
Руководство по проведению расточки блока цилинров в домашних условиях, видео » Авто центр ру
Головка блока цилиндров, как и любой другой узел транспортного средства, периодически должна проходить процедуру диагностики и обслуживания. Что представляет собой расточка блока цилиндров? Зачем она делается и как ее осуществить своими руками в домашних условиях? Об этом с фото и видео вы сможете узнать в нашей статье.
Что такое расточка и зачем она нужна?
Снятая головка блока
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца.
 Здесь речь идет именно о кольце, а не о самом поршне.
Здесь речь идет именно о кольце, а не о самом поршне. - Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра.
Извините, в настоящее время нет доступных опросов.
По этим причинам поршневые кольца при регулярных ударах о стенки каналов со временем просто развалятся, при чем на маленькие части. Естественно, ни о каком восстановлении и речи быть не может, но хуже то, что они поцарапают и стенки цилиндров. В таких случаях ни гильзовка блока цилиндров, ни расточка, ни даже капремонт уже не сможет спасти мотор. К слову, гильзовка блока цилиндров может осуществляться методом замены или установки гильз в блоки, но сейчас не об этом.
Своевременная расточка ГБЦ дает возможность восстановить геометрию компонентов. Кроме того, при правильной расточке можно обеспечить необходимое положение сопряженных элементов относительно друг друга. Ведь в данном случае произвести только лишь правильную геометрию компонентов будет недостаточно, чтобы обеспечить равномерное положение всех элементов.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку.
 Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее. - Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой.
 Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Запрос вернул пустой результат.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см.
 К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости. - Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Видео «Расточка в домашних условиях»
Как сделать расточку дрелью — смотрите на видео.
Доработка (расточка и хонингование) блока цилиндров своими руками » АвтоНоватор
Доработка блока цилиндров вам, как правило, может понадобиться лишь в двух случаях. Это если вы решили провести форсирование двигателя или пришло время ремонтировать блок цилиндров.
Это если вы решили провести форсирование двигателя или пришло время ремонтировать блок цилиндров.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Это примерно 0,1 – 0,15 мм.
Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров.
- Автор: Андрей
- Распечатать
Оцените статью:
(5 голосов, среднее: 3.2 из 5)
Поделитесь с друзьями!
Adblock
detector
Создайте свой собственный бюджет 355ci Small Block Chevy, часть 1
(Изображение/Джефф Смит) Стоимость даже мягких высокопроизводительных двигателей растет — как и все остальное в этом постковидном мире. Даже традиционные малоблочные двигатели Chevy уже не так бережно относятся к вашему банковскому счету, как раньше. Но это не значит, что вы должны отказаться от идеи получения новой мощности для вашего следующего хот-рода. Это просто дает возможность построить его самостоятельно.
Это просто дает возможность построить его самостоятельно.
Чтобы показать пример, мы собираемся воскресить простой маленький блок Chevy 350ci и выполнить все классические процедуры растачивания и хонингования торсионной пластины блока для комплекта стандартных литых алюминиевых поршней. В отличие от типичных журналов, которые игнорируют реальность других требований жизни к вашей еженедельной зарплате, мы сосредоточимся на том, чтобы стоимость была как можно более доступной, но не в ущерб качеству. Это не гоночный двигатель. Он даже не претендует на роль гоночного двигателя. Наша цель состоит в том, чтобы создать простой и эффективный малый блок Chevy с газовым насосом, улучшенный несколькими штрихами производительности, чтобы получить немного больше мощности, чем традиционный 29-цилиндровый двигатель.Двигатель Чеви 0 л.с.
Двигатель в ящике или его сборка своими руками До пандемии Summit Racing предлагала очень доступный и привлекательный совершенно новый двухкомпонентный двигатель в ящике 350ci с задним главным уплотнением, сначала под маркой Targetmaster, который позже стал Goodwrench двигатель. Из-за стоимости замены старого инструмента этот двигатель больше не доступен.
Из-за стоимости замены старого инструмента этот двигатель больше не доступен.
Но нам все равно нужен был двигатель. Это побудило нас составить полный список деталей, после чего мы поняли, что можем построить сопоставимый двигатель с лучшими головками и распределительным валом по конкурентоспособной цене.
Мы обнаружили, что сочетание набора железных головок Summit Racing Vortec с плоским толкателем Summit Racing значительно улучшит крутящий момент и мощность этого двигателя, но не увеличит стоимость.
Будем честными. Гораздо проще просто выложить деньги за полностью собранный двигатель, чем собрать его самому. Но мы думаем, что у этого двигателя есть потенциал для большей мощности, чем у ящика Goodwrench, из-за лучших головок, кулачка и, что наиболее важно, потому что наш двигатель будет иметь компрессию на 1,5 пункта выше при 9..9:1.
Кроме того, мы знаем, что построили этот двигатель своими руками. Это чего-то стоит.
Наш план включает в себя все детали, необходимые для полного длинного блока, а также двухплоскостной впуск, распределитель HEI, свечи зажигания, провода, масло, фильтр и все, кроме карбюратора и выхлопа, для завершения двигателя. Со всеми этими деталями цена составляет чуть более 3400 долларов в долларах 2022 года. Справедливости ради следует отметить, что Summit Racing продает двигатели объемом 355 куб.0008 , хотя и по более высокой цене (что компенсирует усилия по созданию двигателя).
Со всеми этими деталями цена составляет чуть более 3400 долларов в долларах 2022 года. Справедливости ради следует отметить, что Summit Racing продает двигатели объемом 355 куб.0008 , хотя и по более высокой цене (что компенсирует усилия по созданию двигателя).
Но учитывая варианты, мы решили построить свой собственный.
Запуск сборки двигателяМы начали с цельного короткого блока заднего главного уплотнения 350 года выпуска, который мы купили у друга за 200 долларов. Мы выбрали этот двигатель из-за лучшего цельного заднего главного уплотнения и цельной прокладки масляного поддона, которые сводят к минимуму утечки масла. Кроме того, позже мы можем обновить этот двигатель до роликового кулачка, поскольку блок обработан для установки гидравлического роликового кулачка заводского типа, который намного дешевле, чем модернизация двухкомпонентного заднего блока главного уплотнения.
Наш двигатель был в приличном состоянии, и у нас возник соблазн повторно использовать шатун и коренные подшипники, потому что они выглядели очень хорошо. Разборка прошла легко, и мы пронумеровали обе стороны стержней, а также пронумеровали основные крышки, чтобы они не перепутались во время повторной сборки.
Разборка прошла легко, и мы пронумеровали обе стороны стержней, а также пронумеровали основные крышки, чтобы они не перепутались во время повторной сборки.
Размер кривошипа чуть более чем на 0,0005 дюйма меньше, чем у стандартных размеров коренных и шатунных шеек, что сэкономило нам немного денег, так как не пришлось шлифовать кривошип. Нашим первым шагом было отнести блок в местную механическую мастерскую, Машина Williams в Лаконе, штат Айова , чтобы очистить, расточить, отточить пластину крутящего момента и выровнять, отточить сеть. Williams также установила новые болты шатунов ARP, изменила размер больших концов шатунов, прижала их к поршням, а затем установила кулачковые подшипники. Также рекомендуется сбалансировать всю сборку, поскольку новые поршни больше и тяжелее. Мы также включили в систему новую гибкую пластину, чтобы ее можно было точно сбалансировать, поскольку вес смещения запаса (для цельного фланца заднего главного уплотнения) на этих сменных гибких пластинах имеет тенденцию сильно различаться.
Полный список запчастей находится внизу этой статьи.
Все детали вернулись из механического цеха, и мы положили их на стол, чтобы все было организовано. Нашим первым шагом всегда является предварительная установка кулачка перед любыми другими деталями. Это важно, потому что иногда может быть тугой подшипник кулачка, который не позволяет кулачку проходить мимо подшипника. Лучше знать это перед сборкой вращающегося узла, потому что легче получить доступ к проблемному кулачковому подшипнику с пустым блоком.
Это также хорошее время для установки трех запрессовываемых заглушек в передней части блока, которые охватывают кулачок. Если вы забудете эти заглушки, двигатель не будет производить давление масла. Мы также фиксируем их ударом долота, чтобы они не выталкивались. Резьбовые задние пробки камбуза также должны быть установлены и покрыты резьбовым герметиком.
Затем мы проверили шатуны и коренные подшипники на предмет зазора, потому что размеры шатунов были изменены, а блок отшлифован. Мы предпочитаем использовать наш стержень и основной зазор на уличных небольших блоках как можно ближе к 0,0025 дюйма. Подшипники, которые мы выбрали, изготовлены компанией Summit Racing и имеют биметаллическую конструкцию, что означает, что они изготовлены из алюминия со стальной основой. Это запасные подшипники, которые несколько тверже, чем рабочие подшипники. Мы выбрали стандартные версии для замены, чтобы сохранить бюджет.
Мы предпочитаем использовать наш стержень и основной зазор на уличных небольших блоках как можно ближе к 0,0025 дюйма. Подшипники, которые мы выбрали, изготовлены компанией Summit Racing и имеют биметаллическую конструкцию, что означает, что они изготовлены из алюминия со стальной основой. Это запасные подшипники, которые несколько тверже, чем рабочие подшипники. Мы выбрали стандартные версии для замены, чтобы сохранить бюджет.
В то время как основные подшипники были доступны на 0,001 дюйма меньшего размера, биметаллические стержневые подшипники не доступны. Нашему двигателю не нужны шатунные подшипники меньшего размера, но они доступны на 0,001 дюйма меньшего размера от таких компаний, как Clevite, King и Speed-Pro. Несмотря на то, что они мягче, они отлично подойдут для уличного двигателя, и всегда лучше установить правильный зазор, даже если вам придется использовать другие подшипники.
Некоторые коренные подшипники были ближе к 0,0030 дюйма, поэтому мы добавили заниженную верхнюю половину вкладыша на 0,001 дюйма, что уменьшило зазор до 0,0023–0,0028 дюйма, что почти идеально. Коренной подшипник номер пять требовал использования обеих половин 0,001 дюйма под коренным подшипником для создания зазора 0,0026 дюйма. Часто осевой зазор будет немного меньше, чтобы обеспечить правильную смазку вертикальной упорной части подшипника.
Коренной подшипник номер пять требовал использования обеих половин 0,001 дюйма под коренным подшипником для создания зазора 0,0026 дюйма. Часто осевой зазор будет немного меньше, чтобы обеспечить правильную смазку вертикальной упорной части подшипника.
Перед тем, как приступить к сборке, мы произвели окончательную промывку блока хозяйственным мылом и щетками и сразу же высушили блок воздухом под высоким давлением. Затем мы использовали белые бумажные полотенца и масло Marvel Mystery Oil для очистки цилиндров. Мы меняли бумагу на свежую, пока красное масляное пятно на полотенцах не осталось красным. Обычно это включает четыре или более проходов, чтобы максимально очистить каждый цилиндр. Мы пробовали другие методы, но масло Marvel Mystery Oil на удивление лучше справляется с удалением остатков хонингования стенок цилиндров, чем даже разбавитель для лака.
Затем мы установили коленчатый вал и измерили осевой зазор, чтобы убедиться, что он соответствует спецификации и составляет 0,005 дюйма. В нашем случае у нас был почти нулевой зазор, что потребовало шлифовки передней части упорного подшипника листом влажной и сухой наждачной бумаги с зернистостью 400, слегка покрытой маслом Marvel Mystery, на плоской стеклянной поверхности. Мы объединили две упорные половины с помощью большого хомута и слегка отшлифовали обращенную вперед часть подшипника, пока не добились надлежащего зазора. Затем мы тщательно очистили упорные подшипники перед проверкой осевого люфта, который составил 0,004 дюйма. Один из приемов заключается в том, чтобы слегка постучать по коленчатому валу сзади мягким молотком, чтобы выровнять упорные подшипники. Это может немного улучшить зазор, если зазор плотный.
В нашем случае у нас был почти нулевой зазор, что потребовало шлифовки передней части упорного подшипника листом влажной и сухой наждачной бумаги с зернистостью 400, слегка покрытой маслом Marvel Mystery, на плоской стеклянной поверхности. Мы объединили две упорные половины с помощью большого хомута и слегка отшлифовали обращенную вперед часть подшипника, пока не добились надлежащего зазора. Затем мы тщательно очистили упорные подшипники перед проверкой осевого люфта, который составил 0,004 дюйма. Один из приемов заключается в том, чтобы слегка постучать по коленчатому валу сзади мягким молотком, чтобы выровнять упорные подшипники. Это может немного улучшить зазор, если зазор плотный.
Мы нагрузили поршни кольцами с помощью расширителя колец вместо спиральной техники. Мы ориентировали кольца, как указано в инструкции, верхним и вторым кольцами друг напротив друга на поршне. Расположение двух верхних кольцевых зазоров не так критично, если они расположены на 180 градусов друг напротив друга. В наших кольцах были предварительно зазоры, поэтому нам не пришлось подпиливать их для очистки.
В наших кольцах были предварительно зазоры, поэтому нам не пришлось подпиливать их для очистки.
Когда все поршни были на месте, мы также решили проверить высоту деки, чтобы завершить нашу статическую степень сжатия. Зазоры под палубой варьировались в несколько тысячных, но в среднем составляли 0,025 дюйма. Это было больше, чем мы планировали, а также снизило статическую степень сжатия намного ниже желаемой до 9..7:1. Мы могли бы уложить блок еще на 0,015 дюйма, но это увеличило бы наши затраты, поэтому мы решили оставить все как есть. Чтобы компенсировать это, мы заменили более тонкую стальную прокладку на составную версию.
Такая большая высота платформы позволила нам добавить металлическую регулировочную прокладку 0,016 дюйма к зазору поршня 0,025 дюйма, что в сумме составляет 0,041 дюйма. Это фактически увеличило нашу степень сжатия до 9,9:1.
Это, безусловно, сделает наш маленький блок немного более мощным, немного улучшит расход топлива и сделает его более чувствительным к дроссельной заслонке.
Установив поршни, мы приступили к установке двухроликового газораспределительного механизма Cloyes. Этот набор синхронизации предлагает три различных шпоночных паза на кривошипно-шатунном механизме для опережения или замедления синхронизации кулачка. Мы выбрали нулевую настройку, а затем запустили процесс градуировки кулачка. Мы не будем вдаваться в подробности того, как это сделать, но мы обнаружили, что кулачок расположен на 106 градусах после верхней мертвой точки (ВМТ) для осевой линии впуска. Карта камеры требует 107 градусов, поэтому мы решили оставить это, поскольку это находится в пределах одного градуса спецификации.
Правильно синхронизировав кулачок, мы добавили резьбовой герметик на болты кулачка, затянули их на место и собирались установить переднюю крышку привода ГРМ, когда обнаружили, что в наш комплект прокладок не входит прокладка крышки привода ГРМ. Это связано с тем, что некоторые из более поздних цельных двигателей с задним главным уплотнением поставлялись с пластиковыми крышками ГРМ, которые необходимо заменять. Поэтому нам пришлось приобрести отдельную прокладку крышки ГРМ, прежде чем мы смогли завершить установку крышки.
Поэтому нам пришлось приобрести отдельную прокладку крышки ГРМ, прежде чем мы смогли завершить установку крышки.
Теперь мы можем обратить внимание на масляный насос. Вы можете заметить, что мы выбрали масляный насос стандартного давления и стандартного объема 9.0007, так как большинству уличных малолитражок не нужно ни высокое давление масла, ни его объем. Мы проверили положение датчика относительно масляного поддона и обнаружили, что оно немного выше на 1/2 дюйма по сравнению со спецификацией 3/8 дюйма. Мы также приварили приемную часть к насосу, чтобы она не вибрировала и не оставляла нас без давления масла.
Во всех цельных малых блоках заднего главного уплотнения также используется цельная прокладка масляного поддона, которая значительно упрощает установку по сравнению с традиционными комплектами из четырех частей. На этом наша сборка короткого блока для нашего бюджетного маленького блока завершена.
Почти готово… Во второй части истории мы завершим сборку головок цилиндров и оставшейся части верхней части и запустим этого пройдоху на нашем испытательном стенде для двигателей Summit Racing . Мы с нетерпением ждем того дня, когда сможем немного пошуметь, чтобы продемонстрировать нашу технику сборки и процедуру обкатки.
Мы с нетерпением ждем того дня, когда сможем немного пошуметь, чтобы продемонстрировать нашу технику сборки и процедуру обкатки.
Мы оставим это волнение для второй части.
Мы начали с этого очень бывшего в употреблении цельного заднего главного сальника 350ci small block Chevy от 1990 Chevy Suburban, из которого вытекало масло на пол в магазине нашего друга Билла Ирвина. Если не считать пробитой прокладки головки блока цилиндров, толстого слоя шлама в поддоне и ослабленной цепи ГРМ, двигатель был в приличном состоянии, учитывая его пробег в 160 000 миль. (Изображение/Джефф Смит) Мы использовали эти алюминиевые направляющие штифты от ARP, чтобы защитить шатунные болты, выходящие из кривошипа, от царапин на шейках шатунов. Несколько компаний предлагают небольшие пластиковые чехлы, которые надеваются на стержневые болты и выполняют те же функции — проверьте список деталей внизу этого поста. (Изображение/Джефф Смит) Используемый кривошип и подшипники, которые мы сняли с двигателя, выглядели хорошо, без серьезных повреждений, а размер шеек был меньше, чем на 0,0005 дюйма. Мы заказали как стандартные, так и коренные подшипники уменьшенного размера на 0,001 дюйма, и оба номера деталей включены в наш список деталей. (Изображение/Джефф Смит) Мы отвезли наш небольшой блок в компанию Williams Machine в Лаконе, штат Айова, и они очистили, просверлили и отшлифовали блок с помощью динамометрической пластины, а также восстановили стандартные шатуны с новыми болтами ARP, а затем прижали шатуны к поршням для нас. . (Изображение/Джефф Смит) Это все, что мы заказали у Summit Racing для сборки нашего маленького блока Chevy. Было несколько деталей, таких как масляный поддон и крышки клапанов, которые мы могли бы повторно использовать с оригинального двигателя, чтобы еще больше снизить стоимость. Все номера деталей перечислены в таблице внизу этой статьи. (Изображение/Джефф Смит) Если механическая мастерская снимает эту заглушку масляного канала для очистки блока, обязательно установите на ее место новую заглушку. В противном случае это создаст массивную внутреннюю утечку масла, и двигатель не будет создавать давление масла.
Мы заказали как стандартные, так и коренные подшипники уменьшенного размера на 0,001 дюйма, и оба номера деталей включены в наш список деталей. (Изображение/Джефф Смит) Мы отвезли наш небольшой блок в компанию Williams Machine в Лаконе, штат Айова, и они очистили, просверлили и отшлифовали блок с помощью динамометрической пластины, а также восстановили стандартные шатуны с новыми болтами ARP, а затем прижали шатуны к поршням для нас. . (Изображение/Джефф Смит) Это все, что мы заказали у Summit Racing для сборки нашего маленького блока Chevy. Было несколько деталей, таких как масляный поддон и крышки клапанов, которые мы могли бы повторно использовать с оригинального двигателя, чтобы еще больше снизить стоимость. Все номера деталей перечислены в таблице внизу этой статьи. (Изображение/Джефф Смит) Если механическая мастерская снимает эту заглушку масляного канала для очистки блока, обязательно установите на ее место новую заглушку. В противном случае это создаст массивную внутреннюю утечку масла, и двигатель не будет создавать давление масла. (Изображение/Джефф Смит) Добавив 0,001-дюймовую полуоболочку к трем из четырех коренных крышек, мы смогли приблизиться к нашему зазору в коренном подшипнике, равному 0,0025 дюйма. Для упорного подшипника номер пять нам пришлось использовать обе половины вкладыша меньшего размера на 0,001 дюйма, чтобы получить зазор 0,0030 дюйма. (Изображение/Джефф Смит) Мы попросили Williams установить кулачковые подшипники, потому что у нас нет подходящего инструмента. Перед установкой вращающегося узла всегда рекомендуется убедиться, что кулачок подойдет к новым подшипникам. Если есть тугой подшипник кулачка, будет намного проще решить проблему до установки вращающегося узла. (Изображение/Джефф Смит) Шатунные подшипники стали иметь немного больший зазор примерно до 0,0028 дюйма после полировки коленчатого вала, что также сделало его немного меньшего размера. Williams установила новые болты тяги ARP, когда размеры тяг были изменены. (Изображение/Джефф Смит) После установки коленчатого вала и коренных крышек, но до того, как мы затянули главные винты, мы постучали по коленчатому валу вперед, чтобы выровнять упорный подшипник, а затем, затянув главные пальцы, проверили осевой люфт и обнаружили нулевой осевой люфт.
(Изображение/Джефф Смит) Добавив 0,001-дюймовую полуоболочку к трем из четырех коренных крышек, мы смогли приблизиться к нашему зазору в коренном подшипнике, равному 0,0025 дюйма. Для упорного подшипника номер пять нам пришлось использовать обе половины вкладыша меньшего размера на 0,001 дюйма, чтобы получить зазор 0,0030 дюйма. (Изображение/Джефф Смит) Мы попросили Williams установить кулачковые подшипники, потому что у нас нет подходящего инструмента. Перед установкой вращающегося узла всегда рекомендуется убедиться, что кулачок подойдет к новым подшипникам. Если есть тугой подшипник кулачка, будет намного проще решить проблему до установки вращающегося узла. (Изображение/Джефф Смит) Шатунные подшипники стали иметь немного больший зазор примерно до 0,0028 дюйма после полировки коленчатого вала, что также сделало его немного меньшего размера. Williams установила новые болты тяги ARP, когда размеры тяг были изменены. (Изображение/Джефф Смит) После установки коленчатого вала и коренных крышек, но до того, как мы затянули главные винты, мы постучали по коленчатому валу вперед, чтобы выровнять упорный подшипник, а затем, затянув главные пальцы, проверили осевой люфт и обнаружили нулевой осевой люфт. Нам пришлось отшлифовать переднюю сторону упорного подшипника маслом с зернистостью 400, влажная/сухая 9.0007 наждачная бумага в течение примерно 15 минут, чтобы установить 0,004 дюйма осевого люфта. (Изображение/Джефф Смит) Мы проверили все кольца, чтобы убедиться, что у нас есть правильный зазор между кольцами. Чугунные кольца важно устанавливать с помощью инструмента для установки колец, чтобы предотвратить возможные повреждения спиральным методом. Мы поместили концы кольца в канавку, а затем расширили инструмент, пока кольцо не скользит по поршню. Маслосъемные кольца могут быть установлены спиральным методом. Всегда устанавливайте кольца, начиная снизу вверх. (Изображение/Джефф Смит) Мы использовали Компрессор с коническим кольцом Summit Racing для установки поршней, потому что коническими компрессорами намного проще управлять, чем обычными кольцевыми компрессорами с выжимной рукояткой. С кольцами размером 5/64 дюйма для установки поршней потребуется несколько сильных ударов молотком! (Изображение/Джефф Смит) Мы используем стержневые болты ARP, так что мы можем установить растяжение каждого болта , а не полагаться на крутящий момент.
Нам пришлось отшлифовать переднюю сторону упорного подшипника маслом с зернистостью 400, влажная/сухая 9.0007 наждачная бумага в течение примерно 15 минут, чтобы установить 0,004 дюйма осевого люфта. (Изображение/Джефф Смит) Мы проверили все кольца, чтобы убедиться, что у нас есть правильный зазор между кольцами. Чугунные кольца важно устанавливать с помощью инструмента для установки колец, чтобы предотвратить возможные повреждения спиральным методом. Мы поместили концы кольца в канавку, а затем расширили инструмент, пока кольцо не скользит по поршню. Маслосъемные кольца могут быть установлены спиральным методом. Всегда устанавливайте кольца, начиная снизу вверх. (Изображение/Джефф Смит) Мы использовали Компрессор с коническим кольцом Summit Racing для установки поршней, потому что коническими компрессорами намного проще управлять, чем обычными кольцевыми компрессорами с выжимной рукояткой. С кольцами размером 5/64 дюйма для установки поршней потребуется несколько сильных ударов молотком! (Изображение/Джефф Смит) Мы используем стержневые болты ARP, так что мы можем установить растяжение каждого болта , а не полагаться на крутящий момент. Спецификация для этих конкретных стержневых болтов составляет от 0,0055 до 0,0060 дюйма, и мы использовали новый цифровой датчик ARP. Более традиционный стиль циферблатного индикатора также работает хорошо. (Изображение/Джефф Смит) Чтобы обеспечить правильный старт при обкатке распределительного вала, мы покрыли каждый лепесток обкаточная смазка , поставляемая с кулачком Summit Racing. Мы использовали моторное масло для кулачковых шеек. (Изображение/Джефф Смит) Перед установкой кривошипа в двигатель мы включили кривошип на время, установленное. Установить кулачковую шестерню и цепь так же просто, как совместить метки. Этот набор синхронизации Cloyes имеет три положения кривошипа для опережения или замедления, но мы выбрали нулевую отметку (0) на кривошипно-шатунном механизме. В большинстве случаев на этом заводская переделка останавливалась, но мы хотели убедиться, что кулачок установлен правильно, поэтому потратили время и на градуировку кулачка. Мы обнаружили, что кулачок находился под углом 106 градусов, в пределах одного градуса от осевой линии впуска 107 градусов.
Спецификация для этих конкретных стержневых болтов составляет от 0,0055 до 0,0060 дюйма, и мы использовали новый цифровой датчик ARP. Более традиционный стиль циферблатного индикатора также работает хорошо. (Изображение/Джефф Смит) Чтобы обеспечить правильный старт при обкатке распределительного вала, мы покрыли каждый лепесток обкаточная смазка , поставляемая с кулачком Summit Racing. Мы использовали моторное масло для кулачковых шеек. (Изображение/Джефф Смит) Перед установкой кривошипа в двигатель мы включили кривошип на время, установленное. Установить кулачковую шестерню и цепь так же просто, как совместить метки. Этот набор синхронизации Cloyes имеет три положения кривошипа для опережения или замедления, но мы выбрали нулевую отметку (0) на кривошипно-шатунном механизме. В большинстве случаев на этом заводская переделка останавливалась, но мы хотели убедиться, что кулачок установлен правильно, поэтому потратили время и на градуировку кулачка. Мы обнаружили, что кулачок находился под углом 106 градусов, в пределах одного градуса от осевой линии впуска 107 градусов. Затем мы затянули три кулачковых болта, нанеся на резьбу небольшое количество фиксатора резьбы в качестве страховки. (Изображение/Джефф Смит) После того, как мы вставили датчик в масляный насос, мы приварили его к корпусу насоса, чтобы он не болтался. Мы также измерили глубину лотка и высоту датчика, чтобы датчик находился в пределах 3/8–1/2 дюйма от дна лотка. (Изображение/Джефф Смит) Латунные заглушки — лучший выбор, поскольку они не подвержены коррозии. Лучше всего вставлять эти вилки с края, а не использовать большую розетку внутри чашки. Использование большого гнезда приводит к тому, что уплотняющие края затягиваются внутрь, что может привести к выскакиванию вилки. Мы использовали отрезок стальной пластины для ввинчивания латунных заглушек после покрытия заглушек герметиком, чтобы гарантировать отсутствие утечек. (Изображение/Джефф Смит) Мы также установили новое цельное заднее главное уплотнение из комплекта прокладок Mahle, а затем прикрутили узел к концу кривошипа. (Изображение/Джефф Смит) Мы установили цельную прокладку поддона и установили новый поддон Summit Racing на место, и на этом у нас был собран короткий блок.
Затем мы затянули три кулачковых болта, нанеся на резьбу небольшое количество фиксатора резьбы в качестве страховки. (Изображение/Джефф Смит) После того, как мы вставили датчик в масляный насос, мы приварили его к корпусу насоса, чтобы он не болтался. Мы также измерили глубину лотка и высоту датчика, чтобы датчик находился в пределах 3/8–1/2 дюйма от дна лотка. (Изображение/Джефф Смит) Латунные заглушки — лучший выбор, поскольку они не подвержены коррозии. Лучше всего вставлять эти вилки с края, а не использовать большую розетку внутри чашки. Использование большого гнезда приводит к тому, что уплотняющие края затягиваются внутрь, что может привести к выскакиванию вилки. Мы использовали отрезок стальной пластины для ввинчивания латунных заглушек после покрытия заглушек герметиком, чтобы гарантировать отсутствие утечек. (Изображение/Джефф Смит) Мы также установили новое цельное заднее главное уплотнение из комплекта прокладок Mahle, а затем прикрутили узел к концу кривошипа. (Изображение/Джефф Смит) Мы установили цельную прокладку поддона и установили новый поддон Summit Racing на место, и на этом у нас был собран короткий блок. Мы завершим сборку во второй части, где добавим головки Summit Racing Vortec, двухплоскостной воздухозаборник и остальные детали. Затем мы также расскажем, как успешно обкатать новую камеру. (Изображение/Джефф Смит)
Мы завершим сборку во второй части, где добавим головки Summit Racing Vortec, двухплоскостной воздухозаборник и остальные детали. Затем мы также расскажем, как успешно обкатать новую камеру. (Изображение/Джефф Смит)***
Summit Racing Classic Cam Specs (SUM-K1103)| Advertised Duration | Duration at 0.050″ | Lift | Lobe Sep. Угол (LSA) | Впуск Осевая линия | |
|---|---|---|---|---|---|
| Впуск | 288° | 214° | 0,444″ | 112° | 107° |
| Выхлоп | 298° | 224° | 0,466″ | — | — |
***
| Бюджетные характеристики двигателя 355 SBC Джеффа Смита | |
|---|---|
| Степень сжатия | 9,85:1 |
| Отверстие | 4,030″ |
| Ход | 3,480 дюйма |
| Объем камеры сгорания | 67cc |
| Высота платформы | 0,025 дюйма |
| Предохранители поршневого клапана | 6cc |
| Толщина прокладки головки | 0,016 дюйма |
***
| Бюджетная сборка SBC Джеффа Смита 355 Рекомендуемые зазоры | |
|---|---|
| Коренные подшипники | 0,0025 дюйма (оптимально) |
| Стержневые подшипники | 0,0022–0,0025 дюйма (оптимально) |
| Осевой люфт кривошипа | от 0,003 до 0,011 дюйма |
| Зазор верхнего кольца* | 0,0045 дюйма на дюйм минимального отверстия (0,018 дюйма) |
| Зазор 2-го кольца* | 0,0050 дюйма на дюйм минимального отверстия (0,020 дюйма) |
| Поршень к головке | от 0,035 до 0,040 дюйма (минимум) |
| Поршень-клапан | 0,100″ (минимум) впускной и выпускной |
| Маслоприемник к поддону | 0,375–0,400 дюйма |
*Эти значения относятся к безнаддувным бензиновым двигателям с литыми поршнями. | |
***
| Список деталей бюджетной сборки Jeff Smith 355 SBC | |
|---|---|
| Короткий блок двигателя | |
| Заэвтектические поршни Summit Racing с покрытием, диаметр цилиндра 4,030 дюйма | SUM-17351C-30 |
| Комплект поршневых колец Summit Racing, 5/64″ | SUM-133-M139-30 |
| Коренные подшипники Summit Racing (стандарт) | SUM-172000 |
| Коренные подшипники Summit Racing (уменьшенный размер, 0,001″) | SUM-172001 |
| Подшипники шатуна Summit Racing | СУММ-171000 |
| Стандартные кулачковые подшипники Dura-Bond | DUR-CH-8 |
| Масляный насос Summit Racing (стандартный объем/давление) | SUM-121155SV |
| Сборка/сетка масляного насоса Меллинга | MEL-55-S1 |
| Комплект болтов шатуна серии ARP High Performance | ARP-134-6003 |
| Комплект кулачка и подъемника Summit Racing Classic | SUM-K1103 |
| Комплект часов Cloyes для тяжелых условий эксплуатации | CLO-C-3023X |
| Прокладка крышки ГРМ Fel-Pro | FEL-TCS51241 |
| Комплект заглушек Summit Racing | SUM-G1581 |
| Комплект штифтов Summit Racing | SUM-150122 |
| Гармонический балансир Dorman | RNB-594-121 |
| Болт балансира Summit Racing Harmonic | SUM-G1677 |
| Сменный масляный поддон Summit Racing Stock | SUM-G3503X |
| Верхняя часть двигателя | |
| Головка блока цилиндров Summit Racing Vortec (x2) | SUM-151124 |
| Хромированные толкатели Summit Racing | SUM-1457800 |
| Оригинальный комплект прокладок двигателя Mahle | MAH-95-3488 |
| Впускной коллектор Summit Racing Stage 1 | SUM-226018 |
| Рычаг коромысла Меллинга (x16) | MEL-MRK-651 |
| Масляный фильтр WIX | WIX-51069 |
| Моторное масло Summit Racing ZDDP Performance | SUM-1-SAE30 |
| Свеча зажигания Autolite с медным сердечником (x8) | ATL-605 |
| Дистрибьютор HEI Summit Racing Blueprinted | SUM-850001-1 |
| Комплект проводов зажигания Summit Racing 8,5 мм | SUM-881020 |
| Крышки клапанов Summit Racing | SUM-G3319B |
| Специальные инструменты для сборки двигателя | |
| Втулки для болтов с вилкой | CLE-2800B1 |
| Колесо | SUM-G1057-16 | кулачкового кулачка Summit Racing
Обработка блока двигателя для сборки
Существует бесчисленное множество комбинаций двигателей, которые может построить энтузиаст. Но все они имеют одну и ту же общую черту, они требуют блока цилиндров. Неважно, используете ли вы блок двигателя, снятый с автомобиля, свежий OEM-блок или блок послепродажного обслуживания, все они нуждаются в подготовительной работе. Мы поговорили с Джеком Макиннисом из World Products, чтобы узнать о преимуществах блоков послепродажного обслуживания и о том, что входит в подготовку блока двигателя к сборке.
Но все они имеют одну и ту же общую черту, они требуют блока цилиндров. Неважно, используете ли вы блок двигателя, снятый с автомобиля, свежий OEM-блок или блок послепродажного обслуживания, все они нуждаются в подготовительной работе. Мы поговорили с Джеком Макиннисом из World Products, чтобы узнать о преимуществах блоков послепродажного обслуживания и о том, что входит в подготовку блока двигателя к сборке.
Преимущества блоков вторичного рынка
Блоки OEM прошли долгий путь, и современные блоки могут выдерживать большую мощность. Тем не менее, эти блоки по-прежнему производятся серийно, и их мощность ограничена до того, как они выйдут из строя. Блок OEM изготавливается наиболее эффективным и экономичным способом, поэтому редко вносятся какие-либо текущие изменения для увеличения их прочности или количества лошадиных сил, с которыми они могут справиться.
Блоки вторичного рынка значительно улучшены по сравнению с блоками OEM, на которых они основаны.
Блоки послепродажного обслуживания — это совсем другая история. Эти блоки предназначены для работы с большей мощностью, чем их OEM-кузены.
«Годы гонок и хот-родов хорошо показали слабые места OEM-блоков при использовании в высокопроизводительных приложениях. Надлежащие высокопроизводительные блоки послепродажного обслуживания спроектированы и изготовлены для устранения этих слабых мест. Эти блоки также добавляют новые функции, полезные для гонщиков и производителей двигателей», — говорит Макиннис.
Для подготовки вторичного блока требуется значительно меньше машинных работ. – Джек Макиннис
Если вы думаете об инвестировании в блок послепродажного обслуживания вместо использования блока OEM, но сомневаетесь в стоимости, вам нужно посмотреть на ценность блока послепродажного обслуживания. Для вас все еще доступно множество OEM-блоков, но найти блоки в пригодном для использования состоянии становится все труднее. Невозможно сказать, сколько раз над блоком работали, если у вас нет подходящих инструментов для его проверки перед покупкой.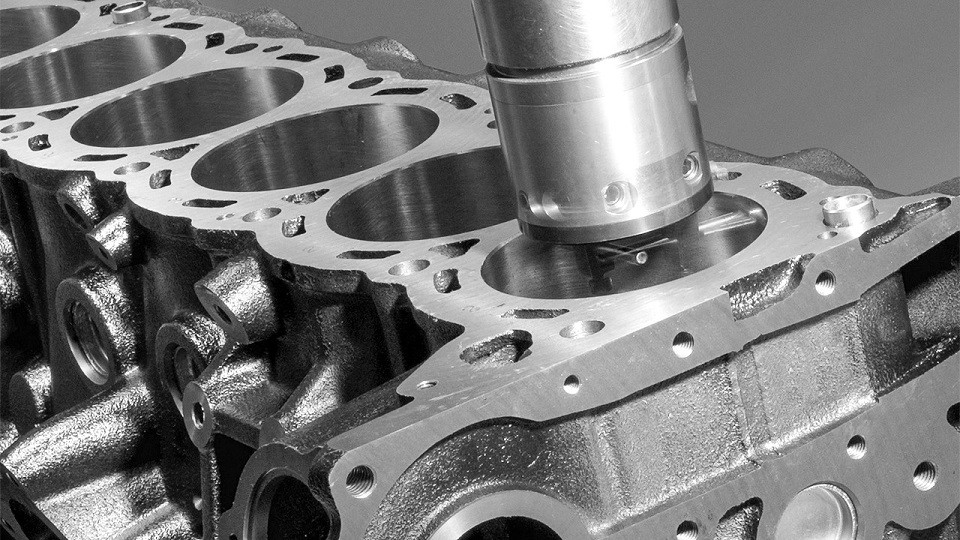
«Вы можете купить подержанный двигатель, потратить время и деньги на его разборку, очистку и механическую обработку только для того, чтобы обнаружить, что в нем есть трещины или цилиндры уже расточены сверх их безопасного объема. Если будет определено, что он исправен, потребуется немало машинной обработки, прежде чем он будет готов к использованию. Инвестиции в новый блок послепродажного обслуживания гарантируют отсутствие скрытых повреждений от предыдущего неправильного обращения, большую часть работы с машиной уже сделали за вас, и имеется много материала для будущих ремонтов», — объясняет Макиннис.
Блок вторичного рынка обеспечит вам повышенную прочность и долговечность. Гонщики действительно хорошо разбирают вещи, и инженеры каждой компании, производящей блоки послепродажного обслуживания, использовали результаты для создания более качественных блоков. Блоки послепродажного обслуживания будут иметь больше материала в зонах с высоким напряжением, улучшенную конструкцию крепления основной крышки, улучшенную систему смазки и множество других обновлений. Эти блоки также будут отлиты из материала более высокого качества для большей прочности на растяжение и улучшенных характеристик сопротивления усталости.
Эти блоки также будут отлиты из материала более высокого качества для большей прочности на растяжение и улучшенных характеристик сопротивления усталости.
Производители блоков послепродажного обслуживания тщательно продумывают конструкцию этих блоков, чтобы максимально увеличить их прочность.
Блоки вторичного рынка создаются с чистого листа, поэтому до начала производства можно добавить множество улучшенных функций.
«Эти блоки будут иметь толстые стенки цилиндра, что означает, что они могут быть расточены и перемещены до больших кубических дюймов смещения, намного больших, чем их аналоги OEM. Толстые деки и возможность установки дополнительных болтов с головками обеспечивают безопасность при высоких давлениях в цилиндрах, характерных для нагнетателей, турбокомпрессоров или закиси азота. Предусмотренные возможности для больших распределительных валов, толкателей, смазки с сухим картером и других функций дают производителям двигателей возможность исследовать новые идеи и создавать чрезвычайно мощные и надежные двигатели», — говорит Макиннис.
Подготовка блоков OEM
По-прежнему существует множество людей, производящих много лошадиных сил с блоками OEM. Многие современные OEM-устройства могут выдерживать более 1000 лошадиных сил при использовании правильных деталей. Этого можно добиться с помощью блока, который был найден на свалке, или с помощью нового блока OEM, который можно приобрести у розничного продавца.
Блок OEM потребует больше подготовительных работ, чем блок послепродажного обслуживания. Первое, что вам нужно сделать, это поговорить с вашим производителем двигателей о ваших целях и ожиданиях, чтобы они могли сообщить вам, что нужно будет сделать с блоком. Как с бывшим в употреблении блоком OEM, так и с новым потребуется выполнить аналогичную работу, прежде чем можно будет начать сборку двигателя.
Блоки двигателей OEM нуждаются в хорошей ванне, прежде чем можно будет начать процесс обработки.
Если вы собираетесь использовать блок, извлеченный из автомобиля, первое, что сделает мастерская, чтобы подготовить его к сборке, — это разберет его и хорошенько почистит. Это означает, что каждый крепеж, морозильная пробка и дюбель выйдут, чтобы можно было удалить все загрязнения. Когда блок очищен, его необходимо осмотреть на наличие повреждений и обработать магнитным флюсом, чтобы убедиться, что он структурно исправен.
Это означает, что каждый крепеж, морозильная пробка и дюбель выйдут, чтобы можно было удалить все загрязнения. Когда блок очищен, его необходимо осмотреть на наличие повреждений и обработать магнитным флюсом, чтобы убедиться, что он структурно исправен.
Лэнс Стиллвелл из Motorsports Unlimited построил множество мощных двигателей, основанных на оригинальных и неоригинальных блоках. Стиллвелл дает некоторое представление о том, как OEM-блоки готовятся в Motorsports Unlimited.
«Сначала чеканим все резьбовые отверстия метчиком, чтобы зачистить резьбу. Затем блок отправляется на фрезерование, чтобы сократить зазор для кривошипа и шатунов, если это приложение с ходовым механизмом. Затем основные крышки устанавливаются на новые шпильки или болты. После этого блок отправляется на линию хонингования для выравнивания сети. Кулачковые шейки также будут отшлифованы. Это важно в стандартных блоках, потому что при производстве туннель кулачка часто выходит из строя с сетью, что называется раскачиванием кулачка. Это может вызвать проблемы, включая преждевременный износ распределительного вала, особенно с плоскими толкателями», — объясняет Стиллвелл.
Это может вызвать проблемы, включая преждевременный износ распределительного вала, особенно с плоскими толкателями», — объясняет Стиллвелл.
Машинная работа, необходимая для подготовки OEM-блока к высокопроизводительной сборке, может быть напряженной. В механическом цеху приходится действительно массировать блок, чтобы убедиться, что все выровнено и готово к сборке.
Это лишь первые шаги, которые необходимо выполнить при подготовке OEM-блока к сборке. Отверстия подъемника также должны быть осмотрены и отшлифованы, чтобы убедиться, что они соответствуют действительности. Каждая дека блока должна быть отфрезерована, чтобы убедиться, что она находится под прямым углом к кулачку и коленчатому валу. Обычно для этого требуется разрез на 0,010 дюйма или, возможно, больше, в зависимости от требуемой высоты деки.
«После того, как блок будет демонтирован, мы обратим внимание на цилиндры. Им будет скучно добиваться нужного размера комбинации и подгонять их к колодам. Часто предыдущая повторная расточка оставила их неправильными. Затем цилиндры хонингуют с помощью динамометрической пластины, чтобы они подходили к поршням и кольцам, которые будут использоваться. Наконец, мы удаляем заусенцы с блока, чтобы удалить острые края, которые могут повредить детали во время сборки. После этого блок готов к окончательной промывке, и можно начинать работу», — говорит Стиллвелл.
Часто предыдущая повторная расточка оставила их неправильными. Затем цилиндры хонингуют с помощью динамометрической пластины, чтобы они подходили к поршням и кольцам, которые будут использоваться. Наконец, мы удаляем заусенцы с блока, чтобы удалить острые края, которые могут повредить детали во время сборки. После этого блок готов к окончательной промывке, и можно начинать работу», — говорит Стиллвелл.
Подготовка блока послепродажного обслуживания
Одним из преимуществ блока послепродажного обслуживания является количество времени и денег, которые будут сэкономлены при подготовке блока к механической обработке. Механический цех должен будет тщательно очистить блок после его прибытия, чтобы удалить все ингибиторы ржавчины. После этого, наряду с быстрым визуальным осмотром, блок готов к началу машинной обработки.
Блоки вторичного рынка поступают в механический цех в гораздо лучшем состоянии, чем блоки OEM. Все гораздо ближе к сборке, и блок потребует только чистовой машинной обработки.
Контроль качества блока вторичного рынка будет значительно выше, чем блока OEM. Повышенный уровень качества означает, что механическому цеху не придется проходить через те же процессы, что и с OEM-блоком, чтобы убедиться, что он выровнен. Блок послепродажного обслуживания можно заказать с определенным размером отверстия, что устраняет необходимость в механическом цехе растачивать блок. Это опять-таки экономит время и деньги, так как механическому цеху нужно будет только закончить хонингование блока для работы с вашим комплектом колец и поршней. Отверстия подъемника также потребуют некоторого внимания при хонинговании, так как их нужно будет обработать, чтобы они соответствовали подъемникам, которые вы собираетесь использовать.
«В зависимости от спецификации сборки и отдельных используемых компонентов строитель может выбрать различные процессы обработки, чтобы получить готовый блок. Деки поставляются законченными и готовыми к сборке, но может потребоваться фрезерование для достижения желаемого размера вращающегося узла. Многие строители любят фрезеровать палубы как рутинную процедуру в своем процессе. Вы также увидите, что строители предпочитают оттачивать магистраль как часть своего процесса. Это помогает улучшить теплопередачу от подшипников», — заявляет Макиннис.
Многие строители любят фрезеровать палубы как рутинную процедуру в своем процессе. Вы также увидите, что строители предпочитают оттачивать магистраль как часть своего процесса. Это помогает улучшить теплопередачу от подшипников», — заявляет Макиннис.
Многолетний опыт гонок и гонок хорошо показал, где слабые места находятся в OEM-блоках при использовании в высокопроизводительных приложениях. – Джек Макиннис, PBM/World Products
Как мы упоминали ранее, если вы строите ударный двигатель, потребуется очистить OEM-блок. World Products предлагает свои блоки с отлитыми в них зазорами. Эта дополнительная функция вторичного блока сэкономит вам время и деньги в механическом цехе.
Блоки вторичного рынка должны быть обработаны для конкретной сборки, для которой они будут использоваться. Обычно для этого требуется только очистка цилиндров от колец, легкое хонингование и регулировка высоты деки.
«Для подготовки вторичного блока требуется значительно меньше машинных работ. Вам все еще нужно удалить заусенцы, чтобы предотвратить повреждение внутренних компонентов двигателя во время сборки. Когда это будет сделано, механический цех очистит блок, чтобы они могли начать процесс макета, чтобы проверить все зазоры для движущихся компонентов двигателя», — объясняет Макиннис.
Вам все еще нужно удалить заусенцы, чтобы предотвратить повреждение внутренних компонентов двигателя во время сборки. Когда это будет сделано, механический цех очистит блок, чтобы они могли начать процесс макета, чтобы проверить все зазоры для движущихся компонентов двигателя», — объясняет Макиннис.
Итак, стоит ли тратить дополнительные деньги на покупку вторичного блока для сборки? По словам Стиллвелла, стоимость дополнительной машинной работы, необходимой для блока OEM, может быстро возрасти по сравнению с блоком послепродажного обслуживания.
«Стоимость подготовки блока послепродажного обслуживания, который вы можете получить в World, обычно составляет около 500–700 долларов в зависимости от того, в какой магазин вы идете. Это примерно восемь часов машинного времени. Для нашего цеха базовая стоимость обработки OEM-блока составит около 1000 долларов. Это включает в себя термическую очистку, магнитный флюс, нарезку резьбы, выравнивание хонингования, выравнивание деки, хонингование отверстия и торсионной пластины, установку кулачковых подшипников и заглушек.