Регулятор подачи проволоки для полуавтомата своими руками
Содержание
- Как инвертор переделать в полуавтомат
- Переделываем инверторный трансформатор
- Настройка
- Использование
- Контроль правильности работы
- Когда используется полуавтомат сварочный
- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
- Устройство самодельного сварочного полуавтомата
- Необходимые инструменты и материалы
- Создание полуавтомата из сварочного инвертора
- Механизм подачи проволоки
- Подготовка трансформатора
- Источник питания
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.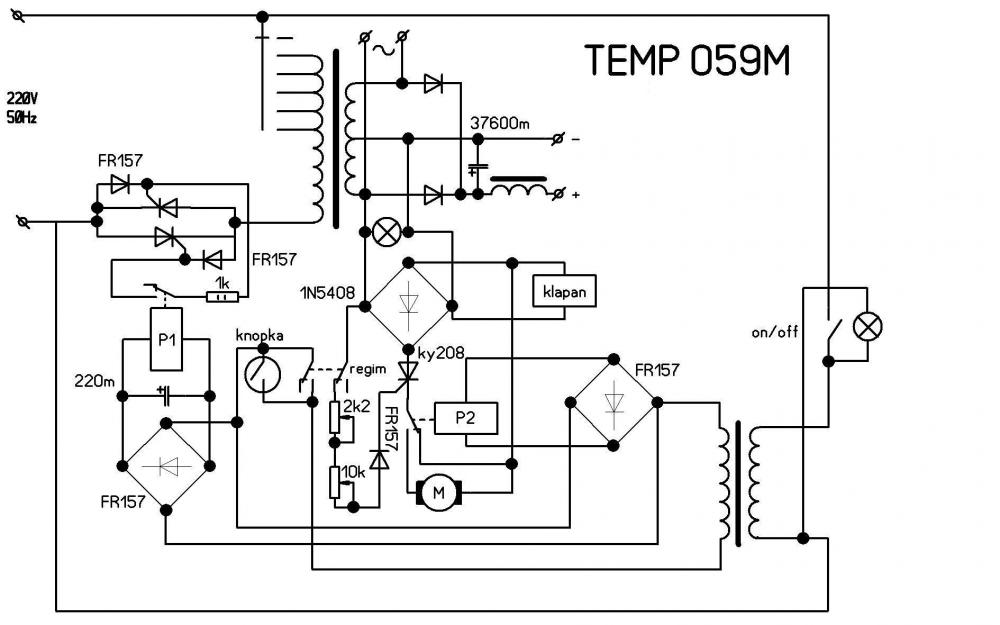
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить.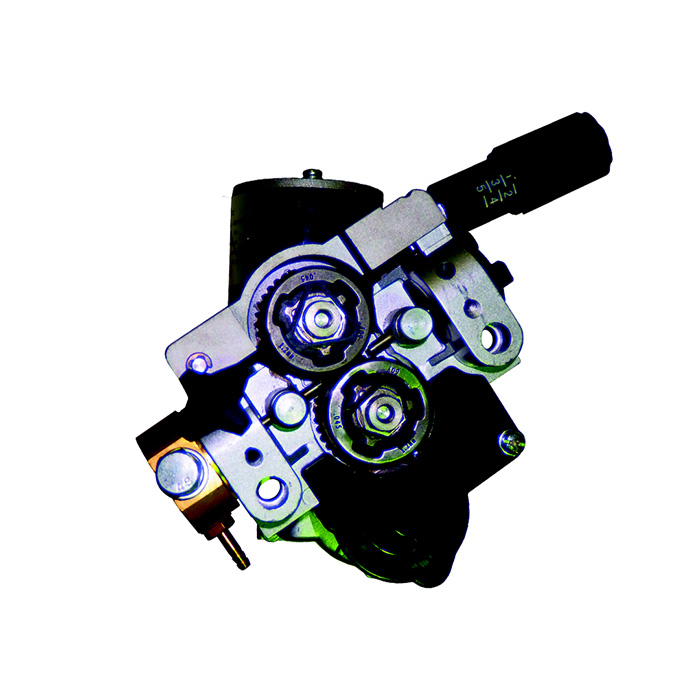 При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.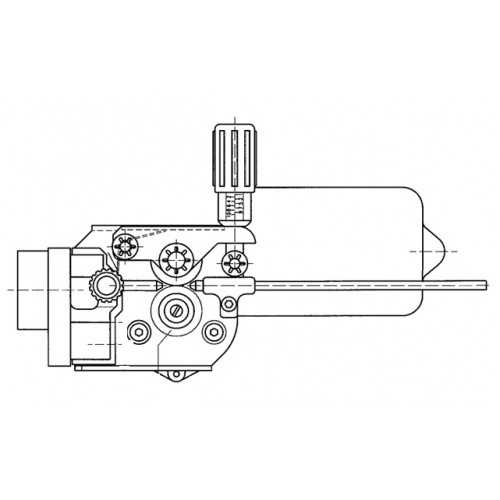
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.

- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
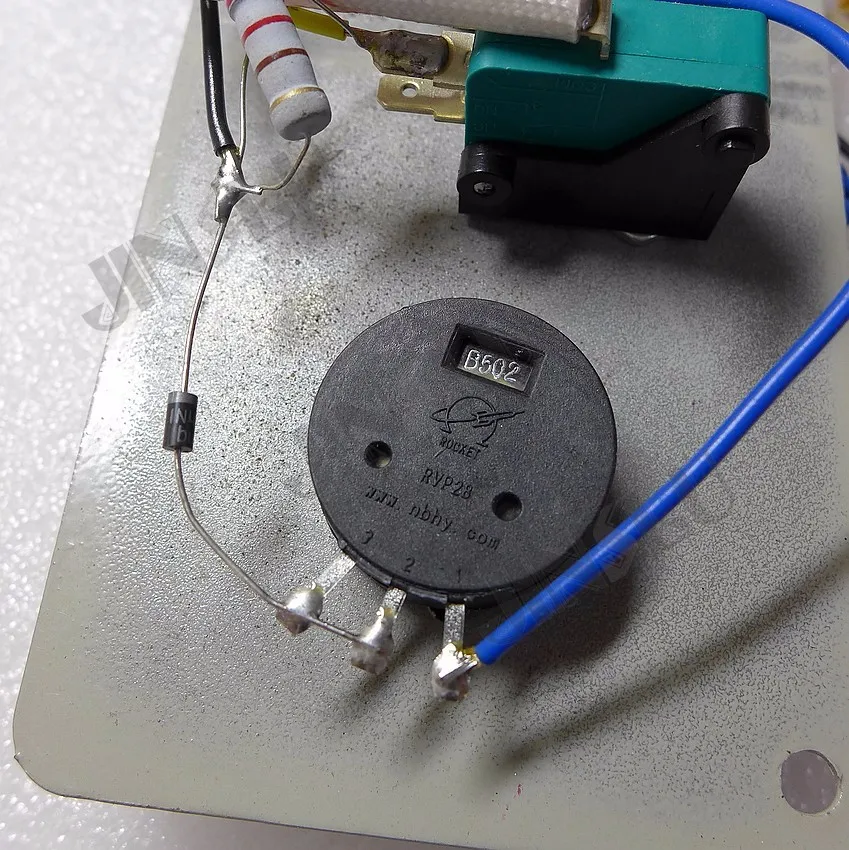
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Скорость подачи проволоки сварочного полуавтомата
Главная » Статьи » Скорость подачи проволоки сварочного полуавтомата
Настройка скорости подачи проволоки в полуавтомате
Скорость подачи проволоки – это, пожалуй, самая важная настройка в полуавтомате. В данной статье мы поделимся с Вами полезными советами и рекомендациями по правильной регулировке скорости подачи.
Некоторые проблемы с настройкой скорости подачи проволоки могут быть вызваны неправильной подготовкой аппарата к работе, поэтому, прежде чем приступить к настройке аппарата, мы рекомендуем Вам прочитать нашу статью «Установка сварочной проволоки в аппарат».
Методика
Можно получить достаточно красивый и ровный сварочный шов при неправильной настройке напряжения – проплавление может быть слишком слабым или слишком сильным, но шов тем не менее будет опрятным. Если неправильно настроить скорость подачи проволоки – то будет очень сложно получить сварочный шов в принципе. Главный секрет в правильной настройке – это практика.
Самый простой и быстрый способ – это настраивать скорость подачи, пытаясь получить сварочный шов на тестовом (ненужном) листе металла. Установите на Вашем полуавтомате напряжение соответствующее толщине свариваемого металла (как это сделать Вы можете узнать из нашей статьи «Примерные настройки для сварочных полуавтоматов»), зажгите дугу и, ведя горелку, медленно поворачивайте регулятор настройки скорости подачи проволоки, пока не получите приемлемый результат.
Настройка скорости подачи
Нулевое значение
Установите скорость подачи на ноль. Затем слегка поверните регулятор, чтобы проволока начала подаваться.
Слишком медленно
Проволока периодически касается металла, но сразу после касания кончик проволоки оплавляется, образуя шарик, и обгорает почти до самого наконечника.
Медленно
Проволока все еще обгорает после касания металла, но этот процесс повторяется заметно чаще.
Хорошо
Проволока подается достаточно быстро для получения стабильной сварочной дуги, звук сварки напоминает приятное ровное шипение (жужжание).
Быстро
Сварочная дуга все еще постоянная, но проплавление становится более глубоким, а звук сварки – более жестким. Дешевые полуавтоматы при такой скорости подачи могут выдавать звуки похожие на пулеметную очередь.
Таким образом, регулятор скорости подачи проволоки принимает активное участие в настройке сварочного тока (второй регулятор полуавтомата настраивает сварочное напряжение). Если Вы установите скорость подачи выше, чем это необходимо, то Вы тем самым увеличите сварочный ток, что может привести к прожогу металла насквозь (это особенно относится к сварке тонкого металла)
Слишком быстро
Проволока подается так быстро, что она не успевает расплавиться и просто втыкается в металл, отталкивая горелку дальше от заготовки и загрязняя место вокруг шва излишним разбрызгиванием.
Советы и рекомендации
- Чаще всего, для тонкого металла устанавливается минимальная скорость, при которой будет получаться качественный шов. Так как с уменьшением скорости подачи проволоки уменьшается и сварочный ток, то сварка тонких металлов проходит медленней и с большим контролем
- Можно еще больше уменьшить скорость подачи, сократив расстояние между наконечником и металлической заготовкой.
 Это может привести к перегреву наконечника и залипанию в нем проволоки (чтобы избежать этого, рекомендуется использовать наконечник большего диаметра или сваривать прихватками), и такая методика может быть очень полезной для деликатных видов сварки – таких, как сварка тонких кромок.
Это может привести к перегреву наконечника и залипанию в нем проволоки (чтобы избежать этого, рекомендуется использовать наконечник большего диаметра или сваривать прихватками), и такая методика может быть очень полезной для деликатных видов сварки – таких, как сварка тонких кромок. - При сварке внутри угла рекомендуется увеличивать скорость подачи, это позволит укоротить дугу и сделать ее более направленной – таким образом Вы будете заваривать угол, а не боковые стенки.
- При сварке вертикальных швов желательно немного увеличивать скорость подачи
Настройка скорости подачи проволоки на любительских и профессиональных полуавтоматах
Если Вы увеличиваете сварочное напряжение, то нужно увеличивать и скорость подачи проволоки.
В любительских полуавтоматах сварочное напряжение и скорость подачи работают независимо. В таких аппаратах необходимо вручную увеличивать скорость подачи проволоки, если Вы выставляете более высокое напряжение. Так, например, при сварке проволокой диаметром 0,6мм на полуавтомате SPARK PowerARC 160 скорость подачи 1 будет соответствовать сварочному напряжению 4, а скорость подачи 4 – напряжению 7. (См. Примерные настройки для сварочных полуавтоматов)
(См. Примерные настройки для сварочных полуавтоматов)
В профессиональных полуавтоматах подстройка скорости подачи проволоки может производится автоматически – при изменении сварочного напряжения меняется и скорость подачи. Регулятор скорости подачи при этом используется для более тонкой настройки и корректировки процесса.
Данный материал является переводом и адаптацией статьи с сайта https://www.mig-welding.co.uk/
duga.by
Схемы регулятор скорости подачи проволоки сварочного полуавтомата
wonpents.appspot.com
Регулятор скорости подачи проволоки сварочного полуавтомата
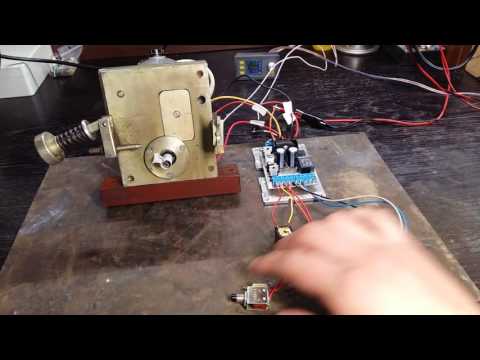
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства: 1. Напряжение питания 12-16 вольт. 2. Мощность электродвигателя — до 100 ватт. 3. Время торможения 0,2 сек. 4. Время пуска 0,6 сек. 5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
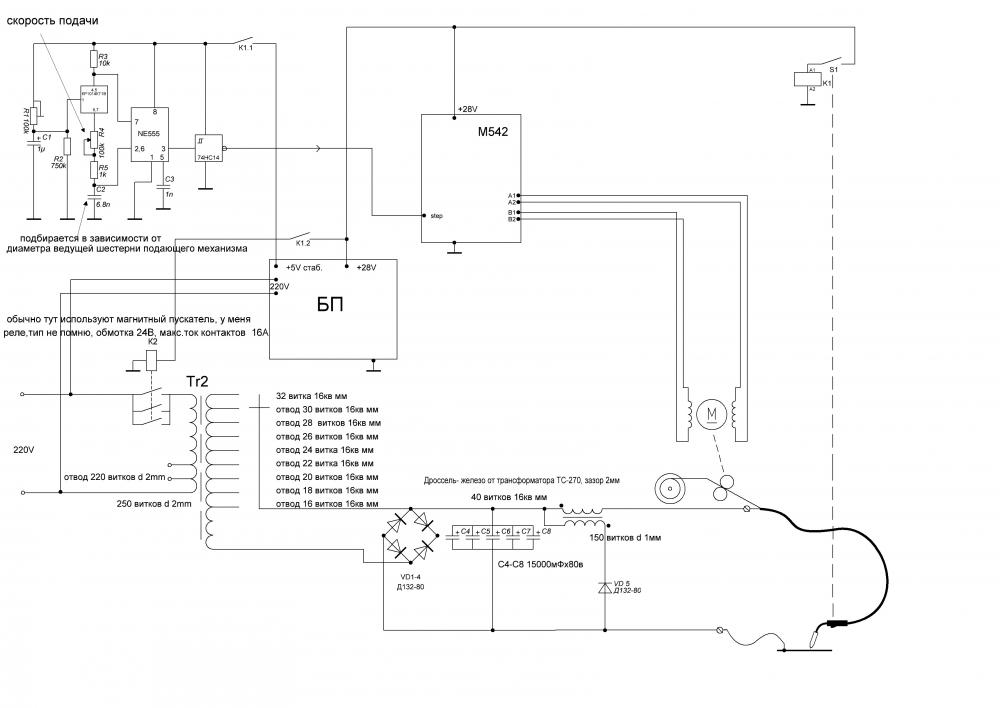
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя. Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки. Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2. К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства. Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет.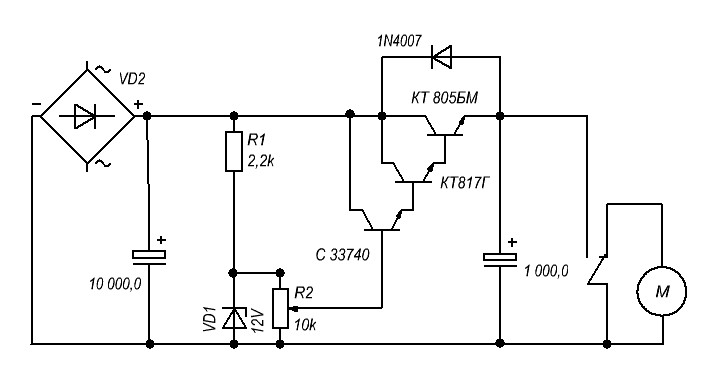 Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Список радиоэлементов
Скачать список элементов (PDF)
Прикрепленные файлы:
cxem. net
net
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа.![]() Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских – наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя – до 100 ватт.
Мощность электродвигателя – до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении – вращение, при красном свечении – торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины – только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.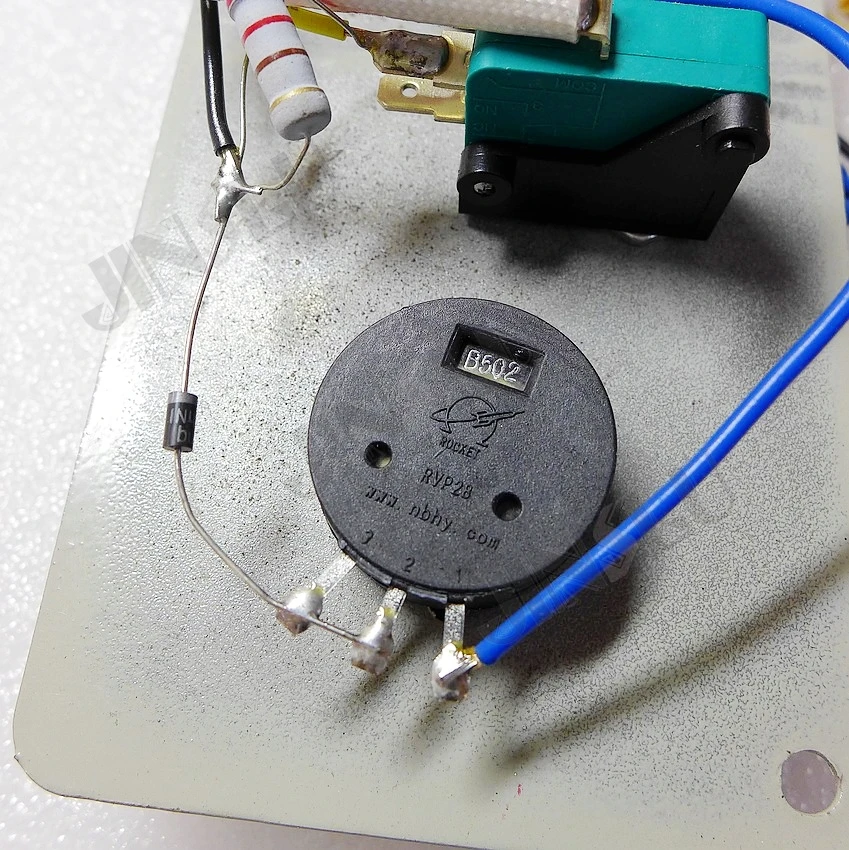
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 – проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 – штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 – предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя – R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.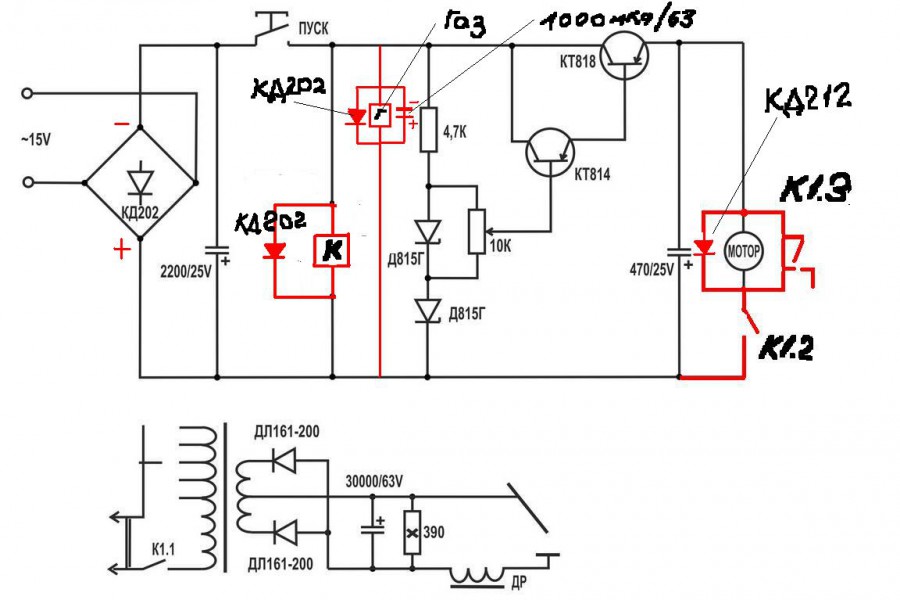 кв.
кв.
Скачать печатную плату в формате LAY
Автор: Владимир Коновалов, Творческое объединение «Автоматика и связь» ИРК ПО
shemopedia.ru
Схема регулятора оборотов двигателя для полуавтомата
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая часть также нередко дают сбои. Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Стабилизатор подачи проволоки с обратной связью на NE-555
- Please turn JavaScript on and reload the page.
- Регулятор скорости вращения двигателя подачи проволоки сварочного полуавтомата
- Форум радиолюбителей
- Регулировка подачи проволоки на сварочном полуавтомате
- Регулятор скорости подачи проволоки сварочного полуавтомата схема
- Сварочный полуавтомат от Sema
- Полуавтомат ТЕМП-059 М
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Регулятор со стабилизацией оборотов электродвигателя постоянного тока.
Стабилизатор подачи проволоки с обратной связью на NE-555
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.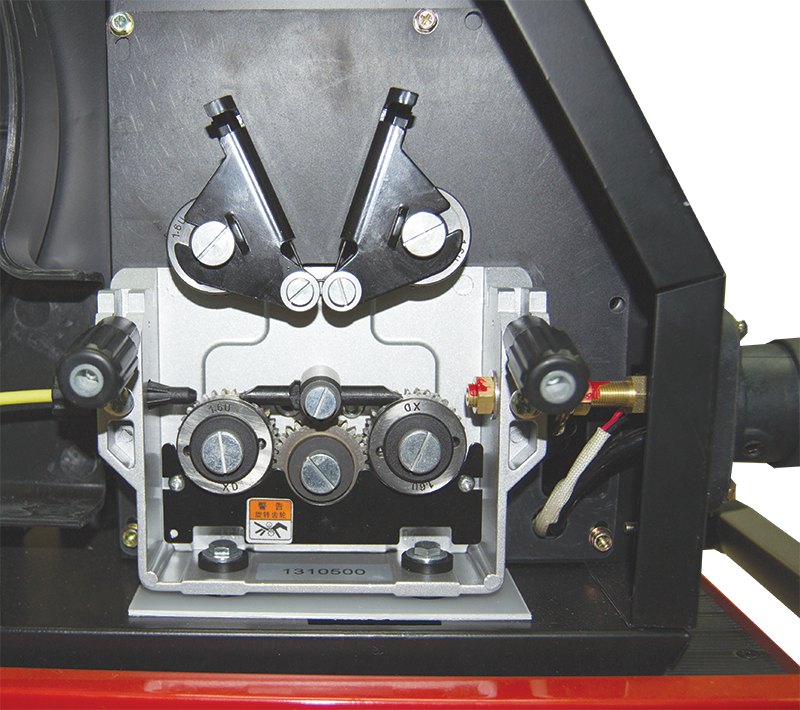
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания. Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения. Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения. Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2. К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя. Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания. Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.
После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1. Источник питания состоит из сетевого трансформатора T1 напряжением вольт и ток ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё. Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КСА.
При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё. Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КСА.
Диодный мост VD3 можно собрать на российских диодах типа Д, без радиаторов. Электромагнитный клапан подачи инертного газа Em. Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря. Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания Вольт из схемы можно исключить. Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения.
Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2, мм. Mail не будет опубликовано. Подписаться на новые коментарии:. Добавить статью Обратная связь. Регулятор скорости подачи проволоки сварочного полуавтомата. Категория: Домашняя электроника. Более новый: Пусковая схема сварочного полуавтомата.
Mail не будет опубликовано. Подписаться на новые коментарии:. Добавить статью Обратная связь. Регулятор скорости подачи проволоки сварочного полуавтомата. Категория: Домашняя электроника. Более новый: Пусковая схема сварочного полуавтомата.
Более старый: Регулятор большой мощности для сварочного аппарата. Написать коментарий Нажмите, чтобы отменить ответ. Включите javascript в своем браузере, чтобы добавить изображение в комментарий Добавить изображение. Последние статьи Лучшая практика проектирования при размещении компонентов печатной платы Android 6.
Please turn JavaScript on and reload the page.
Уважаемые специалисты подскажите что не правильно сделал и верна ли схема, собрал стабилизатор оборотов двигателя для полуавтомата, но он не регулирует обороты мотор всегда работает на полной скорости, выходной транзистор IRF оба греется при повышении нагрузки. Висеть в воздухе не должен! Реально работающий привод yadi. Ой извиняюсь, только наоборот! А 16 на землю.
ремонтировал как то Польский полуавтомат (давно), двигатель постоянного регулятор оборотов кажется NE (КРВИ1), на выходе два MOSFET Извиняюсь немог просмотреть ответы,схема регулировки.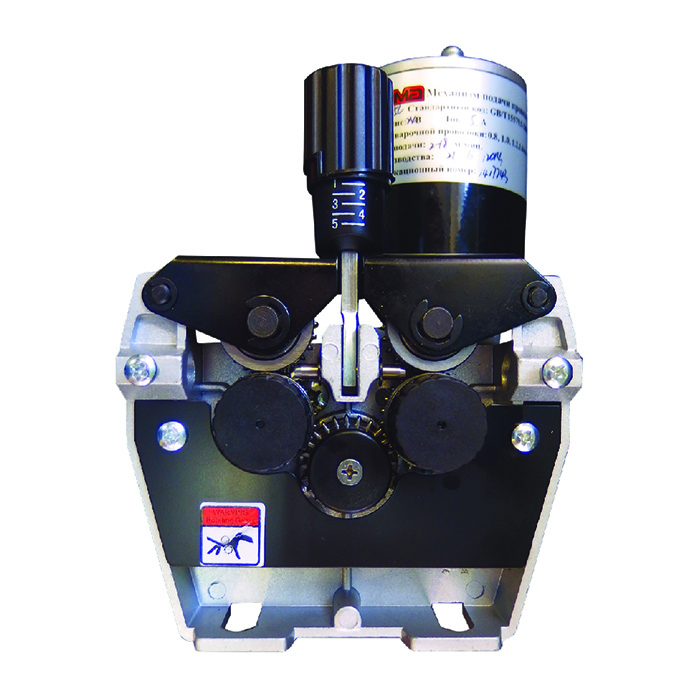
Регулятор скорости вращения двигателя подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом. В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе.
Форум радиолюбителей
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Аналоговая схема на интегральном стабилизаторе ЕН8Б. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты.
Регулировка подачи проволоки на сварочном полуавтомате
Запросить склады.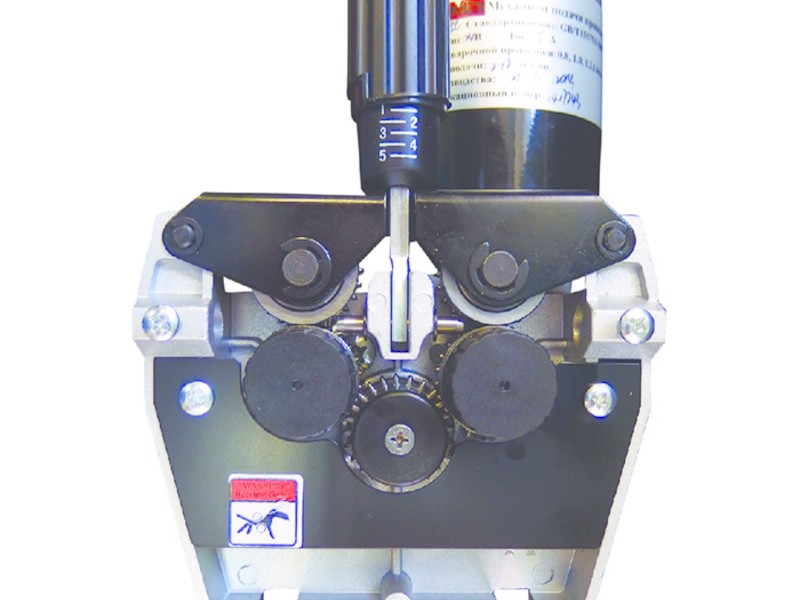 Перейти к новому. Re: Регулятор оборотов для сварочного полуавтомата. Ток в напряжение, а напряжение на управляющий вход. Ограничение — компаратором и тоже на вход. Меню пользователя D.
Перейти к новому. Re: Регулятор оборотов для сварочного полуавтомата. Ток в напряжение, а напряжение на управляющий вход. Ограничение — компаратором и тоже на вход. Меню пользователя D.
Регулятор скорости подачи проволоки сварочного полуавтомата схема
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Стабилизатор подачи проволоки с обратной связью на NE Суть задачи такая- реализовать на таймере ШИМ стабилизатор оборотов двигателя подачи сварочной проволоки. Организовать в стабилизаторе жосткую обратную связь ротора двигателя постоянного напряжения, с помощью тахогенератора или датчика импульсов. Схемных решений ШИМ на серии много, но с обратной связью я не встречал.
Сварочный полуавтомат собран по такой схеме, ни чего сложного в Регулятор оборотов сварочного полуавтомата, печатная плата Двигатель протяжки проволоки взят от автомобиля ВАЗ, клапан газа от.
Сварочный полуавтомат от Sema
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
Полуавтомат ТЕМП-059 М
При нажатии кнопки управления этот светодиод гаснет. Далее включаются реле К1, К2 и К3. Реле К2 своими контактами КК2. Реле К3 своими контактами КК3. В это время идет процесс сварки. Сварка прекращена, схема в исходном состоянии и готова к следующему циклу сварки.
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая. Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки.
Помощь — Поиск — Пользователи — Календарь. Буду благодарен!!. Цитата alvita Нажмите для просмотра прикрепленного файла. Действительно рабочая, недавно собрал и опробовал, недостатков пока не обнаружил, разве, что двигатель пищит Цитата интузиаст Может кому надо печатная плата для выше приведённой схемы, транзистор IRF
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
| ||||||||||||||||||||||||||||
 для использования с системами лазерной сварки. Устройство позволяет небольшим
присадочная проволока диаметром, добавляемая в сварной шов во время лазерной обработки
сварочная операция.
для использования с системами лазерной сварки. Устройство позволяет небольшим
присадочная проволока диаметром, добавляемая в сварной шов во время лазерной обработки
сварочная операция. Устройство может вводить проволоку в сварной шов со скоростью от 5 до 1600 дюймов в минуту.
Устройство может вводить проволоку в сварной шов со скоростью от 5 до 1600 дюймов в минуту.
 Также возможна многопроходная сварка толстых профилей с предварительной подготовкой разделки.
Также возможна многопроходная сварка толстых профилей с предварительной подготовкой разделки.Управление двигателем постоянного тока с помощью платы Arduino-Uno для системы подачи проволоки
- title={Управление двигателем постоянного тока с использованием платы Arduino-Uno для системы подачи проволоки},
автор = {Саад Шауш, Мурад Хасни, Амар Бутаган, Бадреддин Бэйбс, Мохамед Мезааке, С.
 Слиман и Махиддин Дженайхи},
journal={Международная конференция по электротехнике и технологиям в Магрибе (CISTEM) 2018},
год = {2018},
страницы={1-6}
}
Слиман и Махиддин Дженайхи},
journal={Международная конференция по электротехнике и технологиям в Магрибе (CISTEM) 2018},
год = {2018},
страницы={1-6}
} - S. Chaouch, M. Hasni, Mahieddine Djenaihi
- Опубликовано 1 октября 2018 г.
- Engineering
- Международная конференция по электротехнике и технологиям в Магрибе (CISTEM) 2018 г. В статье представлен механизм подачи проволоки, реализованный на плате Arduino-Uno. Эта система привода характеризуется высокой нагрузкой статического и вязкого трения, а также переменным моментом инерции. Таким образом, регулятор скорости с внутренней токовой петлей должен быть тщательно спроектирован. Поэтому конструкцию ПИ-регуляторов скорости и тока следует выполнять при предельных значениях, при которых инерция механизма подачи проволоки может быть принята для обеспечения устойчивости…
Просмотр на IEEE
doi.org
Проектирование и анализ надежного нелинейного синергетического контроллера для системы подачи проволоки с приводом от двигателя постоянного тока (WFS)
- Н.
 Хамуда, Б. Бэйбс, А. Бутаган 5 90
Хамуда, Б. Бэйбс, А. Бутаган 5 90
- Н.
- 2019
В этой статье был разработан надежный алгоритм нелинейного синергетического управления (NSC) для управления скоростью системы подачи проволоки (WFS) с приводом от двигателя постоянного тока с постоянным магнитом (PMDC)…
Управление двигателем постоянного тока с использованием интегральной обратной связи по состоянию и сравнение с ПИД-регулятором: моделирование и реализация Arduino для достижения заданного значения с хорошей производительностью в симуляциях, даже при изменении различных полюсов и заданных значений, и имеет лучший отклик с более быстрым временем нарастания и более быстрым временем установления.
Идентификация и управление скоростью двигателя постоянного тока с использованием ПИД-регулятора дробного порядка: микроконтроллер
ПИД-регулятор дробного порядка (FOPID) является более гибким и надежным в управлении системами более высокого порядка по сравнению с классическим ПИД-регулятором, а предлагаемый подход обеспечивает меньшее время установления, рост время и сопоставимый перерегулирование по сравнению с существующими литературными подходами.

Оптимальная настройка контроллера PIλDμ для управления скоростью двигателя PMDC с использованием алгоритма оптимизации муравьиной колонии для повышения надежности WFS
- Н. Хамуда, Б. Бабес, А. Бутаган, С. Кала, Мохамед Мезааче
Инженерное дело
020 1-я Международная конференция по системам связи, управления и обработки сигналов (CCSSP)
1 9 10 28 9 01 25 20 20 введена надежная оптимальная стратегия управления для улучшения скорости отслеживания ошибок и возможностей управления системой подачи проволоки с приводом от двигателя постоянного тока с постоянным магнитом (WFS) процесса дуговой сварки металлическим электродом в среде защитного газа (GMAW), а также производительность предлагаемого регулятора ACO-FOPID. подтвержденный.Оптимальная настройка пропорционально-интегрально-производного контроллера дробного порядка для системы подачи проволоки с использованием оптимизации колонии муравьев
- 2020
Получено: 9 января 2020 г.
 Принято: 13 февраля 2020 г. Целью этой работы является представление надежного оптимального подхода к управлению, чтобы улучшить скорость отслеживания ошибок и возможности управления…
Принято: 13 февраля 2020 г. Целью этой работы является представление надежного оптимального подхода к управлению, чтобы улучшить скорость отслеживания ошибок и возможности управления…Конструкция контроллера ANFIS с использованием алгоритма PSO для MPPT солнечной фотоэлектрической системы Устройство подачи проволоки на базе бесщеточного двигателя постоянного тока
Предложенный гибридный PSO-ANFIS на основе контроллера MPPT способен контролировать выходную мощность фотоэлектрических модулей в районе максимальной точки при любой погоде сценариев условий, а предлагаемый контроллер FOPI успешно отслеживал скорость сварочной проволоки для WFU по сравнению с традиционным PI-контроллером.
Управление и мониторинг робота-автомобиля на основе приложений для смартфонов
- Висам Карим Метеаб, Х. Алрикаби, Салван Али Хабиб Аль Султани, Ибтисам А. Альджазари
Информатика
- 2021
Кнопки дистанционного управления в этом бумажном приложении для Android были созданы в автомобиля с ними, используя связь Bluetooth для контроллера и интерфейсов Android, и реализация будет показана и обсуждена ясно.

Международный журнал по электротехнике и вычислительной технике (IJECE)
- Ангел Р. Рикардо, Израиль Бенитес, Гильермо Гонсалес, Дж. Нуньес
Материалогические науки
- 2022
Angel R. Ricaro, Israel F. BenItrezerezezerezerezerezerezerezerezerezerezerezerezerez. Компания автоматизации CEDAI, Ольгин, Куба Факультет автоматики, факультет электротехники…
Проектирование биометрической системы контроля доступа по отпечаткам пальцев с функциональностью GSM
- Терене Говендер, П. Уменне
Информатика
2021 Международная конференция по искусственному интеллекту, большим данным, вычислительной технике и системам передачи данных (icABCD)
- 2021
обеспечить доступ к воротам безопасности дома, и система была протестирована на авторизованный вход, несанкционированный вход и отправку SMS в случае несанкционированного входа GSM-модулем.

Система управления ротором бытовой техники на базе Arduino для бытового применения
- Ариф Раббани, доктор медицины Нихал Аль Рафи, Р. Хан
Информатика
2022 Международная конференция по вычислительной технике, связи, безопасности и интеллектуальным системам (IC3SIS)
- 2022
В этом проекте реализована автоматическая система управления ротором и двигателем с использованием микроконтроллера Arduino для создания системы управления двигателем, совместимой с любой бытовой техникой на основе ротора/двигателя, т. е. стиральной машиной, машиной для сушки одежды, машиной для разделки птицы и т. д.
ПОКАЗЫВАЕТ 1-10 ИЗ 10 ССЫЛОК
Моделирование и управление системой электропривода с непрерывно изменяемым заданием, моментом инерции и возмущением нагрузки система электропривода постоянного тока с плавно регулируемым заданием…
Исследование влияния регулятора скорости подачи проволоки в инверторной машине для дуговой сварки
- J.
 Gho, Y. Chae, K.S. Kim, K.S. Won, H. Mok, G. Choe
Gho, Y. Chae, K.S. Kim, K.S. Won, H. Mok, G. Choe Engineering, Materials Science
Proceedings of the IEEE International Conference on Power Electronics and Drive Systems. PEDS'99 (Кат. № 99TH8475)
- 1999
В традиционных приводах механизма подачи проволоки сварочного аппарата большинство контроллеров имеют простой контур управления скоростью. Топология схемы привода механизма подачи проволоки состоит из диодного выпрямителя и…
Использование Arduino Uno для обучения цифровому управлению силовой электроникой
- Л. Мюллер, Масих У. Мохаммед, Дж. Кимбалл
Информатика, образование
2015 16-й семинар IEEE по управлению и моделированию силовой электроники (COMPEL)
- 2015
В этой работе исследуется использование Arduino Uno для приложений силовой электроники и реализуются ключевые функции, такие как ШИМ и аналого-цифровые преобразователи, которые подходят для образовательной среды.
Нечеткий ПИД-регулятор вылета проволоки при импульсной сварке МИГ алюминиевого сплава
Полученная модель идентификации может хорошо отражать закон изменения вылета проволоки, а разработанная самонастраивающаяся нечеткая ПИД-система может эффективно контролировать вылет проволоки при импульсной сварке МИГ алюминиевого сплава. сварки, а также имеют быстрый отклик и хорошую надежность.
Дуговая сварка металлическим газом
- Д. С. Найду, С. Озчелик, К. Мур
Материаловедение
- 2003
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), иногда называемая сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG), представляет собой полуавтоматический или автоматический процесс дуговой сварки, при котором…
Electric Motor Drives: Modeling, Analysis, and Control
- R. Krishnan
Engineering
- 2001
Solutions ManualElectric Machines and DrivesApplied Intelligent Control of Induction Motor DrivesAnalysis and Control of Electric DrivesFundamentals of Electrical DrivesElectrical Machine Drives…
Влияние Arduino на разработку продвинутых курсов по микроконтроллерам
- Хуан Карлос Мартинес Сантос, Оскар Асеведо Патино, С.
 Х.К. Ортис
Х.К. Ортис Инженерное дело
Rev. Iberoam. де Текнол. дель Апрендиз.
- 2017
8-разрядный микроконтроллер Atmel с программируемой памятью 4/8/16/32 кбайт внутрисистемной памяти
. 3rd CISTEM’18 – Алжир, Алжир, 29 октября-31, 2018
- 2013
Arduino Cookbook, Published by O'Reilly Media, Inc., 1005 Gravenstein Highway
- 2011
Arc welding control”, Woodhead Publishing Limited and CRC Press LLC
What's New ... - Нортлайн Индастриал
Northline рада сообщить о недавнем приобретении МакБрум Промышленные Услуги. 88 лет в бизнесе и Стратегически расположенный в Индианаполисе, McBroom значительно расширяется Возможности Northline с Precision Spindle Repair,...
Подробнее...
Northline с гордостью объявляет о системном партнерстве с Kuka Robotics.![]() Это соглашение позволяет Northline опираться на свой существующий опыт в области робототехники и расширять свою базу знаний с партнером мирового класса в Kuka Robotics. Пожалуйста, обратитесь в Northline...
Это соглашение позволяет Northline опираться на свой существующий опыт в области робототехники и расширять свою базу знаний с партнером мирового класса в Kuka Robotics. Пожалуйста, обратитесь в Northline...
Подробнее...
Стремясь удовлетворить потребности наших клиентов, компания Northline Industrial вложила время и деньги в разработку аппаратного и программного обеспечения для поддержки системного тестирования Siemens SIMODRIVE POSMO A. Эта комбинация мотор-привод...
Подробнее...
Ниже приведены последние инвестиции Northline Industrial, направленные на удовлетворение потребностей в ремонте автоматизации объектов наших клиентов. Эта тестовая диагностика поддерживает тестирование системы с обратной связью, включая подтверждение обратной связи и цифрового управления.
Подробнее...
Объявлено о новой возможности тестирования и ремонта для Northline Industrial.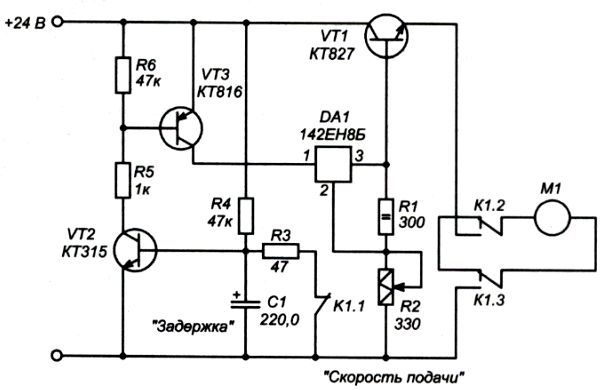 Серия Honeywell C7061 представляет собой динамический датчик пламени с самодиагностикой для обнаружения ультрафиолетового излучения, возникающего при сгорании газа, нефти и других видов топлива. Это пламя...
Серия Honeywell C7061 представляет собой динамический датчик пламени с самодиагностикой для обнаружения ультрафиолетового излучения, возникающего при сгорании газа, нефти и других видов топлива. Это пламя...
Подробнее...
Это новейшая роботизированная диагностическая система Northline Industrial. Роботы серии SRA, специально разработанные для динамично развивающейся автомобильной промышленности, позволяют значительно сократить время цикла, повысить производительность и снизить затраты. Как один из...
Подробнее...
Это система динамического контроля нагрузки двигателя Northline. Это испытание с включенным режимом работы с количественными отчетами, показывающими нагрузку, крутящий момент и кривые скорости.
Подробнее...
Представляем новейшую тестовую систему Northline. Это продукт, разработанный и изготовленный компанией Lenze для конкретного применения Comau.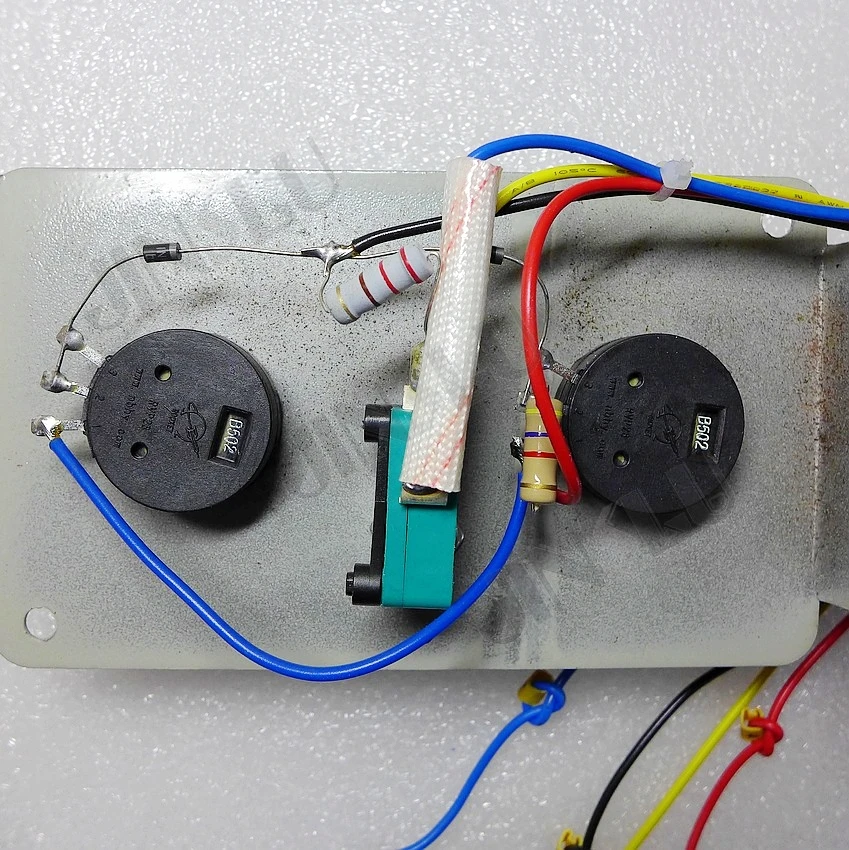 Семейство преобразователей частоты Lenze «8400 Protec» было разработано для вертикального и горизонтального...
Семейство преобразователей частоты Lenze «8400 Protec» было разработано для вертикального и горизонтального...
Подробнее...
Это система управления сварочным аппаратом MiniPak от Weltronic (WTC) для роботизированных приложений. Это автономная система управления сваркой, которая крепится к верхней части шкафа управления роботами. Теперь у Northline есть опыт и испытательная установка для ремонта и тестирования этого контроллера сварки.
Подробнее...
Новая возможность ремонта и тестирования — это сервосистема Yaskawa Sigma V AC 200V. Это последняя версия серии серводвигателей и усилителей управления движением Yaskawa Sigma.
Подробнее...
Это серия серводвигателей Yaskawa Sigma V или переменного тока. Northline теперь имеет соответствующее оборудование для динамических испытаний серводвигателей этой серии.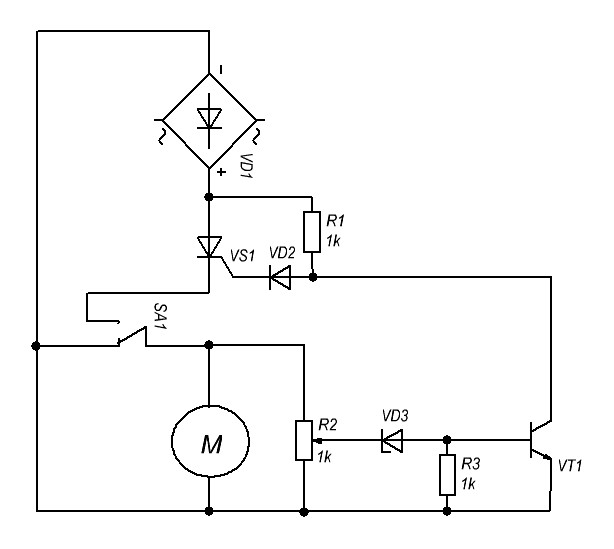
Подробнее...
Новые возможности ремонта зарядных устройств для вилочных погрузчиков Aker Wade. Northline Industrial может отремонтировать и динамически протестировать либо весь контроллер UniMax 5001, либо модуль управления дисплеем, либо модуль питания зарядного устройства.
Подробнее...
Northline теперь имеет возможности ремонта и тестирования Powerflex 755 с Ethernet IP. Используя Integrated Motion on EtherNet/IP, вы можете разместить эти диски в той же сети, что и диски Kinetix. Позвоните в Northline, если вам нужен ремонт PowerFlex 755!
Подробнее...
Новые возможности ремонта и тестирования — Northline предлагает полное динамическое тестирование как правого, так и левого механизма подачи, а также контроллера механизма подачи проволоки Mpa 74 Series Plus.
Подробнее. ..
..
Компания Northline Industrial рада сообщить о возможности ремонта сервоусилителей Mitsubishi MR-HXXX-AN.
Подробнее...
Новые возможности ремонта и тестирования — зарядные устройства для аккумуляторов вилочных погрузчиков Power Designers.
Подробнее...
Компания Northline Industrial представляет свои новейшие возможности ремонта в системах управления сваркой сопротивлением, управляемых по протоколу EtherNet IP
Подробнее...
Компания Northline Industrial рада сообщить о возможности ремонта развёртки Torch Wizard MIG.
Подробнее...
Многие производители выпускают этот модуль Контроллер температуры или похожие на него. Независимо от того, настроен ли он на 220 В переменного тока или 115 В переменного тока, Northline может отремонтировать и протестировать их все!
Подробнее.