Момент затяжки ГБЦ ВАЗ 2114 8 клапанов, тонкости
Периодически прокладка головки блока цилиндров может выходить из строя по причине износа ее материала либо его прогорания. Основными признаками того, что прокладку пора заменять на новую, являются появление локальных протечек масла и охлаждающей жидкости в месте соприкосновение ГБЦ и мотора.Момент затяжки ГБЦ ВАЗ 2114 8 клапанов: рассматриваем тонкости процесса.
Прокладки ГБЦ
Следует помнить, что при замене прокладки важным является не только момент затяжки гбц ваз 2114, но и вся последовательность операций — ведь сама замена является очень важной и серьезной процедурой, ошибки при проведении которой могут привести к нарушению работы двигателя.
Содержание
- Необходимые инструменты и процесс
- Как произвести затяжку болтов ГБЦ правильно?
- Момент затяжки ГБЦ ВАЗ 2114 8 клапанов:правильная работа с динамометрическим ключом
- Момент затяжки ГБЦ ВАЗ 2114 8 клапанов:полезное видео
Необходимые инструменты и процесс
Для того, чтобы ее сделать правильно, понадобятся:
- набор торцовых головок;
- удлинитель;
- трещотка/вороток;
- ключ динамометрический.


ГБЦ ваз 2114
Сам процесс замены следует выполнять по такой схеме:
- Отсоединить провода, подходящие к датчикам аварийного уровня масла и температуры ОЖ.
- Слить охлаждающую жидкость.
- Демонтировать термостат.
- Снять корпус воздухофильтра.
- Отсоединить входную часть выхлопной трубы от коллектора.
- Снять кожух, а также сам ремень распределительного вала.
- Отсоединить от карбюратора тяги привода обеих заслонок.
- Отключить подходящие к ГБЦ провода.
- Отсоединить подходящие к ГБЦ шланги, ослабив их хомуты.
- Демонтировать головку блока цилиндров.
- Удалить изношенную прокладку.
- Очистить поверхность касания ГБЦ от остатков материала прокладки.
Замена прокладки ГБЦ ваз 2114
Установка прокладки и монтаж головки блока цилиндров на свое место производится в точно такой же последовательности, но в обратном порядке. При этом, стоит обратить наиболее пристальное внимание на такой фактор, как момент затяжки гбц ваз 2114 8 клапанов — о нем мы и поговорим ниже.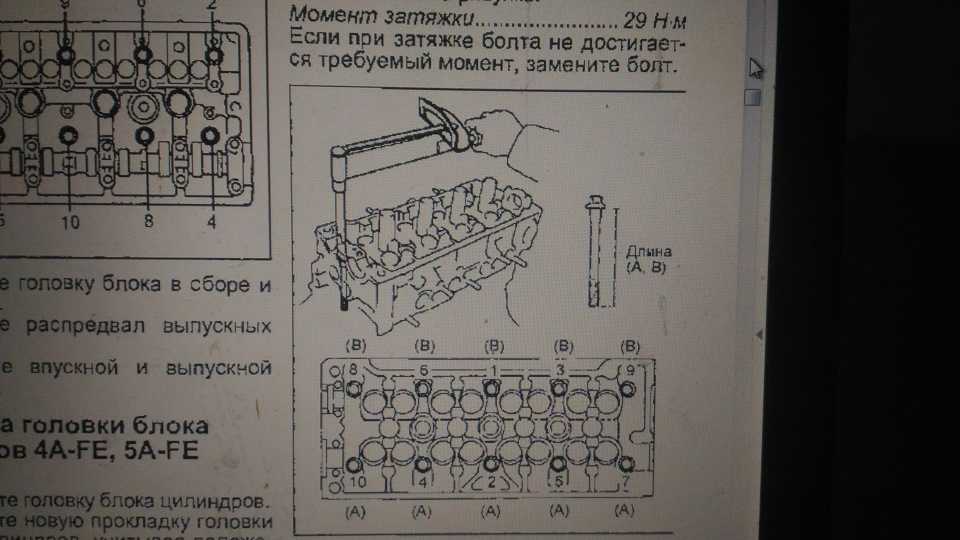
Как произвести затяжку болтов ГБЦ правильно?
Перед тем, как приступать к монтажу головки блока, следует сначала обратить внимание на состояние ее болтов. Они должны иметь хорошую резьбу и по длине соответствовать требуемым нормам.
Проверка болтов
Нормальная полная длина болта ГБЦ равняется 135,5 мм. Если болты, извлеченные в ходе замены прокладки, соответствуют этому параметру, то их можно использовать повторно. Если же болты удлинились в ходе работы двигателя, то использовать их уже нельзя и следует приобрести новые.
Разобравшись таким образом с болтами, и установив их на место, следует перейти к затяжке. Выполняется она в обязательном порядке только динамометрическим ключом. Затяжка болтов «на глаз»может привести к очень серьезным последствиям, вплоть до повреждения самого двигателя.
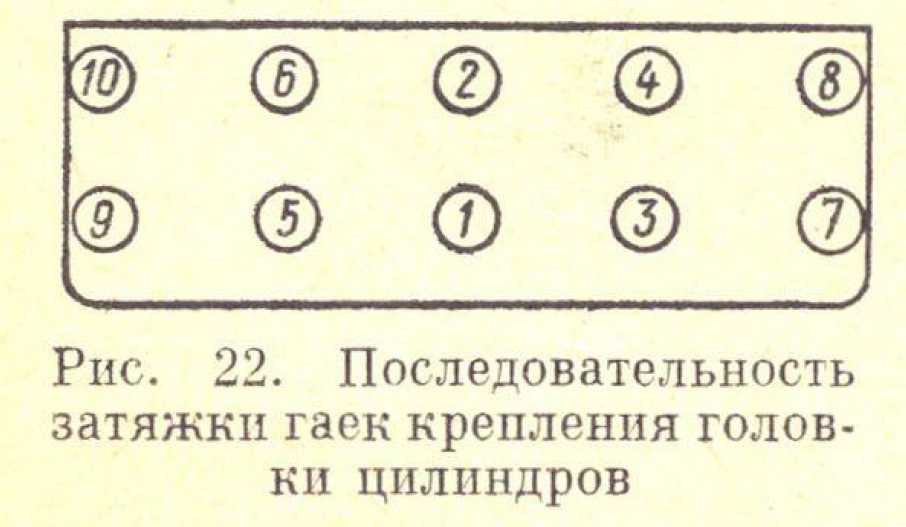
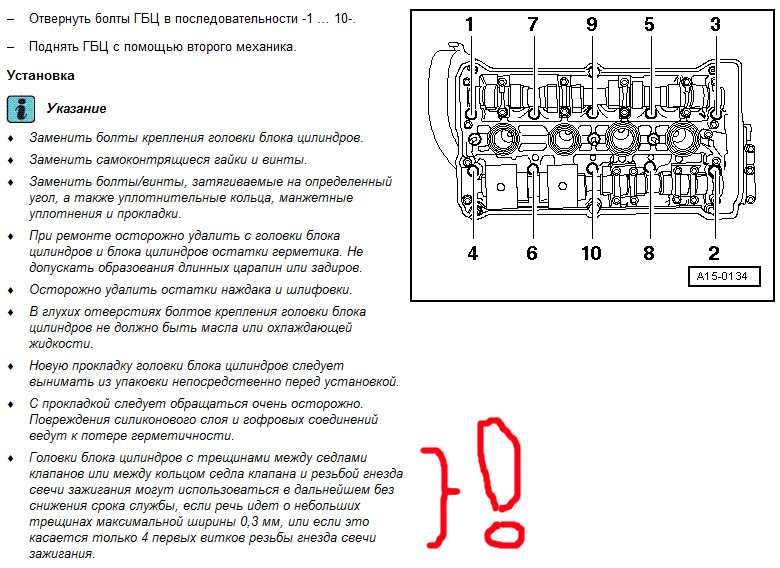
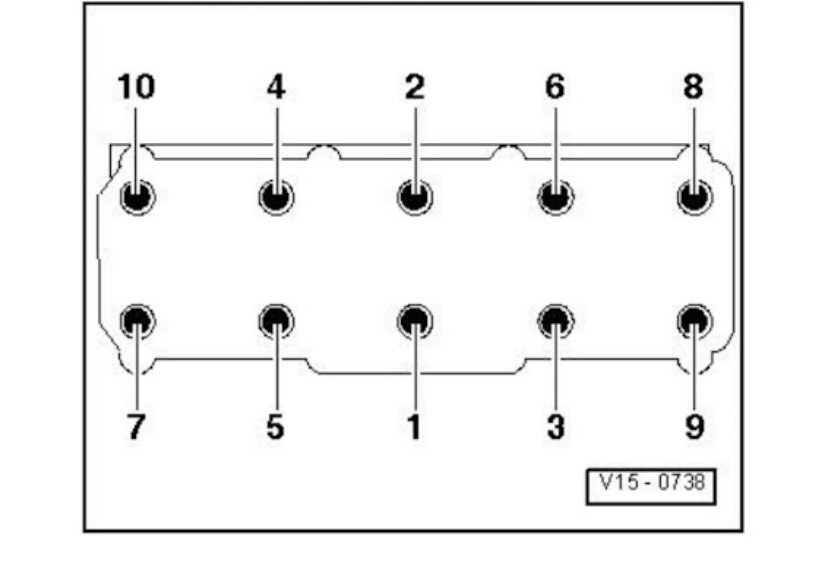
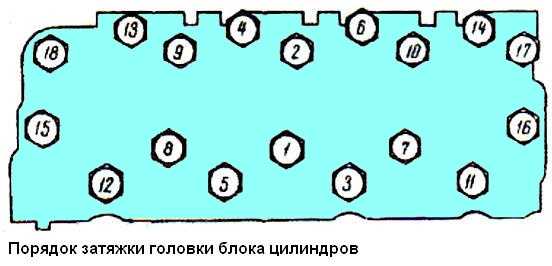
И так, как протянуть головку на ваз 2114 правильно? Во-первых, следует помнить, что начинать затяжку болтов следует от центра к краям.
Выглядит эта схема следующим образом:
- 7 3 1 4 9
- 8 6 2 5 10
Схема затяжки
Во-вторых, выполнять затяжку следует в четыре этапа (каждый из которых выполняется точно в такой же последовательности, как и обозначено на схеме выше).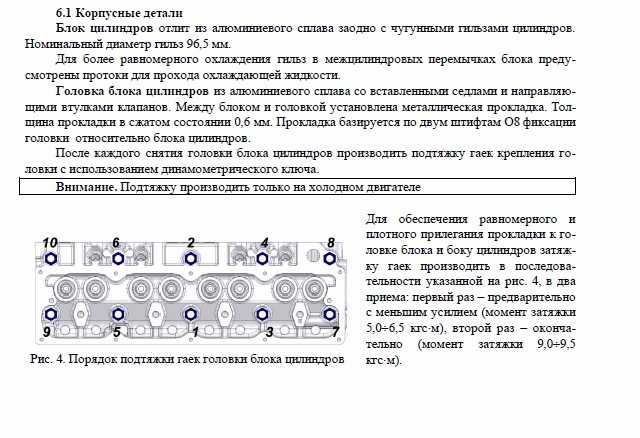
На первом этапе затягиваем каждый из болтов динамометрическим ключом с усилием, равным 2 кгс/см2.
На втором этапе затягиваем все болты уже с усилием 8 кгс/см2.
На третьем этапе выполняем дотяжку болтов, проворачивая каждый из них на угол в 90 градусов.
На четвертом этапе вновь проворачиваем каждый из болтов (все также придерживаясь приведенной в начале схемы) на угол в 90 градусов.
После того, как все четыре этапа будут завершены, затяжку болтов головки блока цилиндров можно считать оконченной.
К затяжке болтов ГБЦ следует подходить максимально серьезно. Выполнять все ее этапы необходимо строго в одинаковом порядке и с равным усилием на каждом из них. Несоблюдение этого правила может привести к быстрому износу прокладки и появлению течей масла и ОЖ.
Момент затяжки ГБЦ ВАЗ 2114 8 клапанов:правильная работа с динамометрическим ключом
Такой инструмент, как динамометрический ключ, позволяющий выполнять затяжку болтов с равным усилием, требует большой аккуратности в работе и наличия определенных навыков.
Динамометрический ключ
Примерная последовательность затяжки болтов таким ключом выглядит следующим образом:
- установить держатель в положение «ноль»;
- начать плавное вращение инструмента, одновременно следя за его показаниями;
- в случае, если вращение инструмента (особенно на начальном этапе затяжки) происходит без изменения момента на индикаторе, то это может говорить о небольшом внутреннем растяжении крепежных элементов. Это явление абсолютно нормальное, и вращение инструмента следует продолжить;
- при достижении момента затяжки, соответствующего требуемому, движение инструмента следует прекратить.
Подтяжка болтов
Применять вместо динамометрического ключа какой-то другой инструмент (в том числе механизированный, с возможностью нормирования усилия заворачивания) — не следует. Ведь только ключом можно добиться абсолютно точного и плавного закручивания болтов, благодаря которому прокладка окажется равномерно прижатой по всей поверхности блока. Это поможет сделать срок ее службы максимальным, избежать появления прогаров, протечек масла и вытекания охлаждающей жидкости.
Это поможет сделать срок ее службы максимальным, избежать появления прогаров, протечек масла и вытекания охлаждающей жидкости.
Момент затяжки ГБЦ ВАЗ 2114 8 клапанов:полезное видео
Дополнительную полезную информацию вы сможете почерпнуть из видео ниже:
Ну, и в конце следует еще раз напомнить о том, что перед началом затяжки нужно проконтролировать длину всех болтов (она должна быть равна 135,5 мм). В случае, если длина будет отличаться от указанной, особенно в большую сторону, то никакого толка даже от самого тщательного затягивания таких болтов — не будет.
В случае, если длина будет отличаться от указанной, особенно в большую сторону, то никакого толка даже от самого тщательного затягивания таких болтов — не будет.
Затяжка ГБЦ д 240 — момент затяжки
Затяжка ГБЦ
By adminPosted on
Time to Read:-words
Содержание статьи:
- 1 Ослабление усилия затяжки.
- 2 Установка прокладки ГБЦ д 240
- 3 Установка головки блока
- 4 Момент затяжки гбц д 240
- 5 Порядок затяжки ГБЦ д 240
- 5.1 Схема затяжки гбц д 240
Ослабление усилия затяжки.
Затяжка болтов ГБЦ д 240 на тракторах МТЗ 80-МТЗ-82 производится после установки ГБЦ или периодической протяжки. Периодически необходимо потягивать головку блока цилиндров через каждые 1000 м/часов пробега трактора. В процессе эксплкатации происходит постоянное тепловое расширение деталей двигателя. Они подвергаются возникающим нагрузкам. Это приводит к ослаблению крепления ГБЦ.
Они подвергаются возникающим нагрузкам. Это приводит к ослаблению крепления ГБЦ.
- Прокладка головки блока сдавливается
- Просаживаются посадочные места головок крепежных болтов.
- Крепежные болты растягиваются.
В результате происходит ослабление прижатия ГБЦ к блоку цилиндров. И как следствие происходит прорыв отработанных газов из камеры сгорания. Газы имеют высокую температуру, Она может достигать выше 1000 градусов. Прокладка в местах прорыва газов прогорает. В результате приходится снимать головку блока для замены прокладки.
Установка прокладки ГБЦ д 240
Перед установкой прокладки необходимо тщательно очистить поверхности головки и блока цилиндров. От грязи и возможных остатков старой прокладки. Очищать поверхности лучше при помощи ножа. Он не повредит поверхности. Нельзя этого делать наждачной бумагой и тем более лепестковыми кругами. После их применения поверхности придут в негодность. Их необходимо будет фрезеровать. Даже незначительные углубления приведут к прорыву газов. А наждаком и даже металлической щеткой на болгарке их очень легко сделать.
А наждаком и даже металлической щеткой на болгарке их очень легко сделать.
В сучае если на двигателе установлена турбина. Требуется устанавливать фторопластовые кольца.
Турбина создает повышенное давление в камере сгорания. В результате чего увеличивается температура сжимаемого воздуха и его количество. Увеличивается и температура горения топлива в камере сгорания. Фторопластовые кольца выдерживают повышенные температуры. И защищают металлические части прокладки от прогорания.
Ставятся они очень просто. Наружные кромки колец имеют углубление. Его необходимо расширить. Получится паз. Этот паз устанавливается в прокладку по кругу. Лишний конец кольца обрезается.
Установка головки блока
Перед установкой необходимо:
- Внимательно осмотреть поверхности головки.
- Проверить плоскость головки. Поверить плоскость головки при помощи линейки. Если есть неплотные прилегания , измерить их глубину при помои щупа. Проще говоря щуп толщиной 0,1 мм не должен проходить между линейкой и поверхностью головки.
- Осмотреть посадочные места головок крепежных болтов. На наличие трещин. И в случае их обнаружения в эти места подвергнуть фрезеровке. Чтобы трещины не продолжали расти. Снятую при фрезеровке поверхность компенсировать увеличенными шайбами.
- Если головки сняты требуется снять клапана. Для замены масло отражательных колпачков притирки клапанов. И осмотра седел и меж клапанных перегородок на наличие трещин
Если все в порядке головка устанавливается на прокладку. Вставляются крепежные болты.
Момент затяжки гбц д 240
затяжка ГБЦ д 240 производится в несколько этапов
- Требуется закрутить крепежные болты до их соприкосновения с поверхностью головки. На этом этапе не нужно прилагать большого усилия закручивания. Достаточно просто от руки довернуть все болты до своего места. Потому что головка должна сесть на свое место без перекосов. Обязательно требуется проверить что под головку ничего не попало. Трос, шланги, провода. Открученные кронштейны.

- Необходимо произвести предварительную затяжку болтов с моментом затяжки равным половине требуемого усилия. Это приблизительно 100 Н*М. Затяжку требуется произвести при помощи динамометрического ключа. Это условие считается обязательным. Динамометрический ключ не только позволяет установить требуемое усилие затяжки. Но еще пожалуй самое главное его преимущество. Заключается в том. Что это усилие будет одинаковым для всех болтов. Если головка не прижата с нужным усилием. То что болты затянуты равномерно важнее. Затяжка должна производиться строго по порядку согласно схемы затяжки
- Окончательная затяжка ГБЦ д 240 производится с усилием 200 Н*м. Строго по порядку затяжки
Порядок затяжки ГБЦ д 240
Порядок затяжки предусматривает в какой очередности должен затягиваться каждый болт головки блока цилиндров предоставлен в виде следующей схемы
Схема затяжки гбц д 240
После того как головка полностью затянута устанавливаются коромысла и производится регулировка клапанов. Подробно регулировка клапанов описана в этой статье.
Подробно регулировка клапанов описана в этой статье.
| Он все еще работает
Пол Новак
изображение двигателя от goce risteski с Fotolia.com
Автомобильные двигатели подвергаются интенсивным нагрузкам и напряжениям, создаваемым процессом сгорания, происходящим в цилиндрах двигателя. Чтобы двигатель работал надежно, детали, из которых состоит двигатель, должны быть надежно закреплены, чтобы выдерживать эти давления и напряжения. Головки цилиндров герметизируют камеры сгорания и подвергаются одним из самых экстремальных давлений, поэтому болты, крепящие их, должны быть затянуты в соответствии с техническими характеристиками.
Крутящая нагрузка
Головки цилиндров крепятся к блоку цилиндров в соответствии с измерениями, указанными в «футо-фунтах». Фунт-фунты относятся к величине крутящего момента, приложенного к болтам во время затяжки для создания зажимного усилия, удерживающего головку блока цилиндров на блоке цилиндров. Чем больше крутящий момент, приложенный к болтам, тем больше создаваемая зажимная сила. Величина крутящего момента, приложенного к болту головки блока цилиндров, измеряется с помощью динамометрического ключа, который показывает величину силы, приложенной к болту во время затяжки.
Чем больше крутящий момент, приложенный к болтам, тем больше создаваемая зажимная сила. Величина крутящего момента, приложенного к болту головки блока цилиндров, измеряется с помощью динамометрического ключа, который показывает величину силы, приложенной к болту во время затяжки.
Характеристики крутящего момента
Величина крутящего момента, необходимая для крепления головки блока цилиндров к блоку цилиндров, зависит от типа двигателя. Величина прижимной силы и, следовательно, необходимого крутящего момента определяется величиной давления в цилиндре, которое будет создавать двигатель. Каждый болт головки блока цилиндров создает только часть общего усилия прижима, необходимого для прилегания головок цилиндров к блоку цилиндров. Чтобы определить, какой крутящий момент необходим для каждого болта, необходимо разделить количество болтов на общее давление в цилиндре, которое производит двигатель. Если двигатель создает давление 1500 фунтов, а головка блока цилиндров имеет 8 болтов, то каждый болт необходимо затянуть с крутящим моментом 187 фут-фунтов, чтобы прикрепить головку блока цилиндров к блоку.
Применение крутящего момента
Для того чтобы крутящий момент равномерно распределялся по уплотнительным поверхностям головок цилиндров и блока цилиндров, болты головки цилиндров необходимо осторожно затягивать поэтапно. В большинстве случаев необходимо сначала плотно затянуть каждый болт вручную, пока головка болта не окажется на одном уровне с поверхностью головки блока цилиндров. Затем болты частично затягиваются примерно до половины рекомендуемого крутящего момента в порядке, указанном производителем конкретного двигателя. Затем процесс выполняется еще раз в том же порядке, чтобы довести все болты до их указанной нагрузки крутящего момента.
Схема
Для каждого двигателя предусмотрена определенная схема затяжки болтов, которую необходимо соблюдать при затягивании головок цилиндров. Эта схема помогает равномерно распределить прижимное усилие по поверхностям, где головка блока цилиндров соприкасается с блоком цилиндров. Если эта схема не соблюдается или болты затянуты неравномерно, результатом могут быть слабые места, из которых может выйти давление в цилиндре, или деформация поверхностей головки цилиндров. Деформация или неравномерная затяжка могут привести к катастрофическому выходу из строя прокладки головки блока цилиндров и серьезному повреждению двигателя.
Деформация или неравномерная затяжка могут привести к катастрофическому выходу из строя прокладки головки блока цилиндров и серьезному повреждению двигателя.
Пределы крутящего момента
Головки цилиндров должны быть затянуты с учетом определенных крутящих моментов. Если приложить слишком большой крутящий момент, поверхности головки блока цилиндров могут деформироваться, что приведет к выходу горючих газов через прокладку головки блока цилиндров. Слишком большой крутящий момент может привести к тому, что нагрузка на болты превысит их пределы, когда давление в цилиндрах двигателя возрастет, что приведет к катастрофическому выходу из строя болтов и, следовательно, к уплотнению между головкой цилиндров и блоком цилиндров. Если приложить слишком малый крутящий момент, не будет генерируемого усилия зажима, достаточного для прилегания головок цилиндров к блоку цилиндров, и газы из камеры сгорания будут выходить через прокладку головки.
Список литературы
- Ван.
 Детали и услуги Van Pelt: Спецификации крутящего крутящего момента головки Ford
Детали и услуги Van Pelt: Спецификации крутящего крутящего момента головки Ford - AA1 CAR: прокладка взорва. является внештатным писателем, специализирующимся на создании веб-контента. Он владел собственным бизнесом в течение семи лет и в течение 10 лет писал на самые разные темы, от политики до паранормальных явлений. Его статьи с критикой заявлений о паранормальных явлениях публиковались в журналах «Xproject» и «Ufoevidence».
Другие статьи
Затяжка болтов двигателя, ПРАВИЛЬНЫЙ способ
15 февраля 2019
В какой-то момент своей карьеры мы все сталкивались со следующим сценарием: клиент представляет автомобиль, на котором была заменена прокладка головки блока цилиндров. с заменой OEM X-количество месяцев назад, и которая теперь показывает безошибочные признаки того, что замененная прокладка снова взорвалась.
Заказчик утверждает, что двигатель ни разу не перегревался с тех пор и до сих пор, и что за это время система охлаждения не теряла охлаждающую жидкость.
 Кроме того, чтобы доказать, что работа не выполнялась механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
Кроме того, чтобы доказать, что работа не выполнялась механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?Хотя существует множество возможных причин, которые могли пойти не так, однако в нашем гипотетическом примере наиболее вероятной причиной является тот факт, что головка блока цилиндров не была затянута должным образом. Таким образом, в этой статье мы более подробно рассмотрим, как работают болты, что следует учитывать при затяжке критических болтов и, что более важно, почему болтовые соединения выходят из строя, начав с определения некоторых общих терминов, которые часто используются, но не всегда понимаются.
Предварительная нагрузка
«Предварительная нагрузка» — это общий термин, описывающий натяжение или усилие зажима, которое болт оказывает на соединение при затягивании болта.
 На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка блока цилиндров, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.
На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка блока цилиндров, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.Пробная нагрузка
Пробная нагрузка всегда выражается в единицах силы, например, в ньютонах (Н) или в фунтах-силах (фунт-сила) и, как таковая, является одним из трех механических свойств, определяющих общую прочность на разрыв болт, двумя другими свойствами являются предел текучести и предел прочности.
По существу, «пробная нагрузка» относится к максимально допустимому растягивающему усилию, которое может выдержать болт без пластической деформации.
 Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.
Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.Предел текучести
Предел текучести относится к силе растяжения, которая должна быть приложена к болту, чтобы вызвать в болте заданную величину остаточной деформации. В большинстве случаев указанная деформация ограничивается примерно 2% длины болта.
Предел прочности
Предел прочности относится к максимальному растягивающему усилию, которое болт может выдержать без разрушения.
Так что же все это значит?
С практической точки зрения все вышеперечисленное можно применить к обычным болтам двигателя, которые нужно было просто затянуть с заданным значением крутящего момента, чтобы обеспечить необходимое усилие зажима в двигателях, которые не состоят из различных материалов, т. е. оба блока цилиндров а головка(и) блока цилиндров были изготовлены из чугуна.

В этих двигателях все части двигателя расширялись с одинаковой скоростью, когда были горячими, и сжимались с одинаковой скоростью, когда остывали. На практике это означало, что если бы правильное значение крутящего момента было приложено, скажем, ко всем болтам головки цилиндров, каждый болт был бы достаточно растянут, чтобы обеспечить зажимное усилие, необходимое для надежной герметизации прокладки как к головке цилиндров, так и к блоку цилиндров. .
Следует отметить, что, несмотря на то, что обычные болты несколько растягивались в процессе затяжки, их предел текучести никогда не превышался, а это означало, что эти болты восстанавливали свою первоначальную длину после снятия предварительного натяга. По этой причине было возможно (и безопасно) повторно использовать обычные болты головки блока цилиндров несколько раз, если они не были явно корродированы, изрыты или иным образом повреждены.
Однако новые конструкции двигателей, в которых использовались разные материалы, такие как чугун для блока цилиндров и алюминий для головок цилиндров, означали, что обычные болты больше не могли удерживать эти двигатели вместе, поскольку чугун и алюминий расширяются и сжимаются.
 по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как-
по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как- Болты с крутящим моментом для текучести / Угловые болты
Как и в случае с обычными болтами, болты с крутящим моментом для текучести также затягиваются до тех пор, пока они не деформируются, но с той существенной разницей, что болты с крутящим моментом для текучести затягиваются до тех пор, пока они не деформируются, что с нашей точки зрения механика, является наиболее важной характеристикой, которую следует иметь в виду, и вот почему-
Когда момент затяжки болта головки блока цилиндров или любой другой критический момент затяжки болта двигателя затягивается, он проходит две важные фазы: это (для наших целей)
Эластичная фаза
На этой фазе болт растягивается при приложении к нему крутящего момента, но если крутящий момент будет снят, болт вернется к своей первоначальной длине.
 Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.Пластическая фаза
По мере того, как нагрузка на болт увеличивается, он подвергается пластической фазе, что означает, что болт растягивается до точки, после которой он не может восстановить свою первоначальную длину, если снять с него нагрузку. Именно в этом состоянии болт обеспечивает необходимую зажимную силу, чтобы надежно удерживать головку блока цилиндров.
Линия, разделяющая упругую и пластичную фазы, называется пределом текучести, отсюда и термин «крутящий момент для текучести» болта. Обратите внимание, что эта разделительная линия является функцией комбинированного воздействия нескольких факторов, включая крутящий момент, прикладываемый к болтам, материал, из которого сделан болт, наличие (или отсутствие) покрытий, гальванопокрытий или смазки на любой части болта. болта, угол шага резьбы, а также диаметр болта.

Все факторы, перечисленные выше, в дополнение к некоторым, не перечисленным, были включены в нечто, называемое «Фактор ореха», который обычно обозначается буквой «К» на инженерном языке. Однако нам не нужно углубляться в сложности вычисления фактора ореха здесь; достаточно сказать, что если техник использует должным образом откалиброванный динамометрический ключ и индикатор угла для затяжки головки цилиндров, маловероятно, что предел текучести болтов будет превышен.
Тем не менее, если предел текучести болта будет превышен, техник почувствует выраженное «смягчение» нагрузки, как если бы с болта содрали резьбу. В этот момент болт чрезмерно растянут (если он не сломается первым) и большая часть, если не вся прижимная сила, обеспечиваемая этим болтом, теряется, что приводит нас к следующему пункту: болты
Как и обычные болты, болты с предельным усилием затяжки также затягиваются в определенной последовательности и заданном количестве ступеней, чтобы предотвратить деформацию головки блока цилиндров (или любых других компонентов), но с очень важным отличием в том, что начальная установка крутящего момента, которая известный как «плотный крутящий момент», всегда относительно низок.

- Затяните все болты последовательно и в два этапа с моментом затяжки, скажем, 30 Нм
- Поверните все болты на 90 градусов в правильной последовательности затяжки
- Поверните все болты еще на 90 градусов в правильной последовательности затяжки
ПРИМЕЧАНИЕ: Приведенный выше пример процедуры затяжки является всего лишь примером, предназначенным для иллюстративных целей. Всегда сверяйтесь с предписанными процедурами и спецификациями производителя при установке болтов, чтобы избежать проблем в дальнейшем.
Целью применения градусов вращения является обеспечение того, чтобы все болты были доведены до предела текучести более точно, чем это возможно с помощью простого значения крутящего момента, потому что предписанное вращение учитывает тот факт, что только от 10 до 15 процентов значение крутящего момента дает полезное усилие зажима.
 По существу, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
По существу, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.С практической точки зрения следует отметить, что при приложении градусов вращения к болтам головки блока цилиндров достигаемые конечные силы зажима, как правило, находятся в пределах 10 % от указанных пределов текучести, тогда как при простом значении крутящего момента конечные силы зажима может быть на 30% ниже требуемой. Основная причина больших расхождений при использовании только значений крутящего момента связана с широким разбросом значений крутящего момента (также известным как разброс предварительного натяга), который в основном является результатом общего коэффициента трения, который является функцией комбинированного трения под болтом.

На практике затяжка болтов, затянутых надлежащим образом, надежно удерживает головку блока цилиндров на протяжении всего срока службы двигателя, за исключением, конечно, таких бедствий, как перегрев двигателя, поскольку предел текучести болтов рассчитан на с различными скоростями расширения/сжатия, которые вызывают относительные боковые перемещения между компонентами.
Другие вещи, о которых следует помнить
С учетом всего вышесказанного, есть и другие соображения, которые следует учитывать при установке болтов головки блока цилиндров, наиболее важными из которых являются-
НЕ используйте метчики для очистки резьбовых отверстий
Несмотря на то, что крайне важно очистить резьбу отверстий под болты головки цилиндров от коррозии и других дефектов, не менее важно НЕ использовать обычный метчик для нарезания резьбы. В отличие от метчиков для нарезки резьбы, пример которых показан выше, обычные метчики для нарезания резьбы удаляют материал с резьбы, что может привести к выпадению ступеней из отверстия при затягивании болта.

Кроме того, обязательно используйте воздух из цеха для выдувания мусора из отверстий после процесса очистки и убедитесь, что в отверстиях не осталось масла или других жидкостей.
Смазывать или не смазывать новые болты
Хотя существует столько же мнений по этому вопросу, сколько техников, выступающих за или против этой практики, факт заключается в том, что для затяжки требуется гораздо больше усилий. сухой болт, чем смазанный.
Однако реальная проблема заключается в том, что некоторые смазочные материалы могут работать слишком хорошо, например, противозадирные составы. Имейте в виду, что любой резьбовой крепеж зависит от трения, чтобы оставаться затянутым, поэтому, если используется смазка, которая позволяет вибрациям и тепловым циклам преодолевать это трение, крепежный элемент отвинчивается сам. Имейте в виду тот факт, что противозадирные составы предназначены для использования на крепежных элементах, которые должны быть удалены без поломки, что НЕ относится к болтам головки блока цилиндров.

Тем не менее, большинство поставщиков сменных болтов предоставляют инструкции по смазыванию новых болтов головки блока цилиндров, но во многих случаях в инструкциях не упоминается конкретный смазочный материал или, что еще хуже, не исключается или запрещается использование определенных смазочных материалов. В таких случаях лучше всего обратиться к поставщику за подробной информацией о рекомендуемых смазочных материалах или использовать специально изготовленную смазку для болтов в строгом соответствии с инструкциями, прилагаемыми к изделию.
Заключение
Из всего вышеизложенного должно быть очевидно, что установка критических болтов двигателя представляет собой гораздо больше, чем просто ввинчивание болтов и затягивание их до щелчка динамометрического ключа. На самом деле, большой процент отказов прокладок головки блока цилиндров может быть напрямую связан с плохой или неправильной процедурой затяжки болтов неопытными механиками, которые, если они прочитают это, должны принять к сведению четыре наиболее распространенных причины, почему болты, и особенно головка блока цилиндров, болты, «откручиваются» сами-
- Использование ранее использовавшегося крутящего момента для деформации болтов
- Недостаточный предварительный натяг, достигнутый при установке болтов, что обычно вызывает чрезмерные относительные поперечные перемещения между компонентами
- Упругое взаимодействие между болтами: это может произойти, когда затяжка одного болта в многоболтовых соединениях (например, в головках цилиндров) влияет на предварительный натяг соседних болтов.