
что это дает, какие нужны инструменты и пошаговая инструкция как расточить в домашних условиях (фото и видео)
24.04.20222 446 1 2 ГРМ, КШМ и ГБЦ
Автор:Иван Баранов
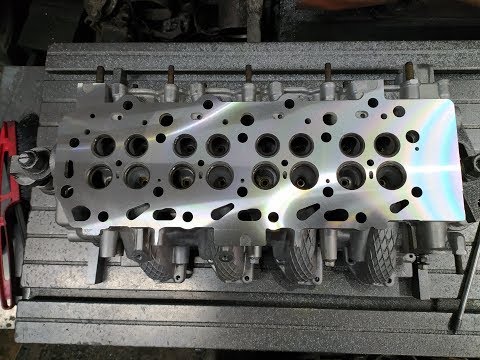
ГБЦ является основным узлом автомобильного двигателя и как любой другой агрегат нуждается в периодическом обслуживании. Одним из этапов ТО является расточка блока цилиндров.
Содержание
- 1 Зачем растачивать блок цилиндров?
- 1.1 Интервал проведения расточки
- 2 Инструкция по расточке блока цилиндров
- 2.1 Инструменты
- 2.2 Процесс расточки
- 2.3 Хонингование блока цилиндров
- 2.4 Шлифовка головки
- 3 Зачем растачивать каналы в ГБЦ?
- 4 Процесс растачивания каналов головки
- 5 Видео
[ Раскрыть]
[ Скрыть]
Зачем растачивать блок цилиндров?
Расточка блока представляет собой специальный процесс, посредством которого можно восстановить геометрию цилиндров двигателя машины.
Растачивать блок цилиндров необходимо по ряду причин:
- Благодаря выполнению этой процедуры восстанавливается естественное положение сопряженных компонентов силового агрегата относительно друг друга.
- Для возобновления оптимальной сносности и правильного расположения компонентов относительно поверхности одной только геометрии цилиндра недостаточно. Последние будут так же разбиваться при функционировании силового агрегата.
- В результате повышенного трения и напряжения, которое появляется при недостатке сносности, прочие зависимые узлы продолжат разрушаться. Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
- Также процедура расточки или хонингования часто выполняется для увеличения параметра мощности мотора. Хотя стенки цилиндров ДВС изготовляются из высокопрочной стали, этот материал имеет свойство износа при функционировании поршней.
 Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней.
Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней. - В результате из-за детонации горючей смеси отработанные газы поступают в картер двигателя вместе со смесью. Это приводит к снижению общего параметра мощности ДВС и силовой агрегат начинает потреблять моторную жидкость.
Интервал проведения расточки
Тот факт, что в последнее время процедура расточки выполняется реже, чем 30 лет назад, состоит в высоких технологиях. В то время было проблематично найти качественное масло или антифриз для двигателя. Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Сегодня, благодаря использованию присадок и добавок в жидкостях различными производителями износ агрегата может произойти через 200 тысяч км пробега. Сама процедура хонингования с целью тюнинга либо ремонта выполняется на специальных станках, где устройства стачиваются. Затем на силовой агрегат монтируются новые поршни, обладающие большим размером, что позволяет увеличить ресурс эксплуатации ДВС.
Артем Крупин подробно рассказал о целях, которые преследует распил каналов головки БЦ мотора.
Инструкция по расточке блока цилиндров
В домашних условиях сделать расточку на классике или другом автомобиле с двигателем 8 или 16 клапанов проблематично. Для этого потребуется много времени, поскольку процесс требует высокой точности.
Инструменты
Чтобы расточить блок цилиндров своими руками, потребуется:
- Расточный станок. Позволить себе такое оборудование может не каждое СТО, соответственно, покупать его для собственных нужд нецелесообразно с финансовой точки зрения. Можно взять станок в аренду.
- Наждачная бумага. Потребуется наждачка разной плотности, от мелкозернистой до более крупной.
- Шарошки.
- Дрель.
- Слесарный инструмент — комплект отверток, гаечных ключей и т. д.
- Патрубок.
 Размер шланга должен быть меньше по сравнению с расточенным каналом.
Размер шланга должен быть меньше по сравнению с расточенным каналом. - Штангенциркуль.
Процесс расточки
Расточку нельзя выполнить на машине, поэтому силовой агрегат надо демонтировать.
Процедура расточки блока цилиндров состоит из нескольких этапов:
- Производится слив расходных материалов из силового агрегата. Под днищем машины надо найти сливную пробку, под нее подставляется старая емкость, в которую будет происходить слив рабочей жидкости. Откручивается пробка слива моторного масла, причем придется подождать не менее 30 минут, чтобы вещество полностью вышло. Аналогично выполняется слив хладагента из охладительной системы мотора.
- После слива жидкостей производится разбор силового агрегата. Потребителю надо демонтировать свечи зажигания, отключить все провода и патрубки от мотора. Производится отсоединение контактов от датчиков, снимаются крепления мотора, при необходимости под двигатель подставляются упоры. Процедура объемная, на нее потребуется время.
 После разбора основных узлов выполняется демонтаж самого блока.
После разбора основных узлов выполняется демонтаж самого блока. - Следующим этапом будет установка ГБЦ на станину станка, который будет использоваться для расточки. Правильная фиксация по уровню дает лучший результат, поэтому головку надо оптимально зафиксировать.
- Если процедура ремонта выполняется из-за овализации каналов, то перед выполнением задачи производится замер всех измерений посредством использования микрометрических устройств. Это делается для определения степени износа. После замеров можно понять, с какой стороны и сколько мм стали надо снимать.
- Затем начинаются ремонтные работы по расточке. Выполнить их правильно самостоятельно невозможно, в частности если процедура выполняется автовладельцем впервые. У мастера должна быть квалификация. В случае когда станок не в состоянии выдержать необходимый размер, добиться оптимального результата будет проблематично. Это может в целом отразиться на работе ГБЦ мотора.
- Если процедура расточки выполнена, то производится хонингование внутренних поверхностей цилиндров.

- Следующий этап — проверка выполненных действий. Производятся замеры с помощью измерительных приборов, диаметр отверстий должен быть идентичным. Выполняется сборка силового агрегата в обратной последовательности, двигатель устанавливается на машину. Производится заправка мотора расходными веществами.
Хонингование блока цилиндров
Отдельно следует рассказать об особенностях хонингования ГБЦ:
- Процедура выполняется в два этапа. На первом используется инструмент для шлифовки рабочих поверхностей, обладающий крупнозернистым абразивом. Этот этап представляет собой черновую обработку поверхности, при котором удаляется дефектный слой металла. Надо добиться выравнивания цилиндрических гильз и их оптимальной формы, избавиться от крупных шероховатостей. Для выполнения задачи используются алмазные хонбруски, изготовленные на медной основе.

- Процедура чернового хонингования выполняется с обработкой поверхностей смазочно-охлаждающими расходными материалами. Это делается для того, чтобы полностью убрать из поверхности, куда наносится хон, остатки абразива, а также механические частицы.
- Затем производится финишная шлифовка, для чего потребуется мелкий абразив. Он позволит произвести задачу с повышенной точностью. Чтобы гладкость гильз цилиндров была высокой, можно дополнительно обработать поверхность абразивной пастой.
- Следующим этапом будет выполнение дополнительного кварцевания. Эта процедура не предназначена для расточки, она выполняется с целью прочистки поверхности от следов абразивов и его остатков. Если ГБЦ выполнена из чугуна, то кварцевание обеспечит возможность открытия графитовых зерен. В случае с чугунными агрегатами это дает возможность удалить трение и снизить механические потери, а также предотвратить быстрый износ ДВС. Кварцевание выполняется с использованием специальных щеток, в основе которых используются нейлоновые нити и кристаллы.

- Когда последний этап хонингования завершен, выполняется промывка силового агрегата от остатков металлической стружки и пыли.
SashaDalkevich рассказал о выполнении хонинговки цилиндров ДВС и ошибках, которые нельзя допускать.
Шлифовка головки
Для выполнения шлифовки потребуется:
- точильный камень или отрезной диск;
- металлическая линейка;
- набор щупов.
Процедура выполняется в несколько этапов:
- С помощью линейки и щупов и линейки выполняется диагностика степени неровности. Сама линейка устанавливается на ребре поверхности головки, после чего пропускается нужный щуп и производится замер неровности и зазора. Эти действия позволят определить дефект и нужную степень шлифовки. Наибольшая величина искривления поверхности будет в месте, где прогорает прокладка ГБЦ.

- Затем надо определить возможные трещины на поверхности. Поверхность головки обрабатывается слоем медленно сохнущей краски, которая спустя определенное время убирается. Это позволит определить дефекты, а при их отсутствии выполняется шлифовка. Однако, определить трещины можно только сверху. Для диагностики дефектов внутри самого блока потребуется специализированное приспособление, с помощью которого выполняется нагрев ГБЦ. Если головка имеет дефекты, то на ее поверхности покажутся пузырьки, это обусловлено наличием давления.
- Производится демонтаж устройства с двигателя. Для выполнения шлифовки потребуется отрезной диск либо точильный камень. При выполнении задачи следует протереть клапаны и произвести замену их сальников (это рекомендуется сделать сразу). Протирка позволит увеличить мощность силового агрегата. Новые клапаны устанавливать необязательно, если состояние старых элементов оценится как высокое.
- Производится очистка поверхности ГБЦ от остатков прокладки, для этого применяется канцелярский или обычный нож.

- Диск устанавливается на ГБЦ, он проводится несколько раз по поверхности. Можно использовать точильный камень, но эта процедура выполняется дольше. При шлифовке обязательно надо узнать максимально возможную величину глубины, иначе может возрасти степень сжатия и поменяется межцентровое расстояние. При выполнении шлифовки движения по поверхности ГБЦ будут плавными, желательно, чтобы они были в виде нуля или восьмерки. Обработка поверхности выполняется до момента, пока с нее не будут удалены все неровности.
- В конечном итоге владелец машины должен добиться максимально зеркальной поверхности ГБЦ, что позволит обеспечить оптимальное уплотнение. После шлифовки ГБЦ устанавливается на место.
Перед выполнением шлифовки ознакомьтесь с техническим руководством к машине, в нем производитель может указать максимально возможную глубину шлифовки.
Каналом KV Avtoservis представлен процесс самостоятельной шлифовки ГБЦ автомобиля в условиях гаража.
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.

- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Видео
Простой, но менее эффективный и точный метод шлифования ГБЦ и самого блока представлен пользователем kosmos101980.
Загрузка …
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (100. 00%)
00%)
Нет
Расточка блока цилиндров — что это такое?
Покупая новый, или еще «лучше» подержанный автомобиль, Вы не только обретаете средство передвижения, но еще и дополнительные хлопоты, связанные с его ремонтом. Избежать подобных вмешательств скорее всего не получится (разве что делом будут заниматься специалисты), а значит, уважающий себя автовладелец должен знать хотя бы теорию того или иного ремонтного процесса. Сегодня мы расскажем про расточку блоков цилиндров и если кто-то скажет, что может сделать это полностью самостоятельно, без необходимого инструмента, то, скорее всего, слукавит. Рядовой автовладелец может только снять головку блока цилиндров и после расточки установить ее на место, но сам процесс проводится в специальном сервисном центре, специалисты которого имеют для этого все необходимое оборудование и, в первую очередь, соответствующий станок.
- 1. Когда и для чего нужно проводить расточку блока цилиндров?
- 2. Процесс расточки – что он из себя представляет?
1.
 Когда и для чего нужно проводить расточку блока цилиндров?
Когда и для чего нужно проводить расточку блока цилиндров?Головка блока, да и сам блок цилиндров двигателя ламаються очень редко.
Ремонт этих деталей, как правило, носит плановый характер (капитальный ремонт мотора), а к услугам специалистов мастерской, прибегают в самых редких случаях. Именно таким случаем есть расточка блока цилиндров силового агрегата, которая, иногда, требуется при текущем ремонте. Второй, более известной причиной вмешательства в конструкцию мотора, является расточка блока цилиндров и его головки с целью усовершенствования двигателя (тюнинга, форсирования). Выполнение данной задачи, требует от автовладельца четкого понимания причины таких действий — для чего ему это надо.
Если, к примеру, процедуру хонингования мотора (абразивная обработка материалов) в пределах нормы, Вы в состоянии провести самостоятельно, то расточка блока несколько сложнее, ведь что бы выполнить хонингование распредвала, достаточно иметь в наличии электрическую дрель и ручную хонинговальную головку, а вот для расточки надо еще найти специальный станок.
Представьте себе блок цилиндров, вместе со всеми поршнями, шатунами и коленчатым валом в придачу. Когда коленвал вращается, поршни цилиндров, соответственно, совершают возвратно-поступательное движение. Припустим, что оси постели подшипников коленчатого вала не перпендикулярны оси цилиндров, что тогда? Здесь происходит сразу несколько крайне неприятных явлений. Оси обоих деталей перестанут совпадать, а поршню в цилиндре, придется двигаться в перекошенном состоянии. Разумеется, в результате таких действий появляется дополнительная сила, которая изгибает шатун, что в конечном итоге приводит к перекосу шатунного подшипника.
Данная ситуация практически аналогичная той, которая возникает при искривлении шатуна (оси верхней и нижней головки не параллельны) и, конечно, учитывая наличие дефектов, говорить о каком-либо ресурсе двигателя, так же как и об эффективности выполняемой работы, просто не имеет смысла.![]()
Влияющая на ресурс мотора, величина неперпендикулярности оси коленвала к осям цилиндров, по мнению некоторых специалистов, довольно маленькая и составляет примерно 0,02-0,04 мм по длине цилиндра. Превысить указанные значения очень просто, а факторы влияющие на это могут быть самыми разными. Например, если в ходе установки блока цилиндров на нижнюю плоскость, Вы забыли перед расточкой удалить остатки старой прокладки, то один из углов блока окажется приподнятым. Возможно, 0,15-0,2 мм – высота незначительная, но в данном случае результат будет виден сразу. Или, представьте другую ситуацию: хонинговальный станок, прямым действием «загнал» цилиндр сразу в последний размер (+1,0 мм), хоть перекос цилиндра еще и не прогнозируется, но он точно выйдет за указанные пределы.
Таким образом, выходит, что перекос цилиндров вдоль оси коленвала (продольное направление) практически недопустим, особенно если речь идет о качественном ремонте блока. Такой результат обеспечивается лишь когда, при расточке блока, за основу берут постель коленчатого вала, но и этого для его точной установки недостаточно. Дело в том, что постель имеет круглую форму, а значит при поперечном размещении, блок необходимо будет дополнительно привязать к какой-нибудь базовой поверхности.
Дело в том, что постель имеет круглую форму, а значит при поперечном размещении, блок необходимо будет дополнительно привязать к какой-нибудь базовой поверхности.
2. Процесс расточки – что он из себя представляет?
Расточка блока цилиндров двигателя, является процессом обработки внутренней поверхности цилиндров, с целью обеспечения идеальной цилиндрической формы, которая, в ходе эксплуатации мотора и износа его отдельных деталей, существенно нарушается. Процесс расточки, предусматривает снятие определенного слоя металла там, где были выявлены зазубрены, задиры и прочие неровности. По сути, это первичная процедура, следом за которой выполняют хонингование (хонинговку) блока.
Хонинговка (англ. «honing» — точить) – это процедура отделочной обработки внутрецилиндрических поверхностей деталей, с помощью применения мелкозернистого, абразивного инструмента (представлен в виде смонтированных на хонинговальной головке брусков). Головка такого приспособления, закреплена в шпинделе хонинговочного станка и в ходе его вращения совершает движения разного рода (вращательные или возвратно-поступательные). Абразивные бруски плотно прилегают к обрабатываемой поверхности, а благодаря вращению головки, оказывают на нее максимальное воздействие.
Хоненгование – заключительный процесс, осуществляемый сразу после растачивания, протягивания и шлифования. В результате, он позволяет получить высокую точность
обработки (вплоть до первого класса) и шероховатость поверхности до тринадцатого класса.
Конечно, проделать все это самому, без определенных знаний, умений и соответствующего оборудования просто нереально, поэтому, скорее всего, придется обращаться за помощью к специалистам.
Если, вдруг, Вам нужно увеличить объем гнезда под ремкомплект (процесс гильзовки), то обязательно скажите мастеру какого размера имеющиеся в наличии ремонтные гильзы, только так он сможет качественно произвести расточку блока цилиндров. Измерить цилиндры, вполне можно самостоятельно и в домашних условиях, использовав для этих целей специальный измерительный прибор — нутромер.
Расточку цилиндров выполняют на спец.станках, а так как главным моментом в этом деле выступает соблюдение точности размеров (до 0,01 мм), геометрии цилиндра и качества обрабатываемой поверхности, то весь процесс проходит на минимальной скорости.
Совершая обработку на станке для расточки блоков, мастер должен добиться одновременного соблюдения параллельности цилиндров относительно базы, как по длине, так и по перпендикулярности.
Обычно, параллельность «связывают» с постелями распределительного вала, но никак не с корпусом блока. В процессе расточки блока цилиндров, специалисты придерживаются определенного припуска. Это значит, что малая часть верхнего дефектного слоя (примерно 0,1-0,15 мм) остается нетронутым. Такая мера необходима, чтобы не допустить перекоса оси цилиндра в ходе проведения хонингования – обязательной процедуры, после расточки блока. Его используют для снятия верхнего слоя цилиндра (гнезда).
В процессе расточки блока цилиндров, специалисты придерживаются определенного припуска. Это значит, что малая часть верхнего дефектного слоя (примерно 0,1-0,15 мм) остается нетронутым. Такая мера необходима, чтобы не допустить перекоса оси цилиндра в ходе проведения хонингования – обязательной процедуры, после расточки блока. Его используют для снятия верхнего слоя цилиндра (гнезда).Заключительный этап данного процесса имеет определенную технологию проведения. После окончания хонинговки, можно смело продолжать задуманный ремонт или тюнинг мотора. Обратите внимание! Когда будете проводить обратную сборку блока цилиндров, обязательно учитывайте необходимость установки рекомендованных производителем параметров и, в первую очередь, не стоит забывать об установке головки блока цилиндров.
К большому огорчению, ничего полностью идеального в этом мире не существует. Вот и плоскости отдельно взятого блока цилиндров, далеко не всегда бывают параллельны друг другу и пастели коленчатого вала, а перпендикулярность цилиндров их осям – далеко не установленный факт, то есть пока считается только теорией (гипотезой). Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
Расточка блока цилиндров — технологический процесс
НАШИ УСЛУГИ ПО РАСТОЧКЕ И ГИЛЬЗОВКЕ БЛОКОВ ЦИЛИНДРА
1.
ПРОВЕРКА БЛОКА НА ГЕРМЕТИЧНОСТЬ . Выдавливает антифриз из системы охлаждения – значит, есть трещина в блоке или ГБЦ. Поэтому необходимо проверить сначала головку блока цилиндров, а потом сам блок.
Поэтому необходимо проверить сначала головку блока цилиндров, а потом сам блок.
2.
РАСТОЧКА БЛОКА. Необходимость расточки блока обуславливается выработкой в цилиндрах: глубокие задиры, эллипсность, конусность. Как следствие потеря компрессии.
3.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРОВ. Некоторые блоки подразумевают ремонт путем замены или установки гильз. Гильзовка блока цилиндров производится методом охлаждения гильзы в жидком азоте и нагревом самого блока цилиндров. Мы всегда хонингуем цилиндр перед запрессовкой гильз. Это необходимо для лучшей теплоотдачи гильзы и блока, и обязательное условие правильной гильзовки блока цилиндров.
4.
ХОНИНГОВКА ЦИЛИНДРОВ БЛОКА оставляет на стенках блока цилиндров определенные «царапины» с характерным углом наклона рисунка. Благодаря этой сложной операции на стенках блока цилиндров образуется масленая пленка, это снижает износ поршневых колец в разы. Мы СТРОГО соблюдаем технологию и рекомендации разработанные известной мировой фирмой KOLBENSCHMIDT. Хонингование проводится в 3 этапа: сначала черновое, потом чистовое, а затем плосковершинное.
Хонингование проводится в 3 этапа: сначала черновое, потом чистовое, а затем плосковершинное.
5.
ШЛИФОВАНИЕ БЛОКА ЦИЛИНДРОВ. В результате работы двигателя и его перегрева может деформироваться плоскость, прилегающая к головке БЦ. Это может стать причиной попадания газов в масляную рубашку или охлаждения, а также антифриза в масло и наоборот.
СРЕДНЕЕ ВРЕМЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ СОСТАВЛЯЕТ: расточка — 1-2 дня, гильзовка 2-3 дня, гильзовка V-образного блока 3-5 дней. Дело в том, что для точных измерений блок (желательно с поршнем) должны принять комнатную температуру от +16С до +22С — только это занимает примерно 4-8 часов.
ТОЧНОСТЬ — ЗАЛОГ ПРАВИЛЬНОЙ РАБОТЫ БЛОКА ЦИЛИНДРОВ И ПОРШНЕЙ!
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0. 03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.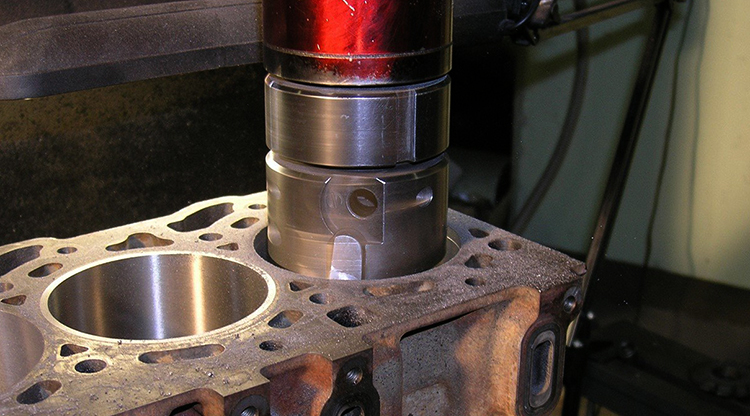
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов.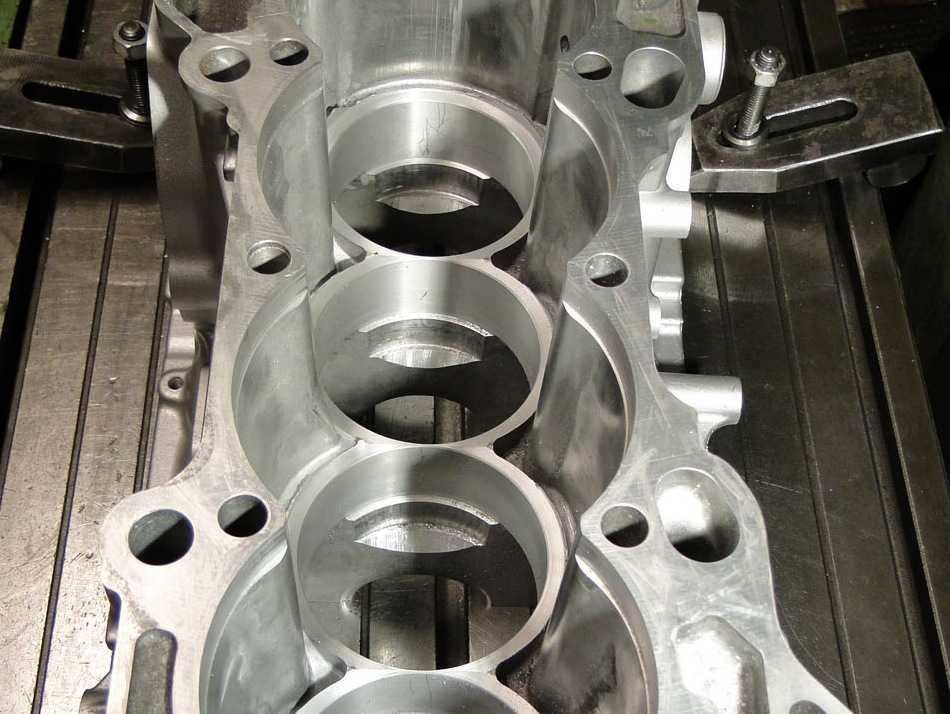 Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
НАШИ ПРЕИМУЩЕСТВА
| СОВРЕМЕННОЕ ОБОРУДОВАНИЕ | |
| Все работы выполняются на дорогом специализированном оборудовании, которое не допускает ошибок | |
| ВЫГОДНЫЕ ЦЕНЫ | |
| Мы предлагаем доступные цены для всех владельцев авто и СТО, поэтому наши услуги востребованы. | |
| ОГРОМНЫЙ ОПЫТ | |
За время работы нашей фирмы, мастера осуществили починку более тысячи блоков цилиндров. | |
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.
 40.000
40.000 - Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1. 5 5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Проточка постели коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
Замер осевых смещений коленвала с помощью щупа
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Замер выполняется при вращении.
Это интересно: Датчик ДПКВ в системе электронного распределения впрыска
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя. Для замены необходимо:
Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.

Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
Сальник коленвала требующий замены
Это интересно: Механическая коробка передач, принцип работы
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Motoproduct
Переборка и ремонт двигателей. Проточка коленвалов от мотоциклов и квадроциклов. Проточка коленвалов от автомобилей. Изготовление шатунных вкладышей. Возможно (не всегда) изготовление коренных вкладышей. Полировка шатуна. Другие работы по двигателям и ремонту.
Стоимость работ:
Переборка двигателя Замена поршневых колец Диагностика коленвала и блока Комплексные работы по ремонту коленвала — 1 уровень (1 шатун) Комплексные работы по ремонту коленвала — 2 уровень (2 шатуна)Комплексные работы по ремонту коленвала — 3 уровень (3-4 шатуна) Изготовление поршня Изготовление поршневых колец Гильзовка одного цилиндра Проточка шатунной шейки коленвала* Проточка коренной шейки коленвала* Изготовление шатунного вкладыша* Изготовление коренного вкладыша* Шлифовка шатуна* *делается только в комплексе работ
| от 20 000.00 р. от 5 000.00 р. 1 500.00 р.от 10 000.00 р. от 14 000.00 р. от 18 000.00 р. от 3 500.00 р. от 2 500.00 р. от 8 000.00 р. индивидуально индивидуально индивидуально индивидуально индивидуально |
Внимание: мы выполняем работы по ремонту коленвалов только комплексно. Комплекс, как правило, включает в себя проточку коленвала, замеры, а затем изготовление ремонтных вкладышей, ремонт шатуна и восстановление геометрии. Работы по отдельному изготовлению вкладышей по Вашим размерам или отдельной шлифовке шатуна не производятся. Будьте внимательны! Важно: мы можем изготовить новые ремонтные вкладыши и проточить коленвал, что позволит Вам избежать дорогостоящей покупки нового коленвала.
Единые телефоны сервисных : +7 многоканальный +7 ….многоканальный +7 +7 +7 (901) 564-74-72
Режим работы сервисных центров:
| ПН ВТ-ПТ СБ ВС | выходной 12:00-20:00 14-00-18:00 выходной |
Внимание: Вы всегда можете договориться с нами на более позднее принятие или выдачу техники. Вы очень важны нам и мы сделаем всё, чтобы Вам было удобно.
Адреса сервисных :
Мотопродукт-Рябиновая г. Москва, ул. Рябиновая, 34а ТО, ремонт, восстановление радиаторов, восстановление пластика и др.
Мотопродукт-Кутузовский г. Москва, Кутузовский проезд, 16 Ремонт амортизаторов, правка рам, восстановление дисков и др.
Мотопродукт-Верейская г. Москва, ул. Верейская, 8/4 Ремонт передних вилок, подготовка для гонок и трека, ремонт и др.
Внимание: на все сервисные центры действует запись, пожалуйста позвоните перед приездом, т.к. на определённые работы может быть очередь.
Сервисные действуют при поддержке голландской компании Yacugar Suspension, итальянской компании Arrow Special Parts, шведской компании Ohlins, словенской компании Akrapovic и сертифицированы для установки запчастей данных производителей.
Должна ли прокладка головки блока цилиндров соответствовать размеру отверстия?
Для тех, кто не занимается сборкой гоночных автомобилей каждый день, процесс выбора правильных деталей для сборки двигателя в рамках заданного бюджета иногда может оказаться непосильным. Обычно все начинается с автомобиля мечты, о котором вы всегда мечтали, или о наследовании этого классического старого автомобиля, который вы хотите вдохнуть в свою настоящую классику. Затем вы решаете, наконец, выйти за пределы фазы мечтаний, и в итоге у вас в гараже лежит красивый блок двигателя, пачка денег на запчасти и аксессуары прожигает дыру в ваших карманах, а головная боль исследовательского проекта. Несмотря на то, что это может быть сложной задачей, тратить эти деньги должно быть весело, а не напряжно.
Должна ли прокладка головки блока цилиндров соответствовать размеру отверстия? У меня н короткий, размер посадочного отверстия и прокладки ГБЦ не должны совпадать. Обычно фактическое отверстие под прокладку немного больше заявленного. Например, если вы покупаете прокладку головки блока цилиндров диаметром 81 мм, фактическое отверстие будет немного больше 81 мм, чтобы предотвратить любой выступ. Некоторые люди будут играть еще осторожнее и закажут прокладку со следующим размером отверстия в своем блоке, чтобы сделать возможность выступа еще менее вероятной.
Вам может понадобиться больше информации о прокладках, чем просто вырезание отверстий по размеру; например, вы скоро обнаружите, что прокладки головки блока цилиндров на вторичном рынке бывают разных размеров и из разных материалов. Быстрый поиск в Google может заставить вас почувствовать, что стандартная прокладка — не лучший вариант для вашей будущей уличной красавицы.
Быстрая навигация
Основная информация о прокладке
Толщина прокладки
Материалы и слои прокладки
Что делать, если мне нужна дополнительная информация?
Основная информация о прокладкахКонечно, мы должны узнать основные размеры наших деталей, но неправильный выбор деталей может дорого обойтись в долгосрочной перспективе. В худшем случае это может привести к полному отказу двигателя.
Есть несметное количество библии движка и постов на технических форумах, которые нужно пролистать, что может еще больше перегрузить. Все-таки сегодня хотел вкратце сообщить информацию о небольшой головной боли, ласково именуемой прокладкой ГБЦ.
Прокладка головки блока цилиндров находится между блоком цилиндров и головкой цилиндров в двигателе внутреннего сгорания. Его цель — герметизировать цилиндры во время сгорания и предотвратить любую утечку охлаждающей жидкости или моторного масла в цилиндры. Большинство профессионалов скажут вам, что прокладка является наиболее важным элементом уплотнения в любом двигателе, и на то есть веская причина.
Я обнаружил, что один из самых распространенных вопросов о прокладках головки блока цилиндров касается того, как подобрать размер прокладки головки блока цилиндров к размеру отверстия. Поэтому вместо того, чтобы искать от Бытия до 1 Петра в энциклопедии случайного движка, вот быстрый и краткий ответ, а также некоторые дополнительные сведения, которые помогут вам принять эти решения и задать более правильные вопросы.
В прокладке головки блока цилиндров прорезаны отверстия, совпадающие с отверстиями цилиндров в блоке. В удобном мире измерения идеально совпали бы. Тем не менее, вместо этого отверстия в прокладке намеренно вырезаны немного больше, чем фактическое отверстие, чтобы предотвратить свисание любой из прокладок через край в камеру сгорания.
Если бы прокладка свисала в камеру сгорания, горение нагревало бы эту часть прокладки, нагревало, повреждало и даже вызывало детонацию в двигателе, что приводило ко всяким другим неприятным вещам, таким как расстроенная жена или глобальное потепление.
Толщина прокладкиПри выборе прокладки для вашего двигателя вы можете выбрать либо тот же размер отверстия, что и ваш блок, либо на один сервисный размер больше (обычно на 0,5 мм / 0,020 дюйма). Вы можете услышать, как эксперт или энтузиаст рекомендует увеличить размер до 0,060 дюйма. Со временем соприкасающиеся поверхности блока цилиндров и головки могут коробиться и искривляться. Даже при небольших размерах эти дефекты приведут к тому, что «сопрягаемые» поверхности перестанут быть ровно плоскими. Эти поверхности должны быть плоскими и гладкими, чтобы послепродажная прокладка обеспечивала надлежащее уплотнение и предотвращала дальнейшие проблемы.
Есть ли разница между более тонкой и толстой прокладкой? Походя по магазинам, вы быстро обнаружите, что ответ на этот вопрос — твердое «да», и у вас появится еще одна головная боль. Чтобы предотвратить аневризму в будущем, я собрал немного больше информации, чтобы помочь вам найти то, что лучше для вашего автомобильного проекта.
При восстановлении двигателя сопрягаемые поверхности блока и головки снова становятся плоскими и гладкими. Это нормально. Однако этот процесс удалит часть материала. Когда вы удаляете материал с верхней части блока или нижней части головки, поршни приближаются к клапанам, и степень сжатия двигателя увеличивается. Иногда небольшое увеличение может привести к проблемам, если не принять меры и не предотвратить их раньше. Многие механики используют более толстую прокладку, чем стандартная, чтобы компенсировать разницу материала, удаленного в процессе очистки и механической обработки.
Есть и другие причины, по которым кому-то может понадобиться прокладка, которая толще или тоньше стандартной. Толщина прокладки головки блока цилиндров может быть использована для преднамеренной незначительной корректировки степени сжатия. Как правило, более тонкие прокладки головки блока цилиндров обеспечивают лучшую герметизацию и немного повышают степень сжатия. Более толстые несколько снизят степень сжатия. Любые серьезные изменения степени сжатия должны происходить с поршнем, а не с прокладкой. Помните, что слишком толстая прокладка может вызвать проблемы с уплотнением между ее слоями, а слишком тонкая прокладка головки блока цилиндров может привести к столкновению компонентов двигателя друг с другом, и не в лучшую сторону.
Многие стандартные прокладки изготовлены из мягких композитных материалов, которые прекрасно функционируют и герметизируются в условиях «заводской лаборатории». Вскоре могут возникнуть проблемы, когда ваш мощный автомобиль не «работает» так же, как в спокойных и контролируемых условиях. В конечном итоге они плохо выдерживают злоупотребление производительностью приложений и обычно предназначены для одноразового использования в новом для рынка серийном автомобиле. При восстановлении мы не должны повторно использовать эти композитные прокладки.
Большинство прокладок головки блока цилиндров изготовлены из нескольких слоев стали, склепанных вместе. Верхний и нижний слои иногда могут быть покрыты резиноподобным веществом, чтобы помочь герметизировать пару поверхностей между блоком и головкой. Когда речь идет о прокладках и составе слоев, наиболее важной областью обычно является край скважины. В этом разделе много инженерных разработок, которые помогают изолировать сгорание внутри камеры.
Все сложные вещи, но не в виде сумасшедшего заговора пришельцев/правительства, а в духе физики МакГайвера. Обычно я бы рекомендовал, особенно в восстановленном двигателе, использовать многослойную стальную прокладку головки блока цилиндров.
Если ваш двигатель поставляется с завода с многослойной стальной прокладкой головки блока цилиндров, вы вполне можете использовать для своего проекта совершенно новую OEM-прокладку. Такие двигатели, как Toyota 2JZ-GTE и Mitsubishi 4G63 (evo), поставлялись с завода с многослойными прокладками головки блока цилиндров, которые выдерживают большую мощность. Но если ваш двигатель был поставлен с завода с композитной мягкой прокладкой, вам следует подумать о переходе на многослойную стальную прокладку для сердца вашей мечты.
Как вы уже видели, есть много вариантов, которые следует учитывать при выборе прокладки головки блока цилиндров для вашей нижней сборки. Это может быть ошеломляюще, но это дорогостоящий проект, и вам следует не торопиться, изучая необходимую информацию, чтобы уверенно принимать решения.
Просто помните: если в какой-то момент вы будете перегружены, профессионалы ждут, чтобы помочь вам в этом процессе. Если вам нужно, чтобы мы разработали весь план с нуля, или вы просто ищете второе мнение о своем проекте, есть такие варианты, как https://www. realstreetperformance.com/, которые делают именно это для нуждающихся друзей, таких как как ты.
ГОЛОВКИ ЦИЛИНДРОВ | Тайваньган США и ЕС
- ТайваньПистолет
- / Внутренние части
- / Головки цилиндров
× Наш веб-сайт использует файлы cookie в соответствии с настройками Вашего веб-браузера. Просмотр нашего интернет-магазина без изменения настроек вашего браузера в отношении файлов cookie означает, что вы принимаете размещение файлов cookie на своем устройстве (компьютере, планшете или мобильном телефоне). Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Я принимаю.
Сортировка:ВыберитеЦена ▲Цена ▼Добавить дату▼Средний класс ▼
Выбрать фильтры
×
Перезагрузить Сохранить
Головка блока цилиндров V2 — 80 SH [FPS SOFTAIR]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временно недоступно
ПРЕДВАРИТЕЛЬНЫЙ ПРОСМОТР
FPS SOFTAIR |
Головка блока цилиндров V2 — 70 SH [FPS SOFTAIR]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
FPS SOFTAIR |
Головка блока цилиндров V2 — 60 SH [FPS SOFTAIR]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
FPS SOFTAIR |
SorboPad 40D — 6,4 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
ЭПЕСЭЙРСОФТ |
SorboPad 50D — 2,5мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 50D — 3,2 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 50D — 4,8 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 50D — 6,4 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 60D — 2,5мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 60D — 3,2мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 60D — 4,8 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 60D — 6,4 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 70D — 2,5 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 70D — 3,2 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 70D — 4,8 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 70D — 6,4мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 40D — Комплект [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 50D — Комплект [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 70D — Комплект [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
Головка блока цилиндров, усиленная алюминием 6061 [мм]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
Master Mods |
SorboPad 40D — 2,5 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 40D — 3,2 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 40D — 4,8 мм [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
Запасной комплект уплотнений для [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
SorboPad 60D — Комплект [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
ГБЦ Mk.
II для V2/3 — 70ш [EPeS AIRSOFT]Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
ГБЦ Mk.II для V2/3 — 80ш [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
ГБЦ Mk.II для V2/3 — 90ш [EPeS AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
EPeSAIRSOFT |
Головка блока цилиндров V3 [FPS SOFTAIR]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
FPS SOFTAIR |
Головка блока цилиндров V2 [FPS SOFTAIR]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
FPS SOFTAIR |
Головка блока цилиндров из нержавеющей стали — V.
2 [GUARDER]Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
GUARDER |
Головка блока цилиндров из нержавеющей стали — V.6 [GUARDER]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
GUARDER |
Головка блока цилиндров из нержавеющей стали — V.7 [GUARDER]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в наличии
Временная недоступность
ПРЕДПРОСМОТР
GUARDER |
Сверхплотная головка блока цилиндров [SLONG AIRSOFT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
Slong Airsoft |
Сайлентблок цилиндров и головок поршней грибовидного типа V2 [ELEMENT]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
Элемент |
БЕСШУМНАЯ ГОЛОВКА ЦИЛИНДРОВ, ДОПОЛНИТЕЛЬНОЕ УПЛОТНЕНИЕ [ТОЧКА]
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
БАЛЛ |
Алюминиевая головка блока цилиндров с двойным уплотнительным кольцом для серии M14
Распродажа
НОВИНКА
Бестселлер
+ Подарок
Скоро в продаже
Временная недоступность
ПРЕДПРОСМОТР
Большой дракон |
Цилиндры, сделанные правильно www.
motorcycleproject.com| ® | Цилиндры сделаны правильно |
Точно так же, как головка блока цилиндров двигателя играет центральную роль в его производительности, и кропотливая и передовая техника необходима для получения наилучшего результата, так и цилиндры требуют особого внимания и почти навязчивого подхода, чтобы они функционировали должным образом. Анальные усилия, правда, даже Herculean иногда, потому что, в конце концов, цилиндр является производителем давления в двигателе, а головка является хранителем этого давления. Нигде больше усилия не расходуются лучше. К сожалению, существует своего рода альтернативная вселенная, когда речь заходит об этих слишком важных областях двигателя. Меня поражает интуиция, с которой большинство людей подходят к головкам цилиндров и цилиндрам. Я часто говорил, что вместо портирования и больших отверстий, которые действительно имеют место, потратьте свои ресурсы на то, чтобы цилиндры и головка работали правильно, в соответствии с заводскими спецификациями — что бывает редко. Влияние автомобильной промышленности/производительности Зазоры торцевых колец
Поршневые кольца традиционно имеют не квадратные поверхности, а слегка скошенные, поэтому они соскребают масло вниз из камеры сгорания. По этой причине лучшие кольца, в том числе все OEM, имеют маркировку на своей верхней поверхности, помогающую правильно установить их. Многие из недавнего урожая китайских колец, которые сейчас наводняют рынок, не имеют маркировки, что заставляет некоторых предположить, что эти кольца не имеют конусности и, следовательно, не требуют специальной установки. К сожалению, хорошие механики обнаруживают, что некоторые из этих колец действительно сужаются, несмотря на отсутствие маркировки. Следите за этим. Наличие поршня Наличие кольца
Наконец, хонингование. Хонингование цилиндров — еще одно почти утраченное искусство. Сегодня слишком часто точилку используют неправильно. В сознании большинства людей заточка выглядит как та, которую вы найдете на Amazon для тормозных цилиндров. Вы также видите много людей на YouTube, рекламирующих эти хоны. Но заточки, используемые для цилиндров, очень разные. Они жесткие и имеют микрометрические регуляторы размера, а лучшие из них крепятся к полу для оптимального контроля. Однако есть ручные, которые адекватно заменяют при осторожном и правильном использовании. Технология, используемая в хонинговании цилиндров, является тем, чем она является, по одной очень важной причине: хонингование цилиндров является не чем иным, как последним этапом растачивания цилиндра. То есть жесткий многолезвийный прецизионный хонинговальный станок фактически является частью растачивания, не используется вместо расточного станка, а является продолжением процесса растачивания, поскольку он сглаживает следы инструмента от сверлильного станка, придает необходимую штриховку, которая будет контролировать смазка цилиндра, и самое главное, убирает последние 1-2 тысячные до достижения конечного размера. Должно стать ясно, что этот точильный станок не предназначен и никогда не должен использоваться в каком-либо другом качестве. Он не используется для «освежения цилиндра». Он не используется для «разбивания глазури цилиндра». Это не является частью установки новых колец. Ни один из них не является законным использованием цилиндрического хона. | ||||||||||
|
Заключение |
CB125 Одинарный (стр. 16) | CB175 Twin (стр. 29) | CB350 Twin (стр. 40) | CB350F SOHC Четыре (стр. | CB400F SOHC Четыре (стр. 106) |
Поршень 55,97~55,99 | Поршень 51,96~51,98 | Поршень 63,97~63,99 | Поршень 46,47~46,99 | Поршень 50,97~50,99 |
Цилиндр 56.00~56.01 | Цилиндр 52.00~52.01 | Цилиндр 64.01~64.02 | Цилиндр 47.00~47.01 | Цилиндр 51.00~51.01 |
Зазор 0,01~0,04 | Зазор 0,02~0,05 | Зазор 0,02~0,05 | Зазор 0,01~0,04 | Зазор 0,01~0,04 |
Зазор в дюймах 0,00039~0,0016 | Зазор в дюймах 0,0008~0,0019 | Зазор в дюймах 0,0008~0,0019 | Прозрачные дюймы 0,0004~0,0015 | Прозрачные дюймы 0,0004~0,0015 |
Средний зазор 0,0010 | Средний зазор 0,0014 | Средний зазор 0,0014 | Средний зазор 0,0009 | Средний зазор 0,0009 |
Разрешение дано NA | Разрешение дано NA | Разрешение дано NA | Разрешение дано NA | Разрешение дано NA |
Лимит службы оформления 0,0118 1 | Лимит услуг по очистке NA | Лимит службы оформления 0,0078 1 | Предел зазора SVC 0,0098 1 | Предел зазора SVC 0,0098 1 |
Верх зазора торца кольца 0,0059~0,0138 | Верх зазора торца кольца NA | Верх зазора торца кольца NA | Верх зазора торца кольца 0,004~0,012 | Верх зазора торца кольца 0,0059~0,0138 |
Торцевой зазор кольца 2-й 0,0059~0,0138 | Торцевой зазор кольца 2-й NA | Торцевой зазор кольца 2-й NA | Торцевой зазор кольца 2-й 0,004~0,012 | Торцевой зазор кольца 2-й 0,0059~0,0138 |
Масло для торцевого зазора кольца 0,0059~0,0158 | Зазор в конце кольца все 0,006~0,016 | Зазор торца кольца все 0,008~0,016 | Масло для торцевого зазора кольца 0,010~0,035 2 | Масло для торцевого зазора кольца 0,0079~0,0197 |
Торцевой зазор svc limit top NA | Торцевой зазор svc limit top NA | Торцевой зазор svc limit top NA | Торцевой зазор svc limit top 0,0276 | Торцевой зазор svc limit top 0,0276 |
Концевой зазор svc limit 2nd NA | Концевой зазор svc limit 2nd NA | Концевой зазор svc limit 2nd NA | Конечный зазор svc limit 2nd 0,0276 | Конечный зазор svc limit 2nd 0,0276 |
Конечный зазор svc limit все 0,0197 | Конечный зазор svc limit все 0,0315″ | Конечный зазор svc limit все 0,0315″ | Торцевой зазор svc limit oil 0,0276 | Зазор конца кольца svc limit все 0,035 |
CB500 SOHC Четыре (стр. | CB550 SOHC Четыре (стр. 141) | CB750 SOHC Четыре (стр. 23) | CB750 DOHC Четыре (стр. 7-1) | CB900 DOHC Четыре (стр. 7-1) |
Поршень 55,97~55,99 | Поршень 58,47~58,49 | Поршень 60,965~60,985 | Поршень 61,95~61,98 | Поршень 64,46~64,49 |
Цилиндр 56.00~56.01 | Цилиндр 58,50~58,51 | Цилиндр 61.01~61.02 | Цилиндр NA | Цилиндр 64,50~64,51 |
Зазор 0,01~0,04 | Зазор 0,01~0,04 | Зазор 0,025~0,055 | Зазор см. | Зазор 0,01~0,05 |
Прозрачные дюймы 0,0004~0,0015 | Прозрачные дюймы 0,0004~0,0015 | Прозрачные дюймы 0,001~0,002 | Прозрачные дюймы см. спецификацию 900 | Прозрачные дюймы 0,0004~0,0019 |
Средний зазор 0,0009 | Средний зазор 0,0009 | Средний зазор 0,0015 | Средний клиренс см. спецификацию 900 | Средний зазор 0,0012 |
Разрешение дано NA | Разрешение дано NA | Разрешение дано NA | Разрешение дано NA | Зазор задан 0,0004~0,0020 |
Предел зазора SVC 0,0098 1 | Предел зазора SVC 0,0098 1 | Предел зазора SVC 0,0098 1 | Предел зазора SVC 0,004 | Предел зазора SVC 0,004 |
Верх зазора торца кольца 0,005~0,013 | Верх зазора торца кольца 0,005~0,013 | Верх зазора торца кольца 0,007~0,016 | Верх зазора торца кольца 0,004~0,012 | Верх зазора торца кольца 0,006~0,012 |
Торцевой зазор кольца 2-й 0,005~0,013 | Торцевой зазор кольца 2-й 0,005~0,013 | Торцевой зазор кольца 2-й 0,007~0,016 | Торцевой зазор кольца 2-й 0,004~0,012 | Торцевой зазор кольца 2-й 0,006~0,012 |
Масло для торцевого зазора кольца 0,010~0,035 2 | Масло для торцевого зазора кольца 0,010~0,035 | Масло для торцевого зазора кольца 0,010~0,035 2 | Масло для торцевого зазора кольца 0,012~0,035 | Масло для торцевого зазора кольца 0,012~0,035 |
Торцевой зазор svc limit top NA | Торцевой зазор svc limit top 0,027 | Торцевой зазор svc limit top NA | Торцевой зазор svc limit top 0,020 | Торцевой зазор svc limit top 0,020 |
Концевой зазор svc limit 2nd NA | Конечный зазор svc limit 2nd 0,027 | Концевой зазор svc limit 2nd NA | Конечный зазор svc limit 2nd 0,020 | Конечный зазор svc limit 2nd 0,020 |
Зазор в конце кольца svc limit все 0,027 | Торцевой зазор svc limit oil 0,043 | Зазор конца кольца svc limit все 0,028 | Торцевой зазор svc limit oil 0,043 | Торцевой зазор svc limit oil 0,040 |
CB1100 DOHC Четыре (стр. | CBX1000 (79~82 стр. 7-1) | VF750C/S 82 (стр. 12-1, 12-5, 25-22) | GL1000 (стр. 6-2) | CBR600 F4 (стр. 1-8) |
Поршень 69.970~69.980 | Поршень 64,47~64,49 | Поршень 69,960~69,990 | Поршень 71,945~71,970 | Поршень 66,965~66,985 |
Цилиндр NA | Цилиндр NA | Цилиндр NA | Цилиндр 72.000~72.150 | Цилиндр 67.000~67.015 |
Зазор см. |