
таблица и формула, калькулятор, установка на полуавтомат и автомат
Проволока ESAB OK AristoRod 12.50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
- Особенности проволоки
- Нормы расхода проволоки
- Таблица расхода материалов на метр шва при сварке полуавтоматом
- Расход углекислоты на 1 кг материала
- Расчет: формула
- Механизм подачи материала
- Катушки и катушкодержатели
- Как заправить, установка на автомат и полуавтомат
- Где купить
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Нормы расхода проволоки
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Таблица расхода материалов на метр шва при сварке полуавтоматом
Варианты разделки кромок
При разработке технологического процесса сварки даются рекомендации по разделке кромок и зазорам в сварном соединении. Они основываются на базе конструкторской документации, где определены размеры заготовок и тип сварного соединения (нахлесточное, стыковое, угловое и так далее).
Далее в государственных, отраслевых стандартах и технических условиях на сварные соединения находятся требуемые размеры сварного шва. Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Такие расчеты особенно востребованы в строительной отрасли, где сварочные работы выполняются в большом количестве и требуется хорошо ориентироваться в разнообразном количестве и номенклатуре расходных материалов. В документе ВСН 416-81
Пример одной из таблиц для механизированной стыковой сварки в углекислом газе для одностороннего стыкового соединения без скоса кромок:
Таблица. Нормы на 1 метр шва.
| Код строки | Толщина деталей, мм. | Газ углекислый, кг. | Проволока сварочная, кг.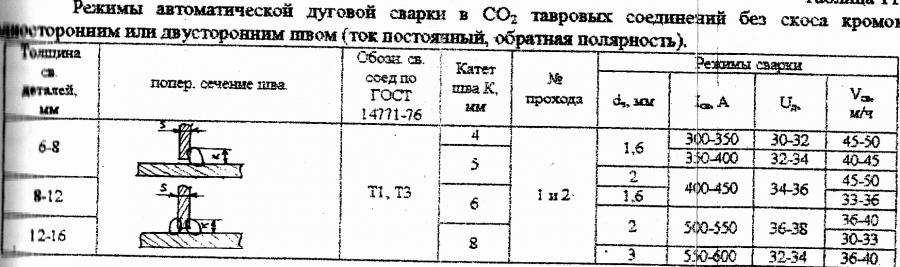 |
| 01 | 1,0 | 0,027 | 0,05 |
| 02 | 2,0 | 0,049 | 0,091 |
| 03 | 3,0 | 0,052 | 0,099 |
| 04 | 4,0 | 0,056 | 0,105 |
| 05 | 5,0 | 0,085 | 0,161 |
| 06 | 6,0 | 0,09 | 0,17 |
Здесь следует учитывать, что нормы расхода даются для шва, расположенного в нижнем положении. При других положения, согласно документу ВСН 416-81, применяется коррекция в виде следующих коэффициентов:
- вертикальное положение – 1,12;
- горизонтальное положение – 1,13;
- потолочное – 1,26.

Нормы расхода газа рассчитываются в таблице при его подаче с удельным расходом 6 л/мин. Если подачу увеличивают, то соответственно вводятся корректирующие коэффициенты:
- для 8 л/мин — 1,3;
- для 10 л/мин — 1,6;
- для 12 л/мин -2,0.
Важно! Все нормативные данные теоретические. Реально необходимо учитывать работы, связанные с подготовительными сварочными операциями (выполнение прихваток, временных швов и других), дополнительный расход сварочной проволоки при прерывании дуги, заделки мелких дефектов, зависимостью от квалификации сварщика и других. Поэтому всегда следует делать запас, основываясь на опыте специалистов.
Расход углекислоты на 1 кг материала
Сварка нержавейки полуавтоматом в закрытом помещении
Расход углекислого газа не должен быть меньше определенного уровня, после которого начнет понижаться качество сварного шва. Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Учитывается также фактор места, где производится сварка. При сварке на открытом воздухе газ быстрее улетучивается и расход следует увеличивать. Особенно сильно это сказывается при сильном движении воздушных масс (ветер).
Необходимо следить за чистотой газа. На расход газа оказывает влияние качество газовой смеси.
Сильно влияет на расход газа квалификация сварщика.
Расчет: формула
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
- где N – норма расхода проволоки;
- G – масса наплавленного металла в сварочном шве;
- К – коэффициент, учитывающий повышенный расхода материала для создания имеющейся наплавки.
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате,
Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки.
 Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства. - Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.

Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Как заправить, установка на автомат и полуавтомат
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
Здесь следует отметить ключевые моменты на которые обращает внимание автор.
- При надевании новой кассеты обязательно придерживать конец проволоки, чтобы не допустить разматывания катушки.
- Проволока должна попасть в канавку ролика.
- Для протягивания использовать холостой ход электропривода (без подачи газа) на режиме самой высокой скорости подачи.
- Не допускать застревание в рукаве или токосъемнике.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Расчет расхода сварочной проволоки на 1 метр шва. Таблица
Екатерина
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Содержание статьи
- Особенности проволоки
- Нормы расхода
- Как рассчитать расход
- Пример расчета
- Вместо заключения
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Нормы расхода
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
«G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Похожие публикации
Wire Tracker Цифровой монитор проволоки
Wire Tracker™ Цифровой монитор проволоки обеспечивает простой способ контроля и отслеживания проволоки при роботизированной или полуавтоматической сварке MIG. Устройство можно установить в линию для круглосуточного мониторинга или использовать в качестве портативного устройства для проверки расхода проволоки на сварной шов или скорости подачи проволоки. Он обеспечивает простой и точный метод контроля и суммирования расхода проволоки, а также измерения и проверки скорости подачи проволоки. Устройство также может отслеживать и обнаруживать потенциальные проблемы с подачей проволоки с помощью дополнительного дополнительного датчика тока двигателя подачи.
Устройство можно установить в линию для круглосуточного мониторинга или использовать в качестве портативного устройства для проверки расхода проволоки на сварной шов или скорости подачи проволоки. Он обеспечивает простой и точный метод контроля и суммирования расхода проволоки, а также измерения и проверки скорости подачи проволоки. Устройство также может отслеживать и обнаруживать потенциальные проблемы с подачей проволоки с помощью дополнительного дополнительного датчика тока двигателя подачи.
- Отслеживание и суммирование расхода проволоки — простой способ определить расход проволоки на сварной шов и время, в течение которого проволока прослужит
- Установка в линию для постоянного контроля или использование в качестве портативного устройства для проверки скорости подачи проволоки и расхода проволоки (в комплект входит литий-ионный аккумулятор)
- Включает датчик скорости проволоки для контроля скорости подачи проволоки (WFS) и расхода проволоки
- Дополнительный датчик тока двигателя отслеживает нагрузку на механизм подачи проволоки, ¬определяя и отправляя оповещения о проблемах с подачей проволоки
- Контролирует оставшийся провод и отправляет предупреждение, когда количество проводов заканчивается.

- Экспортированные данные могут использоваться для отслеживания общего времени подачи проволоки, что помогает определить производительность сварки
- Документирует исторические данные для каждого сварного шва, включая: метку времени, продолжительность (время активной подачи проволоки), среднюю скорость подачи проволоки (WFS) и расход проволоки. Данные загружаются через USB-подключение к ПК.
- Подключение к ПЛК позволяет выполнять автоматические функции оповещения
- Совместимость с MIG, SAW, лазерной сваркой, GTAW (горячей или холодной проволокой) и аддитивным производством с использованием проволоки из черных или цветных металлов
Функции программного обеспечения:
- Просмотр и экспорт данных об использовании проволоки с отметками времени (на сварку), включая продолжительность подачи проволоки, скорость подачи проволоки (в дюйм/мин или MM/сек), израсходованную и оставшуюся проволоку
- Редактировать или заправить провод
- Быстрый просмотр оставшегося провода
- Варианты единиц измерения в имперских (США) или метрических единицах
- Возможность одновременного подключения к нескольким проводным трекерам
- Брошюра о продукте Wire Tracker
- Руководство по эксплуатации устройства отслеживания проводов
ЗАКАЗЫ И ОБСЛУЖИВАНИЕ КЛИЕНТОВ:
Наши представители по продажам и обслуживанию клиентов доступны с понедельника по пятницу с 8:00 до 17:00 (EST) в нашем главном офисе по телефону 517-782-8040. С любых заказов, размещенных после 15:00 для доставки в тот же день, взимается плата за ускоренную доставку в размере 50 долларов США. С нами также можно связаться по факсу 24 часа в сутки, семь дней в неделю по телефону 517-782-8039. При заказе укажите адрес вашей компании для выставления счета и доставки, номер заказа на покупку, номер детали, количество, описание товара и любые специальные инструкции по доставке. Все покупки будут отправлены наземным транспортом UPS, если не указано иное. Предметы, слишком большие для UPS, будут отправлены коммерческим перевозчиком.
С любых заказов, размещенных после 15:00 для доставки в тот же день, взимается плата за ускоренную доставку в размере 50 долларов США. С нами также можно связаться по факсу 24 часа в сутки, семь дней в неделю по телефону 517-782-8039. При заказе укажите адрес вашей компании для выставления счета и доставки, номер заказа на покупку, номер детали, количество, описание товара и любые специальные инструкции по доставке. Все покупки будут отправлены наземным транспортом UPS, если не указано иное. Предметы, слишком большие для UPS, будут отправлены коммерческим перевозчиком.
МЕЖДУНАРОДНЫЕ ЗАКАЗЫ ЗА ПРЕДЕЛАМИ СЕВЕРНОЙ АМЕРИКИ:
Международные заказы за пределами Северной Америки будут отправлены нашими партнерами по всему миру. ELCo Enterprises имеет дистрибьюторов по всему миру в Европе (Wire Wizard Europe), Азии, Австралии, Индии и других странах.
ВОЗВРАТ:
Все возвраты должны быть в новом состоянии и разрешены ELCo с использованием номера разрешения на возврат товара
(RMA) в течение 30 дней с даты покупки. При возврате взимается комиссия за пополнение запасов в размере 20%.
При возврате взимается комиссия за пополнение запасов в размере 20%.
Минимальный заказ $75.
ПРИМЕЧАНИЕ: Покупки не могут быть доставлены в почтовые ящики.
дуговая сварка под флюсом, консультанты по сварочным инверторам, дуговой сварке под флюсом, сварочным аппаратам и другим системам сварки и резки
Процесс плоской дуги — (постоянное) напряжение. Он используется в балочных, стреловых, тракторных и многоголовочных буровых установках.
Тип операции.
Механизированный, автоматический или полуавтоматический.
Режим работы.
Дуга поддерживается между концом оголенного проволочного электрода и изделием. По мере расплавления электрода он подается в дугу набором валков, приводимых в движение регулируемым двигателем. Скорость подачи проволоки регулируется автоматически, чтобы соответствовать скорости расплавления электрода, поэтому длина дуги постоянна (аналогично MIG/MAG — постоянное напряжение). Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Дуга работает под слоем зернистого флюса, поэтому дуга находится под флюсом. Часть флюса плавится, образуя защитный слой над сварочной ванной. Оставшаяся часть флюса остается неизменной и может быть восстановлена и использована повторно, при условии, что она сухая и не загрязнена.
Доступна полуавтоматическая версия, в которой оператор управляет сварочным пистолетом, в бункере которого находится небольшое количество флюса.
Основы процесса и оборудования.
Принципы процесса под флюсом схематически показаны ниже. Источник питания P подключен через контактное сопло на сварочной головке и заготовке. Источником питания может быть трансформатор для сварки переменным током или выпрямитель (или двигатель-генератор) для сварки постоянным током. Присадочные материалы представляют собой сплошной электрод без покрытия и гранулированный сварочный флюс, подаваемый в стык по шлангу из бункера для флюса. Для предотвращения перегрева электрода при больших токах сварочный ток передается в точке, очень близкой к электрической дуге.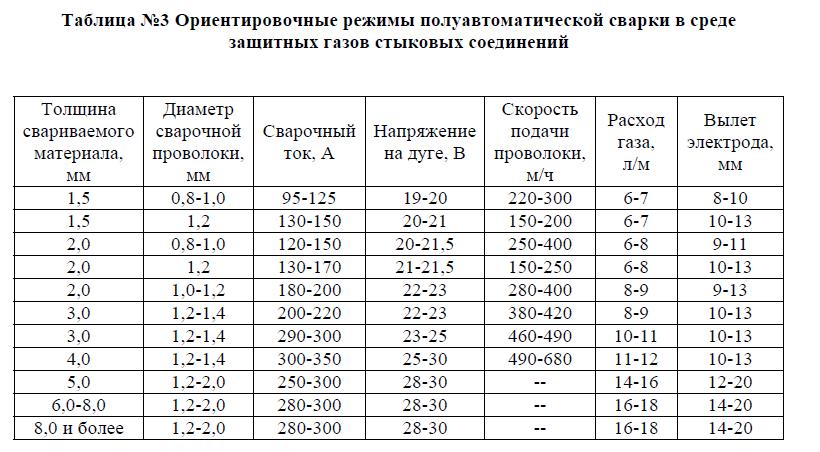 Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Дуга горит в полости, заполненной газом (СО2, СО и т. д.) и парами металла. Спереди полость огорожена нерасплавленным основным материалом, а за дугой затвердевшим металлом шва. Покрытие полости состоит из расплавленного шлака. На приведенной ниже диаграмме также показаны затвердевший шов и тонкий слой твердого шлака, который необходимо удалять после завершения каждого прохода.
Поскольку дуга полностью погружена в флюс, отсутствует раздражающее излучение дуги, характерное для процесса с открытой дугой, поэтому сварочные экраны не нужны.
Сварочный флюс никогда не расходуется полностью, поэтому оставшееся избыточное количество можно собрать вручную или автоматически и вернуть в бункер для флюса для повторного использования.
Хотя полуавтоматическое оборудование для дуговой сварки под флюсом существует и удобно для определенных применений, в большинстве случаев дуговой сварки под флюсом используется полностью механизированное сварочное оборудование. Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и постоянное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Одним из основных достоинств процесса под флюсом является простота, с которой его можно включить в полностью механизированные системы сварки, чтобы обеспечить высокую скорость наплавки и постоянное качество сварки. Восстановление металла сварного шва приближается к 100%, так как потери из-за разбрызгивания чрезвычайно малы. Потери тепла от дуги также довольно низки благодаря изолирующему эффекту флюсового слоя, поэтому тепловой КПД процесса может достигать 60 % по сравнению с примерно 25 % при сварке ММА.
Расход флюса примерно равен расходу проволоки, причем фактическое соотношение — масса израсходованной проволоки: масса израсходованного флюса — зависит от типа флюса и применяемых параметров сварки.
Параметры сварки поддерживаются на заданных значениях блоком управления дугой. Система обратной связи обычно используется для поддержания стабильной длины дуги, так что изменение длины дуги (соответствующее изменению напряжения дуги) приводит к увеличению или уменьшению скорости подачи проволоки до тех пор, пока не будет восстановлена первоначальная длина дуги.
Подготовка суставов.
Подготовка шва зависит от толщины пластины, типа шва, т.е. по окружности или по длине и в некоторой степени от стандартов, по которым изготавливается конструкция.
Листы толщиной до 14 мм можно сваривать встык без подготовки с зазором не более 1 мм или 10 % толщины листа, в зависимости от того, что больше. Более толстые пластины нуждаются в подготовке, если необходимо получить полное проникновение. Переменная подгонка недопустима.
Сварщик, использующий стержневые электроды, может скорректировать свою технику, чтобы справиться с различными зазорами в стыках и поверхностями притупления или различными размерами. Не то что автоматическая сварочная головка. Если заданы условия для корневого зазора 0,5 мм и он увеличивается до 2 или 3 мм, будет происходить прожог, если только не используется эффективная подкладочная полоса. В таких случаях рекомендуется ручная сварка корневого шва MIG или MMA. Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Все кромки листов должны быть абсолютно чистыми и не иметь ржавчины, масла, прокатной окалины, краски и т. д. Если примеси присутствуют и вплавляются в сварной шов, могут легко возникнуть пористость и растрескивание.
Время, потраченное на сведение к минимуму таких дефектов за счет тщательной подготовки соединения и тщательной проверки перед сваркой, потрачено с пользой, поскольку вырезание дефектов сварки и повторная сварка требуют больших затрат времени и средств.
Процедура сварки.
Как правило, чем жестче требования к ударной вязкости при низких температурах, тем ниже максимальный сварочный ток, который можно использовать. Это необходимо для минимизации тепловложения и означает, что может потребоваться многопроходная технология. При сварке нержавеющих сталей тепловложение должно быть низким, так как они имеют плохую теплопроводность и высокий коэффициент расширения по сравнению с мягкой сталью.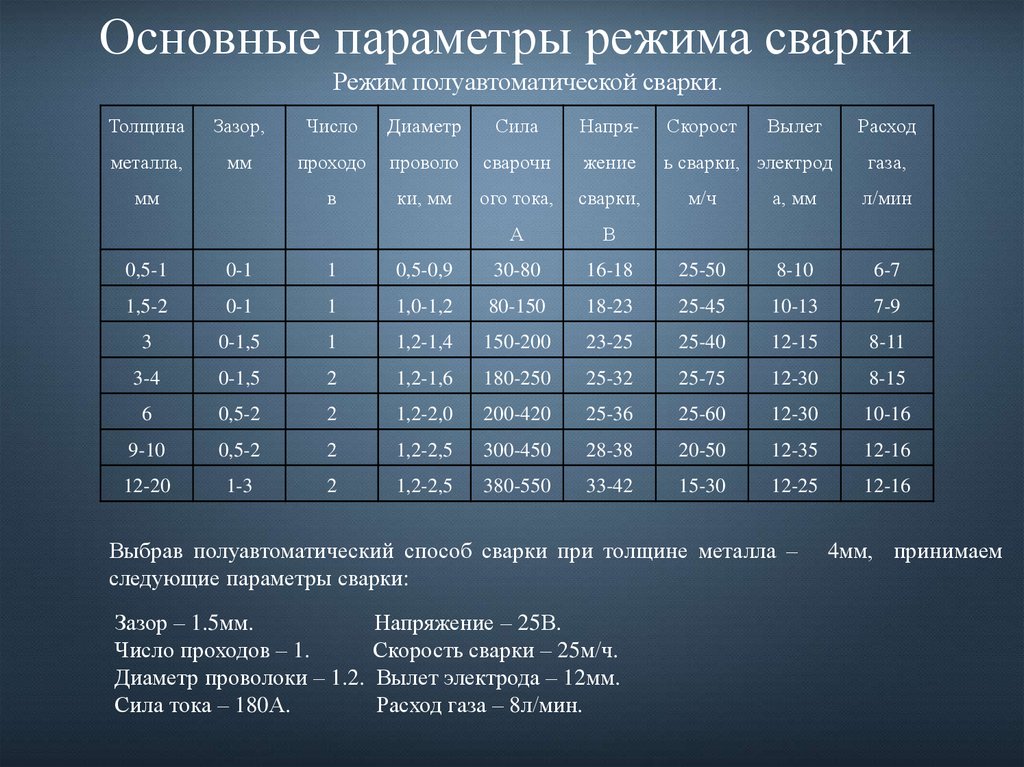 Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Эти два эффекта приводят к перегреву и чрезмерным искажениям, если используются провода большого диаметра и большие токи. Поэтому для нержавеющих сталей и сплавов с высоким содержанием никеля, таких как инконель, рекомендуются многопроходные сварные швы с использованием проволоки малого диаметра.
Параметры сварки.
Выбор правильных условий сварки по толщине листа и подготовка соединения к сварке очень важны, если необходимо получить удовлетворительные соединения без таких дефектов, как трещины, пористость и подрезы. Переменные процесса, которые необходимо учитывать, следующие:
- Полярность электрода.
- Сварочный ток.
- Диаметр электрода.
- Напряжение дуги.
- Скорость сварки.
- Удлинитель электрода.
- Угол электрода.

- Глубина потока.
Это переменные, которые определяют размер валика, форму валика, глубину проплавления и, в некоторых случаях, металлургические эффекты, такие как возникновение трещин, пористость и состав металла сварного шва.
а. Полярность электрода.
Самое глубокое проникновение достигается при обратной полярности постоянного тока (положительный электрод постоянного тока, DCEP)
что также обеспечивает наилучший внешний вид поверхности, форму валика и устойчивость к пористости.
Прямая полярность постоянного тока (отрицательный электрод постоянного тока, DCEN) обеспечивает более быстрое прогорание (около 35%) и более мелкое проникновение, поскольку максимальное тепло выделяется на кончике электрода, а не на поверхности пластины. По этой причине отрицательная полярность электрода постоянного тока часто используется при сварке сталей с ограниченной свариваемостью и при наплавке/наплавке, поскольку в обоих случаях проникновение в основной материал должно быть как можно меньше. Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
Отношение расхода флюса/проволоки меньше при отрицательной полярности электрода, чем при положительной полярности электрода, так что уменьшается легирование флюсом.
При полярности постоянного тока максимальный используемый ток составляет 1000 ампер из-за проблем с дуговым разрядом. При изменении полярности с положительной на отрицательную может потребоваться некоторое увеличение напряжения дуги для получения сравнимой формы валика.
Переменный ток дает результат примерно посередине между положительным электродом постоянного тока и отрицательным электродом постоянного тока и обычно дает более плоский и широкий валик. Его можно использовать в системах с несколькими головками, и он особенно полезен, когда возникает проблема с дуговым разрядом. Он часто используется в системах с тандемной дугой, где положительный электрод постоянного тока используется в качестве ведущего электрода, а электрод переменного тока — в качестве замыкающего.
б. Сварочный ток.
Сварочный ток.
Увеличение скорости подачи проволоки увеличивает сварочный ток, так что скорость наплавки увеличивается по мере увеличения сварочного тока. Скорость подачи проволоки является наиболее важным фактором контроля плавления и провара. Плотность тока определяет глубину проникновения – чем выше плотность тока, тем больше проникновение. Для данного потока стабильность дуги будет теряться ниже минимальной пороговой плотности тока, так что, если ток для данного диаметра электрода слишком мал, стабильность дуги теряется и получается неровный валик неправильной формы. Слишком высокая плотность тока также приводит к нестабильности, поскольку электрод перегревается и может произойти подрез.
г. Диаметр электрода.
Для данного тока изменение диаметра электрода изменит плотность тока. Следовательно, электрод большего диаметра уменьшит проплавление и вероятность прожога, но в то же время зажигание дуги затруднено, а стабильность дуги снижается.
д. Напряжение дуги.
Напряжение дуги влияет на разжижение, а не на проплавление. Валик на сварных швах пластин и закрытые стыковые сварные швы с квадратными краями имеют увеличенную ширину и растворение по мере увеличения напряжения дуги, но глубина провара остается неизменной. Если разделка стыка открытая, например, в стыковом соединении с V-образной разделкой под небольшим углом, увеличение напряжения дуги может уменьшить проплавление.
Напряжение дуги определяет длину дуги, расход флюса и свойства металла сварного шва. Увеличение напряжения дуги увеличивает длину дуги, так что ширина сварного шва увеличивается, армирование уменьшается, расход флюса увеличивается, а также увеличивается вероятность возникновения дуги. При использовании легирующих флюсов длина дуги и, следовательно, напряжение дуги очень важны, так как при высоких напряжениях дуги расплавляется больше флюса, так что больше легирующих элементов попадает в металл сварного шва. Таким образом, напряжение дуги может влиять на состав металла шва.
Таким образом, напряжение дуги может влиять на состав металла шва.
эл. Скорость сварки.
Скорость сварки или скорость перемещения определяют глубину провара. Размер шарика обратно пропорционален скорости движения. Более высокие скорости уменьшают проникновение и ширину валика, увеличивают
вероятность пористости и, если довести до крайности, получить подрезы и неравномерные валики. При высоких скоростях сварки напряжение дуги должно поддерживаться достаточно низким, иначе может произойти перегорание дуги.
Если скорость сварки слишком низкая, может произойти прожог. Сочетание высокого напряжения дуги и низкой скорости сварки может привести к образованию грибовидного сварного шва с трещинами затвердевания по бокам шва.
ф. Расширение электрода.
Также известен как вылет электрода и изменяет расстояние между наконечником и рабочим расстоянием. Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Удлинение электрода определяет степень резистивного нагрева электрода. Если удлинение короткое, эффект нагрева невелик, а проникновение глубокое. Увеличение удлинения увеличивает температуру электрода, что снижает проплавление, но скорость осаждения увеличивается. Таким образом, увеличенное удлинение полезно при наплавке и обработке поверхностей, но необходимо предпринять шаги для направления электрода, иначе он будет блуждать.
Для нормальной сварки вылет электрода должен составлять 25–30 мм для низкоуглеродистой стали и меньше, примерно 20–25 мм, для нержавеющей стали. Это связано с тем, что электрическая чувствительность проволоки из нержавеющей стали значительно выше, чем у проволоки из мягкой стали.
г. Угол электрода.
Поскольку угол между электродом и пластиной определяет точку приложения и направление силы дуги, он оказывает сильное влияние как на провар, так и на подрез. На первом рисунке показано влияние на горизонтальные/вертикальные угловые швы, а на втором рисунке сравнивается эффект, полученный при использовании вертикальной дуги, с результатами, полученными при использовании передней и задней дуг. Влияние на подрезание может быть особенно заметным.
Влияние на подрезание может быть особенно заметным.
ч. Глубина потока.
Глубина флюса или флюсовая нагрузка часто игнорируются, и порошок накапливается вокруг проволоки до тех пор, пока дуга не будет полностью покрыта. Для достижения оптимальных результатов глубина флюса должна быть достаточной для охвата дуги, хотя точка, в которой электрод входит в свет флюсового слоя, отраженный от дуги, должна быть едва видна. Слишком мелкий слой флюса приводит к протеканию и может вызвать пористость из-за неадекватной металлургической защиты расплавленного металла. Слишком глубокий слой флюса приводит к неудовлетворительному внешнему виду валика и может привести к утечке на кольцевых сварных швах. При глубокой подготовке толстого листа особенно важно избегать чрезмерной глубины флюса, иначе форма сварного шва и удаление шлака могут быть неудовлетворительными.
Флюсы .
Флюсы классифицируются по показателю основности и бывают двух видов — агломерированные и плавленые.