573215Б.П0,2 57 32 15 3 + 1 14.02.975726Б.П 1,2 97 57 26 3 + 1 14.02.1007525Б 1,5 100 75 25 3 + 1 14.02.2007525Б 3,0 200 75 25 3+1 14.02.2507525Б 3,8 250 75 25 3 + 1 14.02.3007525Б 4,6 300 75 25 3 + 1 14.02.4007525B 6,1 400 75 25 3 + 1 14.02.5007525Б 7,6 500 75 25 3 + 1 14.02.20010025Б 4,0 200 100 25 3 + 1 14.  02.25010025Б
02.25010025Б5,0 250 100 25 3 + 1 14.02.30010025Б 6,0 300 100 25 3 + 1 14.02.40010025Б 8,0 400 100 25 3 + 1 14.02.50010025Б 10,1 500 100 25 3 + 1 14.02.1007540Б 2,5 100 75 40 3 + 1,5 14.02.2007540B 4,9 200 75 40 3 + 1,5 14.02.2507540В 6,1 250 75 40 3 + 1,5 14.02.3007540Б 7,4 300 75 40 3 + 1,5 14.  02.4007540Б
02.4007540Б9,8 400 75 40 3 + 1,5 14.02.5007540Б 12,2 500 75 40 3 + 1,5 14.02.20010040B 6,4 200 100 40 3 + 1,5 3 14.02.25010040Б 8,0 250 100 40 3 + 1,5 14.02.30010040Б 9,6 300 100 40 3 + 1,5 14.02.40010040Б 12,8 400 100 40 3 + 1,5 14.02.50010040B 16,2 500 100 40 3 + 1,5 .0003
Запросить цену
- Введите суммы в таблицу выше
- Заполните контактную форму ниже
Поля со звездочкой * не должны быть пустыми
ДеталиЭлектронная почта *
Я профессионал
Компания/Учреждение *
Вежливость
РавнодушиеМадамМесье
Фамилия *
Имя
Адрес
Адрес (2)
Штат/округ/провинция
Почтовый индекс *
Город *
Country
AfghanistanAlbaniaAlgeriaAndorraAngolaAntigua and BarbudaArgentinaArmenieAustraliaAustriaAzerba?djanBahreBangladeshBarbados (It)BelgiumBelizeBenignBhutanBielorussiaBoliviaBosnia-HerzegovineBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCamerounCanadaCentral African (Republic)ChadChileChinaColombiaCongoCongo (democratic Republic of)Costa RicaCroatiaCubaCyprusCzech (Republic)DenmarkDjiboutiDominican (Republic)Eastern TimorEcuadorEgyptEl SalvadorEquatorial GuineaErythrEstoniaEthiopiaFiji (Islands)FinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGreen CapeGreenlandGrenadeGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyIvory CoastJamaicaJapanJordanKampucheaKazakhstanKenyaKirghizstanKiribatiKuwaitLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadagascarMalawiMalaysiaMaldives (Islands)MaliMaltaMarshall (Острова)Морис (Остров)МавританияМексикаМикронезияМолдавияМонакоМонголияМарокко MozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew Guinea-News-GuineaNew ZealandNicaraguaNigerNigeriaNorth KoreaNorwayOmanOuzb?kistanPakistanPalau (Belau)Palestine (autonomous Territories of)PanamParaguayPeruPlain Arab EmiratesPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaS?o Divide into volumes-and-Pr?ncipeSaint-Kitts and NevisSaint-Vincent and GrenadinesSainte-LucieSamoaSan MarinoSaudi ArabiaSenegalSerbia MontenegroSeychelles (Them)Sierra LeoneSingaporeSlovakiaSloveniaSolomon (Islands)SomaliaSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTadjikistanTaiwanTanzaniaThailandThe BahamasThe Comoros (Them)The Philippines (Them)The United KingdomThe United States of AmericaThe VaticanThe Western SaharaTibetTogoTrinity and TobagoTunisiaTurkeyTurkm?nistanTuvaluUgandaUkraineUruguayVanuatuVenezuelaVietnamYemenZambiaZimbabwe
Телефон *
Я хочу получать по электронной почте информацию, распространяемую по номеру
Мой запросIntérêt principal (+) *
Aimants permanents
Coupleur
Démagnétisation
Dépression
Electro-érosion
Fraisage
Levage
OEM
Rail
Plateau presse
Rectification
Robotisation/automatisation
Турнир
Сортировка
Основная работа *
Торговый посредник
Производитель
Инженерное бюро
Ссылка (+) *
Воспользуйтесь вашим запросом
Согласно Закону №.
 78-17 от 6 января 1978 г. французского закона о персональных данных (CNIL), касающихся информационных технологий, файлов и личной свободы (статья 36), обладатель права доступа может потребовать, чтобы любая информация, которая является неточной, отсутствующей или — актуальную информацию или сбор, использование, передачу или хранение которой в отношении него самого запрещено, исправлять, дополнять, уточнять, обновлять или удалять. Чтобы воспользоваться этим правом, воспользуйтесь приведенной выше формой.
78-17 от 6 января 1978 г. французского закона о персональных данных (CNIL), касающихся информационных технологий, файлов и личной свободы (статья 36), обладатель права доступа может потребовать, чтобы любая информация, которая является неточной, отсутствующей или — актуальную информацию или сбор, использование, передачу или хранение которой в отношении него самого запрещено, исправлять, дополнять, уточнять, обновлять или удалять. Чтобы воспользоваться этим правом, воспользуйтесь приведенной выше формой.dication_tableau_dessous
Общее | Счетчик инструмента заводского изготовления и как шлифовать V-образные блоки | Практик-механик
Конрад Хоффман
Титан
- #1
Подобрал кое-что на гаражной распродаже и понял, что все, кроме маленького V-образного блока Starrett в крайнем правом углу, было изготовлено в магазине.
 Может быть, школьный проект, может быть, обучение учеников, может быть, просто медлительность в магазине на этой неделе, но я всегда рад видеть, как люди все еще делают свои собственные инструменты. Да, это имеет смысл только в том случае, если ваше время стоит пятака в час, но что я могу сказать.
Может быть, школьный проект, может быть, обучение учеников, может быть, просто медлительность в магазине на этой неделе, но я всегда рад видеть, как люди все еще делают свои собственные инструменты. Да, это имеет смысл только в том случае, если ваше время стоит пятака в час, но что я могу сказать.Теперь я хочу почистить большие V-образные блоки, так как они никогда не шлифовались. Я никогда не заземлял V-образные блоки, но кажется, что основная хитрость заключается в том, чтобы удерживать их под углом 45 градусов. У меня нет синусоидальной пластины, поэтому я ограничиваюсь тисками. Просто интересно, есть ли какие-то хитрости, чтобы сделать их как можно более идеальными и подходящими.
Лими Сами
Алмаз
- #2
Никогда этого не делал, но я знаю, что это сложно, нашел эту переточку V-образного блока, часть № 1 — YouTube
Лично говоря, , если они верны, я бы оставил их в покое.
Милланд
Алмаз
- #3
Закалены ли большие V-образные блоки? Если нет, и если вы не хотите этого делать, не утруждайте себя их измельчением. Они будут звенеть и терять свою точность.
Марк Рэнд
Алмаз
- #4
При условии, что оба V-образных блока в паре отшлифованы под одинаковым углом и высотой, точный угол не имеет большого значения. Круглый кусок работы будет лежать параллельно независимо от его диаметра (если он подходит).
имплмекс
Титан
- #5
Привет, Конрад:
Вам нужно решить пару проблем, чтобы сделать их максимально точными.
Поскольку у вас нет точной синусоидальной пластины, я бы поступил так.Сначала я бы отшлифовал концы обоих блоков, чтобы они были плоскими и параллельными, чтобы я мог точно зажать их в тисках.

Затем я грубо отшлифовал бока, верх и низ, оставив некоторый запас на потом.
В-третьих, я бы зажал их в тисках на 45 градусов, зажав их за нижние концы и втаптывая их, используя индикатор и метод «подъем над ходом», определяющий, когда они точно наклонены.Затем я шлифовал клинья, грубо обрабатывая вертикальную боковую поверхность, и заканчивал обычным шлифованием горизонтальной стороны, но опускался в начале траверсы, а затем перемещался от стыка клиновидного сечения, чтобы устранить износ круга на плоской поверхности вблизи корень ви.
Не вынимая деталь из тисков, я переворачивал тиски на бок и заканчивал шлифовку второй стороны V-образного клинка с нижней частью колеса, используя тот же метод врезания и перемещения.
Я бы не обращал внимания на то, насколько хорошо он был отцентрирован в этой точке; это может прийти позже.После того, как V-образные поверхности будут готовы, я вставлю измерительный штифт и замерю оба конца на плоской пластине, затем отшлифую нижнюю часть точно параллельно V-образной, затем отшлифую верхнюю часть параллельно нижней.

Чтобы проверить, насколько близко я получил угол, лучший способ, который я нашел, это сделать призму 45 х 45 х 90 из куска обрезков, отшлифовать две ножки под углом 90 градусов точно под прямым углом, затем опустить ее в V-образный вырез и отшлифовать поверхность. гипотенуза.
Переверните его и отметьте на поверхности пластины; отклонение по гипотенузе, конечно, будет вдвое больше ошибки угла.
Исправьте это притиркой или шлифовкой, а затем обработайте стороны.Часы в стержне, зажатом в V-образном сечении с блоком, лежащим на боку, затем установите его параллельно и поцелуйте боковую грань.
Переверните блок и отшлифуйте вторую сторону параллельно, затем измерьте расстояние, которое должно отойти от верхней стороны, чтобы центрировать V-образный вырез в блоке, и отшлифуйте его.
Последняя проверка и повторная шлифовка концов, ортогональных оси призмы.
Проверить все на прямоугольность и параллельность, затем исправить притиркой.Вот и все; на самом деле просто, но много довольно суетливой работы, если вы хотите, чтобы они были действительно точными, поэтому ожидайте провести с ними некоторое время.

Или вы можете использовать их для грубых вещей, как предлагали другие, и пойти к кому-нибудь вроде Suburban Tool и получить несколько подходящих блоков… дорого, но все же дешевле, чем катать самостоятельно, если вы не готовы работать дешево!!
Когда будешь делать, бери такие с зажимами, которые крепятся сверху, а не те дурацкие Старретты, которые не позволяют перевернуть блоки вбок.
(Извините, моя любимая мозоль!!)Cheers
Marcus
Implant Mechanix • Дизайн и инновации > ГЛАВНАЯ
www.vancouverwireedm.comКонрад Хоффман
Титан
- #6
Логично, Маркус.
 Все зависит от порядка операций и от того, насколько точно можно это сделать. Это видео было хорошим, но я могу очистить поверхность без значительного износа круга, а блоки имеют нижнюю канавку, поэтому нет необходимости править колесо под углом 45 градусов, если я могу удерживать их в правильном положении. Я могу видеть это, если производить V-образные блоки для жизни, но их настройка — это просто образование и развлечение. Кстати, блоки закалены, но точны только на фрезерном станке, так что они просто кричат, что работа закончена. Спасибо!
Все зависит от порядка операций и от того, насколько точно можно это сделать. Это видео было хорошим, но я могу очистить поверхность без значительного износа круга, а блоки имеют нижнюю канавку, поэтому нет необходимости править колесо под углом 45 градусов, если я могу удерживать их в правильном положении. Я могу видеть это, если производить V-образные блоки для жизни, но их настройка — это просто образование и развлечение. Кстати, блоки закалены, но точны только на фрезерном станке, так что они просто кричат, что работа закончена. Спасибо!Дэвис В ЮК
Алмаз
- #7
У меня есть набор V-образных магнитных блоков переноса, которые довольно близки друг к другу.
 Самое приятное в шлифовке V-образных блоков заключается в том, что пока обе стороны одинаковые, квадратные и параллельные, у вас есть место для экспериментов, чтобы добиться идеального результата. Один совет. Старайтесь, чтобы рельефная канавка в центре была как можно более узкой. Сделайте возможной шлифовку крошечных штифтов.
Самое приятное в шлифовке V-образных блоков заключается в том, что пока обе стороны одинаковые, квадратные и параллельные, у вас есть место для экспериментов, чтобы добиться идеального результата. Один совет. Старайтесь, чтобы рельефная канавка в центре была как можно более узкой. Сделайте возможной шлифовку крошечных штифтов.Спайдередж
Титан
- #8
Я бы избегал бокового вращения и шлифовал обе стороны V-образной формы лицевой стороной колеса.
Отправлено с моего XT1053 с помощью Tapatalk
Конрад Хоффман
Титан
- #9
Нет необходимости или желания шлифовать боковую сторону круга. Да, если бы у меня был V-образный магнитный перенос среднего размера, это было бы очень просто. Не думал об этом. Я должен спросить своих местных друзей и посмотреть, могу ли я одолжить один.
Кстати, единственным коммерческим блоком в группе был Starrett 271. Почему у них большой радиус внизу большой буквы V?
Монархист
Алмаз
- #10
Конрад Хоффман сказал:
Кстати, единственным коммерческим блоком в группе был Starrett 271.
 Почему у них большой радиус в нижней части большого V?
Почему у них большой радиус в нижней части большого V?Нажмите, чтобы развернуть…
Таким образом, они могли продавать меньший набор блоков Vee, а также большие, конечно.
В конце концов, «Продажа» — это то, чем занимается Старретт. Не используя.
FWIW-немного-отдел.. Я бы ВООБЩЕ не стал шлифовать эти блоки, которые у вас есть.
Скорее «проверить» их и отметить их слабости. Используйте как есть для всего, для чего они уже достаточно хороши. Или нет.
Гораздо дешевле пойти и купить набор получше. Если даже вам такие нужны и их еще нет.
Они не занимают НАСТОЛЬКО много места для хранения, Vee-блоки и «много» лучше иметь под рукой, чем «мало», несмотря ни на что.
Конрад Хоффман
Титан
- #11
Ха, вы не понимаете фразу «Если это не сломалось, значит, вы недостаточно облажались». мышление. На работе мы покупаем V-образные блоки и жалуемся, если 2-дюймовый штифт имеет подъем/падение на пару микрон. Интересно почитать спецификации производителя. Мне не нужен такой уровень производительности, но я все еще хочу его. У меня нет ни времени, ни денег, но гораздо меньше последних. Если я не исчерпаю первое, то последнее не будет иметь значения.
Коул2534
Алмаз
- #12
Конрад, чем ты занимаешься? Если вы можете уточнить, я хотел бы услышать о вашей работе.

Мичиганбак
Алмаз
- №13
Мне нравится делать блоки прямоугольными. Оденьте 45 * на мое колесо. сошлифуйте Vs с задней рейки почти до желаемого размера V. Переверните часть на рейку, чтобы сохранить центр. Затем установите истинный V-образный блок и выполните последнюю сверку. Угол 45* важен, потому что часто квадратная деталь удерживается в V-образном блоке с помощью прижимного зажима или блока с высоким касанием на стороне хода или удерживается с помощью С-образного или параллельного зажима..
Шлифовальная часть с подачей вниз, закрепленная на патроне, часто является лучшим способом шлифования для подведения итогов, а не для финишной обработки.

Хорошо удерживать все аспекты финишного V-блока на уровне 0,0002 или лучше… около нуля лучше, возможно, от 6 до 8 миллионных..
, а затем использовать финишный V-блок только для точной работы. Мне нравится использовать блоки Gun Blue для финишной обработки v, чтобы они не использовались для грубой работы.Отшлифованное колесо и ровная ступенчатая шлифовка до жирного маркера для широкого круга должны получить 0,0005 (даже 0,0002 в хороший день) то же самое и мертвая точка с поворотом обоих на рейке для окончательной шлифовки..
Истинную 45* правку колеса можно проверить с помощью поперечной и нижней подачи до индикаторной подачи до номеров длины и высоты. Да, имея в магазине одну истинную квадратную деталь, можно проверить на глаз, чтобы найти точное соответствие 0,0001.
Положите V-образный блок на бок и С-образный зажим в детали — это хороший способ выровнять 5-ю сторону квадратных и прямоугольных деталей.
Конрад Хоффман
Титан
- №14
Вот что я сделал. Во-первых, позаимствовал у друга V-образные блоки магнитного переноса. Они были хорошо использованы, поэтому я набил их камнями по мере необходимости, а затем поставил заведомо исправный V-образный блок Starrett. Указывал его для каждой грани переводных блоков и выбирал лучший. На моей работала плоская, бок о бок, потом каждая V-образная грань по очереди на магнитном блоке, ничего не меняя для окончательной притирки. Я немного сомневался, не делать ли их в одном и том же проходе, но они вышли в пределах 2 десятых, и их переворачивание гарантировало, что V находится в мертвой точке. На фотографии есть отпечаток моего большого большого пальца, и мне, вероятно, следует замазать края камнями. Оригинальный производитель поставил на них штамп «СОМ».
Измерение и шлифовка клинового бруска для загородного мастера шлифовки
- Ответов: 16
Некоторое время назад я купил шлифовальный станок для пригородных работ, но, к сожалению, он не шел в комплекте с V-образным блоком. Я закончил тем, что купил V-образный блок в пригороде, и при покупке было указано, что, наконец, необходима установка. Итак, я установил щуп в V-образный блок и сделал некоторые измерения. Конечно, каждое измерение, которое я делаю, имеет дисперсию около 0,0002. Я довольно новичок в этом, но, насколько я понимаю, эта вещь должна быть идеально отцентрована в мастер-грайнде, иначе все, что вы гриндите, будет отключено.
Мои вопросы в том, правильно ли я это измеряю. V-образный блок нуждается в шлифовке только по бокам, чтобы он располагался по центру канавки на лицевой стороне мастер-шлифа. Высота блока регулируется прорезями на блоке. Вот моя установка для измерения. Штифт индикатора десятых слегка зажимаем в V и снимаем мерки с боков.
Моя проблема — это первое изображение. У меня есть разница в 0,0003 слева направо, как узнать, правильно ли установлен штифт в V. Я читал, что при фиксации детали удерживание нажато.
Теперь, если вы сделаете 1-й снимок, перевернете его на 180 и измерите штифт, он будет на 0,0002 отличаться от 1-го измерения, что говорит мне о том, что штифт или V в блоке чертовски близко к центру. Мне просто нужно взять одинаковое количество с каждой стороны, чтобы оно осталось таким, но уменьшите его почти до 0.
На третьем рисунке я получаю разницу в 0,0002 слева направо.
Мне удалось исследовать и найти человека, говорящего об этой же задаче на другом форуме. Опытный шлифовщик говорил о шлифовке V-образного блока, чтобы он подходил, и получил разницу в 0,0001 при вращении приспособления. К сожалению, у вас действительно есть только один шанс на это. Нельзя взять материал с одной стороны и положить на другую.
Итак, какие шаги должен предпринять знающий человек, чтобы выполнить эту работу. Позвольте мне услышать это. спасибо а вот так должно получиться
Позвольте мне услышать это. спасибо а вот так должно получитьсяНажмите, чтобы развернуть…
С
Автор:
Кадиллак
Зарегистрировано
- Сообщения
- 2 108
- Оценка реакции
- 2 272
- Точки
- 133
Боб Корвес
- #2
Когда ты попадаешь в десятые, все имеет значение. Поверхностная пластина в текущей калибровке? Расскажите нам больше об источнике штифта и любых его испытаниях на круглость, прямолинейность и постоянный диаметр по всей длине. Если крепление v-образного блока в Master Grind регулируется слева направо, то вы можете отрегулировать его по центру, удерживая высокоточный штифт каждый раз, когда устанавливаете его на Master Grind.
 В любом случае вам нужно проверять это при каждом монтаже, если вы выполняете суетливую работу.
В любом случае вам нужно проверять это при каждом монтаже, если вы выполняете суетливую работу.орех
- #3
Я согласен с тем, что мне нужно знать больше о щупе. Калибр штифта класса X имеет допуск 0,00004 дюйма, а калибр штифта класса X имеет допуск 0,00002 дюйма. Калибр штифта класса Y имеет допуск 0,00007, калибр штифта класса ZZ имеет допуск 0,0002 дюйма. Калибр штифта класса Z имеет допуск 0,0001 дюйма. В зависимости от класса манометра разница может заключаться в самом манометре.
Кадиллак
- #4
Вот фото того, с чем я имею дело. Из того, что я прочитал и понял, что слева направо нет регулировки, он должен помещать эту V мертвую точку слева и справа. Единственная регулировка заключается в перемещении V-образного блока в канавке ВВЕРХ и ВНИЗ для соответствия различным диаметрам. Если блок становится «коротким», я думаю, что это противоречит назначению прорези в лицевой панели инструмента. Это было бы функционально, но больше времени на настройку.
Благодарим вас за ранги. Я должен был знать лучше. Именно поэтому я сначала спрашиваю, прежде чем что-то делать. Я посмотрю на калибр ХХ. Я немного не в себе с этим проектом. У меня SG всего год, и я открыл целую банку червей между методами плоского шлифования, кругами, материалами, наладочным инструментом и так далее. Затем способность даже измерять такие допуски. Я многому учусь, и, к счастью, у меня есть люди, с которыми можно поделиться такими вещами и получить несколько советов. Спасибо, ребята
Спасибо, ребятаБоб Корвес
- #5
Cadillac, вы говорите, что V-образный блок имеет слишком большой размер для крепления к приспособлению при его нынешней ширине, и вам нужно центрировать его по мере его сужения?
Кадиллак
- #6
Боб Корвес сказал:
Cadillac, вы говорите, что V-образный блок имеет слишком большой размер для крепления к приспособлению при его нынешней ширине, и вам нужно центрировать его, когда вы его сужаете?
Нажмите, чтобы развернуть.
 ..
..В ЯБЛОЧКО. по моим измерениям, когда он сидит, он отличается на 0,0002 из стороны в сторону, и это нормально, сейчас он составляет около 0,100.
Боб Корвес
- #7
Даже заточка до такого допуска (и до прямоугольности) будет сложной задачей. Вам понадобятся все ваши утки подряд, не угадайте. Машины и приспособления, которые вы используете для выполнения работы, также должны быть такими же точными и воспроизводимыми.
Кадиллак
- #8
Мне удалось отшлифовать пластину размером 3”x4” толщиной 1 дюйм с обеих сторон, при этом обе поверхности были плоскими и параллельными двум моим индикаторам десятых долей. Теперь, если их проверят, я уверен, что они где-то не в порядке, но не в моих возможностях инспекции, поэтому я чувствую себя хорошо в этой задаче. Я только что понял, что гораздо проще сделать что-то из допусков на лету. Чем набрать известное число без какой-либо возможности для маневра и большого количества разногласий. На данный момент это будет ограничивать мои возможности, но должно только сделать меня сильнее.
Боб Корвес
- #9
Кадиллак сказал:
Мне удалось отшлифовать пластину размером 3 x 4 дюйма толщиной 1 дюйм с обеих сторон, при этом обе поверхности были плоскими и параллельными двум моим индикаторам десятых долей.
 Теперь, если их проверят, я уверен, что они где-то не в порядке, но не в моих возможностях инспекции, поэтому я чувствую себя хорошо в этой задаче. Я только что понял, что гораздо проще сделать что-то из допусков на лету. Чем набрать известное число без какой-либо возможности для маневра и большого количества разногласий. На данный момент это будет ограничивать мои возможности, но должно только сделать меня сильнее.
Теперь, если их проверят, я уверен, что они где-то не в порядке, но не в моих возможностях инспекции, поэтому я чувствую себя хорошо в этой задаче. Я только что понял, что гораздо проще сделать что-то из допусков на лету. Чем набрать известное число без какой-либо возможности для маневра и большого количества разногласий. На данный момент это будет ограничивать мои возможности, но должно только сделать меня сильнее.Нажмите, чтобы развернуть…
Скорее всего, все будет хорошо, просто подтолкнуть вас к тому, чтобы поставить свою лучшую игру. Даже если он выключен, его все равно можно заставить работать правильно, хотя, возможно, не так красиво и удобно для пользователя, как хотелось бы.
дедушка
- #10
Нет опыта работы с версией Suburban, но бессчетное количество часов работы с версией Harig (Harig нужен только 1 винт, чтобы зафиксировать блок). Да, вам нужно, чтобы новый блок v был скользящим .0001/.0002 и входил в паз пластины, в то же время он был отцентрован. Вместо того, чтобы беспокоиться о точности любого отдельного штифта, вам нужно проверить диапазон диаметров штифта и усреднить показания, чтобы выяснить, сколько нужно снять с каждой стороны. Штифты или буровая штанга отлично подойдут, если они у вас есть. Я бы использовал минимум 4 штифта, по крайней мере, до 1 дюйма, чем больше, тем лучше.
Легко измерить ширину канавки с помощью калибровочных блоков или регулируемых параллелей, а также легко определить ширину V-образного блока, чтобы знать, сколько нужно снять. При проверке различных штифтов запишите, с какой стороны их нужно удалить (надеюсь, они будут одинаковыми) и усредните показания.
 Если ваш блок требует удаления 0,002, а среднее значение штифта составляет 0,0004 с одной стороны, вам нужно 0,0012 с верхней стороны и 0,0008 с нижней стороны.
Если ваш блок требует удаления 0,002, а среднее значение штифта составляет 0,0004 с одной стороны, вам нужно 0,0012 с верхней стороны и 0,0008 с нижней стороны.У нас был один Harig с V-образным блоком, который свободно входил в паз примерно на 0,0005. Было еще далеко на восток, чтобы держать винт плотно затянутым и постукивать по блоку, чтобы деталь работала правильно. Не потеряет сон, если ваш блок окажется немного слабее, чем предполагалось, просто посмотрите на вашу функцию «точной настройки».
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Объявления появляются на странице в течение часа.
 Подробнее см. в нашем руководстве по внедрению кода.
Если у вас уже есть код автоматической рекламы на ваших страницах, нет необходимости заменять его этим кодом
Подробнее см. в нашем руководстве по внедрению кода.
Если у вас уже есть код автоматической рекламы на ваших страницах, нет необходимости заменять его этим кодомПроцедура шлифования для создания блока «V» (2/3)
Мой блок «V»: 14 марта 2012 г.
20. Поместите поверхность V-образного блока, которая была отшлифована, непосредственно на магнитную плиту и зацепите магнит.
21. Повторите предыдущие шаги, чтобы аккуратно коснуться и отшлифовать верхнюю часть буквы «V», которая показана как поверхность номер 2 на рисунке 1. Не уменьшайте размер блока во время этой операции, удалите только половину припуск на шлифовку. Вам нужно будет удалить оставшийся материал со стороны 1, чтобы удалить весь обезуглероженный слой.
22. Снимите заготовку с магнитной плиты, сотрите охлаждающую жидкость и удалите заусенцы хонинговальным бруском.
23. Поместите V-образный блок на поверочную плиту и проверьте параллельность.
 См. рис. 7.
См. рис. 7.Рисунок 7
24. С помощью установочного штифта диаметром ¾ в большой букве «V» проверьте с помощью индикатора, насколько центральна буква «V». Пожалуйста, обратитесь к рисунку 14. Любая ошибка должна быть принята во внимание при шлифовке каждой из сторон V-образного блока. Немного больше шлифовка с одной стороны поможет исправить любую ошибку, которую вы допустили, пытаясь центрировать букву «V», когда фрезеровали ее.
25. Выберите угловую пластину и проверьте ее прямоугольность с помощью цилиндрического угольника. Проверьте также, чтобы концы пластины были прямыми.
26. Прикрепите V-образный блок к угловой пластине с помощью стержня из мягкой стали (показан на рис. 13) в большой букве «V». Не используйте установочный штифт. Убедитесь, что сторона с минимальным количеством для удаления обращена вверх, так как она будет отшлифована первой. Убедитесь, что боковая и большая часть V-образного блока выступает примерно на 1/6 дюйма за верхнюю часть и конец угловой пластины.
 На рис. 8 показано положение V-образного блока со снятыми зажимами и стержнем из мягкой стали для ясности.
На рис. 8 показано положение V-образного блока со снятыми зажимами и стержнем из мягкой стали для ясности.Рисунок 8
27. Выровняйте слабо зажатый V-образный блок, поместив установку на поверочную пластину и слегка постукивая по ней латунным куском диаметром ¾ длиной примерно 3 дюйма. Положение детали на параллельном брусе также может помочь вам выровнять ее по горизонтали. Затяните хомуты. Вам потребуются как минимум два зажима, чтобы надежно удерживать заготовку.
28. Установите угловую пластину на станок и задействуйте магнитный патрон. Не забудьте проверить удерживающую способность магнитного патрона, осторожно потянув за установку, чтобы увидеть, двигается ли она. Опять же, важно проверить установку, чтобы убедиться, что все ограждения и фитинги подачи охлаждающей жидкости, шланги и хомуты не работают, когда стол перемещается из стороны в сторону. С помощью ручного маховика перемещайте стол и проверяйте, нет ли помех.
29.
 Прикоснитесь, используя технику, описанную ранее при шлифовке первой поверхности. Сделайте несколько небольших надрезов по 0,001 дюйма, чтобы очистить боковые стороны и удалить любой обезуглероженный слой. Остановите шлифовальный круг.
Прикоснитесь, используя технику, описанную ранее при шлифовке первой поверхности. Сделайте несколько небольших надрезов по 0,001 дюйма, чтобы очистить боковые стороны и удалить любой обезуглероженный слой. Остановите шлифовальный круг.30. Очистите магнитный патрон и рабочую установку, затем поверните угловую пластину на конец, как показано на Рисунке 9. Возможно, потребуется отрегулировать один или оба зажима, чтобы очистить колесо, кожухи и оборудование подачи СОЖ. Снимайте и перемещайте по одному зажиму за раз, чтобы заготовка не двигалась по угловой пластине. ПРОЙДИТЕ ЦИФРОВЫМ ИНДИКАТОРОМ ПО ПОВЕРХНОСТИ ДЕТАЛИ, ЧТОБЫ УБЕДИТЬСЯ, ЧТО ОНА НЕ ДВИГАЛАСЬ, КОГДА ВЫ ПЕРЕСТАНАВЛИВАЛИ ЗАЖИМЫ.
Рисунок 9
31. Включите магнитный зажим и убедитесь, что заготовка надежно закреплена.
32. Сделайте несколько небольших надрезов толщиной 0,001, чтобы очистить торцевую поверхность и удалить обезуглероженный слой. В случае, если эта деталь изготовлена из стали SAE 4140, необходимо снять как минимум 0,005 дюйма.
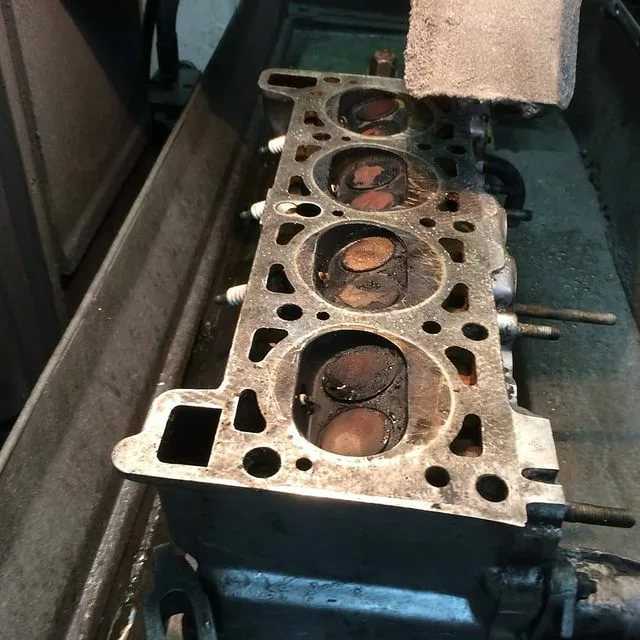
33. Не снимая установку с магнитного держателя, измерьте длину V-образной секции (1,87 дюйма), чтобы определить, нужно ли удалить больше материала. При необходимости удалите больше материала, но следите за тем, чтобы примерно половина припуска на шлифовку оставалась шлифованной с противоположной стороны. Количество этого материала будет варьироваться в зависимости от того, насколько параллельны две фрезерованные поверхности, но оно никогда не должно быть меньше 0,005, чтобы обеспечить удаление обезуглероженного слоя.
34. Отключить шлифовальный круг. Снимите заготовку с угловой пластины и удалите все заусенцы.
35. Проверьте прямоугольность торца (сторона 4), основания V-образного блока (сторона 1) и стороны 3 с помощью установочного штифта, D.T.I., рейсмуса и угловой пластины. Не используйте ту же угловую пластину, что и , которая использовалась в процессе шлифования. Вы должны использовать другое оборудование для проверки, иначе вы не обнаружите никаких ошибок.
