
Сварка tig для начинающих — выполнение и настройка своими руками
Сварка tig для начинающих — выполнение и настройка своими руками!—www.miralinks.ru —>
Перейти к содержаниюSearch for:
На чтение 10 мин Просмотров 7.3к. Опубликовано
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Содержание
- Безопасная работа
- Необходимое оборудование и расходные материалы
- Какой газ применяется
- Приборы (аппараты) для сварки
- Сварочная горелка
- Неплавящиеся электроды
- Присадочные расходные материалы
- Осциллятор
- Подготовка к сварке
- Как правильно работать с горелкой
- Сущность сварочного процесса
- Регулировка параметров процесса на сварочном аппарате
- Подготовка деталей
- Обучающие тренировки для начинающих
- Упражнение 1
- Упражнение 2
- Tig сварка видеоурок
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Если Вам необходима 👉 подготовка сварочной документации 👈, мы готовы Вам помочь.
Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.

Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.

По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Оцените автора
( 4 оценки, среднее 5 из 5 )
что это такое, способы соединения, особенности, преимущества
Главная » Обработка металла » Сварка » Что такое ТИГ сварка и где она применяется?
На чтение 6 мин
Содержание
- Что такое ТИГ сварка?
- История появления
- Преимущества и недостатки
- Применение
- Режимы
- Постоянный ток
- Переменный ток
- Оборудование
- Алгоритм сборки сварочного аппарата
- Техника сваривания
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот.
 Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом. - Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.

Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сваркиПрименение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
Режим ТИГ сваркиПостоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.

- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Инвертор ТИГ сваркиАлгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео.
После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
( 15 оценок, среднее 4.53 из 5 )
Поделиться
Различия — ВИГ (постоянный ток) и ВИГ (переменный ток)
Сварка ВИГ постоянным током (постоянный ток) — это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, протекающий ток не уменьшится до нуля, пока сварка не закончится. В целом инверторы TIG могут выполнять сварку на постоянном токе или на переменном/постоянном токе, при этом очень немногие машины работают только на переменном токе.
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
В процессе сварки ВИГ существует три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как преимущества, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого спектра материалов. Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга установлена, ток протекает в цепи, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (сварочная горелка) и 67% на положительной стороне дуги (заготовка). ).
Этот баланс обеспечивает глубокое проникновение дуги в заготовку и снижает нагрев электрода.
Такое пониженное тепловыделение электрода позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод соединения часто называют прямой полярностью, и это наиболее распространенное соединение, используемое при сварке постоянным током.
Этот метод соединения часто называют прямой полярностью, и это наиболее распространенное соединение, используемое при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выводу сварочного инвертора, а рабочий обратный кабель — к отрицательному выводу.
Когда дуга устанавливается, ток течет в цепи, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (заготовка) и 67% на положительной стороне дуги (сварочная горелка). ).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Этот способ подключения часто называют обратной полярностью.
Кроме того, в этом режиме воздействие магнитных сил может привести к нестабильности и явлению, известному как продувка дуги, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Можно задаться вопросом, зачем этот режим при сварке. Причина в том, что некоторые цветные металлы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности. Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Оксид можно удалить шлифовкой, щеткой или химической очисткой, но как только процесс очистки прекращается, оксид начинает формироваться снова. Поэтому в идеале его нужно было бы зачистить во время сварки. Этот эффект возникает, когда ток протекает в режиме DCEP, когда поток электронов разрушает и удаляет оксид. Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Решением для этих типов материалов будет дуга глубокого проникновения в режиме DCEN плюс очистка в режиме DCEP. Для получения этих преимуществ используется режим сварки переменным током.
Сварка переменным током (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором , работает либо с положительными и отрицательными элементами, либо с полупериодами. Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин переменный ток. Сочетание одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество циклов, выполненных за одну секунду, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
Это означает, что ток изменяется 100 раз в секунду. Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что по мере увеличения частоты магнитные эффекты усиливаются, и такие устройства, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоиду переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивающий поток электронов. Это известно как выпрямление дуги, и его эффект приводит к обрезанию или искажению положительного полупериода. Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Дуговое выпрямление положительного полупериода
Волны переменного тока (AC)
Синусоидальная волна
Синусоидальная волна состоит из положительного элемента, нарастающего до своего максимума от нуля до падения до нуля (часто упоминается как как холм).
При пересечении нуля и изменении направления тока в сторону своего максимального отрицательного значения, прежде чем затем подняться до нуля (что часто называют впадиной), один цикл завершается.
Многие сварочные аппараты TIG старого типа были только аппаратами с синусоидальным типом волны. С развитием современных сварочных инверторов со все более сложной электроникой произошли изменения в управлении и формировании формы волны переменного тока, используемой для сварки.
Прямоугольная волна
С развитием сварочных инверторов TIG переменного/постоянного тока, включающих больше электроники, было разработано поколение аппаратов прямоугольной формы. Благодаря этому электронному управлению переход с положительного на отрицательный и наоборот может быть выполнен почти мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода на максимуме.
Благодаря этому электронному управлению переход с положительного на отрицательный и наоборот может быть выполнен почти мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода на максимуме.
Эффективное использование накопленной энергии магнитного поля создает волны, форма которых очень близка к квадратной. Органы управления первых электронных источников питания позволяли управлять «прямоугольной волной». Система позволит контролировать положительные (очистка) и отрицательные (проникновение) полупериоды.
Условие баланса должно быть равным + положительные и отрицательные полупериоды, что обеспечивает стабильное состояние сварки.
Проблемы , с которыми можно столкнуться, заключаются в том, что если очистка произошла менее чем за время положительного полупериода, то часть положительного полупериода не будет продуктивной, а также может увеличить потенциальное повреждение электрода из-за перегрева. Однако этот тип машины также должен иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Максимальное проникновение
Этого можно добиться, поместив орган управления в положение, которое позволит провести больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с электродами меньшего размера, так как больше
тепла находится в положительном направлении (работа). Повышение температуры также приводит к более глубокому проплавлению при сварке с той же скоростью перемещения, что и в сбалансированном состоянии.
Уменьшенная зона термического влияния и меньшая деформация из-за более узкой дуги.
Максимальная очистка
Этого можно добиться, установив регулятор в положение, которое позволит проводить больше времени в положительном полупериоде по сравнению с отрицательным полупериодом. Это позволит использовать очень активный ток очистки. Следует отметить, что существует оптимальное время очистки, по истечении которого дальнейшая очистка не будет выполняться и вероятность повреждения электрода выше.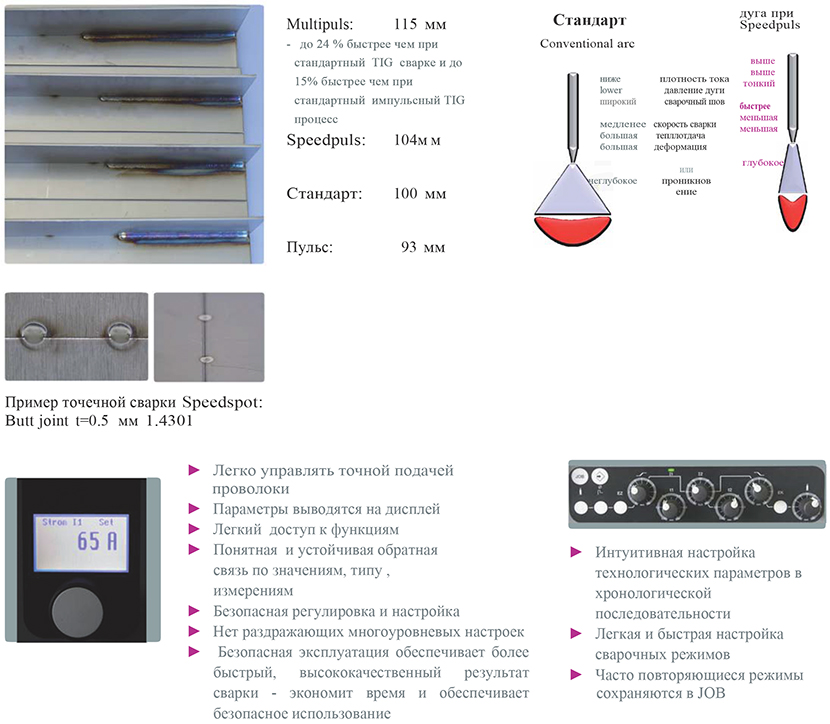
Аппараты для сварки TIG и их специальные функции – Часть 1
Простой картинг для веселой езды без суеты? Или роскошный лимузин, оснащённый передовыми системами помощи водителю, гарантирующими легкое управление даже на высоких скоростях? Как и в автомобилестроении, существует широкий выбор вариантов сварочных аппаратов TIG и их специальных вспомогательных функций.
Этот широкий спектр включает в себя универсальный многопроцессорный источник питания с базовыми свойствами для сварки вольфрамовым электродом в электродах и кончая специальной высокотехнологичной моделью для сварки вольфрамовым электродом в среде инертных газов с высокоточными настройками. Потенциальный диапазон функций системы сварки TIG также зависит от использования различных исходных материалов.
…
…
- AccuPocket
- TransPocket 180 TIG
- TransTig 210
- MagicWave 230i
 Аппараты для сварки ВИГ с функциями переменного тока
Аппараты для сварки ВИГ с функциями переменного тока Одна вещь быстро становится ясной в области профессиональных аппаратов для сварки ВИГ: каждый источник питания в стандартной комплектации оснащен высокочастотным зажиганием. Сварка также обычно использует постоянный ток (DC) , что означает, что электроны перетекают от отрицательно заряженного электрода (минус) к положительно заряженной заготовке (плюс). В результате TIG DC (постоянный ток) сварка позволяет соединять самые распространенные материалы – от стали до хромоникеля.
Сварка ВИГ нержавеющей стали на постоянном токе А как насчет сварки алюминия ? Сверхлегкий материал требует совершенно другого подхода — и переменный ток (AC) предлагает решение. Для разрушения оксидных слоев на поверхности алюминия требуются температуры более 2000 °C, но в качестве альтернативы можно использовать электротехнический прием: во время сварки TIG AC (переменный ток) заготовка и электрод постоянно меняйте полярность.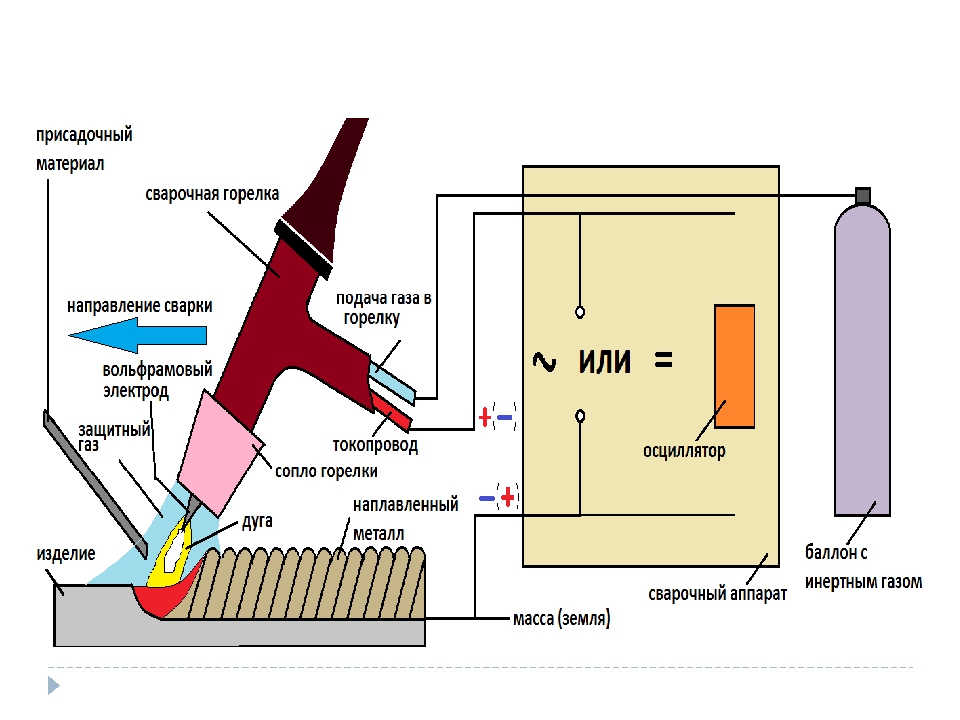
Когда электрод отрицательно заряжен, электроны (носители заряда) будут течь к заготовке (фаза проплавления). Когда он заряжен положительно, носители заряда будут течь от заготовки к электроду (фаза очистки). Это постоянное чередование положительной и отрицательной полярности — другими словами, непрерывное изменение направления потока электронов (которое проявляется на графике в виде синусоидальной волны) — также позволяет разрушать оксидные слои.
Системы сварки ВИГ и зажигание с обратной полярностью Но может ли функция переменного тока обеспечить еще более положительные свойства сварки для сварочных аппаратов ВИГ с инверторами? Абсолютно. Поскольку положительный полюс обычно является более горячим полюсом , это приводит к значительному преимуществу во время сварки постоянным током в виде зажигания с обратной полярностью . Именно здесь электрод получает положительную полярность для зажигания дуги за миллисекунды.
Таким образом, более высокая температура вольфрамового электрода обеспечивает абсолютно стабильное и надежное зажигание дуги. После зажигания полярность мгновенно меняется, а это означает, что остальная часть процесса сварки теперь может происходить с отрицательно заряженным электродом в режиме постоянного тока. Это предотвращает перегрев ценного вольфрама и предотвращает повреждение электрода.
Зажигание RPI при автоматической сварке TIG.Благодаря воспламенению с обратной полярностью можно избежать ошибок при сварке из-за неадекватных характеристик воспламенения , в частности, при механизированной и роботизированной сварке TIG , для которых не требуется непрерывный визуальный контроль металла сварного шва.
Импульсная сварка ВИГ В то время как полярность (положительная/отрицательная) при сварке переменным током изменяется по форме синусоидальной волны, сила тока при импульсной сварке ВИГ изменяется непрерывно. низкий базовый ток постоянно чередуется с более высоким импульсным током , что может уменьшить тепловложение во время фазы низкого тока.
Этот редукционный нагрев открывает еще больше возможностей для импульсной сварки TIG ; этот вариант процесса идеально подходит для механизированной сварки труб, поскольку холодная сварочная ванна позволяет выполнять сварку в любом положении .
Частота: постепенное увеличение частоты изменяет масштаб шва и скорость припуска проволоки.Кроме того, Импульсная сварка TIG обеспечивает a безупречный внешний вид сварного шва , поскольку сварочная проволока всегда добавляется в фазе сильного тока – при проплавлении. Предопределенный ритм установленной частоты импульсов практически определяет точное время для идеального волнистого шва. В любом случае, сварщик будет в поте лица работать при установленной частоте импульсов не менее 3 Гц, так как при такой скорости ритмично добавлять проволоку практически невозможно.
Прихватка с использованием функции прихватки – на основе импульсной сварки ВИГ Надежное скрепление металлических листов представляет собой сложную задачу при сварке ВИГ, особенно для стыковых и угловых сварных швов, а также для соединений внахлестку и операций, связанных с воздушным зазором.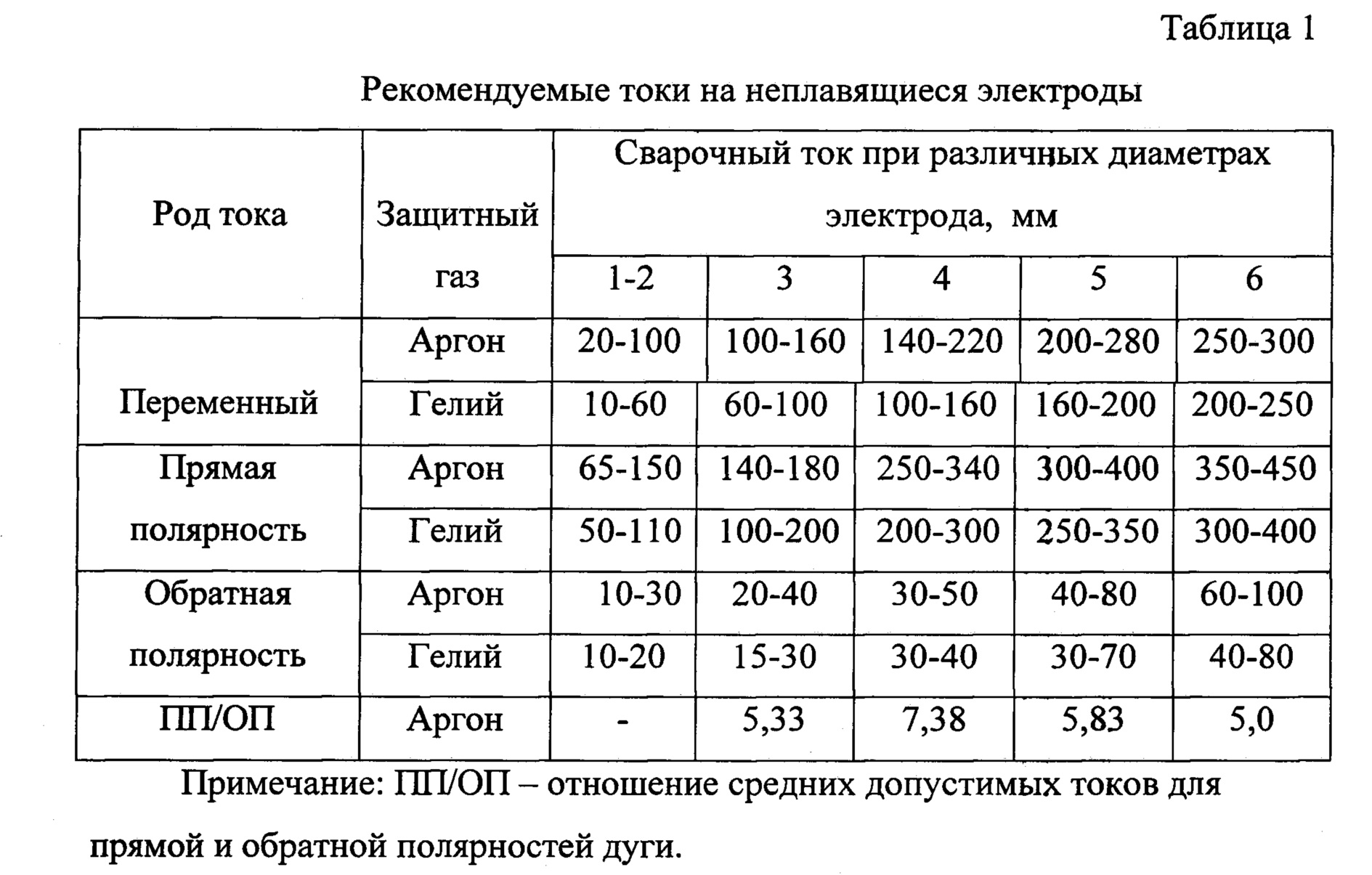 Сварка сплошным прихваточным швом требует особенно высокого уровня ловкости прежде всего при работе с тонкими металлическими листами. Если точное время, положение сварочной горелки и параметры сварки, установленные в системе сварки TIG, не синхронизированы идеально, прожог металлического листа часто становится неизбежным. Это связано с тем, что расплавленный металл с двух краев листа отходит друг от друга.
Сварка сплошным прихваточным швом требует особенно высокого уровня ловкости прежде всего при работе с тонкими металлическими листами. Если точное время, положение сварочной горелки и параметры сварки, установленные в системе сварки TIG, не синхронизированы идеально, прожог металлического листа часто становится неизбежным. Это связано с тем, что расплавленный металл с двух краев листа отходит друг от друга.
Вот где прихватка постоянного тока может дать ответ, с параметрами импульса, предустановленными на заводе, которые точно соответствуют установленной силе тока. Когда начинается сварка , это вызывает колебания сварочной ванны по . Поверхностное натяжение металла нарушается, так что металлические края идеально сливаются.
Прихватка: даже при сварке с небольшими зазорами функция прихватки позволяет кромкам листового металла идеально входить друг в друга.
Примечание: нет необходимости использовать функцию закрепки исключительно для закрепки . В принципе, эту функцию можно активировать перед началом каждой операции сварки. Единственное, что необходимо определить, — это продолжительность прихватки, прежде чем импульсная дуга автоматически перейдет в обычную дугу постоянного тока.
Точечная и стежковая сварка – в сочетании с прихваткой Наличие функции точечной сварки в системах сварки ВИГ может быть чрезвычайно полезно . Этот режим обеспечивает идеальную поддержку для более крупных заготовок, в частности , для которых требуется несколько точек прихватки. В первую очередь определяется продолжительность действия точечной сварки – например, три секунды. Таким образом, достаточно однократного нажатия кнопки горелки, чтобы дуга зажглась сама по себе, загорелась и автоматически погасла по истечении заданного времени.
Аналогичным образом работает функция стежковой сварки ; дуга зажигается, горит в течение определенного времени – независимо от того, является ли это закрепочным швом или отдельной точкой прихватки – и затем гаснет. Однако, в отличие от точечного режима, в этом случае предусмотрена предустановленная пауза, например, две секунды, в течение которой сварочная горелка может быть перемещена в следующее положение прихватки. Без повторного нажатия на кнопку горелки дуга снова зажигается – и процесс начинается сначала. Чтобы остановить шовную сварку, необходимо нажать кнопку горелки второй раз.
Функция сварки стежкомВ режиме точечной и стежковой сварки всегда рекомендуется сначала активировать функцию прихватки
