
Расход углекислого газа — Мир Сварки
Нередко при продаже сварочного полуавтомата менеджеры сталкиваются с вопросом о расходе углекислоты. Основываясь на опыте одного из наших менеджеров, мы ответим на этот вопрос.
Для того, чтобы получить данные о расходе, возьмем в расчет следующую ситуацию: клиент варит проволокой 0,8мм, небольшие толщины и в небольшом объеме.
В стандартный черный баллон емкостью 40 л заливают 25 кг жидкой углекислоты, которая обычно хранится при давлении 60 атмосфер. В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа.
Жидкий диоксид углерода (углекислота) представляет собой бесцветную жидкость без запаха.
Расход углекислого газа определяется по формуле
G =qt ,
где t— основное время сварки. Основное время — это время на непосредственное выполнение сварочной операции.
q — удельный расход СО2 в л/мин.
Удельный расход СО2 зависит от диаметра проволоки и силы сварочного тока и определяется по таблице.
|
Диаметр, мм |
0,8 |
1,0 |
1,2 |
1,6 |
2 |
2 |
|
Сила сварочного тока, А |
60—120 |
60—160 |
100—250 |
200—250 |
240—280 |
280—400 |
|
Удельный расход СО2, л/мин |
8—9 |
8—9 |
9—12 |
14—15 |
15—18 |
18—20 |
После вычисления объема СО2 в литрах обычно переводят это значение в массу, учитывая, что при испарении 1 кг углекислоты образуется 509 л газа. Необходимо также указать требуемое количество баллонов СО2, зная, что в одном баллоне содержится 25 кг углекислоты.
Необходимо также указать требуемое количество баллонов СО2, зная, что в одном баллоне содержится 25 кг углекислоты.
Определяем время сварки Т1б, на которое хватит одного баллона при сварке проволокой 0,8 мм:
Т1б = 25 кг (кол-во углекислоты в баллоне)*509 л/9 л/мин (расход газа при сварке)=12725 л (литров газа получаемого из одного баллона)/ 9 л/мин = 1414 мин сварки ≈ 24 часа сварки.
24 часа – это время непосредственной сварки, т. е. по сути, это то время которое сварщик держит включенной кнопку на горелке (пренебрегаем продувкой после сварки при отпускании кнопки).
Расход углекислоты при сварке | ГИП & ГАП
При газовой сварке в закрытом помещении одного баллона углекислоты хватает на больший срок. Вы это знали? Не могу не поделиться этой своей находкой, потому ниже – перепост.
Не могу не поделиться этой своей находкой, потому ниже – перепост.От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно,
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/ проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 л) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам.
Какой расход углекислоты при сварке полуавтоматом?
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Содержание статьи
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.

Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Желаем удачи в работе!
Расход углекислоты при сварке полуавтоматом: формула расчета, таблица
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.
Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым. Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом. В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход. В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л.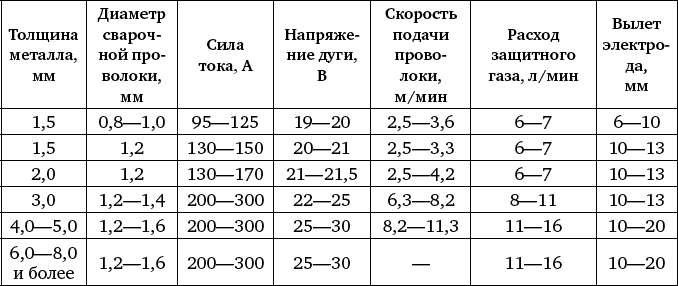 Такие баллоны используются на большинстве современных предприятий.
Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А. Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Если силу тока увеличивают до показателей в 300 А, то и нормы потребления будут расти до 10 литров в минуту.
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство. Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве. В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы.
В этом помогут следующие советы.
Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
Какой расход углекислоты при сварке полуавтоматом
В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)
40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л.
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Вес баллона — 32,3 кг.
К этому весу надо прибавить ещё: Вес газа 20-литровый баллон — 6 куб. м / 12 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 50 кг
Исходя из вышеприведенных данных. лично я считаю что 20-ти литровик будет оптимальный вариант для наших маленьких гаражей.
Удобнее перемешать одному. Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Также помимо баллона понадобиться регулятор газа. Газовый редуктор.
Сей прибор нуден для понижения давления газа который выходит из баллона и для регулировки его подачи в ваш сварочный полуавтомат.
Для углекислоты — Редуктор УР 6-6
По поводу расхода газа и проволоки.
И так на сколько же хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 20 литров?
Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в 20-литровом баллоне 6 кубометров или 6000 литров. Если в среднем расход газа на продувку 10 литров в минуту, то 20-литрового баллона должно хватить 600 минут или на 2 бабины проволоки 0,8 весом 5 кг.
Так что думаю что с 20-литровиком можно переварить не одну тачку. :))
На момент написания данной статьи
Ну вот как-то так народ. Надеюсь данная информация кому то может быть полезна.
Содержание:
В настоящее время сварочный процесс получил свое заслуженное почетное место, так как без металлических конструкций, которые создаются благодаря сварке, нашу жизнь тяжело представить.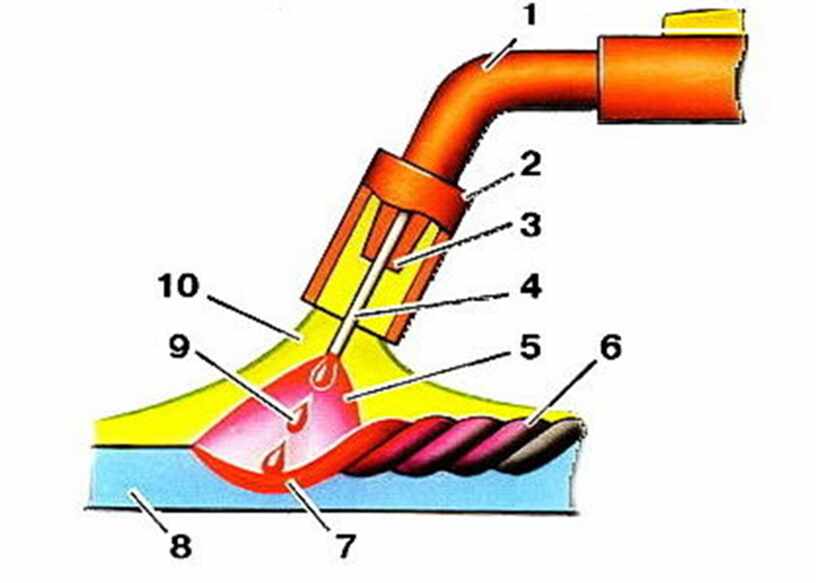 Автомобили, здания и даже кровати, и стулья, которые созданы из металла – все это произведено с помощью сварки. Сварочные работы смогли существенно облегчить производство множество сложных механизмов и массивных деталей, а автоматизация производства и вовсе создала максимально эффективные условия для развития сварочного производства. Но в данной статье мы будем говорить не о преимуществах и недостатках различных сварочных приборов, а скорее обсудим актуальную проблему, а именно расчёт расхода защитного газа при сварке. Множество сварщиков имеют свои формулы, для того чтобы определить расход газа на сварку, но большинство из них неточны, а неточности, как известно, могут сильно отразиться на производстве в целом. В данной статье предоставим вам основные формулы для расчётов и постараемся максимально объяснить трудно воспринимаемые данные.
Автомобили, здания и даже кровати, и стулья, которые созданы из металла – все это произведено с помощью сварки. Сварочные работы смогли существенно облегчить производство множество сложных механизмов и массивных деталей, а автоматизация производства и вовсе создала максимально эффективные условия для развития сварочного производства. Но в данной статье мы будем говорить не о преимуществах и недостатках различных сварочных приборов, а скорее обсудим актуальную проблему, а именно расчёт расхода защитного газа при сварке. Множество сварщиков имеют свои формулы, для того чтобы определить расход газа на сварку, но большинство из них неточны, а неточности, как известно, могут сильно отразиться на производстве в целом. В данной статье предоставим вам основные формулы для расчётов и постараемся максимально объяснить трудно воспринимаемые данные.
Общие характеристики защитных газов при сварке.
Особенность сварки в среде защитного газа заключается в том, что сварочная дуга горит в среде защитных газов, которые оттесняют окружающий воздух от свариваемой детали, защищая расплавленный металл от контакта с кислородом и азотом.
На сегодняшний день широко используется сварка именно в среде углекислого газа, а также в смеси аргона с углекислым газом. Данные защитные газы применяются для производства изделий из высокоуглеродистых, конструкционных и легированных сталей и в большинстве случаев для работы с перлитной, теплоустойчивой и высоколегированой сталью.
Аргон является весьма эффективным защитным газом, так как по своей природе он инертный и препятствует попаданию в шов расплавленного металла окисляющих газов, таких как кислород и азот.
Важное качество сварки в защитной среде из углекислого газа – это быстрое выгорание всех газов, которые имеют сходство с кислородом. Окисление происходит при контакте с углекислым газом, но также и при дислокации защитного газа под действием высоких температур.
Расчёт расхода защитных газов при сварке.
Существует множество методов расчёта используемого при сварке защитного газа, но необходимо учитывать вид производства – серийное, массовое, единичное, а также номенклатуры. При производстве металлоконструкций на мелкосерийном производстве для составления сертификаций на материалы можно воспользоваться следующей формулой, которая, напомним, применима лишь к мелкосерийному производству:
При производстве металлоконструкций на мелкосерийном производстве для составления сертификаций на материалы можно воспользоваться следующей формулой, которая, напомним, применима лишь к мелкосерийному производству:
В данном уравнении Nп представляется собой норму расхода проволоки на изделие, определяемое в килограммах, а Rг – это коэффициент, который учитывает затраты защитного газа на один килограмм проволоки. Для обобщающих отчётов под величиной данного коэффициента можно использовать значение 1.15. Но при производстве на предприятиях опытных образцов или выставочных серий изделий нормативы расхода материалов на сварку рекомендуем применять с коэффициентов не более 1.3.
Можно применять метод расчёта защитного газа под величиной Нг в кубометрах и литрах на один метр шва, и данная формула применима в основном для многосерийного производства однотипных конструкций и деталей, либо же для малого производства. Формула представляет собой:
В данном случае Нг представляет собой условное обозначение удельного расхода защитного газа, которое приведено в таблице ниже. Величина Т – это основное время, которое необходимо для сваривания определённого прохода, измеряется в секундах или минутах. Ндг – это дополнительное количество расхода защитного газа, который был затрачен на подготовительные, финишные операции прохода. N – это количество проходов, которое может равняться любому числу.
Величина Т – это основное время, которое необходимо для сваривания определённого прохода, измеряется в секундах или минутах. Ндг – это дополнительное количество расхода защитного газа, который был затрачен на подготовительные, финишные операции прохода. N – это количество проходов, которое может равняться любому числу.
Чтобы определить расчёт расхода углекислого газа на сварку в килограммах, важно учитывать, что при испарении 1 килограмма жидкой углекислоты выделяется около 509 литров углекислого газа. Дополнительный расчет расхода защитного газа при сварке в литрах или кубических метрах производится по следующей формуле:
Здесь Тпз представляет собой условное обозначение времени, затраченного на выполнение заключительных – подготовительных операций (продувка горелки до сварки, настройку сварочного аппарата, обдув места сварки по окончанию работ), измеряется в секундах, минутах. Последний метод расчёта для определения, какой расход газа на сварку является наиболее точным и экономичным. Для того чтобы проконтролировать расход газа в баллоны рекомендуем ставить расходомеры и редуктора.
Для того чтобы проконтролировать расход газа в баллоны рекомендуем ставить расходомеры и редуктора.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
сколько литров аргона в баллоне?
Нередко при продаже сварочного полуавтомата менеджеры сталкиваются с вопросом о расходе углекислоты. Основываясь на опыте одного из наших менеджеров, мы ответим на этот вопрос.
Для того, чтобы получить данные о расходе, возьмем в расчет следующую ситуацию: клиент варит проволокой 0,8мм, небольшие толщины и в небольшом объеме.
В стандартный черный баллон емкостью 40 л заливают 25 кг жидкой углекислоты, которая обычно хранится при давлении 60 атмосфер. В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа.
В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа.
Жидкий диоксид углерода (углекислота) представляет собой бесцветную жидкость без запаха.
Расход углекислого газа определяется по формуле
G =qt ,
где t— основное время сварки. Основное время — это время на непосредственное выполнение сварочной операции.
q — удельный расход СО2 в л/мин.
Удельный расход СО2 зависит от диаметра проволоки и силы сварочного тока и определяется по таблице.
Диаметр, мм | 0,8 | 1,0 | 1,2 | 1,6 | ||
Сила сварочного тока, А | 60—120 | 60—160 | 100—250 | 200—250 | 240—280 | 280—400 |
Удельный расход СО2, л/мин | 8—9 | 8—9 | 9—12 | 14—15 | 15—18 | 18—20 |
После вычисления объема СО2 в литрах обычно переводят это значение в массу, учитывая, что при испарении 1 кг углекислоты образуется 509 л газа. Необходимо также указать требуемое количество баллонов СО2, зная, что в одном баллоне содержится 25 кг углекислоты.
Необходимо также указать требуемое количество баллонов СО2, зная, что в одном баллоне содержится 25 кг углекислоты.
Определяем время сварки Т1б, на которое хватит одного баллона при сварке проволокой 0,8 мм:
24 часа – это время непосредственной сварки, т. е. по сути, это то время которое сварщик держит включенной кнопку на горелке (пренебрегаем продувкой после сварки при отпускании кнопки).
Сколько газа в баллоне
Кислород, аргон, азот, гелий, сварочные смеси: 40-литровый баллон при 150 атм — 6 куб. м / гелий 1 кг, прочие сжатые газы 8-10 кг
Ацетилен: 40-литровый баллон при 19 кгс/см2 — 4,5 куб. м / 5,5 кг растворенного газа
Углекислота: 40-литровый баллон — 12 куб. м / 24 кг жидкого газа
Пропан: 50-литровый баллон — 10 куб. м / 42 литра жидкого газа / 21 кг жидкого газа
Сколько весят баллоны
Кислород, аргон, азот, гелий, углекислота, сварочные смеси: вес пустого 40-литрового баллона — 70 кг
Ацетилен: вес пустого 40-литрового баллона — 90 кг
Пропан: вес пустого 50-литрового баллона — 22 кг
Какая резьба на баллонах
Резьба под вентили в горловинах баллонов по ГОСТ 9909-81
W19,2 — 10-литровые и меньшего объема баллоны для любых газов, а также углекислотные огнетушители
W27,8 — 40-литровые кислород, углекислота, аргон, гелий, а также 5, 12, 27 и 50 литров пропан
W30,3 — 40-литровые ацетилен
М18х1,5 — огнетушители (Внимание! Не пытайтесь заправлять в порошковые огнетушители углекислоту или любой сжатый газ, но вполне можно заправлять пропан. )
)
Резьба на вентиле для присоединения редуктора
G1/2″ — часто встречается на 10-литровых баллонах, под стандартный редуктор нужен переходник
G3/4″ — стандарт на 40-литровых кислороде, углекислоте, аргоне, гелии, сварочных смесях
СП 21,8×1/14″ — для пропана резьба левая
Давление кислорода или аргона в полностью заправленном баллоне в зависимости от температуры
-40C — 105 кгс/см2
-20C — 120 кгс/см2
0C — 135 кгс/см2
+20C — 150 кгс/см2 (номинал)
+40C — 165 кгс/см2
Давление гелия в полностью заправленном баллоне в зависимости от температуры
-40C — 120 кгс/см2
-20C — 130 кгс/см2
0C — 140 кгс/см2
+20C — 150 кгс/см2 (номинал)
+40C — 160 кгс/см2
Давление ацетилена в полностью заправленном баллоне в зависимости от температуры
-5C — 13,4 кгс/см2
0C — 14,0 кгс/см2
+20C — 19,0 кгс/см2 (номинал)
+30C — 23,5 кгс/см2
+40C — 30,0 кгс/см2
Проволока сварочная Св-08, вес 1 километра проволоки по длине в зависимости от диаметра
0,6 мм — 2,222 кг
0,8 мм — 3,950 кг
1,0 мм — 6,173 кг
1,2 мм — 8,888 кг
Калорийность (теплотворная способность) природного и сжиженного газа
Природный газ — 8570 ккал/м3
Пропан — 22260 ккал/м3
Бутан — 29415 ккал/м3
Сжиженный газ СУГ (усредненная пропан-бутановая смесь) — 25800 ккал/м3
По теплотворной способности 1 куб.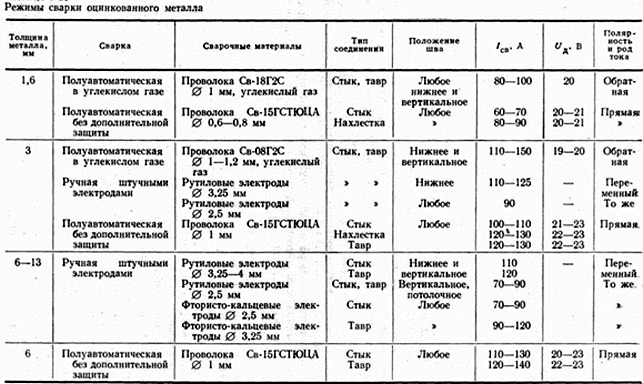 м сжиженного газа = 3 куб.м природного газа!
м сжиженного газа = 3 куб.м природного газа!
Отличия бытовых баллоных пропановых редукторов от промышленных
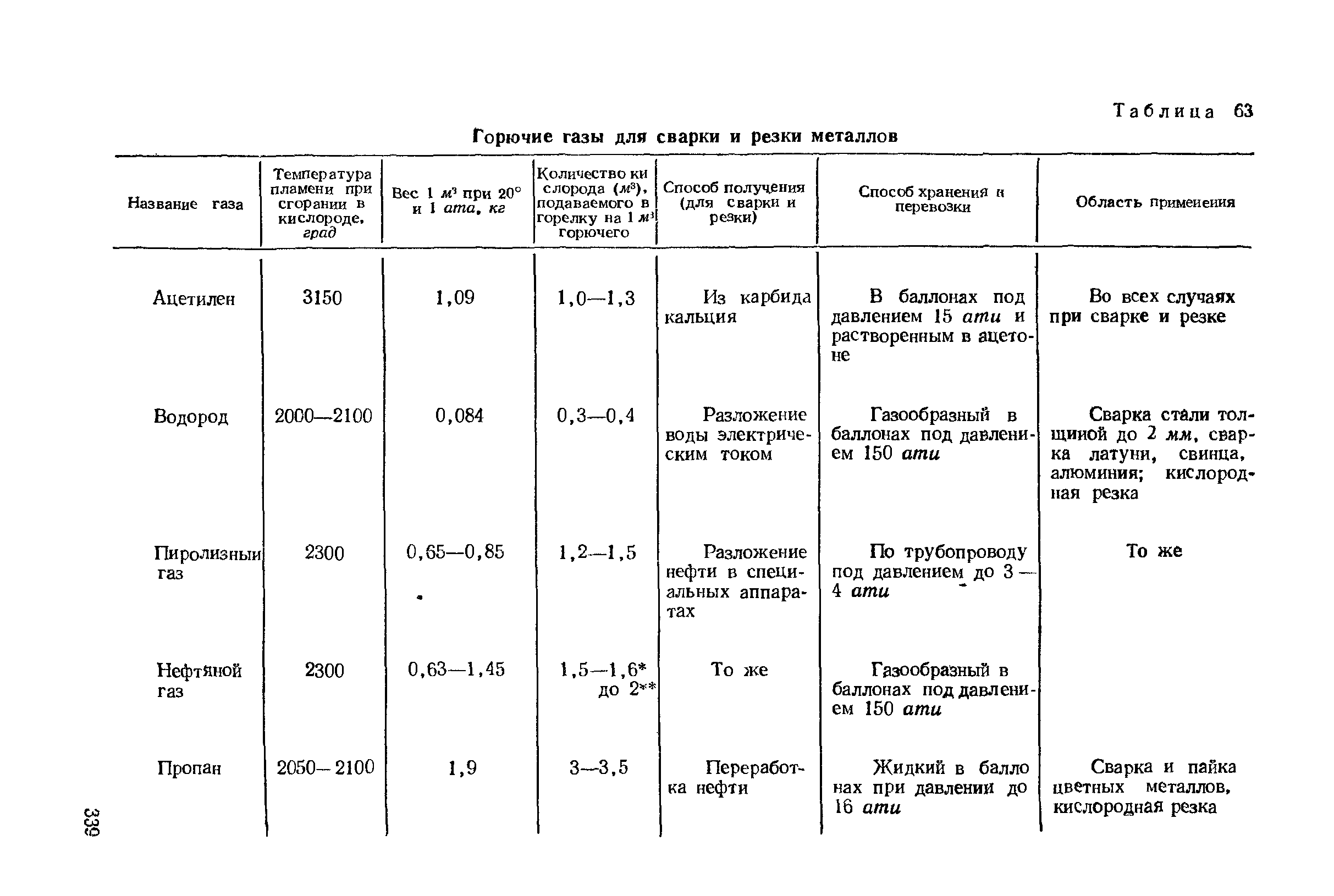
Основные сведения о газосварочных горелках
Горелки типа Г2 «Малютка», «Звездочка» являются самыми распространенными и универсальными сварочными горелками, и при покупке горелки для общих целей стоит приобретать именно их. Горелки могут комплектоваться разными наконечниками, и в зависимости от установленного наконечника обладать разными характеристиками:
Наконечник №1 — толщина свариваемого металла 0,5 — 1,5 мм — средний расход ацетилена/кислорода 75/90 л/час
Наконечник №2 — толщина свариваемого металла 1 — 3 мм — средний расход ацетилена/кислорода 150/180 л/час
Наконечник №3 — толщина свариваемого металла 2 — 4 мм — средний расход ацетилена/кислорода 260/300 л/час
Важно знать и помнить, что ацетиленовые горелки не могут устойчиво работать на пропане, и для сварки, пайки, нагрева деталей пропан-кислородным пламенем необходимо применять горелки типа ГЗУ и прочие, специально предназначенные для работы на пропан-бутане. Необходимо учитывать, что сварка пропан-кислородным пламенем дает худшие характеристики шва, чем сварка на ацетилене или электросварка, и поэтому к ней следует прибегать только в исключительных случаях, а вот пайка или нагрев на пропане могут быть даже более комфортны, чем на ацетилене. Характеристики пропан-кислородных горелок, в зависимости от установленного наконечника, следующие:
Необходимо учитывать, что сварка пропан-кислородным пламенем дает худшие характеристики шва, чем сварка на ацетилене или электросварка, и поэтому к ней следует прибегать только в исключительных случаях, а вот пайка или нагрев на пропане могут быть даже более комфортны, чем на ацетилене. Характеристики пропан-кислородных горелок, в зависимости от установленного наконечника, следующие:
Наконечник №1 — средний расход пропан-бутана/кислорода 50/175 л/час
Наконечник №2 — средний расход пропан-бутана/кислорода 100/350 л/час
Наконечник №3 — средний расход пропан-бутана/кислорода 200/700 л/час
Для правильной и безопасной работы горелки очень важно установить правильное давление газа на входе в неё. Все современные горелки выполняются инжекторными, т.е. подсос горючего газа в них выполняется струей кислорода, проходящей по центральному каналу инжектора, и поэтому давление кислорода должно быть выше давления горючего газа. Обычно устанавливают следующее давление:
Давление кислорода на входе в горелку — 3 кгс/см2
Давление ацетилена или пропана на входе в горелку — 1 кгс/см2
Инжекторные горелки наиболее устойчивы к обратному удару пламени и рекомендуется использовать именно их. В старых, безинжекторных горелках, давление кислорода и горючего газа устанавливается равным, в силу чего развитие обратного удара пламени облегчается, это делает такую горелку более опасной, особенно для начинающих газосварщиков, которые часто умудряются макнуть мундштук горелки в сварочную ванну, что чрезвычайно опасно.
В старых, безинжекторных горелках, давление кислорода и горючего газа устанавливается равным, в силу чего развитие обратного удара пламени облегчается, это делает такую горелку более опасной, особенно для начинающих газосварщиков, которые часто умудряются макнуть мундштук горелки в сварочную ванну, что чрезвычайно опасно.
Также следует всегда соблюдать правильную последовательность открывания/закрывания вентилей горелки при её зажигании/гашении. При зажигании первым всегда открывается кислород, потом горючий газ. При гашении сначала закрывается горючий газ, а потом кислород. Учтите, что при гашении горелки в такой последовательности может происходить хлопок — не бойтесь, это нормально.
Обязательно нужно правильно выставлять соотношение газов в пламени горелки. При правильном соотношении горючего газа и кислорода ядро пламени (небольшая яркая светящаяся область прямо у мундштука) жирное, густое, четко очерчено, не имеет вокруг вуали в пламени факела. При избытке горючего газа вокруг ядра будет вуаль. При избытке кислорода ядро станет бледным, острым, колючим. Чтоб правильно выставить состав пламени сначала дайте избыток горючего газа, чтоб появилась вуаль вокруг ядра, и потом плавно добавляйте кислород или убирайте горючий газ до момента, когда вуаль полностью исчезнет, и тут же прекращайте крутить вентили, это и будет оптимальное сварочное пламя. Сварку нужно вести зоной пламени у самого кончика ядра, но не в коем случае не совать само ядро в сварочную ванну, и не относить слишком далеко.
При избытке кислорода ядро станет бледным, острым, колючим. Чтоб правильно выставить состав пламени сначала дайте избыток горючего газа, чтоб появилась вуаль вокруг ядра, и потом плавно добавляйте кислород или убирайте горючий газ до момента, когда вуаль полностью исчезнет, и тут же прекращайте крутить вентили, это и будет оптимальное сварочное пламя. Сварку нужно вести зоной пламени у самого кончика ядра, но не в коем случае не совать само ядро в сварочную ванну, и не относить слишком далеко.
Не стоит путать сварочную горелку и газовый резак. Сварочные горелки имеют два вентиля, а газовый резак — три вентиля. Два вентиля газового резака отвечают за подогревающее пламя, а третий дополнительный вентиль открывает струю режущего кислорода, который, проходя по центральному каналу мундштука, заставляет металл гореть в зоне реза. Важно понимать, что газовый резак режет не выплавлением металла из зоны реза, а его выжиганием с последующим удалением шлака динамическим воздействием струи режущего кислорода. Для того, чтобы разрезать газовым резаком металл, необходимо зажечь подогревающее пламя, действуя также, как в случае зажигания сварочной горелки, поднести резак к краю реза, нагреть небольшой локальный участок металла до красного свечения и резко открыть кран режущего кислорода. После того, как металл загорится и начнет образовываться рез, резак начинают перемещать в соответствии с необходимой траекторией реза. По окончании реза кран режущего кислорода обязательно закрывают, оставляя только подогревающее пламя. Рез всегда нужно начинать только с края, но если есть острая необходимость начать рез не с края, а с середины, то не стоит «пробивать» металл резаком, лучше просверлить сквозное отверстие и начать резку от него, это намного безопаснее. Некоторые сварщики-акробаты умудряются резать металл небольшой толщины обычными сварочными горелками, ловко манипулируя вентилем горючего газа, периодически перекрывая его и оставляя чистый кислород, а потом снова зажигая горелку о горячий металл, и хотя видеть такое можно достаточно часто, стоит предупредить, что делать это опасно, а качество реза получается низкое.
Для того, чтобы разрезать газовым резаком металл, необходимо зажечь подогревающее пламя, действуя также, как в случае зажигания сварочной горелки, поднести резак к краю реза, нагреть небольшой локальный участок металла до красного свечения и резко открыть кран режущего кислорода. После того, как металл загорится и начнет образовываться рез, резак начинают перемещать в соответствии с необходимой траекторией реза. По окончании реза кран режущего кислорода обязательно закрывают, оставляя только подогревающее пламя. Рез всегда нужно начинать только с края, но если есть острая необходимость начать рез не с края, а с середины, то не стоит «пробивать» металл резаком, лучше просверлить сквозное отверстие и начать резку от него, это намного безопаснее. Некоторые сварщики-акробаты умудряются резать металл небольшой толщины обычными сварочными горелками, ловко манипулируя вентилем горючего газа, периодически перекрывая его и оставляя чистый кислород, а потом снова зажигая горелку о горячий металл, и хотя видеть такое можно достаточно часто, стоит предупредить, что делать это опасно, а качество реза получается низкое.
Сколько баллонов можно перевозить без оформления специальных разрешительных документов
Правила перевозки газов автомобильным транспортом регламентируются Правилами перевозки опасных грузов автомобильным транспортом (ПОГАТ), которые в свою очередь согласуются с требованиями Европейского соглашения о международной перевозке опасных грузов (ДОПОГ).
В пункте ПОГАТ 1.2 указывается, что «Действия Правил не распространяются на … перевозки ограниченного количества опасных веществ на одном транспортном средстве, перевозку которых можно считать как перевозку неопасного груза. Ограниченное количество опасных грузов определяется в требованиях по безопасной перевозке конкретного вида опасного груза. При его определении возможно использование требований Европейского соглашения о международной дорожной перевозке опасных грузов (ДОПОГ)».
Согласно ДОПОГ, все газы относятся ко второму классу опасных веществ, при этом разные газы могут иметь различные опасные свойства: A — удушающие газы, O — окисляющие вещества, F — легковоспламеняющиеся вещества. Удушающие и окисляющие газы отностся к третьей транспортной категории, а легковоспламеняющиеся — ко второй. Максимальное количество опасного груза, перевозка которого не подпадает под Правила, указывается в ДОПОГ п.1.1.3.6, и составляет 1000 единиц для третьей транспортной категории (классов 2A и 2O), а для второй транспортной категории (класса 2F) максимальнное количество составляяет 333 единицы. Для газов под одной единицей понимается 1 литр вместимости сосуда, либо 1 кг сжиженного или растворенного газа.
Удушающие и окисляющие газы отностся к третьей транспортной категории, а легковоспламеняющиеся — ко второй. Максимальное количество опасного груза, перевозка которого не подпадает под Правила, указывается в ДОПОГ п.1.1.3.6, и составляет 1000 единиц для третьей транспортной категории (классов 2A и 2O), а для второй транспортной категории (класса 2F) максимальнное количество составляяет 333 единицы. Для газов под одной единицей понимается 1 литр вместимости сосуда, либо 1 кг сжиженного или растворенного газа.
Таким образом, согласно ПОГАТ и ДОПОГ, на автомобиле можно свободно перевозить следующее количество баллонов: кислород, аргон, азот, гелий и сварочные смеси — 24 баллона по 40 литров; углекислота — 41 баллон по 40 литров; пропан — 15 баллонов по 50 литров, ацетилен — 18 баллонов по 40 литров. (Примечание: ацетилен хранится в баллонах растворенным в ацетоне, и каждый баллон, помимо газа, содержит 12,5 кг такого же горючего ацетона, что учтено при расчетах.)
При совместной перевозке различных газов следует руководствоваться ДОПОГ п. 1.1.3.6.4: «Если в одной и той же транспортной единице перевозятся опасные грузы, относящиеся к разным транспортным категориям, сумма количества веществ и изделий транспортной категории 2, помноженного на «3», и количества веществ и изделий транспортной категории 3 не должна превышать 1000 единиц».
1.1.3.6.4: «Если в одной и той же транспортной единице перевозятся опасные грузы, относящиеся к разным транспортным категориям, сумма количества веществ и изделий транспортной категории 2, помноженного на «3», и количества веществ и изделий транспортной категории 3 не должна превышать 1000 единиц».
Также в ДОПОГ п. 1.1.3.1 содержится указание, что: «Положения ДОПОГ не применяются … к перевозке опасных грузов частными лицами, когда эти грузы упакованы для розничной продажи и предназначены для их личного потребления, использования в быту, досуга или спорта, при условии, что приняты меры для предотвращения любой утечки содержимого в обычных условиях перевозки».
Дополнительно имеется разъяснение ДОБДД МВД России от 26.07.2006 г. исх. 13/2-121, в соответствии с которым «Перевозку аргона сжатого, ацетилена растворенного, кислорода сжатого и пропана, находящихся в баллонах емкостью по 50 л. без соблюдения требований Правил перевозки опасных грузов автомобильным транспортом, возможно осуществлять на одной транспортной единице в следующих количествах: ацетилен растворенный или пропан — не более 6 баллонов, аргон или кислород сжатые — не более 20 баллонов. В случае совместной перевозки двух из указанных опасных грузов возможны следующие соотношения по количеству баллонов: 1 баллон с ацетиленом и 17 баллонов с кислородом или аргоном; 2 и 14; 3 и 11; 4 и 8; 5 и 5; 6 и 2. Такие же соотношения возможны в случае перевозки пропана и кислорода или аргона сжатых. При совместной перевозке аргона и кислорода сжатых максимальное количество не должно превышать 20 баллонов, независимо от их соотношения, а при совместной перевозке ацетилена и пропана — 6 баллонов, также независимо от их соотношения».
В случае совместной перевозки двух из указанных опасных грузов возможны следующие соотношения по количеству баллонов: 1 баллон с ацетиленом и 17 баллонов с кислородом или аргоном; 2 и 14; 3 и 11; 4 и 8; 5 и 5; 6 и 2. Такие же соотношения возможны в случае перевозки пропана и кислорода или аргона сжатых. При совместной перевозке аргона и кислорода сжатых максимальное количество не должно превышать 20 баллонов, независимо от их соотношения, а при совместной перевозке ацетилена и пропана — 6 баллонов, также независимо от их соотношения».
Исходя из вышеизложенного, рекомендуется руководствоваться указанием ДОБДД МВД России от 26.07.2006 г. исх. 13/2-121, там разрешается меньше всего и прямо указывается количество, чего можно и как. В этом указании конечно забыли про углекислоту, но всегда можно сказать, что она равна аргону, сотрудники ГИБДД как правило не являются великими химиками и им этого хватает. Помните, что ПОГАТ / ДОПОГ тут полностью на вашей строне, углекислоты по ним можно перевозить даже больше, чем аргона. Правда по-любому будет за вами. На 2014 год автору известно как минимум о 4 выигранных судебных процессах против ГИБДД, когда людей пытались наказать за перевозку меньшего количества баллонов, чем подпадает под ПОГАТ / ДОПОГ.
Правда по-любому будет за вами. На 2014 год автору известно как минимум о 4 выигранных судебных процессах против ГИБДД, когда людей пытались наказать за перевозку меньшего количества баллонов, чем подпадает под ПОГАТ / ДОПОГ.
Примеры использования вышеприведенных данных на практике и в расчетах
Вопрос: На сколько хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 10 литров?
Ответ: Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в «большом» 40-литровом баллоне 12 кубометров или 12000 литров, если пересчитать на «маленький» 10-литровый баллон, то в нём углекислоты будет 3 куб. метра или 3000 литров. Если расход газа на продувку 10 литров в минуту, то 10-литрового баллона обязано хватить 300 минут или на 1 кассету проволоки 0,8 весом 5 кг, или «большого» баллона 40 литров на 4 кассеты по 5 кг.
Вопрос: Хочу поставить на даче газовый котел и отапливаться от баллонов, на сколько будет хватать одного баллона?
Ответ: В 50-литровом «большом» пропановом баллоне 21 кг сжиженного газа или 10 кубометров газа в газообразном виде, но так прямо в лоб переводить в кубометры и считать по ним расход нельзя, потому что теплота сгорания сжиженного пропан-бутана в 3 раза выше, чем теплота сгорания натурального газа, а на котлах обычно пишут расход именно натурального газа! Правильнее делать так: находим данные котла сразу по сжиженному газу, например возьмем очень распространенный котел АОГВ-11,6 мощностью 11,6 кВт и рассчитанный на отопление 110 кв. метров. На сайте ЖМЗ указан расход сразу в килограммах в час для сжиженного газа — 0,86 кг в час при работе на полную мощность. 21 кг газа в баллоне делим на 0,86 кг/час = 18 часов непрерывного горения такого котла на 1 баллоне, реально это будет происходить, если на улице -30С при стандартном доме и обычном требовании к температуре воздуха в нем, а если на улице будет всего всего -20С, то 1 баллона будет хватать на 24 часа (сутки).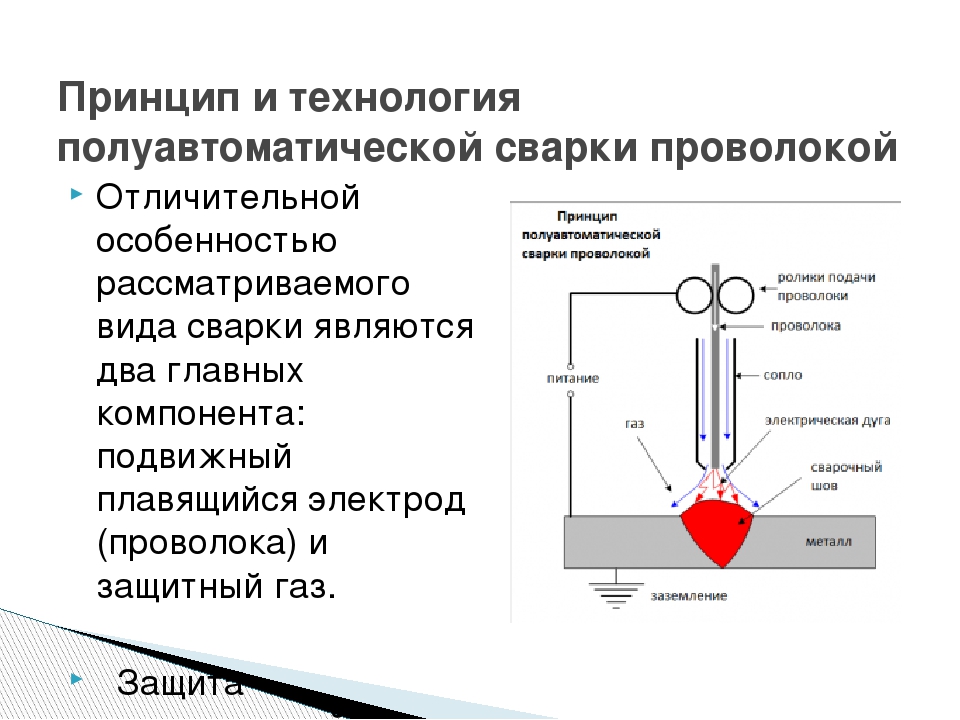 Можно сделать вывод, что чтоб отапливать обычный домик в 110 кв. метров баллонным газом в холодные месяцы года нужно примерно 30 баллонов в месяц. Нужно помнить, что в связи с разной теплотворной способностью сжиженного и природного газа расход сжиженного и природного газа при одной и той же мощности для котлов разный. Для перехода с одного вида газа на другой в котлах обычно нужно менять жиклеры / форсунки. А теперь, кому интересно, можно посчитать и через кубы. На том же сайте ЖМЗ дан расход котла АОГВ-11,6 и по природному газу, он составляет 1,3 куб.м в час, т.е. 1,3 куба природного газа в час равны расходу сжиженного газа 0,86 кг/час. В газообразном виде 0,86 кг сжиженного пропан-бутана примерно равны 0,43 кубам газообразного пропан-бутана. Помним, что пропан-бутан в три раза «мощнее» природного газа. Проверяем: 0,43 х 3 = 1,26 куба. Бинго!
Можно сделать вывод, что чтоб отапливать обычный домик в 110 кв. метров баллонным газом в холодные месяцы года нужно примерно 30 баллонов в месяц. Нужно помнить, что в связи с разной теплотворной способностью сжиженного и природного газа расход сжиженного и природного газа при одной и той же мощности для котлов разный. Для перехода с одного вида газа на другой в котлах обычно нужно менять жиклеры / форсунки. А теперь, кому интересно, можно посчитать и через кубы. На том же сайте ЖМЗ дан расход котла АОГВ-11,6 и по природному газу, он составляет 1,3 куб.м в час, т.е. 1,3 куба природного газа в час равны расходу сжиженного газа 0,86 кг/час. В газообразном виде 0,86 кг сжиженного пропан-бутана примерно равны 0,43 кубам газообразного пропан-бутана. Помним, что пропан-бутан в три раза «мощнее» природного газа. Проверяем: 0,43 х 3 = 1,26 куба. Бинго!
Вопрос: Купил горелку типа ГВ-1 (ГВН-1, ГВМ-1), подключил её к баллону через РДСГ-1 «Лягушку», а она еле горит. Почему?
Ответ: Для работы газовоздушных пропановых горелок, применяемых для газопламенной обработки, необходимо давление газа 1 — 3 кгс/см2, а бытовой редуктор, рассчитанный на газовые плиты, выдает 0,02 — 0,036 кг/см2, что явно недостаточно. Также бытовые пропановые редукторы не рассчитаны на большую пропускную способность для работы с мощными промышленными горелками. В вашем случае необходимо использовать редуктор типа БПО-5.
Вопрос: Купил газовый нагреватель в гараж, нашел пропановый редуктор от газового резака типа БПО-5, подключил нагреватель через него. Нагреватель пыхает огнем и горит нестабильно. Что делать?
Ответ: Бытовые газовые приборы обычно рассчитаны на давление газа 0,02 — 0,036 кг/см2, именно столько выдает бытовой редуктор типа РДСГ-1 «Лягушка», а промышленные баллонные редукторы расчитаны на давление 1 — 3 кгс/см2, что минимум в 50 раз больше. Естественно, что при вдувании в бытовой газовый прибор такого избыточного давления, он не может правильно работать. Вам необходимо изучить инструкцию на свой газовый прибор и использовать правильный редуктор, выдающий строго такое давление газа на входе в прибор, какое ему требуется.
Вопрос: Насколько хватает ацетилена и кислорода при сварке труб на сантехнических работах?
Ответ: В 40-литровом баллоне содержится 6 куб. м кислорода или 4,5 куб. м ацетилена. Средний расход газа горелкой типа Г2 с установленным наконечником №3, чаще всего используемом для работ по сантехнике, составляет 260 литров ацетилена и 300 литров кислорода в час. Значит кислорода хватит на: 6 куб. м = 6000 литров / 300 л/час = 20 часов, а ацетилена: 4500 литров / 260 л/час = 17 часов. Итого: пары полностью заправленных 40-литровых баллонов ацетилен + кислород примерно хватит на 17 часов непрерывного горения горелки, что на практике обычно составляет 3 смены работы сварщика по 8 часов смена.
Вопрос: Нужно или нет, согласно ПОГАТ / ДОПОГ, оформлять специальные разрешительные документы для перевозки на одном автомобиле совместно 2 баллонов пропана и 4 баллонов кислорода?
Ответ: Согласно ДОПОГ п. 1.1.3.6.4 производим расчет: 21 (вес жидкого пропана в каждом баллоне) * 2 (количество пропановых баллонов) * 3 (коэффициент из ДОПОГ п. 1.1.3.6.4) + 40 (объем кислородного в баллона в литрах, кислород в баллоне сжатый) * 4 (количество кислородных баллонов) = 286 единиц. Результат меньше 1000 единиц, такое количество баллонов и в таком сочетании можно перевозить свободно, без оформления специальных документов. Кроме того, имеется разъяснение ДОБДД МВД России от 26.07.2006 г. исх. 13/2-121, прямо указывающее, что такую перевозку допускается производить без соблюдения требований ПОГАТ.
Вернуться в мастерскую
Какой баллон нужен для полуавтомата? — Станки, сварка, металлообработка
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода «электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа.
Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке.
Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно.
Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака.
Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Маркировка и характеристики баллонов для сварки
В обычном воздухе содержится кислород, азот и водород – газы, которые негативно влияют на сварочное соединение, вызывая коррозию, старение и растрескивание металла.
Для обеспечения качественной сварки в воздушной атмосфере приходится применять флюсы, а также электрода с покрытиями. Значительно улучшает результат проведение сварки в газовой среде. Для этого требуется специальный сварочный аппарат и газовые баллоны.
Виды газов
Применяемые в сварке газы подразделяют на активные и инертные, среди активных есть реагирующие и нейтральные. Причем активный газ при одних условиях и видах сварки может быть реагирующим, при других – нейтральным.
Все они закачиваются в специальные сварочные баллоны. Прежде чем заказывать газ для работы, следует ознакомиться с видами стандартной маркировки, возможностью последующей заправки баллонов сварочной смесью, их оснащением.
Все газы закачиваются в баллоны под давлением. Поэтому делают емкости из стали, не имеющей швов. Только при давлении меньше 3 МПа газовые емкости могут быть сварными, иметь шов.
В практике сварочного дела такие виды не встречаются. Газы для сварки поставляют только в баллонах без швов со специальными запорными вентилями. Для разных газов предназначены принципиально отличающиеся вентили.
Баллоны с газообразными легко воспламеняющимися углеводородами – ацетиленом, пропаном, бутаном и прочими – оснащены вентилями с левой резьбой.
Баллоны со всеми остальными газами, включая кислород, азот, углекислый и инертные газы, оборудован вентилями с правой резьбой.
Разница в направлениях вращения вентиля исключает возможность случайных ошибок, аварий при сварке или ином применении газа.
Окраска
С целью безопасности внедрена строго определенная окраска емкостей и надписи на нем. Наиболее применяемые в варке газы имеют следующую цветовую маркировку:
- баллон с аргоном высокой степени очистки имеет серую окраску, на него нанесена надпись зеленого цвета. Черный баллон с техническим аргоном имеет синюю надпись. Существует еще так называемый сырой аргон со своей маркировкой. В сварке такой газ не применяют;
- углекислотные баллоны покрашены в черный цвет, надпись на них выполнена желтым цветом;
- кислородные баллоны для сварки всегда имеют голубой цвет, а надписи на них черные. Так окрашен и медицинский, и технический сорт газа. В медицине кислород применят очень часто. Его транспортируют на тележках, затем при необходимости устанавливают баллон в специальный футляр;
- емкости с ацетиленом, весьма востребованным в сварке, имеют черную окраску. Ацетилен очень легко взрывается. Поэтому его закачивают не в пустые объемы, а содержащие специальные наполнители с большим количеством пор. Такой способ заполнения значительно уменьшает вероятность взрывов.
Начинающим сварщикам полезно запомнить цветовую маркировку газов на отечественном рынке. Не стоит удивляться, если на импортной продукции окраска будет иной. Международная маркировка несколько отличается от отечественной.
Элементы устойчивости и объем
Сверху на всех баллонах обязательно крепится колпак. Он предохраняет вентиль от случайных повреждений при транспортировке. На нижнюю часть плотно насажена основа квадратной формы.
Она позволяет устойчиво выставлять емкость в вертикальное положение, что важно при сварке. Во время эксплуатации перемещать баллон вместе со сварочным полуавтоматом можно на специальной тележке. Это удобный метод обслуживания сварочного места в любой рабочее зоне.
В продаже представлены емкости от 10 л до 40 л. Соблазнительным кажется вариант приобретения для сварки меньшего объема. Цена его меньше, но после использования газа заправить новый будет не так просто.
Большинство заправочных станций приспособлено для заполнения 40 л. Исключение составляет углекислота. В связи с тем, что ее закачивают в огнетушители, возможности заправочных станций позволяют заполнять маленькие объемы.
Редуктор
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Безопасность
Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Расход газа при сварке полуавтоматом
Полуавтоматическая сварка обычно осуществляется в газовой среде с применением проволоки. Процесс представляет собой электродуговую сварку с использованием тепловой энергии, исходящей от электрической дуги, которая соединяет металлическую поверхность изделия и окончание электрода. Какой газ нужен для сварки полуавтоматом?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Ацетилен
Характеристики:
- бесцветный;
- легче воздуха;
- обладает специфичным запахом.
Это один из самых распространенных газов, который используется в данной сфере деятельности. Он обладает среди остальных видов газа наиболее высокой температурой горения, имеет высокую полярность. Часто применяется из-за высокой температуры горения при резке металлических конструкций.
Для производства ацетилена применяются специализированные генераторы. Получить ацетилен можно при помощи соединения воды с карбидом кальция, который способен даже поглощать влагу из атмосферной среды. Поэтому согласно требованиям безопасности к данному химическому соединению предусматриваются особые условия хранения.
Водород
Характеристики:
- бесцветный;
- не имеет запаха;
- относится к взрывоопасным средствам.
При соединении с кислородом, воздушной средой образует гремучий газ. По требованиям безопасности водородные баллоны не должны находиться под давлением более 15 МПа.
Для производства водорода используются специализированные генераторы. Водород также выделяется благодаря синтезу воды.
Коксовый газ
Характеристики:
- бесцветный;
- имеет специфичный запах.
Это побочный продукт, извлекаемый в процессе добычи кокса, который, в свою очередь, выводится из каменного угля. Этот газ можно транспортировать при помощи трубопроводных магистралей.
Достаточно распространенные виды газов, применяемые для множества сварочных работ. К ним нет особых требований при транспортировании, хранении. Добыча этих разновидностей газов для сварки полуавтоматом производится на их месторождениях.
Газ пиролизный
Извлекается в процессе распада нефтяных продуктов. Этот газ способствует образованию коррозии мундштуков горелки, в результате чего они быстро выходят из строя. Пиролизный газ перед его непосредственным использованием подвергается очистке. Применяется данная субстанция, как для сваривания металлических конструкций, так и для их резки.
Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.
Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно. При соединении медных, стальных, титановых деталей температура пламени регулируется.
Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
- При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования. В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом.
- Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности. Но, для стационарных работ данная методика считается наиболее эффективной.
- При газосварке применяется проволока, имеющая в своем составе кремний, марганец.
Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха. В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Технология выполнения сварки в углекислом газе легко усваивается, при необходимости ее можно быстро изучить.
- Ограниченная зона термических влияний предоставляет возможность соединять тонкие металлические изделия.
- Углекислый газ наиболее доступный из всех типов газов, применяемых для сварки.
- довольно высокая скорость расплавления присадочной проволоки, соответственно высокая производительность работ.
- Краска на изделии выгорает узкой полоской. Это позволяет подготовительные, финишные работы свести к минимуму.
- Сварные швы получаются высокого качества для деталей разной толщины.
- Отсутствует необходимость предварительно подгонять свариваемые образцы.
Итог
Сварка полуавтоматом с газом позволяет значительно экономить время на выполнении работ, так как отсутствует необходимость замены электродов, зачистки шлакообразований на сварных соединениях.
Одним из наиболее популярных защитных газов, используемых в процессе сварки, является СО2. Обычно, сварщики еще до начала работ стараются узнать, на сколько хватает баллона углекислоты и от каких показателей зависит ее потребление. Некоторые справочные материалы и реальный опыт позволяют с необходимой точностью определить данный параметр.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.
Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Компания «Промтехгаз» — качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Компания «Промтехгаз» занимается не только заправкой баллонов техническими газами от лучших российских поставщиков, но и сама является их производителем. Поэтому, в качестве заправленной газовой смеси можно не сомневаться, поскольку все процессы выполняются в соответствии с установленными стандартами, правилами и нормами. По прочим техническим газам вы найдете статьи в соответствующем разделе блога.
На сколько хватит баллона углекислоты для сварки
В итоге подобрал кое какую инфу и хочу ею с вами поделиться.
А поделиться я хочу информацией про то какой выбрать баллон под углекислоту для полуавтомата в гараж.
И так. Если вы не занимаетесь профессионально ремонтом авто. То есть у вас не СТО а вы просто по тиху ремонтируете в своём гараже своё авто (ну может эпизодически авто друзей) То на мой взгляд идеальным вариантом болона под углекислоту для полуавтомата будет следующий баллон:
20-ти литровый углекислотный баллон (ГОСТ 949-73)
40-ка литровый баллон большой и тяжелый. Его даже просто переместить по гаражу одному проблематично. Возить на заправку такой баллон тоже геморно. И тд.
Давайте сравним размеры и вес этих двух баллонов.
Начнём с 40-ка литрового:
Емкость — 40л.
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 1370 мм. (без башмака ещё накинете сантиметров 5-8)
Вес баллона — 58,5 кг.
К этому весу надо прибавить ещё: Вес газа 40-литровый баллон — 12 куб. м / 24 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 88 кг!
Теперь 20-ти литровый баллон:
Рабочее давление — 14,7 МПа (150 кгс/см2)
Диаметр цилиндрической части — 219 мм.
Длина корпуса баллона — 740 мм (+башмак)
Вес баллона — 32,3 кг.
К этому весу надо прибавить ещё: Вес газа 20-литровый баллон — 6 куб. м / 12 кг жидкого газа. плюс башмак — 5,2 кг и вентиль – 0,5 кг.
И того: около 50 кг
Исходя из вышеприведенных данных. лично я считаю что 20-ти литровик будет оптимальный вариант для наших маленьких гаражей.
Удобнее перемешать одному. Удобнее возить на заправку. От этого меньше нервов. а меньше нервов приятнее и быстрее работается.
Также помимо баллона понадобиться регулятор газа. Газовый редуктор.
Сей прибор нуден для понижения давления газа который выходит из баллона и для регулировки его подачи в ваш сварочный полуавтомат.
Для углекислоты — Редуктор УР 6-6
По поводу расхода газа и проволоки.
И так на сколько же хватит газа и проволоки при сварке полуавтоматом с кассетой проволоки 0,8 мм весом 5 кг и баллона с углекислотой объемом 20 литров?
Сварочная проволока СВ-08 диаметром 0,8 мм весит 3,950 кг 1 километр, значит на кассете 5 кг примерно 1200 метров проволоки. Если средняя скорость подачи для такой проволоки 4 метра в минуту, то кассета уйдет за 300 минут. Углекислоты в 20-литровом баллоне 6 кубометров или 6000 литров. Если в среднем расход газа на продувку 10 литров в минуту, то 20-литрового баллона должно хватить 600 минут или на 2 бабины проволоки 0,8 весом 5 кг.
Так что думаю что с 20-литровиком можно переварить не одну тачку. :))
На момент написания данной статьи
Ну вот как-то так народ. Надеюсь данная информация кому то может быть полезна.
Одним из наиболее популярных защитных газов, используемых в процессе сварки, является СО2. Обычно, сварщики еще до начала работ стараются узнать, на сколько хватает баллона углекислоты и от каких показателей зависит ее потребление. Некоторые справочные материалы и реальный опыт позволяют с необходимой точностью определить данный параметр.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.
Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Компания «Промтехгаз» — качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Компания «Промтехгаз» занимается не только заправкой баллонов техническими газами от лучших российских поставщиков, но и сама является их производителем. Поэтому, в качестве заправленной газовой смеси можно не сомневаться, поскольку все процессы выполняются в соответствии с установленными стандартами, правилами и нормами. По прочим техническим газам вы найдете статьи в соответствующем разделе блога.
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Short Circuiting Transfer — обзор
6.09.2.2.2 Дуговая сварка металла в газовой среде
Процесс GMAW обеспечивает значительное повышение производительности по сравнению с GTAW и хорошо подходит как для ручной, так и для автоматической сварки. Хотя уровень контроля ниже по сравнению с GTAW, скорость осаждения WM и простота эксплуатации значительно выше. Режимы переноса металла, которые возможны при GMAW: (1) короткое замыкание, (2) глобулярное, (3) распыление и (4) импульсное распыление.Для выбора режима переноса WM требуется информация о конструкции / толщине соединения, положении сварки, желаемой скорости наплавки и уровне квалификации сварщика.
Режим передачи с коротким замыканием используется во всех положениях сварки, обеспечивает хороший контроль сварочной ванны и считается процессом сварки с низким тепловложением. Однако, поскольку этот режим передачи работает в самом низком диапазоне силы тока, он более подвержен дефектам неполного плавления. Шаровидный режим в основном используется только для наплавки, например, для наплавки.Перенос распылением происходит при самых высоких уровнях тока и напряжения и, таким образом, характеризуется как сварочный процесс от умеренного до высокого тепловложения с относительно высокими скоростями наплавки. Распылительный перенос хорошо подходит для сварки толстых секций в плоском положении благодаря хорошему сплавлению, высокой производительности и низким характеристикам разбрызгивания. В то время как перенос распылением менее подвержен дефектам неполного плавления по сравнению с коротким замыканием, его относительно высокий подвод тепла может вызвать выделение вторичной фазы в ЗТВ коррозионно-стойких сплавов на основе никеля и снизить их коррозионную стойкость после сварки.Импульсный режим распыления — это вариант распыления, при котором мощность сварки циклически меняется от низкого до высокого уровня. Хотя перенос распылением по-прежнему достигается при самых высоких уровнях тока, более низкая средняя мощность позволяет использовать сварку импульсным распылением на более тонких основных металлах и во всех положениях сварки. Его главное преимущество связано с более низким средним током, что снижает общее тепловложение сварного шва и сопутствующими преимуществами. Для получения импульсного выходного сигнала требуется специально разработанный источник питания.Электрическая полярность в GMAW — положительный электрод постоянного тока (DCEP). Обычно расход защитного газа находится в диапазоне 15–20 л мин. – 1 . Для обеспечения оптимальной защиты рекомендуется, чтобы газовый баллон сварочной горелки был как можно больше. В качестве защитных газов можно использовать чистый Ar и смеси Ar + He, Ar + He + CO 2 и He + Ar + CO 2 . Газы, содержащие CO 2 , создают очень стабильную дугу, отличные сварочные характеристики в нестандартном положении и отличные характеристики сварки углеродистой стали с никелевой основой.Однако из-за присутствия углекислого газа поверхность WM будет сильно окислена. Это окисленное состояние может увеличить вероятность дефектов неполного плавления. Поэтому настоятельно рекомендуется, чтобы многопроходные сварные швы, выполненные с использованием газов, содержащих CO 2 , слегка шлифовали между проходами, чтобы удалить окисленную поверхность. При использовании смесей Ar + He ожидается, что поверхность шва будет яркой и блестящей с минимальным окислением. При многопроходной сварке шлифование между проходами не является обязательным.Если используется 100% Ar, на поверхности сварного шва может наблюдаться некоторое окисление. Рекомендуется чистка толстой проволочной щеткой и / или легкое шлифование (зерно 80) между проходами. Как и в случае GTAW, необходима обратная продувка для предотвращения сильного окисления корневой части сварного шва. В качестве альтернативы производители могут выполнять сварку без обратной продувки, если они шлифуют корневую сторону сварного шва для удаления окисления.
Информация о процессе сварки MIG — ITW Welding
Газовая дуговая сварка металлическим электродом Газовая дуговая сварка Металлическим газом Газовая дуговая сварка металлическим электродом (GMAW), иногда называемая подтипами сварки в среде инертного газа ( MIG ) или сварка в активном газе (MAG), является полуавтоматической или автоматической. Процесс дуговой сварки, при котором непрерывный плавящийся проволочный электрод и защитный газ подают через сварочную горелку.Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW: шаровидный, с коротким замыканием, распыление и импульсное распыление, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения. Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, Вскоре GMAW стали применять для сталей, поскольку это позволило сократить время сварки по сравнению с другими процессами сварки.Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода. Дальнейшие разработки в 1950-х и 1960-х годах придали этому процессу более универсальный характер, и в результате он стал широко используемым промышленным процессом. Сегодня GMAW является наиболее распространенным процессом сварки в промышленности, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса с помощью робототехники. В автомобильной промышленности, в частности, почти исключительно используется сварка GMAW.В отличие от процессов сварки, в которых не используется защитный газ, таких как дуговая сварка в среде защитного металла, сварка редко используется на открытом воздухе или в других областях с нестабильностью воздуха. Родственный процесс, дуговая сварка порошковой проволокой, часто не использует защитный газ, а вместо этого использует полую электродную проволоку, заполненную флюсом изнутри. короткие импульсные электрические дуги в 1800 году, а затем Василий Петров независимо произвел непрерывную электрическую дугу в 1802 году (вскоре за ним последовал Дэви).В своей работе, опубликованной в 1803 году, Петров предложил использование электрической дуги при сварке, сумев провести простую экспериментальную сварку. Но только в 1880-х годах технология была разработана с целью промышленного использования. Сначала использовался изобретенный Николаем Бенардосом практический метод угольной дуговой сварки с использованием угольных электродов, известных еще со времен Дэви и Петрова. К концу 1880-х годов металлические электроды были изобретены Николаем Славяновым (1888 г.) и К. Л. Коффином (1890 г.).В 1920 году П. О. Нобель из General Electric изобрел ранний предшественник GMAW. В нем использовался неизолированный электродный провод и постоянный ток, а для регулирования скорости подачи использовалось напряжение дуги. В нем не использовался защитный газ для защиты сварного шва, как это произошло с развитием сварочной атмосферы.
Газовая дуговая сварка металла (GMAW / -MIG-)
В процессе газовой дуговой сварки (GMAW / «MIG») используется электрическая дуга. устанавливается между плавящимся проволочным электродом и заготовкой.GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариациями процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW.GMAW — это наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения сварных швов толстого сечения.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва. При GMAW возможны три режима переноса металла: перенос с коротким замыканием, глобулярный перенос и перенос распылением. Кроме того, существует разновидность режима распыления, называемого импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»).Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку разные источники питания GMAW сильно различаются по конструкции, принципам работы и системам управления, параметры следует рассматривать как оценочный диапазон для достижения надлежащих сварочных характеристик с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм / мин) / от 150 до 250 мм / мин.
Передача при коротком замыкании происходит в самых низких диапазонах тока и напряжения, что приводит к низкому тепловложению сварного шва.Он обычно используется с присадочной проволокой меньшего диаметра и дает относительно небольшую сварочную ванну, которую легко контролировать, которая хорошо подходит для сварки в нерабочем положении и соединения тонких секций. Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному нахлесту), особенно при сварке толстых участков или во время многопроходных сварных швов.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем при коротком замыкании, и характеризуется большими нерегулярными каплями расплавленного металла.Режим глобулярного переноса теоретически может использоваться для сварки сплавов на основе никель / кобальта, но он используется редко, поскольку создает непостоянный провар и неровный контур сварного шва, что способствует образованию дефектов. Поскольку сила тяжести имеет решающее значение для отделения и переноса капель, глобулярный перенос обычно ограничивается сваркой в плоском положении.
Распыление происходит при самых высоких уровнях тока и напряжения и характеризуется направленным потоком мелких металлических капель.Это процесс с высоким тепловложением и относительно высокими скоростями наплавки, который наиболее эффективен для сварки толстых участков материала. Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный перенос распылением — это строго контролируемый вариант переноса распылением, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос распылением, и более низким фоновым током.Это приводит к стабильному процессу с низким уровнем разбрызгивания при среднем сварочном токе, значительно меньшем, чем при переносе распылением. Импульсное распыление обеспечивает меньшее тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного плавления, которые являются обычными для переноса с коротким замыканием. Его можно использовать во всех положениях сварки и для материалов различной толщины. В большинстве случаев Haynes International настоятельно рекомендует использовать импульсный перенос распылением для GMAW сплавов HASTELLOY® и HAYNES®.Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение при разработке процедуры GMAW.Для сплавов на основе никеля / кобальта в качестве защитной газовой атмосферы обычно используется аргон или аргон, смешанный с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию / стабильности дуги, а его низкая теплопроводность обеспечивает более глубокий профиль проникновения, похожий на палец. При использовании по отдельности гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и дает более плоский сварной шов.Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе никель / кобальт. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.Во время короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты могут быть получены с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после наплавки должна быть яркой и блестящей с минимальным окислением. В этом случае при многопроходной сварке шлифование между проходами не является обязательным.Однако на поверхности сварного шва может наблюдаться некоторое окисление или «сажа». В таком случае рекомендуется чистка проволочной щеткой и / или легкое шлифование / кондиционирование (зернистость 80) между проходами сварного шва, чтобы удалить окисленную поверхность и обеспечить надежное нанесение последующих валиков сварного шва. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л / мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки для предотвращения сильного окисления корневой части сварного шва. Если экранирование с обратной продувкой невозможно, корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты. При необходимости сварной шов можно заполнять с обеих сторон.
Во время GMAW сварочный пистолет следует держать перпендикулярно обрабатываемой детали как под рабочим углом, так и под углом перемещения приблизительно 0 °.Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если пистолет расположен слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварки и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки распылением и в любое время, когда используются более высокие сварочные токи.
Следует учитывать, что некоторые части оборудования GMAW, такие как контактный наконечник и канал / вкладыш присадочной проволоки, сильно изнашиваются и должны периодически заменяться.Изношенный или грязный лайнер может вызвать неустойчивую подачу проволоки, что приведет к нестабильности дуги или застреванию присадочной проволоки, что известно как «птичье гнездо». Рекомендуется свести к минимуму резкие изгибы кабеля пистолета. По возможности механизм подачи проволоки следует расположить так, чтобы кабель горелки был почти прямым во время сварки.
Таблица 2: Типичные параметры газовой дуговой сварки металла (плоское положение)
| Проволока Диаметр | Проволока Скорость подачи | Сварка Ток | Среднее значение Напряжение дуги | Защитный Газ | ||
| в | мм | изобр. / Мин | мм / с | Ампер | Вольт | – |
| Режим передачи короткого замыкания | ||||||
| 0.035 | 0,9 | 150-200 | 63-85 | 70-90 | 18-20 | 75Ar-25He |
| 0,045 | 1.1 | 175-225 | 74-95 | 100–160 | 19–22 | 75Ar-25He |
| Режим распыления | ||||||
| 0.045 | 1.1 | 250–350 | 106-148 | 190–250 | 28-32 | 100Ar |
| 0,062 | 1.6 | 150–250 | 63-106 | 250–350 | 29-33 | 100Ar |
| Импульсный режим распыления * | ||||||
| 0.035 | 0,9 | 300-450 | 127-190 | 75-150 Ср. | 30–34 | 75Ar-25He |
| 0,045 | 1.1 | 200–350 | 85–148 | 100-175 Ср. | 32–36 | 75Ar-25He |
* Подробные параметры импульсного распыления доступны по запросу
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы.Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая защита FCAW (с защитным газом). Различие между ними связано с разными флюсующими добавками в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но и для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой проволокой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только флюсовый сердечник может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется в машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно контролирует сварку и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСоветы по сварке
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетаскивание пистолета (сварка с обратной стороны)
- Для плоского сварного шва, приваривайте под углом 90 градусов и 10 градусов назад.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ постарайтесь поддерживать высокую скорость перемещения, а также снизьте параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищайте шлак после каждого прохода
FCAW против GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. В случае FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может возникнуть из-за необходимости в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1 фаза, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), Air Carbon Arc (CAC-A) резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Элементы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами заключается в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым электродомИсточник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, что иногда требует более мощного источника питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, созданный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в мастерских или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги путем изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пушки для сердечника флюса с водяным охлаждением обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих приложений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. Когда его помещают в баллоны высокого давления, он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, наличия, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и при ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ предоставляется пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (рекомендуется 12 литров в минуту при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от углекислого газа будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критически важных систем коррозии. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь создает мелкодисперсный шаровой перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки вне положения, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Смеси аргона с кислородом, содержащие 1-2 процента кислорода, используются для некоторых применений. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника из флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердечник из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Предоставление раскислителей и поглотителей, которые помогают очищать и производить прочный металл сварного шва.
- Для создания стабилизаторов дуги, которые обеспечивают плавную сварочную дугу и сводят к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» указывает на производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, поскольку проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 — 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником под флюсом, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки сердечником флюса, рабочего цикла аппарата и расстояния между сварочным аппаратом и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
Таблица 10-20 показывает рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Высокое качество
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Сваркапорошковой проволокой идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из низкоуглеродистой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше разбрызгивания, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно производить сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешней подаче защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Дыма и дыма больше, чем у GMAW и SAW
- Брызги
- Провод FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (которые находятся внутри панели оборудования) на предмет следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность питателя
- Рабочий угол и угол перемещения
- Слишком низкая подача и ток подачи проволоки (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и много брызг.
Видео об устранении неполадок FCAW
Сварной шов FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлак трудно удалить, и появилось много брызг. Если скорость проволоки слишком высока, проволока будет загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещенияСкорость перемещения выше рекомендованной : приводит к получению узкого выпуклого сварного шва.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияКонтактное расстояние наконечника до рабочего расстояния : Проверьте правильное расстояние для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает разбрызгивание и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная схема внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что есть шлак, который вы перетаскиваете. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода. : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол поворота был 45 градусов, а сопротивление — 5-10 градусов.
MIG Сварка Основные сведения о защитном газе
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. СваркаMIG (GMAW) с использованием защитного газа и сплошного проволочного электрода обеспечивает чистый шов без шлака. Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварных швов, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных материалов для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Многие сварочные аппараты MIG позволяют выбирать защитный газ с большим разнообразием.Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
Пористость, которую можно увидеть на лицевой и внутренней поверхностисварного шва, может быть вызвана недостаточным количеством защитного газа и может значительно ослабить сварной шов
.
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши производственные цели.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом.Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и большее количество брызг, чем при смешивании с другими газами. Это также ограничивается только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварного шва, внешнему виду и сокращению очистки после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2. Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2.Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низкоуглеродистой, низколегированной и нержавеющей стали.Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
На этом графике показано различие, которое расходные детали могут покрыть защитным газом до. Фотография слева показывает хорошее покрытие, в то время как покрытие на фотографии справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут потрачены впустую, если ваше оборудование не подает газ на сварочный шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа.Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному несбалансированному потоку газа. Оба сценария могут допускать попадание воздушных карманов в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые сопротивляются накоплению брызг и обеспечивают достаточно широкое отверстие сопла для адекватного покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор подходящего защитного газа для вашего конкретного применения потребует тщательного анализа типа выполняемой вами сварки, а также ваших производственных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Обязательно проконсультируйтесь со своим местным дистрибьютором сварочных материалов, прежде чем принимать окончательное решение.
В чем разница между сварочным газом MIG и TIG
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV6 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, бухта 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, бухта 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, бухта 1 м 15527, Снегирь 233P Комплект автоматической горелки на пропане (рычаг зажигания) 14850, Снегирь № 404 Автозапуск паяльной горелки Комплект 21479 № 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки на пропане Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8873, сопло для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, Fulham Сопло для газового шланга — 1/4 «BSP F x 10 мм 8009, Сопло для газового шланга Fulham — 1/8» BSP F x 10 мм 6247, Сопло для газового шланга Fulham — 1/2 «BSP TM x 10 мм 8871, Сопло для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8″ BSP TM x 10 мм 8843, 3-х сторонняя форсунка для шланга — 90 ° 8842, 3-х сторонняя форсунка для шланга — 60 ° 8844 , 4 ПУТИ ШЛАНГ NOZZLE8862, кипячение КОЛЬЦО ДВОЙНОЙ BURNER24035, кипячение КОЛЬЦО, ОДИН ПОТ ВТРОЙНЕ BURNER19537, БОЛЬШОЕ кипение КОЛЬЦО ОДИН BURNER22744, кипячение КОЛЬЦО ОДНОГО ГОРЕЛКА с FFD8861, кипячением КОЛЬЦО ОДИН BURNER12679, двухкомпонентная ИНСТРУКЦИЯ ДЛЯ ВЫБОР KIT21000, ЧЕТВЕРТЫЙ ПАК АВТОМАТ ДЛЯ ВЫБОР НАБОРА с OPSO13493 , Комплект из двух частей с автоматическим переключением 11725, Гаечный ключ POL Кованая сталь — Черный 11724, Гаечный ключ POL Гайка Прессованная сталь — Оцинкованный23142, ЗАЖИМ 12 мм НА БУТАНОВОМ РЕГУЛЯТОРЕ С ДАТЧИКОМ 231 43, 37 мбар РЕГУЛЯТОР ПРОПАНА С ДАТЧИКОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, ЗАЖИМ 37 мбар НА ПРОПАНЕ РЕГ15163, ГАЗОПАН 8802, ГАЗОПАН 8802, ГАЗОПАН 8 Мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХРАНЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG СВАРОЧНАЯ ЗАВЕСА ИЗ ЗЕЛЕНОГО ХОЛСТА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2» FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «пропановый шланг 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 дюйма кислородный шланг 760 6 10 OX 6 мм 10 м 1/4 дюйма кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма кислородный шланг 761605-OX 6 мм 5 м 3/8 дюйма установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ НАПРАВЛЯЮЩАЯ СОПЛА 3/64 ″ / 1,2 ММ РЕЖУЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ПЕРЕХОДНИК 2 СТУПЕНЧАТЫЙ МАНОМЕТР 300 ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100 мм * Parw Disc 6 * Parw Disc 1GS1060.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO cut CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Тепловая перчатка Parweld38 Перчатка Parweld Panther 38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный агрегат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Комплект для кислородно-пропановой сварки, комплект для кислородной / пропановой сварки, комплект для кислородно-пропановой резки, комплект поставки 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплект для кислородной / пропановой сварки, включая комплект для кислородной / ацетиленовой сварки и пайки, включая комплект для резки Case 18/90 Oygen / ацетилен — 2 манометра, включая комплект для подрядчиков. Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1Parweld XTM 252I 250 Ампер, синергетический MIG инвертор ARCELGAU G3 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА.NI99 CI 2.5MM 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2.5MM 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНЯЯ ЗАДНЯЯ КОЛПАЧКА (45V42) RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦИГНОВОГО ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — ФОРСУНКА ИЗ АЛЮМИНИЯ 1/4 (PK810) (13 СВАРКА — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОНОВЫЙ ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА ТИГОВАЯ НЕРЖАВЕЮЩАЯ ЦИЛИНДРАЦИЯ НЕТ 968 1,2 ММ 65016 АЛЮМИНИЕВЫЕ ШТАНГИ ДЛЯ TIG — СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИК 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0.6MM 180A M6 — PACK DISL 10TGOSN20 ARGOSN20 AR 10TWM 180A M6 — PACK OWGOSN20 AR 10TGOSND 115 DIG-GAMS115 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG с цветным содержанием железа 0,8 мм 3,75 кг MIG WireDZ10001 Тележка для кислородных и ацетиленовых баллонов DZ10004 Портативная тележка для газовых баллонов SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные спецификации безопасности ЛИНЗЫ ШЛЕМА — 1.0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 4 1/4 X10 ЗАПАСНОЙ ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X 90 мм 2 ШВАЛОВАЯ КОЛПАЧКА 1020 мм X10 ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0-40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF ДО 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ДЛЯ ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Жидкий углекислый газ сорт углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ БЕСПЛАТНЫЙ ПРОВОД VZ181215LSG3 1,2 ММ SG3 (15 кг) REELVZ181015LSG3 1,0 ММ ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8 ММ SG3 MIG WIRE (15 кг) REELVZ181215LW2ПРОВОД 0ММ СЛОЙ A18, БАРАБАН 15 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGB на 0-40 л AU300 Расходомер NA на 1 минуту Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с пробкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH От 3/8 «до 3/8» Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2.0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102 CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR, 10 мм, 20 м 3/8 дюйма, с фитингом для пропана 760820-OX, 8 мм, 20 м, 3/8 дюйма, кислородный шланг, 10 мм, 10 м, 3/8 дюйма, ацетиленовый шланг, 10 мм, BW10001038PF, 10 мм, 10 м, 3/8 дюйма, 10 мм, пропановый шланг, 3/8 дюйма, 10 мм, 761010-OX761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаровFill’N Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Пищевой сорт, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших Количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для заполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.Отвод жидкости для пейнтбола 35 кг — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Калорийный газ для внутреннего дворика 5 кг — Только заправка Калорный газ Патио 13 кг — Только заправка Калорный газ Бутан 7 кг — Только заправка — НЕТ НА СКЛАД 4,5 кг — только заправка — НЕТ НА СКЛАДЕ Калорный газ Бутан 15 кг — Только заправка Калорный газ Пропан 6 кг — Только заправка — НЕТ НА СКЛАДЕ Калорный газ Пропан 6 кг Легкий вес — Только заправка — НЕТ НА СКЛАДЕ Пропан для калорийного газа 47 кг — Только для заправки Пропан для калорийного газа 3.9 кг — Только заправка — НЕТ НА СКЛАДЕ Калорийный газ Пропан 19 кг — Только заправка Калорный газ Пропан 13 кг — Только заправка Camping Gaz 907 — Только заправка Camping Gaz 904 — Только заправка Camping Gaz 901 — Только заправка Калорный газ Пропан 18 кг Автогаз — Только заправка Калорный газ Пропан Только заправка 9 кг — Автогаз 9 — Только заправка. 4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 9.4 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразового гелиевого шара — только заправка — только торговля — идеально подходит для флористов, открыток 50L Многоразовый баллон с гелием для газа — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым шаром — только заправка — идеальные вечеринки и юбилеи — идеальные вечеринки и юбилеи. 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. Газ для гелиевых баллонов — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового газа из гелиевых баллонов — депозит a nd Refill — идеальные вечеринки и юбилеи PortaGas, без аренды, углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, бескислородный (OFN) Азот 2L 200bar — Только заправка Porta gas, без арендной платы, бескислородный (OFN) Азот 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона 20 л 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — Только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — Только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — Только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатная аренда, 20% CO2 / аргонная смесь Заправка 10 л 200 бар — только заправка Хобби-газ, аренда 20% CO2 / аргон 10 л 200 бар — депозит и заправка Хобби-газ, бесплатная аренда углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 л погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 л смесь погреб / пивной газ 70/30, для домашнего бара — только заправка 2 л погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — Только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — Только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — Только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для заправки Смесь для погреба 10 л / пивного газа 60/40 для торговли Пользователи — только заправка Смесь 10 л погреб / пивной газ 50/50 Для торговых пользователей — только заправка Смесь 10 л погреб / пивной газ 30/70 для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Сварочные полуавтоматы и оборудование опытного производства сварочного оборудования Института электросварки им.О. Патон — Новости | ПАТОН ™
Степахно Анатолий Валерьевич,
Председатель Правления Опытного завода сварочного оборудования №
Институт электросварки им. Патон
Автоматизация и механизация процесса электродуговой сварки — одна из приоритетных задач современного сварочного оборудования. Ручная дуговая сварка трудоемка, требует наличия большого коллектива высококвалифицированных сварщиков, но не способна обеспечить однородность продукции, что важно для крупных промышленных предприятий.
Поэтому, помимо ручной дуговой сварки, в промышленности широко применяется машинная дуговая сварка; различают автоматическую и полуавтоматическую дуговую сварку. В автоматической сварке моторизованы две основные операции: подача электрода к дуге в процессе ее плавления и перемещение дуги по линии сварки; а полуавтоматическая сварка обеспечивает только моторизацию подачи электродов.
Автоматическая сварка не всегда целесообразна, а иногда и невозможна. Это выгодно при крупносерийном и серийном производстве изделий с относительно длинными прямыми и круглыми швами.Поэтому в большинстве случаев применяется полуавтоматическая сварка, когда моторизована только подача электродной проволоки, а дуга перемещается в ручном режиме.
Широкое использование полуавтоматической сварки в среде углекислого газа вместо ручной сварки покрытыми электродами объясняется ее более высокой эффективностью, лучшими условиями труда и более низкими требованиями к профессиональному уровню работников.
С целью защиты дуги и расплавленного металла от контакта с воздухом при полуавтоматической сварке в зоне сварки формируется газовая защита, в основном из углекислого газа.Специальные горелки используются для подачи сварочного тока от источника питания к сварочной проволоке и для создания газовой защиты в зоне сварки. Такая горелка имеет токопроводящий и направляющий мундштук со съемным наконечником, через который проталкивается проволока; Через сопло подается поток газа, который направляется в зону сварки, чтобы защитить сварочную ванну от воздействия воздуха. Электродная проволока подается в горелку из змеевика по гибкому шлангу с помощью специального подающего механизма. Итак, комплект оборудования для полуавтоматической сварки, состоящий из источника питания, механизма подачи и горелки, называется сварочным полуавтоматом.
Сварочные полуавтоматы Paton производятся в двух блоках. Выполняют сварку в углекислом газе и газовой смеси CO 2 + Ar сплошной и порошковой проволокой диаметром не менее 0,8 мм. Имеют плавную и ступенчатую регулировку скорости подачи проволоки (возможно дистанционное управление), производят обдув участка до и после сварки; они оснащены плавным пуском.
| Фото 1. Сварочный полуавтомат ПС-351.2 |
Полуавтоматы удобны, просты в использовании и надежны даже в тяжелых условиях эксплуатации: на открытых площадках, при высоких перепадах температуры, повышенной влажности окружающей среды и т. Д.
Полуавтоматы сварочные. ПС-253.2 и ПС-313.2 могут комплектоваться блоком воздушно-плазменной резки металла толщиной не более 6 мм, этот блок встроен в корпус полуавтомата. Блок обеспечения двух- и четырехконтактного режима работы, т.е.е. Также доступен «клепальный» режим.
Технические характеристики сварочных полуавтоматов Paton приведены в таблице 1.
Таблица 1
Параметры | PS-180.2 | -253.2 | ПС-351.2 | |||||||||||||||
Напряжение сети, В | 3х380 | 3х380 | 5Пределы регулирования рабочего тока, А | 50-180 | 50-250 | 50-315 | ||||||||||||
Пределы регулирования рабочего напряжения, В | 16762 907 -2517-28 | 17-30 | Номинальная потребляемая мощность, не более, кВ A | 7 | 11 | 13,5 | ||||||||||||
| Количество роликов 2 | 2 4 | |||||||||||||||||
Максимальное напряжение холостого хода, В | 40 | 40 | 2 40 | 40 207Номинальный сварочный ток, А При продолжительности работы 40% | 180 (Продолжительность работы 60%) | 250 | 315 | 8|||||||||||
Номинальное рабочее напряжение, В | 24 | 9 0769 26 | 26 | |||||||||||||||
Расход защитного газа, л / мин. | 15 | 15 | 15 | |||||||||||||||
Диаметр сварочной проволоки в целом порошок | 0,8-1,2 | 907, 8-1,40,8-1,6 1,2-1,8 | ||||||||||||||||
Пределы регулирования скорости подачи сварочной проволоки, м / мин. | 2-16 | 2-16 | 2-16 | |||||||||||||||
Размеры выпрямителя, не более, мм Длина Ширина Высота | 9000470 600 | 850 440 570 | 850 440 570 | 460 210 330 | 625 253 456 456 9 | |||||||||||||
выпрямитель блок питания 9000 5 | 80 12 | 117 22,6 | 190 22,6 | |||||||||||||||
Используются классические выпрямители со ступенчатым регулированием напряжения в широком диапазоне в качестве источников питания для сварочных полуавтоматов.В отличие от тиристорных выпрямителей классические выпрямители не искажают синусоиду вторичного напряжения силового трансформатора, обеспечивая меньшие значения импульса на выходе выпрямительного блока. Такая конструкция позволяет существенно улучшить динамические параметры процесса сварки, повысить стабильность горения дуги и снизить разбрызгивание электродного металла.
Для улучшения динамических параметров в полуавтоматическом сварочном аппарате ПС- установлен параметрический дроссель вместо штатного сглаживающего. 351.2. Благодаря обратной связи через сварочный ток, параметрический дроссель плавно изменяет индуктивность, обеспечивая значительное улучшение формирования и качества сварного шва, а также облегчает нанесение вертикальных и накладных швов.
Комплект оборудования, состоящий из блока питания БП-608 и выпрямителя ВС-650ЦП, предназначен для тяжелых условий эксплуатации с большими токами. Этот комплект оборудования предназначен для полуавтоматической сварки в среде защитного диоксида углерода цельным электродом или порошковой проволокой большого диаметра.Для улучшения процесса сварки в выпрямитель установлен параметрический дроссель.
| Фото 2. Выпрямитель VS-650 СР |
Этот выпрямитель также может работать в многопользовательском режиме ручной дуговой сварки с подключением четырех сварочных станций 315A с кратностью 0,5. . В данном случае выпрямитель комплектуется балластным реостатом типа RB302.
Технические характеристики ВС-650СР и БП-608 приведены в таблице 2.
Таблица 2
Параметры | VS-650 СР | |
Напряжение питания сети, В | 3х380 | 3х380 |
650 | ||
Пределы регулирования x / x напряжения, ступенчато, В | 18-58 | |
Пределы регулирования скорости подачи сварочной проволоки, м / мин. | 2-20 | |
Расход защитного газа, л / мин. | 15 | |
Диаметр сварочной проволоки, мм весь | 1,0-2,4 | |
порошок | 1,2-3,6 | |
Габаритные размеры, Д x Ш x В, мм, подающего блока | 650х320х442 | |
истока | 820х750х830 | |
9 7 | 004 Вес, кг | |
источник | 200 |
Использование источников питания для различных видов ручной дуговой сварки и электросварки в среде защитных газов зависит от условий эксплуатации: монтажно-ремонтные работы или промышленное производство.Легкое и малоразмерное оборудование, отличающееся ограничениями по сроку эксплуатации, в основном используется для монтажных и ремонтных работ, а машины с улучшенными техническими характеристиками — в промышленном производстве; как правило, такие аппараты рассчитаны на большой сварочный ток при большой продолжительности нагрузки или работы.