
Инструмент для кузовного ремонта в Ростове
JTC-7712 СЪЕМНИК ПИСТОНОВ 5Х13 L=228ММ УНИВЕРСАЛЬНЫЙ
JTC-7712 СЪЕМНИК ПИСТОНОВ 5Х13 L=228ММ УНИВЕРСАЛЬНЫЙ
JTC-7720 СЪЕМНИК ОБЛИЦОВОК ПРИБОРНОЙ ПАНЕЛИ
JTC-7720 СЪЕМНИК ОБЛИЦОВОК ПРИБОРНОЙ ПАНЕЛИ
JTC-2546 Лопатка рихтовочная 21V5, ширина 48мм, длина 110мм JTC /1
Лопатка рихтовочная 21V5, ширина 48мм, длина 110мм.
JTC-5439 СЪЕМНИК ПИСТОНОВ ОБШИВКИ ДВЕРЕЙ
JTC-5439 СЪЕМНИК ПИСТОНОВ ОБШИВКИ ДВЕРЕЙ
JTC-2545 Лопатка рихтовочная 2155, ширина 70мм, длина 110мм JTC /1
Лопатка рихтовочная 2155, ширина 70мм, длина 110мм
JTC-2547 Лопатка рихтовочная 215J, ширина 70мм, длина 110мм JTC /1
ПРИСПОСОБЛЕНИЕ ДЛЯ РИХТОВКИ JTC
JTC-5626 СКРЕБОК ДЛЯ ОКОН (ЛЕЗВИЕ 40ММ)
JTC-5626 СКРЕБОК ДЛЯ ОКОН (ЛЕЗВИЕ 40ММ)
JTC-2544 Лопатка рихтовочная 2125, ширина 92мм, длина 110мм JTC /1
Лопатка рихтовочная 2125, ширина 92мм, длина 110мм
JTC-3004 ЩИПЦЫ ДЛЯ СНЯТИЯ КЛИПС
JTC-3004 ЩИПЦЫ ДЛЯ СНЯТИЯ КЛИПС
JTC-2549 Оправка рихтовочная 2121 односторонняя тонкая, 80х56х26мм JTC /1
Оправка рихтовочная 2121 односторонняя тонкая, 80х56х26мм
JTC-1330 СЪЕМНИК КРЕПЛЕНИЙ СТЕКЛООЧИСТИТЕЛЕЙ ВЕТРОВОГО СТЕКЛА 15. 5/26ММ
5/26ММ
JTC-1330 СЪЕМНИК КРЕПЛЕНИЙ СТЕКЛООЧИСТИТЕЛЕЙ ВЕТРОВОГО СТЕКЛА 15.5/26ММ
JTC-2552 Оправка рихтовочная 21T1 супертонкая, 116х66х19мм JTC /1
Оправка рихтовочная 21T1 супертонкая, 116х66х19мм.
JTC-5627 ЛОПАТКА ДЛЯ ДЕМОНТАЖА ДВЕРНОГО УПЛОТНИТЕЛЯ
JTC-5627 ЛОПАТКА ДЛЯ ДЕМОНТАЖА ДВЕРНОГО УПЛОТНИТЕЛЯ
JTC-2551 Оправка рихтовочная 21GA двухсторонняя, 92х58х28мм JTC /1
Оправка рихтовочная 21GA двухсторонняя, 92х58х28мм.
JTC-2532 Молоток рихтовочный вертикальный 346 х 125мм, диаметр рабочей части 29мм JTC /1/12/48
Молоток рихтовочный вертикальный 346 х 125мм, диаметр рабочей части 29мм.
JTC-2531 Молоток рихтовочный горизонтальный 346 х 120мм, диаметр рабочей части 29мм JTC /1/12/48
Молоток рихтовочный горизонтальный 346 х 120мм, диаметр рабочей части 29мм.
JTC-2542 Лопатка рихтовочная 21LV, ширина 125мм, длина 255мм JTC /1
Лопатка рихтовочная 21LV, ширина 125мм, длина 255мм
JTC-5549 СЪЕМНИК ДЕКОРАТИВНЫХ ПАНЕЛЕЙ
JTC-5549 СЪЕМНИК ДЕКОРАТИВНЫХ ПАНЕЛЕЙ
JTC-5326 Набор съемников для демонтажа облицовочных панелей 8 предметов JTC /1
JTC-5326 Набор съемников для демонтажа облицовочных панелей 8 предметов JTC /1
JTC-3475A ФИКСАТОР ПОДЪЕМНИКОВ (КАПОТА, БАГАЖНИКА)
JTC-3475A ФИКСАТОР ПОДЪЕМНИКОВ (КАПОТА, БАГАЖНИКА)
JTC-5345 НАБОР СЪЕМНИКОВ ПИСТОНОВ ОБШИВКИ АВТОМОБИЛЯ 4 ПРЕДМЕТА JTC
JTC-5345 НАБОР СЪЕМНИКОВ ПИСТОНОВ ОБШИВКИ АВТОМОБИЛЯ 4 ПРЕДМЕТА JTC
JTC-3533 ЩИПЦЫ ДЛЯ СНЯТИЯ КЛИПС
JTC-3533 ЩИПЦЫ ДЛЯ СНЯТИЯ КЛИПС
JTC-5625 Набор съемников для демонтажа облицовочных панелей, 6 предметов JTC /1/12/48
JTC-5625 Набор съемников для демонтажа облицовочных панелей, 6 предметов JTC /1/12/48
JTC-2543 Лопатка рихтовочная 21TV, ширина 137мм, длина 255мм JTC /1
Лопатка рихтовочная 21TV, ширина 137мм, длина 255мм
JTC-2553 Оправка рихтовочная 2122 изогнутая, 130х60х43мм JTC /1
Оправка рихтовочная 2122 изогнутая, 130х60х43мм.
JTC-2571 НАБОР ДЛЯ УДАЛЕНИЯ ВМЯТИН С АВТОМОБИЛЯ
JTC-2571 НАБОР ДЛЯ УДАЛЕНИЯ ВМЯТИН С АВТОМОБИЛЯ
JTC-2533 Молоток рихтовочный горизонтальный 360 х 185мм, диаметр рабочей части 36мм JTC /1
Молоток рихтовочный горизонтальный 360 х 185мм, диаметр рабочей части 36мм. Используется для рихтовки кузова автомобиля.
JTC-2534 Молоток рихтовочный вертикальный 360 х 190мм, диаметр рабочей части 36мм JTC /1
JTC-2534 Молоток рихтовочный вертикальный 360 х 190мм.
JTC-4662 СЪЕМНИК КРЕПЛЕНИЙ СТЕКЛООЧИСТИТЕЛЕЙ ВЕТРОВОГО СТЕКЛА 26/39ММ
JTC-4662 СЪЕМНИК КРЕПЛЕНИЙ СТЕКЛООЧИСТИТЕЛЕЙ ВЕТРОВОГО СТЕКЛА 26/39ММ
JTC-2530 Молоток рихтовочный 295 х 114мм, диаметр рабочей части 41мм JTC /1/12/36
Молоток рихтовочный 295 х 114мм, диаметр рабочей части 41мм.
JTC-3526 Рубанок рихтовочный (для пластин 350мм) JTC /1/20
JTC-3526 Рубанок рихтовочный (для пластин 350мм). Применяется для рихтовки внутреннего и внешнего радиусов.
JTC-3528 Пластина напилочная, длина 350мм, шероховатость 9TPI (для рубанка JTC-3526) JTC /1/50
Пластина напилочная, длина 350мм, шероховатость 9TPI (для рубанка JTC-3526).
JTC-3527 Пластина напилочная, длина 350мм, шероховатость 12TPI (для рубанка JTC-3526) JTC /1/50
Пластина напилочная, длина 350мм, шероховатость 12TPI (для рубанка JTC-3526).
Молоток рихтовочный шарообразный 370мм JTC
JTC-5002 СЪЕМНИК СТЕКОЛ ФАР 2 ПРЕДМЕТА
JTC-5002 СЪЕМНИК СТЕКОЛ ФАР 2 ПРЕДМЕТА
JTC-8P116 Присоска рихтовочная вакуумная, диаметр 125мм JTC /1/20
TC-8P116 Присоска рихтовочная вакуумная, диаметр 125мм JTC /1/20.
JTC-2503 Молоток обратный для точечной рихтовки с крюком JTC /1
Молоток обратный для точечной рихтовки с крюком JTC
JTC-2517 НАБОР ДЛЯ УДАЛЕНИЯ ГЕРМЕТИКА ЛОБОВОГО СТЕКЛА 6 ПРЕДМЕТОВ
JTC-2517 НАБОР ДЛЯ УДАЛЕНИЯ ГЕРМЕТИКА ЛОБОВОГО СТЕКЛА 6 ПРЕДМЕТОВ
JTC-2522 СТРУНА ДЛЯ СРЕЗАНИЯ УПЛОТНИТЕЛЕЙ 0.75 L=1.8М С ДЕРЖАТЕЛЯМИ
JTC-2522 СТРУНА ДЛЯ СРЕЗАНИЯ УПЛОТНИТЕЛЕЙ 0.75 L=1.8М С ДЕРЖАТЕЛЯМИ
JTC-2501 Молоток обратный для точечной рихтовки и сварки, длина 435мм JTC /1
Молоток обратный для точечной рихтовки и сварки, длина 435мм
Рихтование кузова и инструменты для рихтования
Рихтование – это процесс восстановления первоначальной формы повреждённой панели кузова. Правильнее будет отделить процесс выколотки и процесс рихтовки. Выколотка – это процесс придания грубой формы деформированного металла автомобиля. Рихтование же – это завершающая операция доведения грубой правки до состояния отштампованной детали, или, по крайней мере, близкого к этому.
Выколотка – это процесс придания грубой формы деформированного металла автомобиля. Рихтование же – это завершающая операция доведения грубой правки до состояния отштампованной детали, или, по крайней мере, близкого к этому.
При выколотке нужно использовать такие приёмы как выдавливание, вытяжка, а также при необходимости нанесением ударов.
При рихтовке мастер использует различные инструменты и приспособления. Итак, для начала рассмотрим разновидности инструментов, которые помогают рихтовщику.
Молотки
Отличие рихтовочных молотков заключается в разнице форм их рабочей части, массе и материале, из которых они изготовлены. Бойки молотков могут иметь плоскую, выпуклую, заострённую форму, а также поверхность с насечками. Обычно с одной стороны рабочей части молотка одна форма, с другой другая. Разная форма бойков обусловлена предназначением молотка, какую форму профиля панели кузова ему предстоит рихтовать, а также какой тип повреждения.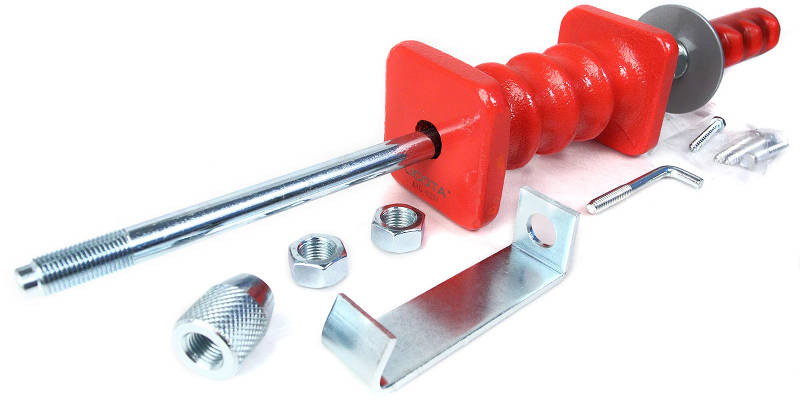
По типу материала молотки бывают стальные, медные, алюминиевые, из прочного пластика, резиновые. Использование в производстве более мягких материалов и сплавов, чем сталь обусловлено более мягким воздействием. Такие молотки хороши при выколотке, придании грубой формы и при этом дополнительно не растягивают металл.
Поддержки (контропоры)
Поддержка – это дополнение к рихтовочному молотку. Молотком мастер рихтует с одной стороны, а с другой использует поддержку. Поддержки бывают разных форм и сделаны из разных материалов. Желательно, чтобы поддержка повторяла форму профиля рихтуемой детали. Обычно контропора сделана так, что разные её стороны имеют разную поверхность, подходящую под разный профиль детали. Поддержки может быть стальными, а могут быть сделаны из более мягкого металла, таких как медь, алюминий, свинец. Таким образом, используя молоток и контропору из мягкого металла, при рихтовке, не происходит дополнительного растяжения листового металла. Ещё можно отметить, что поддержка должна иметь большую массу, чтобы поглощать энергию удара. То есть чем большую массу имеет поддержка (до разумных пределов), тем меньше след от удара молотком.
Ещё можно отметить, что поддержка должна иметь большую массу, чтобы поглощать энергию удара. То есть чем большую массу имеет поддержка (до разумных пределов), тем меньше след от удара молотком.
Кузовные ложки (лопатки)
Применяются для выгибания и вытягивания смещённых поверхностей. Ложки для кузовного ремонта бывают разных размеров и форм. Некоторые напоминают рычаги, просто отличаются наличием плоского края. Имея вытянутую и выгнутую основу, некоторые ложки удобно использовать как поддержку при рихтовке.
Рычаги и крюки
Рычаги имеют различный изгиб и размер. Рычажный инструмент применяется с обратной стороны повреждённой панели для выдавливания вмятин. Так как площадь места приложения усилия невелика, а усилие рычага значительное, мастера обычно используют подкладки нужной формы в место приложения усилия. Это предотвращает растягивание металла. В некоторых случаях можно давить рычагом напрямую, но нужно очень аккуратно дозировать усилие. Упор рычажного инструмента происходит на прилегающие жёсткие элементы.
В некоторых случаях можно давить рычагом напрямую, но нужно очень аккуратно дозировать усилие. Упор рычажного инструмента происходит на прилегающие жёсткие элементы.
Гладилки
Это рихтовочный инструмент, имеющий плоскую рабочую поверхность. Молоток-гладилка позволяет распределить силу удара не в одну точку, а по обширной поверхности, тем самым не растягивает металл. Можете прочитать статью об изготовлении кузовной гладилки своими руками.
Споттер
Говоря о рихтовке нельзя не упомянуть о споттере. Вообще споттер стоит особняком от всех рихтовочных инструментов. Этот прибор может заменить многие из вышеупомянутых инструментов. Но будет разумнее совмещать инструменты в процессе рихтовки. Споттер – это по сути аппарат контактной сварки. В минимальной комплектации споттер даёт нам возможность удобного использования молотка обратного действия без сильного нагрева металла и, соответственно, без значительного ухудшения свойств листового металла.
Процесс рихтовки
У каждого мастера существуют свои убеждения по поводу процесса рихтовки, свои наработки и приёмы. Есть кузовщики, которые по-прежнему не используют споттер. Есть и такие, которые наоборот всегда применяют споттер и не имеют навыков владения другими инструментами для рихтовки. Разумнее будет ознакомиться с методами и приёмами рихтовки и применять то, что Вам удобно в конкретной случае.
Итак, как было упомянуто в начале статьи, рихтовка начинается с придания грубой формы повреждённой панели, постановка основной плоскости и рёбер жёсткости на место. Желательно это делать выдавливанием, если есть доступ к обратной стороне. Для этого используются рычажные инструменты. Также можно использовать и другие инструменты при первоначальной правки, в том числе и ударные, но главная задача дополнительно не растянуть металл.
Перед рихтованием лакокрасочное покрытие можно оставить на поверхности, если, конечно, Вы не хотите сразу использовать споттер. Глянец ЛКП информирует о состоянии поверхности. Сразу видно где ямка, а где бугор.
Глянец ЛКП информирует о состоянии поверхности. Сразу видно где ямка, а где бугор.
При выправлении вмятин удар должен наноситься не сильный, лучше достичь желаемого результата серией лёгких ударов, чем одним сильным. При рихтовке нужно быть аккуратным и чувствовать металл. Важно, как говорится, не навредить.
Обширную по площади вмятину выдавливают или выбивают, двигаясь от ее краев к центру повреждения. Глубокие вмятины нужно выправлять в несколько заходов, постепенно поднимая углубление.
Для рихтования нужно выработать навык позиционировать поддержку с обратной стороны панели в то же место, где находится ударный инструмент.
Многие опытные мастера предпочитают чаще использовать молоток-гладилку с насечками на рабочей поверхности. Этот инструмент, изготовленный самостоятельно ещё называют рихтовочным напильником. Его можно изготовить из напильника с крупной насечкой, загнув его под форму мастерка, либо обрезать нужный размер рабочей поверхности и приварить ручку под удобным для работы углом. Молоток-гладилку применяют совместно с поддержкой из мягкого металла. Этой парой инструментов можно как опускать бугры, так и поднимать ямки. Чтобы поднять ямку нужно надавливать на неё поддержкой с обратной стороны, а гладилкой с насечками ударять с лицевой части в место ямки. Таким образом, ямку поднимает поддержка, а гладилка фиксирует за счёт своей поверхности с насечками, как бы зацепляя металл. При выравнивании бугра поддержку нужно держать, не надавливая, а слегка касаясь или же немного навесу. Для более точного выправления конкретного небольшого повреждения нужно ударять кончиком рабочей поверхности рихтовочного напильника.
Молоток-гладилку применяют совместно с поддержкой из мягкого металла. Этой парой инструментов можно как опускать бугры, так и поднимать ямки. Чтобы поднять ямку нужно надавливать на неё поддержкой с обратной стороны, а гладилкой с насечками ударять с лицевой части в место ямки. Таким образом, ямку поднимает поддержка, а гладилка фиксирует за счёт своей поверхности с насечками, как бы зацепляя металл. При выравнивании бугра поддержку нужно держать, не надавливая, а слегка касаясь или же немного навесу. Для более точного выправления конкретного небольшого повреждения нужно ударять кончиком рабочей поверхности рихтовочного напильника.
Рихтовочные молотки нужно использовать на более сложных формах деталей, там, где молоток-гладилка неудобна.
Если панель кузова сжало при повреждении, то местами металл имеет вид «гармошки», то нужно сначала растянуть панель, убрав жимки, а потом рихтовать.
При чистовой рихтовки, «проявить» оставшиеся ямки можно прошлифовав поверхность грубой шлифовальной бумагой p80. Это будет действенно, если краска не счищалась. Если же поверхность зачищена до металла, то можно использовать специальную проявку с баллончика. Краска или проявка отшлифуются, там, где идёт одна плоскость, а там где ямки останется краска или проявка.
В случае с рихтовкой без споттера поднимаем ямки рихтовочным инструментом. Если же используете споттер, то мелкие ямки можно выдёргивать обратным молотком, либо можно подтягивать немного этим же молотком, но не используя груз для выдёргивания. Так не будет оставаться шишек.
Осаживать растянутый металл можно с помощью точечного нагрева и лёгкого простукивания. Для этого можно использовать полуавтомат, нагревая точками. Если есть в наличии споттер, то там есть специальные режимы и электроды для осаживания.
Таким образом, можно отрихтовать панели кузова, получившие достаточно сложные повреждения.
Читайте также по теме:
- Рихтовка своими руками
- Рихтовка вмятин. Применение молотка, гладилки, поддержки
Печатать статью
Выпрямление кадров, которому можно доверять
Перейти к основному содержанию
Наш центр ДТП предлагает выпрямление рамы для решения проблем после аварии. Выпрямление кадра предназначено не только для экстремальных столкновений. Это более распространено, чем вы думаете, поскольку вашему автомобилю может потребоваться выпрямление рамы даже после незначительных столкновений. Даже если на вашем автомобиле нет видимых повреждений, все равно может возникнуть проблема с рамой, которую необходимо исправить, и здесь на помощь приходит наша команда.
Узнайте больше о важности выпрямления рамы и о том, как наша команда может помочь.
Что такое выпрямление рамы?
Выпрямление рамы — это метод исправления рамы вашего автомобиля техническими специалистами с использованием специального оборудования и гидравлики для воздействия на определенные области и восстановления рамы в правильном положении. Рама вашего автомобиля, также известная как шасси, является основной несущей конструкцией, к которой крепятся все остальные компоненты. Как скелет вашего автомобиля, очень важно, чтобы рама работала правильно и находилась в правильном положении.
Наша команда использует инструменты для правки рамы Chief EZ Liner Express мирового класса, чтобы быстро и точно восстановить раму вашего автомобиля до нужного состояния. Станок для правки рам имеет большую платформу и две или три вертикальные башни или стойки, которые вращаются по периметру. Расположение стоек позволяет техникам корректировать раму под любым углом. С помощью компьютеризированных лазеров и звуковых датчиков можно определить состояние и диагностировать повреждения.
С помощью информации, полученной в результате диагностики, мы можем предоставить точные оценки и определить необходимое время. Мы работаем с водителями, чтобы определить оценки и необходимое время, чтобы они могли планировать соответственно.
Когда мы выпрямляем раму автомобиля, мы загоняем его на платформу и крепим болтами к жестким зажимам, чтобы он оставался на месте даже под экстремальным давлением. К конкретным точкам прикрепляем цепочки, отражающие результаты диагностики. Наши технические специалисты обратятся к спецификациям производителя, чтобы определить правильную степень повреждения.
После того, как мы убедились, что все на месте, башни правильной машины постепенно увеличивают натяжение цепей, пока секция рамы не будет возвращена на место. Электронная измерительная система машины может подтвердить, когда рама будет восстановлена в соответствии со спецификациями производителя.
Нужна ли вашему автомобилю правка рамы?
Если ваш автомобиль попал в аварию, вам, вероятно, потребуется выпрямление рамы. Около 50 процентов всех автомобильных аварий связаны с повреждением рамы. Даже если это всего лишь подгибка крыла без видимых повреждений, все равно возможны повреждения рамы, что тем более является поводом для обмена информацией с другим приводом и соблюдения всех рекомендаций.
Около 50 процентов всех автомобильных аварий связаны с повреждением рамы. Даже если это всего лишь подгибка крыла без видимых повреждений, все равно возможны повреждения рамы, что тем более является поводом для обмена информацией с другим приводом и соблюдения всех рекомендаций.
Некоторые из красных флажков, которые могут указывать на то, что вашему автомобилю требуется выпрямление рамы, включают:
- Проблемы с развал-схождением : Проблемы с развалом могут быть очевидны, когда автомобиль тянет в одном направлении или рулевое колесо смещено от центра при движении прямо. Вы должны рассмотреть возможность повреждения рамы и установки колес.
- Видимый изгиб или повреждение : Вы можете увидеть ржавчину, трещины или складки на внешней стороне вашего автомобиля, что может указывать на проблему с рамой. Вы можете увидеть погнутые или отсутствующие компоненты, ища признаки повреждения под автомобилем.
- Странные звуки : Иногда скрип, писк или другие странные звуки могут указывать на проблему с рамой.
 Прислушивайтесь к любым звукам, исходящим спереди, сбоку или сзади автомобиля, особенно после аварии.
Прислушивайтесь к любым звукам, исходящим спереди, сбоку или сзади автомобиля, особенно после аварии.
Запланируйте выпрямление рамы у нас
Выбирая наш центр ДТП, вы можете рассчитывать на опыт и оборудование, необходимые для того, чтобы вернуть вашему автомобилю былую славу. Свяжитесь с нашей командой сегодня, чтобы узнать больше о выпрямлении рамы.
Категории: Кузовной ремонт, обслуживание, запчасти
- Запросить дополнительную информацию
Поиск по блогу
Поиск по блогу
Подпишитесь на наш блог
- Видео — RSS 2.0
Популярные теги
центр столкновения Устранение столкновений Центры столкновений Шина Ремонт Шевроле Кадиллак Столкновение Колесо Советы Кадиллак Сервис Тормоз Форд Сервис Батарея Колеса Услуга РемонтКитайский производитель станков для изготовления кузовов, покрасочных камер, поставщиков автомобильных подъемников
Станок для изготовления каркасов кузовов
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Покрасочная камера
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Автомобильный подъемник и шиномонтажный станок
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Автоматическое оборудование для ремонта шин
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Деловой диапазон: | Автозапчасти и аксессуары для мотоциклов | |
| Основные продукты: | Автоматическая машина для рамы кузова
,
Покрасочная камера
,
Автоподъемник
,
Регулировка углов установки колес
,
шиномонтажный станок
,
Колесо . .. .. | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 20000, НАССР |
Yantai Care Machinery Co., Ltd. Является производителем, который также является торговой компанией, специализирующейся на производстве и экспорте оборудования для автосервиса. Получил хорошую репутацию со всего мира за последние 12 лет. У нас есть профессиональная техническая команда, команда продаж, команда контроля качества и команда логистики, мы можем предоставить индивидуальное обслуживание магазина 4S, мастерской по ремонту кузовов автомобилей со всем гаражным оборудованием. Все продукты одобрены CE, добро пожаловать к нам в гости!
У нас есть профессиональная техническая команда, команда продаж, команда контроля качества и команда логистики, мы можем предоставить индивидуальное обслуживание магазина 4S, мастерской по ремонту кузовов автомобилей со всем гаражным оборудованием. Все продукты одобрены CE, добро пожаловать к нам в гости!
Почему нам доверяют автосервис:
Team Autocare — это надежная всемирная сеть …
Просмотреть все
Доска объявлений
4 шт.автоматическая покрасочная камера
машина каркаса кузова автомобиля
регулировка сход-развала
Все виды 2, 4, ножничный подъемник
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Айс Ву
* Сообщение:
Введите от 20 до 4000 символов.