Выработка — шейка — вал
Cтраница 1
| Формуляр контроля биения ротора. [1] |
Выработка шеек валов ( овальность и конусность) не должна превышать 0 025 мм, а осевой разбег вала должен быть в пределах 0 15 — 0 35 мм. [2]
Выработка шейки вала приводит к работе подшипника турбины с повышенным зазором; это увеличивает биение вала и вызывает вибрацию агрегата, разбалтывающую его крепление к фундаменту. Кроме того, вращающиеся части турбины начинают задевать за неподвижные части. [3]
Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место соответствующий слой металла и протачивая наплавленный участок на токарном станке. При наплавлении металла на выработанную часть вала ротор вращается в центрах токарного станка.
Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для наплавления металла на вал ротора применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-6А, ЭМ-6 или газовые ГИМ-1; ротор вращается в центрах токарного станка. В последнее время созданы высокочастотные металлизаторы, в которых проволока, проходя через распылительную головку, нагревается токами высокой частоты до температуры плавления. [5]
Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для наплавления металла на вал ротора применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-6А, ЭМ-6 или газовые ГИМ-1; ротор вращается в центрах токарного станка.
Выработку шеек вала, не превышающую по глубине 4 — 5 % его первоначального диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для наплав-ления металла на вал ротора применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-6А, ЭМ-6 или газовые ГИМ-1; ротор вращается в центрах токарного станка. В последнее время созданы высокочастотные металлизаторы, в которых проволока, проходя через распылительную головку, нагревается токами высокой частоты до температуры плавления. Высокочастотная металлизация значительно сокращает потери металла по сравнению с электродуговой металлизацией, снижает степень окисления частиц металла и в 5 — 6 раз уменьшает выгорание элементов, содержащихся в проволоке. [7]
Выработку шеек вала, не превышающую по глубине 4 — 5 % его диаметра, устраняют проточкой на токарном станке. При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для наплавления металла на вал ротора ( последний вращается в центрах токарного станка) применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-БА, ЭМ-6 или газовые ГИМ-1. В последнее время созданы высокочастотные металлизаторы, в которых проволока, проходя через распылительную головку, нагревается токами высокой частоты до температуры плавления. Высокочастотная металлизация значительно сокращает потери металла по сравнению с электродуговой металлизацией, снижает степень окислении частиц металла и в пять-шесть раз уменьшает выгорание элементов, содержащихся в проволоке.
[8]
При большей величине выработки валы электрических машин ремонтируют, наплавляя на поврежденное место слой металла и протачивая наплавленный участок на токарном станке. Для наплавления металла на вал ротора ( последний вращается в центрах токарного станка) применяют переносные электродуговые аппараты ЭМ-ЗА, ЛК-БА, ЭМ-6 или газовые ГИМ-1. В последнее время созданы высокочастотные металлизаторы, в которых проволока, проходя через распылительную головку, нагревается токами высокой частоты до температуры плавления. Высокочастотная металлизация значительно сокращает потери металла по сравнению с электродуговой металлизацией, снижает степень окислении частиц металла и в пять-шесть раз уменьшает выгорание элементов, содержащихся в проволоке.
[8]
Выработку шеек вала от скольжения смазочных колец, недопустимую конусность их и сработанные галтери вала исправляют электродуговой наплавкой с последующей проточкой и шлифовкой. [9]
Радиусы галтели вала и радиусы очертания торца вкладыша. [10]
[10] |
У подшипников с кольцевой смазкой проверяют наличие выработки шейки вала от скольжения смазочного кольца; этот износ допускается не более 2 мм при наличии гладкой поверхности вала. Более глубокие выработки следует наплавлять электродуговым способом с последующей обработкой и шлифовкой. Ввиду того, что износ галтелей оказывает значительное влияние на вибрацию от осевых перемещений ротора, необходимо при выработке галтели более чем на 1 мм против шаблона, восстанавливать профиль галтели по шаблону путем припиловки и шлифовки. [11]
Медленное вращение колец обычно происходит при их намагничивании, выработке шейки вала в месте их установки, неправильной форме ( некруглость или погнутость), наличии заусенцев, неуравновешенности кольца и повышенной вибрации подшипника. [12]
Медленное вращение колец обычно происходит при их намагничивании, выработке шейки вала в месте их установки, неправильной форме ( некруглость или погнутость), наличии заусенцев, неуравновешенности кольца и повышенной вибрации подшипника. [13]
[13]
Основные неисправности смесителя: износ узлов уплотнений рабочих валов, выработка шеек валов, неисправности клапанов и пневматических приводов, а также неисправности, свойственные другим смесителям. [14]
| Зоны износа шейки вала турбины у подшипника с водяной смазкой и его сальника. [15] |
Страницы: 1 2
Как поправить коленвал? |Ремонт двигателей иномарок
Коленвал или коленчатый вал – это деталь двигателя, сделанная из стали. Деталь сильно изогнута и сделана в виде вала. Коленвал состоит из шатунных шеек, соединенных с коленной шейкой. Коленвал является неотъемлемая часть каждой машины, его форма зависит от того, какая модель у мотора. Функцией коленчатого вала является превращение поступательного движения во вращательное.
Вот как работает коленвал:
— в камере внутреннего сгорания сгорает горючее с выделением газы;
— газы расширяются и оказывают давление на поршни;
— поступательные движения производятся за счет того, что поршень выталкивается;
— механическую энергию передают элементы, что происходит за счет сообщения с поршнями, которые соединены при помощи втулки;
— шатун соединяется с шейкой коленвала и подшипником, поэтому каждое поступательное движение преобразуется во вращение;
— после поворота на 180 градусов шатунная шейка следует в обратном направлении, за счет чего происходит возвратное движение;
— происходит непрерывное повторение циклов;
— колеса машины двигаются так как их заставляет это делать вращательная энергия.
Если коленвал поврежден или изношен, его нужно постараться восстановить, так как покупать новый достаточно дорого.
Восстанавливая деталь, помните, что его надежность и долгий срок эксплуатации должны остаться теми же. В противном случае ремонт окажется очень дорогим.
Попытайтесь исправить кривой вал, чтобы затем прошлифовать его в ближайший ремонтный размер. Надо разогнуть его обратно. Если имеются задиры на шейках, то кривая прогиба становится пространственной. Распутать ее сложно, но можно. Иначе произвести качественный ремонт будет просто невозможно.
В течение времен были разработаны различные способы правки валов. Рассмотрим некоторые детальнее.
Самый известный и распространенный способ
Положите вал на две опоры. Приложите между ними в наиболее удаленной от оси точке усилие с помощью пресса. Так вы сможете поправить вал, но будет сложно определить, где именно деформация. Известно, что это происходит обычно со слабыми местами, такими как галтели.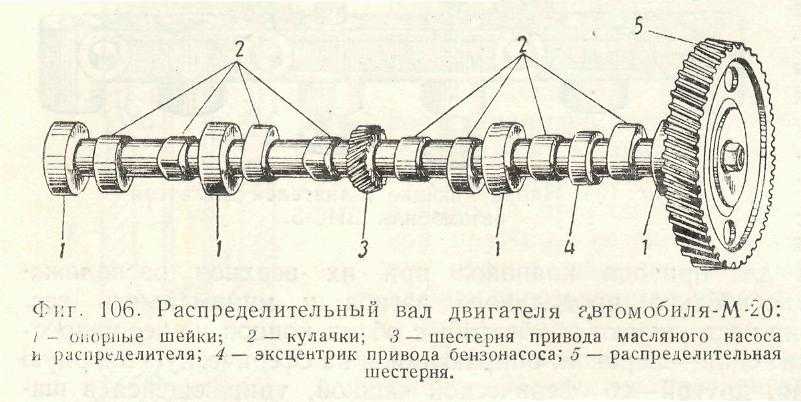 Таким образом, выявляется и главный недостаток способа. Дело в том, что галтели являются концентраторами напряжений. Для повышения прочности вала их делают радиусными, шлифуют, полируют, а порой механически делают прочными с помощью специальных методов. При обычной правке могут возникнуть напряжения растяжения, которые очень опасны, так как могут привести к снижению прочности, появлению трещин и поломке. Именно поэтому многие производители запрещают править валы и рекомендуют менять их на новые.
Таким образом, выявляется и главный недостаток способа. Дело в том, что галтели являются концентраторами напряжений. Для повышения прочности вала их делают радиусными, шлифуют, полируют, а порой механически делают прочными с помощью специальных методов. При обычной правке могут возникнуть напряжения растяжения, которые очень опасны, так как могут привести к снижению прочности, появлению трещин и поломке. Именно поэтому многие производители запрещают править валы и рекомендуют менять их на новые.
Способ правки чеканкой
Берутся зубила и молоток. По галтелям наносят несколько сильных ударов. Возникающие вмятины и забоины создают напряжения и деформации, которые разгибают вал. Однако вал вряд ли прослужит долго, особенно при современном двигателе.
Порой деформированный участок сильно нагревают, чтобы правка и опасность поломки была ниже. Однако остыв, вал может вновь деформироваться, и проявятся все отрицательные последствия примененных раньше способов, в том числе невозможность обеспечения требуемой точности правки.
Ни один из способ не является гарантией того, что вал не вернется в то же состояние. Следовательно, повторное возникновение задир возможно и двигатель может выйти из строя.
Метод Буравцева
В процессе правки тоже используется пресс. «Ноу-хау» заключается в специальном приспособлении, с помощью которого поверхностный слой шейки вала пластически деформируется, да так, что в нем вместо обычных для подобных случаев напряжений растяжения создаются напряжения сжатия. Галтель при этом не затрагивается, а значит, усталостная прочность коленвала после правки не только не уменьшается, но даже возрастает. Более того, избавившись от недостатков ранее известных способов, поэлементная холодная правка, как оказалось, позволяет восстановить любые коленчатые валы (и чугунные, и стальные) любых двигателей (от мотоциклов до экскаваторов), да еще имеющие практически любой прогиб! При этом точность правки просто поразительна. Например, удается обеспечить взаимное биение коренных шеек 0,010 мм при исходном биении свыше 1 мм — результат, доселе недостижимый ни одним из известных способов!
За годы использования способа поэлементной правки на практике накоплен огромный фактический материал о дальнейшей «судьбе» выправленных коленчатых валов как отечественных автомобилей, так и иномарок, включая грузовики и автобусы.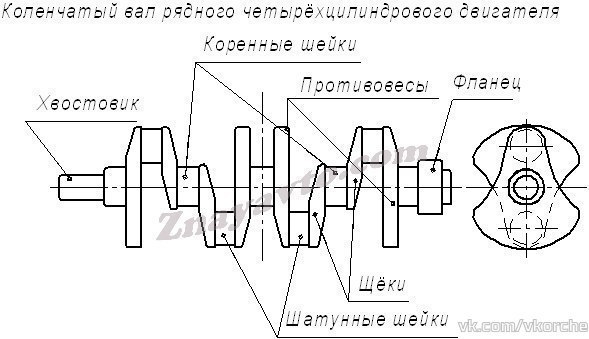 Оказалось, что, в отличие от других, эти коленчатые валы не возвращаются в изогнутое состояние со временем. Не было и рекламаций, связанных с поломкой валов, что косвенно свидетельствует об их высокой усталостной прочности. И это несмотря на то, что многие валы имели ослабленные задирами шейки!
Оказалось, что, в отличие от других, эти коленчатые валы не возвращаются в изогнутое состояние со временем. Не было и рекламаций, связанных с поломкой валов, что косвенно свидетельствует об их высокой усталостной прочности. И это несмотря на то, что многие валы имели ослабленные задирами шейки!
Все вышесказанное относится и к другим валам двигателей, в том числе распределительным и вспомогательным. Во многих случаях применение данного способа правки вообще не имеет альтернативы, поскольку дает возможность вернуть к жизни практически «безнадежные» валы с очень большой исходной деформацией.
Иногда качественной правкой можно даже заменить шлифовку. Например, поставляемые в запчасти новые коленчатые валы некоторых отечественных заводов порой имеют недопустимо большое биение (0,05-0,1 мм и более) шеек и посадочных поверхностей. Такие валы выправляются, после чего традиционная шлифовка здесь уже не требуется (остаточное биение составляет не более 0,01 мм), да и динамическая балансировка оказывается ненужной.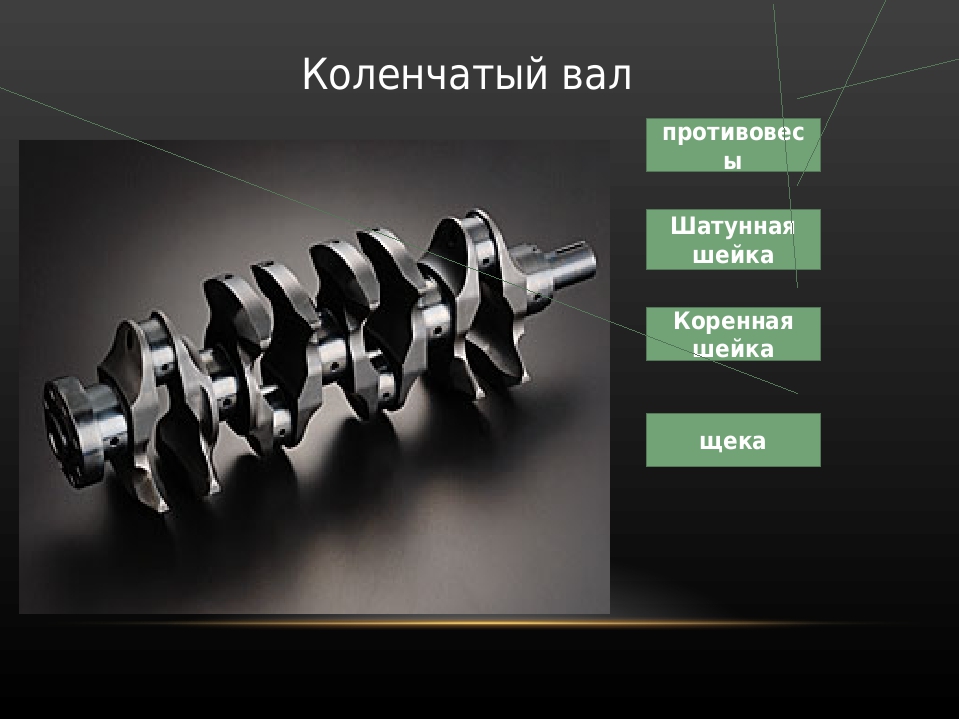
Если сравнить затраты на ремонт вала (правка и шлифовка) с ценами нового вала, то в ряде случаев (иномарки, и особенно — грузовики и автобусы) ремонт получается в десятки раз выгоднее замены. Учитывая сегодняшнюю экономическую ситуацию в России, этот факт говорит сам за себя.
Разумеется, для достижения высокого качества необходимо, помимо правки, правильно выполнить все технологические приемы при шлифовании и доводке (полировке) рабочих поверхностей шеек и галтелей коленчатого вала
Как выбрать правильную форму клюшки для клюшки
Выберите правильную клюшку для клюшки, и вы, возможно, никогда больше не сделаете 3-патта… Хозель. Эта, казалось бы, невинная конструктивная особенность часто оказывает самое существенное влияние на то, как на самом деле раскачивается клюшка. Кроме того, знание разницы между одним дизайном шланга и другим может дать некоторое представление о вашем ударе и о том, какой вы тип клюшки. Давайте рассмотрим некоторые из наиболее популярных конфигураций клюшки и постараемся помочь вам стать лучшим игроком в клюшке уже сегодня.
«Я много лет играл клюшкой с центральным стержнем и всегда предполагал, что мне придется смириться с тем, что я всегда буду плохим клюшкой. Только когда вы пару лет назад подогнали меня под сантехнику, я понял, что действительно могу ударить, и я никогда не оглядывался назад. Я просто не могу поверить, что все эти годы у меня была не та клюшка. Я просто никогда не думал, что хозел имеет такое большое значение, и что разные паттинговые удары лучше подходят для разных стилей хозел».
1. Горловина сантехника
Горловина сантехника характеризуется горизонтальным изгибом чуть ниже места соединения конца вала и шланга. Эта конструкция, которая обычно обеспечивает среднее смещение, отлично помогает удерживать руки впереди головки клюшки при ударе. Это, как правило, делает клюшку более щадящей и простой в использовании, поэтому она так популярна. Паттеры с гибкими шлангами, как правило, несколько сдвинуты вниз в своей схеме взвешивания, что способствует легкому удару внутрь квадрата внутрь 9.
.
2. Раструбный наконечник
Раструбный наконечник обычно представляет собой шланг с надеванием на вал, то есть стержень закрывает верхнюю часть шланга в месте их соединения. Клюшки с раструбным наконечником обычно имеют меньшее смещение и больше похожи на лезвия по своей конструкции. Эти клюшки, как правило, немного загнуты в своей схеме взвешивания и обычно лучше всего подходят для игроков в гольф, которые любят открывать и закрывать лезвие во время удара.
3. Нет Hosel
Клюшки с лицевой балансировкой часто не имеют Hosel, а вместо этого S-образный стержень, который входит непосредственно в головку клюшки. Эти клюшки разработаны специально для игроков в гольф, которые хотят отводить клюшку прямо назад и насквозь поршневым движением. Если вам обычно нравится вращать головку клюшки во время удара, эти типы клюшек, вероятно, не подойдут вам, хотя в этом отношении нет абсолютных значений.
4. Длинные чулки
Эти конструкции обычно представляют собой удлиненные шейки водопроводчика и используются для балансировки лица. Хотя они выглядят очень похожими на стандартную конструкцию шейки водопроводчика, дополнительная длина определенно создает другое ощущение, которое вы должны принять во внимание, прежде чем выбирать клюшку с такой структурой шланга. Имейте в виду, что удлиненная форма шеи сантехника не всегда приводит к балансировке лица; многие, на самом деле, сбалансированы на пальцах ног.
5. Косая горловина
Эти шланги часто представляют собой горловины водопроводчика, которые отгибаются назад от линии вала. Обычно этот тип клюшки используется для создания более значительного смещения, что способствует более сильному удару вверх по мячу для гольфа. Еще одним полезным аспектом конструкции с наклонным грифом является положение, в котором руки помещаются непосредственно перед ударом и во время удара — чуть впереди мяча для гольфа.
6. Центральный стержень
Большинство моделей клюшек имеют стержни, которые входят в головку клюшки рядом с пяткой. Некоторые, однако, имеют более центрированное положение вставки вала. Этот дизайн обычно связан с более плоским углом ложа, что способствует низкому положению рук. Кроме того, центральное расположение стержня приближает ось поворота к мячу для гольфа, обеспечивая дополнительный контроль и ощущение, которое предпочитают многие игроки в гольф.
- Об авторе
- Последние сообщения
- ВИТБ
- Контакт
Адам Бич
Меня зовут Адам Бич.
Это место, этот сайт, для меня это больше, чем просто бизнес, это действительно выражение того, кто я есть и во что я верю, до глубины души. Я чувствую, что работа, которую я делаю, является отражением того, кто я есть, и идеи, лежащей в основе
работа, которую я делаю, важнее самой работы.
Видите ли, я вообще не вижу себя в гольф-бизнесе, я занимаюсь заботой. Я парень, который просыпается с одной целью: поступить правильно.
Я парень, который просыпается с одной целью: поступить правильно.
Ваше имя
Адрес электронной почты
Тема
Сообщение
Этот сайт защищен reCAPTCHA и Google Политика конфиденциальности и Применяются Условия использования.
Поделиться по электронной почтетипов клюшек для клюшек — сравнение + изображения
- 2022-10-26
Если вы ищете информацию о типах шейки клюшки или о различных шейках клюшки доступен; вы находитесь в правильном месте!
Наша команда опытных игроков в гольф из TellMeMoreGolf составила этот подробный пост, чтобы помочь вам понять различные типы клюшек для клюшек и их преимущества. Мы также поможем вам определить правильный шланг для клюшки для вашей игры.
Достаточно сказано. Давайте приступим к делу, хорошо?
Содержание
Что такое переходник для клюшек?
Переходник шланга клюшки — это инструмент, который позволяет соединять валы клюшки с различными типами шейки клюшки. Эта конструкция помогает создать больший крутящий момент на головке клюшки, и ее обычно предпочитают игроки в гольф, которые делают уверенный удар.
Эта конструкция помогает создать больший крутящий момент на головке клюшки, и ее обычно предпочитают игроки в гольф, которые делают уверенный удар.
Существует три основных типа конструкции клюшек для клюшек: пятка-носок, центральная ступня и смещение. Основное различие между ними заключается в том, как они изменяют зависание носка клюшки (угол клюшки по отношению к стержню).
- Адаптер Hosel «пятка-носок» – Этот адаптер изменяет свисание носка, вращая его вокруг вертикальной оси. Подходит для игроков, которые хотят увеличить дугу удара.
- Адаптер Hosel Center-Hosel – Этот тип перемещает головку клюшки относительно вала, сохраняя при этом перпендикулярное отношение к нему.
- Адаптер Hosel со смещением . Он придает клюшке больше высоты и идеально подходит для игроков в гольф с прямой спиной и сквозным движением.
После того, как вы определили, какой тип адаптера шланга для клюшек вам нужен, остается только выбрать правильный размер. Есть три размера: маленький, средний и большой.
Есть три размера: маленький, средний и большой.
Чтобы определить, какой размер вам нужен, измерьте длину стержня клюшки от основания рукоятки до места, где он встречается с головкой клюшки. Если это расстояние больше 12 дюймов, вам понадобится большой переходник. Если это расстояние составляет 11 дюймов или меньше, вам нужен адаптер малого или среднего размера.
ПОДПИСАТЬСЯ на БЕСПЛАТНЫЕ СОВЕТЫ ПО ГОЛЬФУ от наших ЭКСПЕРТНЫХ ИНСТРУКТОРОВ!
Что такое клюшка Flow Neck?
Клюшка Flow Neck — это тип клюшки с очень изогнутым шлангом. Эта конструкция помогает создать плавный паттинг и устраняет любое скручивание или крутящий момент на головке клюшки.
Игроки в гольф, у которых есть проблемы с ударами по паттингу, часто предпочитают этот тип клюшки, так как он помогает им лучше контактировать с мячом. Клюшки Flow Neck доступны как с лезвиями, так и с молотком, и их можно найти как в правосторонних, так и в левосторонних моделях.
ПОДПИСАТЬСЯ на БЕСПЛАТНЫЕ СОВЕТЫ ПО ГОЛЬФУ от наших ЭКСПЕРТНЫХ ИНСТРУКТОРОВ!
Шейная клюшка для сантехников
Клюшка Plumbers Neck — популярный тип клюшек среди профессиональных игроков в гольф. Эта клюшка имеет прямую конструкцию, обычно используемую в клюшках с молотком. Шейка сантехника помогает обеспечить устойчивость при укладке из сложных лежней на зелени или пересеченной местности вокруг нее, таких как песколовки или камни.
Шейные клюшки доступны как с лезвием, так и с молотком, и их можно найти как в правосторонней, так и в левосторонней модели. Они, как правило, стоят дороже, чем другие клюшки, из-за дополнительного материала, необходимого для их строительства!
Поточная горловина Vs. Косая шея: что лучше?
Чтобы лучше понять эту тему, давайте более подробно рассмотрим оба типа инструментов для гольфа:
Клюшка Flow Neck
Клюшка Flow Neck — это тип клюшки с очень изогнутым шлангом. Эта конструкция помогает создать плавный паттинг и устраняет любое скручивание или крутящий момент на головке клюшки. Игроки в гольф, у которых есть проблемы с ударами по паттингу, часто предпочитают этот тип клюшки, поскольку он может помочь им установить более постоянный контакт с мячом для гольфа.
Эта конструкция помогает создать плавный паттинг и устраняет любое скручивание или крутящий момент на головке клюшки. Игроки в гольф, у которых есть проблемы с ударами по паттингу, часто предпочитают этот тип клюшки, поскольку он может помочь им установить более постоянный контакт с мячом для гольфа.
Клюшки Flow Neck доступны как с лезвием, так и с молоточком, и их можно найти как в правосторонней, так и в левосторонней модели.
Косая клюшка
Клюшка с косой горловиной — это разновидность клюшки с менее изогнутым шлангом, чем у клюшки с плавной шейкой. Эта конструкция помогает создать больший крутящий момент на головке клюшки, и ее обычно предпочитают игроки в гольф, которые делают уверенный удар.
У этого типа клюшки стержень наклонен к игроку в гольф, что помогает ему лучше выровнять свое тело перед ударом по мячу. Отличным способом описать это было бы то же самое, что держать зонт перед лицом, пытаясь не промокнуть от капель дождя; это защищает вас!
Вы также можете использовать эти клюшки для отбивания мяча или подачи вокруг грина, потому что они обеспечивают больший контроль, чем лезвия или молотки с толстыми рукоятками, из-за которых трудно почувствовать, куда попадают удары после контакта.
Наклонные грифы обычно дешевле, чем другие типы клюшек.
Так что же лучше?
Когда дело доходит до выбора между шлангом для клюшки Flow Neck или Slant Neck, однозначного ответа не существует. Это похоже на выбор между сэнд-клином и лоб-клином или гибридом и айроном.
И клюшки Flow Neck, и Slant Neck имеют различные и уникальные преимущества, которые могут помочь игрокам в гольф улучшить свою игру.
Какой из них подойдет вам лучше всего, зависит от ваших индивидуальных предпочтений и типа гребка. Если вы новичок и не знаете, что делать, обратитесь за советом к специалисту или протестируйте каждый тип во время практики на курсе.
Как использовать переходник шланга для клюшки
Использование адаптера шланга для клюшек не так сложно, как кажется. Начните с удаления старого стержня с головки клюшки. Затем ввинтите (или вставьте) адаптер в головку клюшки.
Затем наденьте новый вал на переходник и затяните его с помощью гаечного ключа или отвертки. После того, как вы это сделаете, отрегулируйте зацеп вашей новой клюшки, ослабив или затянув установочные винты в шланге. Делайте это до тех пор, пока он не совпадет с зацепом вашей старой клюшки (носок вверх или вниз).
После того, как вы это сделаете, отрегулируйте зацеп вашей новой клюшки, ослабив или затянув установочные винты в шланге. Делайте это до тех пор, пока он не совпадет с зацепом вашей старой клюшки (носок вверх или вниз).
Часто задаваемые вопросы: разные грифы
Как выбрать шланг для клюшек?
Выбирая следующую клюшку, важно знать, какой у вас тип патта. Лучший способ выяснить, какой из них работает для вас, — это пробы и ошибки на поле для гольфа.
Как только вы лучше поймете свой паттерный удар, вы сможете сосредоточиться на других факторах, таких как конструкция головки клюшки и тип шланга.
Существует три основных типа конструкций шлангов для клюшек: Flow Neck, Slant Neck и Face Balanced. Каждый из них имеет свои уникальные преимущества, которые могут помочь улучшить вашу игру. Если у вас возникли проблемы с выбором, попробуйте протестировать каждый тип во время практики.
Не забудьте поручить подгонку клюшки профессионалу, чтобы подобрать наилучший вариант для ваших индивидуальных потребностей.
Какие бывают типы клюшек?
Вал клюшки является важным компонентом вашей клюшки. Существует три основных типа: Flow Neck, Slant Neck и Face Balanced. Все три клюшки имеют разное смещение, длину стержня и преимущества, которые помогут улучшить вашу игру.
Валы клюшек также изготавливаются из различных материалов, таких как сталь или графит. Стальные клюшки обычно тяжелее и долговечнее, чем графитовые. Обычные шафты из графита легче и гибче, что может помочь вам развивать большую скорость при ударах.
Какие бывают типы клюшек?
Существует три основных типа головок для клюшки: лезвие, молоток и зацеп на носке. Каждый тип имеет свои уникальные преимущества, которые могут помочь улучшить вашу игру.
Клюшки с лезвиями имеют меньшую головку и обычно более щадящие, чем клюшки с молотком. Клюшки молотка имеют большую головку и предназначены для обеспечения большей стабильности при ударе. Клюшки Toe Hang имеют утяжеленную конструкцию, которая помогает создать больший крутящий момент на головке клюшки. Игроки в гольф с сильным ударом по паттеру обычно предпочитают этот тип клюшки.
Игроки в гольф с сильным ударом по паттеру обычно предпочитают этот тип клюшки.
В последние недели в PGA Tour все чаще стали использовать новые клюшки с зацепом на носке, в том числе Scotty Cameron, Odyssey и TaylorMade. Конструкции этих клюшек различаются, но всех их объединяет одна общая черта: больший вес приходится на носок, чем на пятку.
Это изменение в распределении веса предназначено для того, чтобы помочь игрокам в гольф при ударе клюшкой с легким свисанием, когда ваши руки слегка опережают головку клюшки при ударе.
Если у вас небольшой зацеп с зацепом и вы ищете новую клюшку, обязательно попробуйте клюшки с зацепом за зацеп! Вы можете обнаружить, что этот дизайн помогает вам делать более последовательные удары по полю.
Удар по айронам может быть непростой задачей, но с нашим гидом по айронам вы будете чувствовать себя намного комфортнее на поле!
Что такое горловина?
Шейный шланг представляет собой соединение между головкой клюшки и валом. Он может быть разной формы, размера и дизайна.
Он может быть разной формы, размера и дизайна.
Наиболее распространенные чулки для шеи: с висом на носке, балансом лица, с утяжелением на носке и прямым. У каждого типа есть свои преимущества, которые могут лучше работать для определенных игроков или ударов!
Заключение: исследование Tellmemoregolf.com
Сегодня на рынке представлено множество различных типов шлангов для клюшек. Некоторые из них новые, некоторые существуют уже некоторое время. Но какой тип клюшки вам подходит? А еще лучше, вам это нужно на поле для гольфа?
Некоторое оборудование для игры в гольф может показаться незначительным, но оно может стать ключом к успешной игре. Гэп-клин, например, помогает увеличить скорость замаха игрока в гольф, что позволяет набрать больше очков.
Шланг клюшки является неотъемлемой частью клюшки. Это помогает определить величину подъема клюшки, а также помогает определить, как мяч будет скатываться с поверхности.
И если вы уже играете с клюшкой определенного типа, не бойтесь экспериментировать с чем-то другим.