Характерные повреждения шатунов и причины их образования. / Технические статьи / Блог / Механика
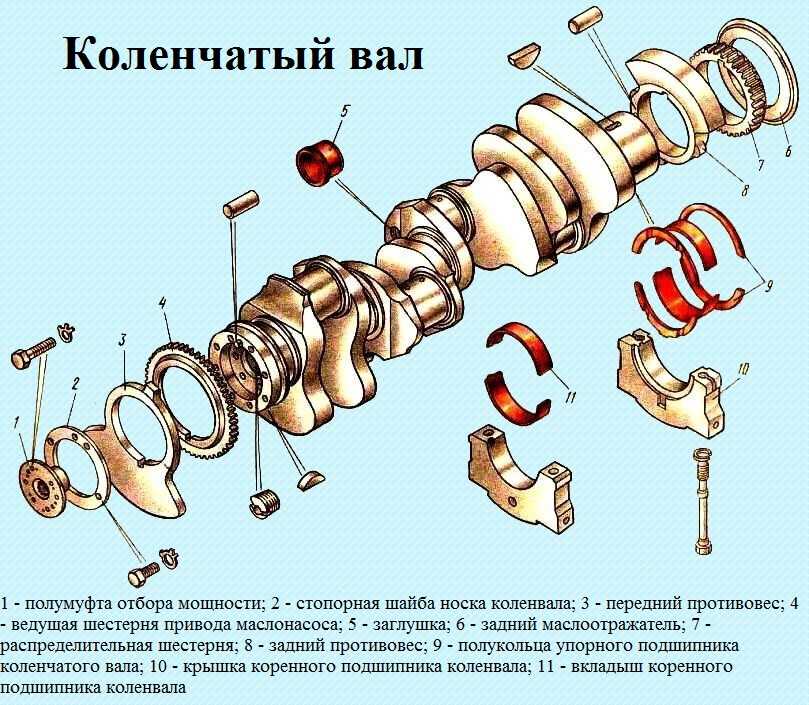
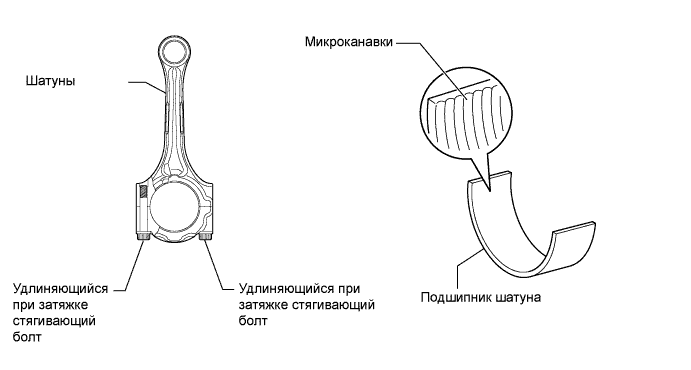
Шатун является частью кривошипно-шатунного механизма (КШМ). Он обеспечивает кинематическую связь между поршнем и коленчатым валом, передавая как усилие от поршня к кривошипу коленчатого вала, так и в обратную сторону – от коленчатого вала к поршню. Шатун состоит из верхней головки (ВГШ), стержня и нижней головки (НГШ) (рис. 1). Верхняя головка шатуна с помощью поршневого пальца соединяется с поршнем,
Рис. 1 Конструкция шатуна
а нижняя головка – с шатунной шейкой коленчатого вала. Верхняя головка шатуна вместе с поршнем совершает возвратно-поступательное движение, а нижняя повторяет круговое движение шатунной шейки коленчатого вала. Движение стержня в целом можно описать как возвратно-поворотное (рис. 1.1).
Рис. 1.1 Различные положения шатуна за один оборот коленчатого вала. Все положения нижней головки шатуна характеризуются огибающей кривой.
Обычно шатуны изготавливаются методом ковки. Однако в двигателе внутреннего сгорания (ДВС) для легковых автомобилей нередко применяются и литые шатуны. Детали (шатуны) небольших размеров могут изготавливаться методом порошковой металлургии (холодное прессование + спекание). Как правило, нижняя головка шатуна является разборной, и ее крышка крепится шатунными болтами. Такая конструкция позволяет установить шатунные вкладыши, чтобы затем собрать нижнюю головку на шатунной шейке коленчатого вала. Шатуны с неразборной нижней головкой применяются редко и чаще снабжены подшипниками качения (например, роликовыми). Исторически, по мере роста мощности ДВС, увеличивался и диаметр шатунных шеек коленчатых валов, вследствие чего конструктивно увеличившиеся нижние головки шатунов перестали проходить через отверстия цилиндров, и потому – прежде всего на быстроходных дизельных двигателях – нижние головки шатунов стали делать с косым разъемом.
Рис. 2 Зубчатая поверхность стыка – на шатуне с косым разъемом.
Стык поверхности крышки нижней головки и самого шатуна может иметь «зубчатый» профиль (рис. 2). В более старых конструкциях надежное замыкание стыка могло обеспечиваться, в частности, канавкой и пружиной. В шатунах с прямым разъемом, применяемых в современных автомобильных ДВС, также используются преимущества геометрического замыкания, однако сложная технология обработки зубьев в последнее время заменяется методом разлома («ломаный» или «колотый» шатун, см. рис. 3).
Рис. 3 «Ломаный» стык разъема нижней головки шатуна.
Причем сегодня метод разлома применяется даже при производстве шатунов с косым разъемом. Структура таких поверхностей обеспечивает точную посадку крышки на шатун. Первоначально данная технология применялась только на литых шатунах, однако позднее её удалось применить и на кованых деталях. Из-за существенного увеличения максимального давления газов (в автомобильных дизелях оно достигает 15 МПа, в других, более мощных двигателях – более 20 МПа) сегодня массово переходят к так называемым трапециевидным шатунам – т.
Шатун отвечает за передачу сил от поршня к коленчатому валу, отчего подвергается большим знакопеременным нагрузкам. Движущиеся детали КШМ должны обладать как можно меньшей массой; в то же время в местах взаимодействия с поршневым пальцем и шатунной шейкой коленчатого вала необходимо обеспечить высокую жесткость конструкции. Это вынуждает конструкторов балансировать на грани конструктивных и технологически возможностей, из-за чего шатуны оказываются уязвимыми для вторичных поломок разного рода (рис.
Рис. 4 Влияние качества обработки поверхности на максимально допустимую нагрузку на шатун
Стержень шатуна в верхней мертвой точке при максимальном давлении газов в камере сгорания подвергается сжатию, а в нижней мертвой точке, при воздействии силы инерции – растяжению (рис. 5).
Рис. 5 Сила, действующая на шатун во время цикла работы ДВС.
Выше линии абсцисс: – работа на сжатие, ниже линии абсцисс: – работа на растяжение
Передача усилий от поршневого пальца через шатун на коленчатый вал и обратно осуществляется через очень тонкую масляную пленку в подшипниках – толщиной около одного микрона. Поэтому приложение сил в подшипниках нижней и верхней головок зависит от распределения давления в слое смазки, на которое, в свою очередь, влияет жесткость конструкции головок шатуна. Также следует учитывать, что под нагрузкой головки шатуна деформируются (рис. 6):
- Сила инерции, направленная вверх, к камере сгорания, удерживается в равновесии масляной пленкой между шатунной шейкой коленчатого вала и вкладышем (шатунным подшипником) со стороны крышки.
 Передача сил от стержня к крышке шатуна осуществляется через шатунные болты. Нижняя головка шатуна при растяжении приобретает форму овала, вытянутого вдоль оси шатуна. Болты при этом изгибаются наружу. При недостаточной затяжке болтового соединения возможно раскрытие стыка болтового соединения. Это грозит нарушением точности посадки вкладышей, а в самом худшем случае – разрывом шатунных болтов из-за перегрузки.
Передача сил от стержня к крышке шатуна осуществляется через шатунные болты. Нижняя головка шатуна при растяжении приобретает форму овала, вытянутого вдоль оси шатуна. Болты при этом изгибаются наружу. При недостаточной затяжке болтового соединения возможно раскрытие стыка болтового соединения. Это грозит нарушением точности посадки вкладышей, а в самом худшем случае – разрывом шатунных болтов из-за перегрузки.
- При максимальном же сжатии газов стержень шатуна через масляную пленку оказывает давление на шейку коленчатого вала. Отверстие нижней головки шатуна приобретает форму овала, вытянутого поперек оси шатуна. Шатунные болты при этом изгибаются вовнутрь. Болтовое соединение стремится к раскрытию стыка болтового соединения наружу.
- Из-за подобной «овальной» деформации нижние головки шатуна подвержены существенным изгибающим нагрузкам. Усилие затяжки шатунных болтов должно превышать изгибающие нагрузки, воздействующие на шатун, поскольку именно болты должны выдерживать и передавать рабочие нагрузки.
 Таким образом, болтовое соединение крышки и самого шатуна играет решающую роль: неплотное прилегание контактирующих поверхностей недопустимо. Образование увеличенных зазоров всегда приводит к критическим дополнительным нагрузкам на болты, что легко может привести к их разрыву.
Таким образом, болтовое соединение крышки и самого шатуна играет решающую роль: неплотное прилегание контактирующих поверхностей недопустимо. Образование увеличенных зазоров всегда приводит к критическим дополнительным нагрузкам на болты, что легко может привести к их разрыву.
Рис. 6 Деформация разъемной нижней головки шатуна при работе на растяжение и на сжатие (схема)
Кроме того, необходимо обеспечить надлежащую плотность посадки вкладышей подшипников в отверстие нижней головки шатуна.
Поскольку момент затяжки болтов определяет напряженное состояние нижней головки шатуна и, следовательно, геометрию отверстия в ней, то при первичной установке и после каждой последующей разборки необходимо обеспечить заводской момент затяжки шатунных болтов. Чрезмерная затяжка этих болтов приводит к деформации отверстия шатуна в виде «сплющенного» овала, недостаточная – к деформации в виде «вытянутого» овала (рис. 7).
Рис. 7 Овальность отверстий подшипников в зависимости от затяжки болтов
Воспроизводимость усилия затяжки зависит от правильности и качества выполнения операции затяжки. При затягивании динамометрическим ключом доля момента затяжки, преобразуемого в усилие затяжки, зависит от трения в резьбе и на опорной поверхности головки болта. Учитывая, что при каждой операции затяжки шероховатости сглаживаются, сила трения уменьшается и, как следствие, в усилие затяжки преобразуется больший процент момента затяжки, отверстие нижней головки шатуна приобретает форму «сплющенного» овала. Этим объясняется то, почему заедание (деформация) шатунных подшипников происходит преимущественно после капитального ремонта двигателя. Чтобы улучшить результаты, целесообразно ориентироваться на момент предварительной затяжки болта и угол доворота, однако наиболее точное управление усилием затяжки возможно при контроле затяжки по удлинению болта, поскольку оно прямо пропорционально усилию затяжки.
При затягивании динамометрическим ключом доля момента затяжки, преобразуемого в усилие затяжки, зависит от трения в резьбе и на опорной поверхности головки болта. Учитывая, что при каждой операции затяжки шероховатости сглаживаются, сила трения уменьшается и, как следствие, в усилие затяжки преобразуется больший процент момента затяжки, отверстие нижней головки шатуна приобретает форму «сплющенного» овала. Этим объясняется то, почему заедание (деформация) шатунных подшипников происходит преимущественно после капитального ремонта двигателя. Чтобы улучшить результаты, целесообразно ориентироваться на момент предварительной затяжки болта и угол доворота, однако наиболее точное управление усилием затяжки возможно при контроле затяжки по удлинению болта, поскольку оно прямо пропорционально усилию затяжки.Наибольшие нагрузки на стержни шатунов с прямым разъемом воздействуют на галтели – т. е. переходы от стержня к нижней и верхней головкам (рис. 8).
Рис. 8 Характерные зоны разломов на шатуне
При применении шатунов с косым разъемом исходной точкой усталостного разрушения, как правило, становится верхняя часть глухого резьбового отверстия в нижней головке.
Поскольку шатун – это связующее звено между поршнем и коленчатым валом, то повреждения шатунов, как правило, влекут за собой весьма масштабные последствия. Шатун находится как бы «между молотом и наковальней», и подвергается соответствующим деформациям и ударным нагрузкам, оказывающим сильное нагружение шатуна на изгиб; это подчеркивается поразительной деформацией шатунов после аварии ДВС (рис. 9).
Рис. 9 Критическое повреждение (изгибная деформация) шатуна большого дизельного ДВС
Повреждения шатуна из-за производственных дефектов
Чем больше нагрузка на шатун, тем более важным оказывается значение таких производственных дефектов, как канавки, надрезы (насечки) или забоины (см. также рис. 4)
Пример: через 725 моточасов после ремонта двигателя произошла поломка крышки нижней головки шатуна дизельного ДВС. Суммарная наработка шатуна на этот момент (продолжительность эксплуатации) – 8 700 моточасов. Усталостное разрушение (рис. 10, 11 и 12) было спровоцировано дефектом поверхности в области галтели (и без того подверженной экстремальным нагрузкам), возникшим при шлифовании. Вероятно, галтель задели при шлифовке опорной поверхности гайки, результатом чего стало повреждение поверхности (рис. 11 и 12). С учетом длительной эксплуатации шатуна до ремонта ДВС следует предположить, что поверхность была повреждена при ремонте двигателя.
10, 11 и 12) было спровоцировано дефектом поверхности в области галтели (и без того подверженной экстремальным нагрузкам), возникшим при шлифовании. Вероятно, галтель задели при шлифовке опорной поверхности гайки, результатом чего стало повреждение поверхности (рис. 11 и 12). С учетом длительной эксплуатации шатуна до ремонта ДВС следует предположить, что поверхность была повреждена при ремонте двигателя.
Рис. 10 Вторичные повреждения шатуна в результате усталостного разрушения крышки нижней головки шатуна
Рис. 11 Крышка шатуна: – трещина проходит через галтель опорной поверхности гаек
Рис. 12 Очаг зарождения усталостного повреждения (A): повреждение поверхности (насечка) в зоне галтели, возникшее при шлифовании
Пример: Дизельный ДВС отработал 36 500 часов, после чего произошла поломка шатуна ниже верхней головки; в результате шатун пробил блок цилиндров (рис. 13). Причиной усталостного разрушения в зоне перехода от стержня шатуна к верхней головке явилась забоина (след удара) на поверхности (рис. 14).
14).
Рис. 13 Отломившаяся верхняя головка шатуна
Рис. 14 Увеличенный фрагмент – отломившаяся головка шатуна, забоина (повреждение) на верхней стороне фланца в зоне исходной точки образования трещины
Усталостное разрушение началось в зоне края фланца и дошло примерно до половины сечения стержня, после чего произошел его долом (рис. 15). На верхней стороне фланца в зоне разрушения, а также вдоль продольной оси, в сторону верхней головки шатуна, также просматриваются следы забоин. Предположение, что они появились до поломки шатуна вследствие ударной нагрузки, подтверждается неровной, неправильной геометрией излома в исходной точке, а также немного отогнутыми краями плоскости излома.
Рис. 15 Зона исходной точки образования трещины (показано стрелками), усталостные трещины и зона долома
Рис. 16 Увеличенный фрагмент предыдущего изображения: очаг зарождения трещины
Фреттинг (фрикционная) коррозия
(Фреттинг-коррозия – коррозия при минимальном повторяющемся (локальном) перемещении двух поверхностей относительно друг друга в условиях воздействия коррозионной среды. Она возникает вследствие непрерывного разрушения защитной оксидной плёнки в точках подвижного контакта.)
Она возникает вследствие непрерывного разрушения защитной оксидной плёнки в точках подвижного контакта.)
Пример: после 20 000 часов наработки двигатель тепловоза был демонтирован и разобран для дефектовки. На одном из шатунов выявлена трещина (рис. 17). Трещина берет начало у отверстия нижней головки шатуна, проходит через тело НГШ и не доходит примерно 6 мм до радиуса перехода к опорной поверхности под головку болта. Кроме того, в особенности, вблизи разъема НГШ, заметны выраженные следы фреттинг-коррозии.
Рис. 17 Трещина на нижней головке шатуна: следы износа и фреттинг-коррозии на поверхности отверстия
Поверхность излома представляет собой разросшуюся со временем усталостную трещину. Очаг зарождения трещины – типичный для таких усталостных повреждений «рубец» (N) в отверстии нижней головки шатуна (рис. 18).
Рис. 18 Поверхность усталостного повреждения и зона долома (фрагмент рис. 17)
N – очаг зарождения трещины: «рубец» от усталостных повреждений
A – Зона долома, произведенного в лаборатории
В – Зона развития усталостной трещины при работе ДВС
Первопричиной усталостной трещины стала недостаточно плотная посадка шатунного вкладыша на заводе – впоследствии при производстве таких двигателей натяг вкладышей был увеличен.
Пример: в двигателе тепловоза после пробега в 750 000 км. сломался болт шатуна (рис. 19).
Рис. 19 Сломанный шатунный болт.
А – очаг зарождения усталостной трещины
Разрушение начинается с усталостной трещины F1 под углом около 45° к оси болта, шириной около 2 мм, которая продолжается усталостной трещиной F2, перпендикулярной продольной оси болта, и небольшой зоной долома F3 (рис. 20). То обстоятельство, что данное разрушение начинается с типичного для усталостных разрушений угла в 45°, указывает, что его причиной послужила сильная фреттинг-коррозия посадочных поясков. После ремонта при сборке ДВС положение болта изменилось, из-за чего изменилось и распределение нагрузки. Это привело к изменению направления усталостной трещины (F2) и к последующей поломке болта.
Рис. 20 Разрушение стержня болта.
А – очаг зарождения трещины; F1 – первичная усталостная трещина, F2 – вторичная усталостная трещина, F3 –зона долома.
Ошибки при сборке
Наиболее частой ошибкой при сборке ДВС является ненадлежащая затяжка болтов. Это приводит к:
- раскрытию стыка болтового соединения с последующей поломкой болта. Шатун, движение которого после поломки болта становится хаотичным (рис. 21), повреждает коленчатый вал, блок цилиндров и поршень;
- овальной деформации отверстия шатунного подшипника, с последующими быстрым износом шатунных вкладышей, «стуком» или заклиниванием подшипника;
- недостаточно плотной посадке шатунных вкладышей с образованием фреттинг-коррозии – причины усталостных повреждений (см. также рис. 17 и 18).
Рис. 21 Деформация шатуна из-за разрушения болта.
Повреждения, обусловленные эксплуатацией двигателя
Повреждения шатунов нередко становятся следствием нарушения условий эксплуатации или поломки других узлов двигателя. При этом рассматривать детонационное сгорание топлива как возможную причину повреждения шатунов или шатунных подшипников имеет смысл, пожалуй, только в самых экстремальных случаях. Расстояние между камерой сгорания (в которой происходят колебания давления при детонации) и опорами подшипников (втулок) поршневых пальцев и шатунной шейки коленчатого вала (шатунных вкладышей) представляется для этого слишком большим. Продольные колебания в стержне шатуна, обусловленные большими перепадами давления газов, быстро затухают из-за демпфирующего воздействия масляной пленки в подшипниках. Зато глубокие задиры на поршнях, как правило, приводят, в том числе, и к повреждению шатунов. Причиной повреждения шатунов могут становиться и другие дефекты, как, например, негерметичность интеркулера (охладителя наддувочного воздуха), прокладок головки цилиндра, сквозная коррозия гильз цилиндров, в результате которой в цилиндры попадает охлаждающая жидкость. Скопление топлива или масла в цилиндре также приводят к «гидроудару» (рис. 22).
Расстояние между камерой сгорания (в которой происходят колебания давления при детонации) и опорами подшипников (втулок) поршневых пальцев и шатунной шейки коленчатого вала (шатунных вкладышей) представляется для этого слишком большим. Продольные колебания в стержне шатуна, обусловленные большими перепадами давления газов, быстро затухают из-за демпфирующего воздействия масляной пленки в подшипниках. Зато глубокие задиры на поршнях, как правило, приводят, в том числе, и к повреждению шатунов. Причиной повреждения шатунов могут становиться и другие дефекты, как, например, негерметичность интеркулера (охладителя наддувочного воздуха), прокладок головки цилиндра, сквозная коррозия гильз цилиндров, в результате которой в цилиндры попадает охлаждающая жидкость. Скопление топлива или масла в цилиндре также приводят к «гидроудару» (рис. 22).
Рис. 22 Деформация шатуна из-за гидроудара.
Пример: на дизельном ДВС произошла разгерметизация жидкостного интеркулера.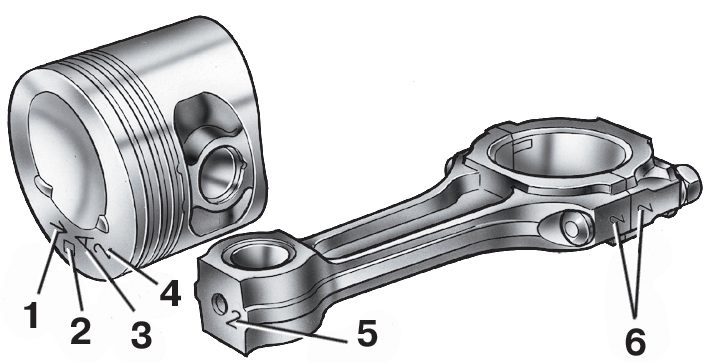 При неработающем двигателе охлаждающая жидкость через впускной коллектор попала в один из цилиндров с открытыми впускными клапанами. Поршень при этом находился около нижней мертвой точки. При проворачивании коленчатого вала стартером произошло воспламенение топлива в некоторых из прочих 15 цилиндров. А в том цилиндре, куда попала вода, оба клапана закрылись, поршень пошел в верхнюю мертвую точку (такт сжатия) и с огромной силой уперся в практически несжимаемую воду в цилиндре, результатом чего стала деформация шатуна
При неработающем двигателе охлаждающая жидкость через впускной коллектор попала в один из цилиндров с открытыми впускными клапанами. Поршень при этом находился около нижней мертвой точки. При проворачивании коленчатого вала стартером произошло воспламенение топлива в некоторых из прочих 15 цилиндров. А в том цилиндре, куда попала вода, оба клапана закрылись, поршень пошел в верхнюю мертвую точку (такт сжатия) и с огромной силой уперся в практически несжимаемую воду в цилиндре, результатом чего стала деформация шатуна
Как показывает данный случай, поломки шатунов могут приводить к серьезным повреждениям, а подчас и к необходимости замены двигателя целиком.
Шатун двигателя
Шатуны соединяют коленчатый вал с поршнями и таким образом передают силы действия газов и силы инерции на шатунную шейку коленчатого вала. Шатун обеспечивает возвратно-поступательное движение поршня в цилиндре. Верхняя головка шатуна со стороны поршня в направлении опоры поршневого пальца на многих современных двигателях имеет втулку ВГШ из бронзы. Шатун устанавливается на шейке кривошипа коленчатого вала посредством шатунных вкладышей. Нижняя головка шатуна имеет разъемное исполнение для монтажа на коленчатом валу. Для подачи масла к поршневому пальцу в конструкции шатуна предусматривают отверстие между верхней головкой шатуна (ВГШ) и нижней головкой шатуна (НГШ).
Шатун устанавливается на шейке кривошипа коленчатого вала посредством шатунных вкладышей. Нижняя головка шатуна имеет разъемное исполнение для монтажа на коленчатом валу. Для подачи масла к поршневому пальцу в конструкции шатуна предусматривают отверстие между верхней головкой шатуна (ВГШ) и нижней головкой шатуна (НГШ).
Шатун изготавливается из стали путем ковки или литья, причем в зависимости от нагрузки используется либо легированная, либо улучшенная сталь.
Шатуны подлежат замене, если они сломались или погнулись или если были разрушены опоры подшипников шатунов. Если остальные шатуны не повреждены, то шатуны можно заменять по отдельности, при этом рекомендуется взвесить старые шатуны и новый шатун подобрать или подогнать под вес старых шатунов.
При ремонте двигателя рекомендуется менять болты нижней головки шатуна.
Шатуны подлежат ОБЯЗАТЕЛЬНОЙ проверке и при необходимости замене в следующих случаях:
- значительные повреждения шатунных вкладышей коленчатого вала
- гидроудары в цилиндро-поршневой группе
- существенные повреждения поршней, например, в результате превышения максимально допустимой частоты вращения
- детонационное сгорание
- ошибки при монтаже, например, перепутывание крышек нижней головки шатунов
- поломки и/или повреждение поршней и гильз цилиндров
Конструкция шатуна:
Конструктивные особенности нижней головки шатуна:
«Прямой» и «косой» разъем нижней головки шатуна:
«Ломаный» разъем нижней головки шатуна:
«Ломаные» шатуны изначально изготавливаются в виде цельной детали, затем на них наносят насечки для разлома (металлокерамический шатун) или лазерную насечку (стальной шатун), после чего их целенаправленно ломают на две части (крекинг). Обе части свинчивают при монтаже шатуна. Благодаря наличию места разлома они точно подходят друг к другу. Из-за индивидуальной геометрии разлома, шатуны и крышки шатунов всегда должны использоваться вместе и не могут быть заменены по отдельности! Ломаные шатуны имеют преимущества в отношении прочности и точности изготовления. После монтажа поверхности разъема почти не видны. Шатуны и крышки шатунов устанавливаются с высокой точностью и благодаря этому обеспечивают оптимальную передачу силы.
Обе части свинчивают при монтаже шатуна. Благодаря наличию места разлома они точно подходят друг к другу. Из-за индивидуальной геометрии разлома, шатуны и крышки шатунов всегда должны использоваться вместе и не могут быть заменены по отдельности! Ломаные шатуны имеют преимущества в отношении прочности и точности изготовления. После монтажа поверхности разъема почти не видны. Шатуны и крышки шатунов устанавливаются с высокой точностью и благодаря этому обеспечивают оптимальную передачу силы.
«Зубчатый» разъем нижней головки шатуна:
Конструктивные особенности верхней головки шатуна:
«Прямая» и «трапециевидная» верхняя головка шатуна:
Токарный станок для коленчатого вала с ЧПУ
Пильный станок
Фрезерный станок
Шлифовальный станок
Токарный станок
Сверлильный станок
Электроэрозионный станок
Станок лазерной плазменной резки 09002
- Технические характеристики
- Введение
- Оборудование
- Получить предложение
Технические параметры:
| Основные характеристики | блок | CK43100 | CK43125 | CK43160 | CK43250 |
| Качели над кареткой | мм | 600 | 850 | 1250 | 2000 |
| Диапазон регулировки эксцентриситета | мм | 0~ 105 | 0~ 160 | 0~ 260 | 0~ 300 |
Макс. нагрузка между центрами нагрузка между центрами | тонна | 6 | 6 | 10 | 63 |
| Ширина кровати | мм | 970 | 1100 | 1600 | 2050 |
| Скорость шпинделя | об/мин | 16~ 200 | 12~ 160 | 2~ 120 | 0,8~ 160 |
| Двигатель шпинделя | кВт | АС17/22 | АС30/42 | DC55 | ДС110 |
| Вес машины 3 метра | кг | 18500 | 19500 | 30000 | 65 |
| Добавить вес на метр | кг | 1200 | 1250 | 2250 | 3200 |
| Габаритный размер станка 3 метра | Д* Ш * В | 7350X1850X1950 | 7850X2550X1950 | 15200X2450X2475 | 10500X4100X3100 |
Описание продукта:
Этот станок представляет собой специальное оборудование с числовым программным управлением для обработки различных крупных эксцентриковых валов и шатунных шеек коленчатого вала. Он может комплектовать коренную шейку коленчатого вала и шейку шатуна: внешний круг, круглый корень, внешний круг кривошипа, внутреннюю поверхность кривошипа, получистовую обработку шатуна и чистовую обработку внутренней галтели пересечения шейки и внешней круглой фаски. рукоятка. Он также имеет функцию обработки диаметра шпинделя коленчатого вала. Подходит для обработки углеродистой стали, легированной стали, литой стали, чугуна.
Он может комплектовать коренную шейку коленчатого вала и шейку шатуна: внешний круг, круглый корень, внешний круг кривошипа, внутреннюю поверхность кривошипа, получистовую обработку шатуна и чистовую обработку внутренней галтели пересечения шейки и внешней круглой фаски. рукоятка. Он также имеет функцию обработки диаметра шпинделя коленчатого вала. Подходит для обработки углеродистой стали, легированной стали, литой стали, чугуна.
Как можно быстрее получите предложение по требуемому продукту
Если возможно, подробный запрос поможет получить более подходящее индивидуальное решение. Спасибо за ваше терпение. Ваш запрос будет обработан в течение 1 часа, пожалуйста, обратите внимание на свою электронную почту.
Имя* Электронная почта* Телефон/мобильный телефон (пожалуйста, добавьте международный код города)* Спросить*СОПУТСТВУЮЩИЕ ПРОДУКТЫ
есть вопросы? Отправить на contact@antsmachine.
 com Свяжитесь с нами
com Свяжитесь с намиСиловой стержень Maruha (двутавровая балка) для Mazda Miata
Силовой стержень Maruha (двутавровая балка) для Mazda MiataМы изменили конструкцию силовой тяги и создали новую версию — двутавровую.
О шатуне турбокомпрессора
Из деталей двигателя «трудиться» в тяжелых условиях приходится шатуну. В случае настройки двигателя шатун является очень важным элементом, который нельзя упустить. Напряжение от большого вращения и увеличения мощности приходится на шатун. Он может погнуться, деформироваться, сломаться и стать причиной удара двигателя. Его повреждение может привести к серьезным проблемам и в случае настройки. Причиной повреждения шатуна является металлический подшипник.
Металлический подшипник двигателя делится на две категории: коренная шейка и штифтовая шейка.
Штифтовая шейка должна работать в тяжелых условиях.
Двигатель можно сконструировать, изменив коленчатый вал, оптимизировав зазор каждой детали, обеспечив давление и объем масла, а также снизив трение поршня. Однако, даже если мы будем очень осторожны, высокое вращение и увеличение мощности сопровождаются деформацией шатуна.
Однако, даже если мы будем очень осторожны, высокое вращение и увеличение мощности сопровождаются деформацией шатуна.
Из-за силы инерции поршня идеальная окружность на большом конце штока вызывает деформацию (овализацию). Эта овализация влияет на металлический подшипник, который находится во внутренней части большого конца шатуна. Подшипник и шатунная шейка соприкасаются и повреждают металл. Кроме того, из-за этой деформации на задней стороне металла появляется трещина, и внутрь может затекать масло. Так происходит раздражение.
Металл повреждается снаружи, а значит, в случае тюнинга без усиления стержня не обойтись.
- Двутавровая балка
В случае нашей силовой штанги мы использовали Н-образную форму.
Это очень полезно для прочности на изгиб и способствует снижению веса.
Принимая во внимание баланс между весом и прочностью, ширина шейки установлена равной 1 мм.
Уменьшение веса и жесткость являются противоречивыми элементами, поэтому настройку необходимо выполнять тщательно, находя идеальный баланс.
Сложность заключается в идеальной настройке деталей, не зацикливаясь только на снижении веса.
По сравнению с оригинальным удилищем силовое удилище Maruha весит на 80 г меньше (около 460 г). Мы много раз проверяли прочность вместе с инженерами производителя удилища.
- Болт повышенной прочности
Американская компания ARP, зарекомендовавшая себя во всем мире, использует болт №2000.
Диаметр вала больше, поэтому определенная прочность обеспечена.
Из-под шейки болта используется ось талии меньшего диаметра. Он точно управляет удлинением болта.
Соединительная часть крышки шатуна изготовлена механической обработкой, что придает ей прочность и способствует снижению веса.
Уступ, сторона и низ шатуна имеют оптимальную толщину.
Крышка запирается болтом, буртик штока плавно изогнут. Таким образом, уровень жесткости выше. В случае с настоящим стержнем колпачок фиксируется гайками, поэтому сложно добиться гладкой формы.
Для определения положения колпачка используется высокоточный штифт, и колпачок надежно фиксируется.
Такое хорошее позиционирование реагирует на истирание и улучшает однородность металлической нагрузки. - О напряжении в ВМТ выхлопа:
Двигатель вращается на высоких оборотах.
Многие могут подумать, что говоря о мощности (взрыве) надо учитывать диаметр канала ствола, ход поршня, ширину металла, степень сжатия, угол опережения зажигания, мощность и т.д., поэтому шток должен быть усилен. Все это верно, однако есть еще одна вещь, которую мы должны учитывать. Это напряжение штока в ВМТ выхлопа.После взрыва в камере сгорания поршень начинает подниматься. Его верхнее положение в это время выражается ВМТ выхлопа. После окончания процесса выхлопа он становится основной точкой процесса впуска.
При сжатии разрыв ВМТ происходит в верхней части поршня.
Однако в случае с ВМТ такого разрыва нет, поэтому инерционная сила поднимающегося поршня пытается оторвать шток и пытается вырваться, проникая в головку двигателя.
Однако коленчатый вал заставляет его изменить направление вниз.
Это положение верхней мертвой точки выхлопа.
По мере увеличения веса поршня и числа оборотов увеличивается нагрузка на шатун, что приводит к деформации шатуна и повреждению шейки.
Как и в случае с BP 2.1L и другими схемными двигателями, шток используется для испытаний, безотказно работает и дает показания даже при схемных испытаниях. - Маленький конец Малый конец обрабатывается полным проплавлением через втулку.
Внутренний диаметр, в отличие от оригинального поршня 20 мм, составляет 22 мм, который используется для поршня турбокомпрессора Maruha. Масляное отверстие устанавливается сверху на маленьком конце, и капающее масло становится смазкой. - Весовой баланс Силовой стержень Марухи управляет маленьким концом и большим концом отдельно.
Как правило, он контролируется удельным весом. Когда мы соединяем шатун с двигателем, шатун соединяется с шатунной шейкой.