Цены на работы по ремонту, расточке двигателя — Мотор Мастер
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Блок цилиндров
Расточка блока цилиндров
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | ВАЗ | 2100,00 |
| ВАЗ 76х79 | 3500,00 | |
| ОКА | 16000,00 | |
| ГАЗ | 2100,00 | |
| ГАЗ 421 | 2100,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка и хонингование блока цилиндров | 1 цилиндр | 800,00 |
| V-образные | 1100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | 1100,00 |
Гильзовка блока цилиндров
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Гильзовка и хонингование блока цилиндров | ВАЗ | 5000,00 |
| ОКА | 2500,00 | |
| ГАЗ | 5000,00 | |
| УАЗ | 5000,00 |
| Наименование | Стоимость (в рублях) | |
| Гильзовка и хонингование блока цилиндров | 1 цилиндр | 1450,00 |
| V-образные | 2000,00 | |
| алюминиевые (без гарантии) | 2500,00 | |
| алюминиевые V-образные (без гарантии) | 3500,00 | |
| Изготовления гильзы | от 2000,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Гильзовка и хонингование блока цилиндров | 1800,00 |
| Изготовление гильзы от | 2000,00 |
Хонингование блока цилиндров
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) |
| Хонингование блока цилиндров | 600,00 |
| Платохонингование блока цилиндров | 100,00 |
Иномарки
| Наименование | Модель | Стоимость (в рублях) |
| Хонингование блока цилиндров | 1 цилиндр | 300,00 |
| V-образные | 400,00 | |
| Платохонингование блока цилиндров | 1 цилиндр | 250,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Хонингование блока цилиндров | 400,00 |
| Платохонингование блока цилиндров | 600,00 |
Расточка постели коленвала
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка постели коленчатого вала | ВАЗ/ГАЗ | 5600,00 |
| ВАЗ/ГАЗ после напыления | +50% |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка постели коленчатого вала | за 1 цилиндр | 1500,00 |
| после напыления | +50% |
Грузовые а/м импортные
| Наименование | Стоимость (в рублях) | |
| Расточка постели коленчатого вала | за 1 цилиндр | 2100,00 |
| после напыления | +50% |
Грузовые а/м отечественные
| Наименование | Модель | Стоимость (в рублях) |
| Расточка постели коленчатого вала | ЗИЛ, ГАЗ | 6000,00 |
| КАМАЗ, ЯМЗ | 10500 | |
| после напыления | +50% |
Обработка по плоскости блока цилинров
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) | |
| Обработка плоскости блока цилиндров | шлифовка, фрезеровка | 1200,00 |
| после напыления | +50% | |
| съем более 0,2 мм | +50% |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Обработка плоскости блока цилиндров | 1 цилиндр | 400,00 |
V-образн. (цена за 1 цилиндр) (цена за 1 цилиндр) |
700,00 | |
| после напыления | +50% |
Опрессовка блока цилиндров
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) |
| Опрессовка блока цилиндров | от 1000,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Опрессовка блока цилиндров | рядный 2-4 цилиндра | 3500,00 |
| рядный 5 цилиндров | 4500,00 | |
| рядный 6 цилиндров | 5200,00 | |
| с наклонным основанием | ||
| V-образные 6-8 цилиндров | 5700,00 | |
| V-образные 12 цилиндров | 8000,00 |
Дополнительные услуги по БЦ
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) |
| Дефектовка блока цилиндров | 600,00 |
| Мойка блока цилиндров (в зависимости от загрязнённости) | 600,00 |
| Изготовление гильзы (чугун) | от 2000,00 |
| Замена вкладышей ВПВА ВАЗ | 500,00 |
| Замена вкладышей ВПВА ГАЗ | 1100,00 |
| Перепрессовка поршней ВАЗ (за комплект) | 500,00 |
| Перепрессовка поршней ГАЗ/ВАЗ (на стопорных кольцах) | 200,00 |
Иномарки
| Наименование | Стоимость (в рублях) |
| Замена вкладышей ВПВА (одна опора) | 250,00 |
| Снятие форсунок охлаждения поршня (цена за 1 цилиндр) | 100,00 |
| Дефектовка блока цилиндров | 200,00 |
| Мойка блока цилиндров (в зависимости от загрязнённости) | 200,00 – 1000,00 |
| Перепрессовка поршней (1 цилиндр) | 500,00 |
| Перепрессовка поршней (1 цилиндр на стопорных кольцах) | 200,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Дефектовка блока цилиндров | 300,00 |
Головка блока
Ремонт головки блока цилиндров
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Ремонт головки блока цилиндров | ВАЗ-2101 | 4300,00 |
| ВАЗ-2108-083 | 4300,00 | |
ВАЗ-2108-083 (с рег. зазоров клапанов) зазоров клапанов) |
5300,00 | |
| ВАЗ-2112 | 8050,00 | |
| ГАЗ-402 | 5090,00 | |
| ГАЗ-406, 409 | 7090,00 | |
| Мойка ГБЦ (в зависимости от загрязненности) | 200,00 – 400,00 | |
| Мойка (окончательная) | 400,00 |
| Наименование | Стоимость (в рублях) |
| Ремонт головки блока | от 2500,00 |
| Замена вихрекамеры | 600,00 |
| Снятие предкамер (МВ ОМ601,602,603) (цена за 1 цилиндр) | 850,00 |
| Разобрать/собрать ГБЦ (цена за 1 клапан) | 70,00 |
| Дефектовка головки блока цилиндров | 400,00 |
| Мойка ГБЦ (в зависимости от загрязненности) | 200,00 – 1200,00 |
| Мойка ГБЦ (окончательная) | 300,00 |
| Замена МСК (цена за 1 единицу) | 70,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Дефектовка ГБЦ | 300,00 |
Ремонт постели распредвала
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка постели распредвала | ВАЗ/ГАЗ (за 1 ось) | 4500,00 |
| после напыления | +50% |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка постели распредвала | за 1 ось | 4800,00 |
| после напыления | 5500 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Расточка постели распредвала | 1 цилиндр | 1000,00 |
| Замена вкладышей распредвала | 1 опора | 700 |
Проверка на герметичность (опрессовка)
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Опрессовка головки блока цилиндров (ГБЦ) | ВАЗ | 1500,00 |
| Газ 406 | 1500,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Опрессовка головки блока цилиндров (ГБЦ) | 1 цилиндр | 600,00 |
| 2-4 цилиндра | 1500,00 | |
| 5 цилиндров | 1700,00 | |
| 6 цилиндров | 1800,00 |
Шлифовка ГБЦ
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Обработка плоскости головки блока цилиндров | ВАЗ/АЗЛК | 800,00 |
| ГАЗ | 800,00 | |
| после напыления | +50% | |
| съем более 0,3мм | +50% |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Обработка плоскости головки блока цилиндров | 1 цилиндр | 200,00 |
непар. плоскость плоскость |
250,00 | |
| после напыления | +50% | |
| съем более 0,3мм | +50% |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Обработка плоскости головки блока цилиндров | 1 цилиндр | 600,00 |
| иномарки крупногабаритные | 700,00 |
Ремонт клапанного механизма
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) | |
| Замена направляющией втулки клапана | ВАЗ 2101-083 | 90,00 |
| ВАЗ-2112 | 90,00 | |
| ГАЗ-402 | 90,00 | |
| ГАЗ 406,409 | 90,00 | |
| Правка седел | ВАЗ-2101-083 | 70,00 |
| ВАЗ-2112 | 70,00 | |
| ГАЗ-402 | 150,00 | |
| ГАЗ 406,409 | 70,00 | |
| Притирка клапана | 1 клапан | 80,00 |
| Замена и изготовления седла клапана | стандартное | 1000,00 |
| Замена и изготовления седла клапана | нестандартное | 1500,00 |
| Изготовление седла | 600,00 | |
| Тарировка направляющей втулки | 90,00 | |
| Изготовление направляющей втулки | 600,00 | |
| Восстановление свечной резьбы | 500,00 | |
| Прогонка свечной резьбы | 100,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Замена направляющих втулок клапанов | 1 втулка | 120,00 |
| Тарировка направляющей втулки | 1 втулка | 100,00 |
| Правка седел | 1 седло | 120,00 |
| Изготовление и замена седла клапана | 1000,00 | |
| Притирка клапана | 90,00 | |
| Изготовление направляющей втулки | 600,00 | |
| Правка и чистка старого клапана | 125,00 | |
| Восстановление свечной резьбы | 500,00 | |
| Прогонка свечной резьбы | 100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Замена направляющих втулок клапанов | 1 единица | 150,00 |
| Правка седел | 200,00 | |
| Притирка клапана | 70,00 | |
| Замена седла клапана | 1000,00 | |
| Изготовление седла | 600,00 | |
| Тарировка направляющей втулки | от 150,00 |
Коленчатый вал
Шлифовка коленвала
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | ВАЗ | 2000,00 |
| ГАЗ/УАЗ | 2400,00 | |
| АЗЛК | 2000,00 | |
| ОКА | 1500,00 | |
| Шлифовка только коренные или шатунные | -30% | |
| Полировка коленчатого вала | 350,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | 4 цилиндра | 1800,00 |
| 5 цилиндров | 3300,00 | |
| 6 цилиндров | 3900,00 | |
| 8 цилиндров | 5800,00 | |
| 12 цилиндров | 8000,00 | |
| только коренные или шатунные | -30% | |
| узкая шейка менее 23мм | +30% | |
| Шлифовка сальниковой шейки | 250,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | МАЗ (6 цилиндров) | 4500,00 |
| КаМАЗ, МАЗ (8 цилиндров) | 5500,00 | |
| ЗИЛ | 4500,00 | |
| ЗИЛ (дизель Д240-245) | 4500,00 | |
| Д-160 | 4500,00 | |
| ГАЗ-51,52,53 | 4500,00 | |
| Шлифовка коленчатого вала иномарки | 3 цилиндра | 3000,00 |
| 4 цилиндра | 4500,00 | |
| 5 цилиндров | 9000,00 | |
| 6 цилиндров | 9000,00 | |
| 8 цилиндров | 12000,00 | |
| 10 цилиндров | 16000,00 | |
| Шлифовка коленвала | от 1200 мм | +100% |
| Шлифовка коленчатого вала только (коренные или шатунные) | -30% |
Балансировка коленвала
Легковые отечественные а/м
| Наименование | Марка | Стоимость (в рублях) |
| Балансировка коленчатого вала | ВАЗ | 3500,00 |
| ГАЗ | 3500,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Балансировка коленчатого вала | 4 цилиндра | 3500,00 |
| 6 цилиндров | 4500,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Снятие балансира/шестерни | 1 единица | 300,00 |
Дополнительные услуги по коленвалу
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) |
| Проточка маховика | от 1000,00 |
| Обработка поверхности под упорные полукольца | 500,00 |
| Правка коленвала прогиб до 0,3мм (без гарантии) | 1000,00 |
| Правка коленвала прогиб более 0,3мм (без гарантии) | 1000,00 |
| Мойка коленвала (предварительная) | 200,00 |
| Дефектовка коленвала | 200,00 |
| Восстановление маслосгонной накатки | 400,00 |
Иномарки
| Наименование | Стоимость (в рублях) |
| Проточка маховика | от 1000,00 |
| Обработка поверхности под упорные полукольца | 200,00 |
| Правка коленвала прогиб до 0,3мм (без гарантии) | 1000,00 |
| Правка коленвала прогиб более 0,3мм (без гарантии) | 1000,00 |
| Мойка коленвала (предварительная) | 200,00 |
| Дефектовка коленвала | 200,00 |
| Восстановление маслосгонной накатки | 400,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Обработка поверхности под упорные полукольца | 500,00 |
| Правка коленвала прогиб до 0,3мм (без гарантии) | 500,00 |
| Правка коленвала прогиб более 0,3мм (без гарантии) | 800,00 |
| Дефектовка коленвала | 250,00 |
| Восстановление маслосгонной накатки | 400,00 |
Шатун
Ремонт шатунов, верхней головки шатуна
Иномарки
| Наименование | Стоимость (в рублях) |
| Дефектовка шатуна | 100,00 |
| Ремонт шатуна (верхней головки) | 850,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Дефектовка шатуна | 200,00 |
| Ремонт верхней головки шатуна (цена за 1 единицу) | 1100,00 |
| Ремонт верхней головки шатуна и доработка ВГШ | 1500,00 |
Ремонт нижней головки шатуна
Иномарки
| Наименование | Стоимость (в рублях) |
| Дефектовка шатуна | 100,00 |
| Ремонт нижней головки шатуна (цена за 1 единицу) | 1100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Дефектовка шатуна | 200,00 |
| Ремонт нижней головки шатуна (цена за 1 единицу) | 2500,00 |
Обращаем ваше внимание на то, что информация, размещенная на сайте, носит исключительно информационно-рекламный характер, и не является офертой или публичной офертой в соответствии со статьей 435 и пунктом 2 статьи 437 Гражданского кодекса Российской Федерации.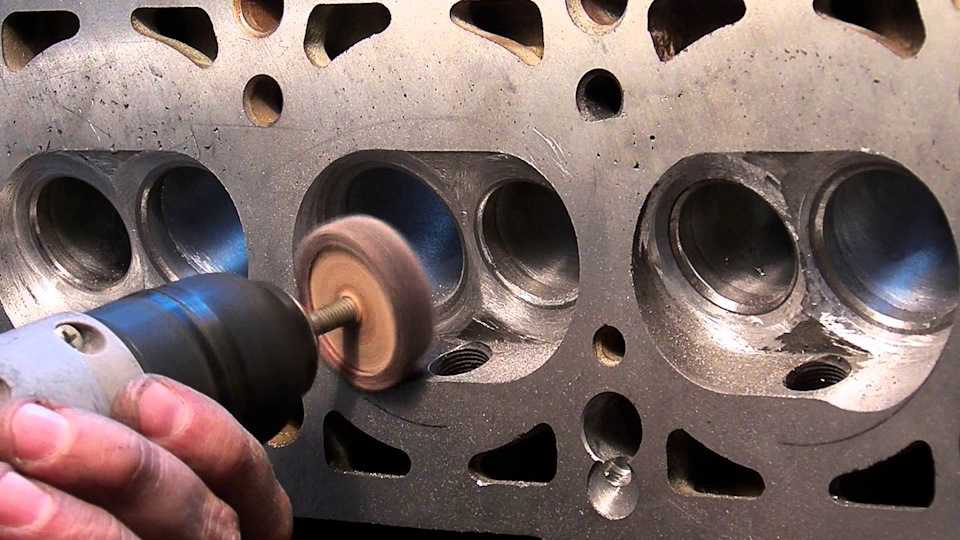
Указанные на сайте цены не являются окончательной ценой договора и могут быть в любое время изменены ООО «Мотор Мастер» без предварительного уведомления.
Наше оборудование
Расточка блока цилиндров, расточка двигателя — Мотор Мастер
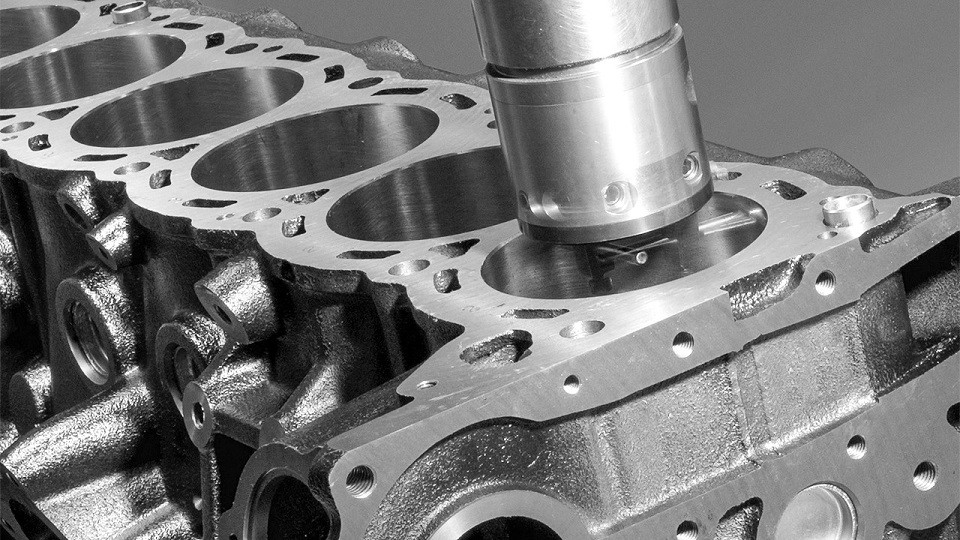
Капитальный ремонт двигателя предполагает произвести обязательную процедуру — расточку блока цилиндров. По мере износа силового агрегата нарушается идеальная геометрическая форма цилиндров, что влияет на работу двигателя и это выражено в таких факторах как увеличенный расход масла и бензина, неровная работа и т. д.
Компания «Мотор Мастер»
предлагает профессиональную расточку двигателя,
которая проходит в два основных этапа:
- Расточка блока цилиндров с помощью резца. Используется станок соответствующего класса точности и материал близкий по твердости к алмазу.
- Шлифовка внутренней поверхности цилиндра (хонингование).
 Финишная обработка с помощью абразивных брусков, закрепленных на хонинговальной головке.
Финишная обработка с помощью абразивных брусков, закрепленных на хонинговальной головке.
Чаще всего для устранения неисправностей и дефектов применяется комплексный ремонт блока цилиндров, включающий в себя ряд основных операций. Специалисты компании «Мотор Мастер» без труда определят причины возникновения дефектов и выполнят профессиональный ремонт блока цилиндров. Все необходимые операции по устранению неисправностей проводятся на высокоточном оборудовании. Мастера нашей компании имеют большой опыт в обработке постели коленвала и гильзовке сильно изношенных цилиндров.
Если Вам требуется качественная расточка двигателя, обращайтесь к квалифицированным профессионалам — специалистам компании «Мотор Мастер».
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Расточка блока цилиндров
— очень тонкая работа, для которой требуется не только соответствующие опыт и знания, но и высокотехнологичное оборудование. Выполняя такую процедуру в бытовых условиях или доверяя ее дилетантам, Вы рискуете получить недоброкачественную работу, что впоследствии негативно скажется на работе самого мотора.
Выполняя такую процедуру в бытовых условиях или доверяя ее дилетантам, Вы рискуете получить недоброкачественную работу, что впоследствии негативно скажется на работе самого мотора.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | ВАЗ | 2100,00 |
| ВАЗ 76х79 | 3500,00 | |
| ОКА | 1600,00 | |
| ГАЗ | 2100,00 | |
| ГАЗ 421 | 2100,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Расточка и хонингование блока цилиндров | 1 цилиндр | 800,00 |
| V-образные | 1100,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Расточка и хонингование блока цилиндров | 1100,00 |
Наше оборудование
5 ключевых шагов для правильной подготовки блока и 2 дополнительных процесса
| Практическое руководство – двигатель и трансмиссия
Все мы знаем о многих последних достижениях в области разработки деталей для традиционных двигателей Pontiac. Они варьируются от новой технологии головки блока цилиндров до множества деталей клапанного механизма и вращающихся узлов, а также эволюции системы зажигания и топливной системы. Имея это в виду, компания HPP приступает к реализации долгосрочной стратегии по созданию собственной испытательной машины 455.
Они варьируются от новой технологии головки блока цилиндров до множества деталей клапанного механизма и вращающихся узлов, а также эволюции системы зажигания и топливной системы. Имея это в виду, компания HPP приступает к реализации долгосрочной стратегии по созданию собственной испытательной машины 455.
Целью этого двигателя было стать тем, кого в Детройте называют мулом. Говоря инженерным языком, двигатель мула — это двигатель, который подвергается воздействию различных деталей, теорий и условий, чтобы точно определить наилучшую комбинацию компонентов для предполагаемого использования.
Наш мул Pontiac будет посвящен нахождению наилучшего сочетания уличных/полосных деталей с точными и прогрессивными испытаниями. Мул будет использоваться только на динамометрическом стенде. Со временем он будет подвергаться воздействию различных головок цилиндров, распределительных валов, клапанных механизмов, впускных коллекторов, топлива и карбюраторов, а также всего, что мы можем придумать. Он будет появляться с большой регулярностью, но не в каждом выпуске.
Он будет появляться с большой регулярностью, но не в каждом выпуске.
Компания HPP снова будет работать с компанией RaceKrafters Automotive Machine в Ланкастере, штат Пенсильвания. Боб и Крейг Уайз хорошо разбираются в двигателестроении Pontiac и располагают превосходным оборудованием с новейшим оборудованием для двигателестроения и испытательным оборудованием. В цеху есть стенд для проверки двигателей Stuska с новейшей системой сбора данных и управления Depac, испытательный стенд Super Flow 1020 для разработки головки блока цилиндров и впускного коллектора, Audie Technology Cam Pro Plus для проверки распределительных валов, мастерская Serdi для точной резки головок цилиндров. углы седла клапана и программируемый хонинговальный цилиндр Sunnen SV-10.
Хонинговальный станок Sunnen сможет создавать и контролировать отделку стенок цилиндров так, как инженеры Pontiac не могли себе представить, когда в 70-х отливали наш блок 455. Это важно, так как значительные усовершенствования в конструкции поршней и колец требуют специальной штриховки. Это позволит нам перенести стенку цилиндра в 21 век с помощью новейших технологий.
Это позволит нам перенести стенку цилиндра в 21 век с помощью новейших технологий.
Хотя основной целью этого упражнения является проверка традиционных деталей двигателя Pontiac, у него есть очень важное дополнение. HPP признает, что сообщество Pontiac включает в себя не только старые двигатели. Есть много любителей, которые наслаждаются достоинствами новых Понтиаков с корпоративной силовой установкой. По этой причине информация, которая будет представлена в частях по механической обработке и сборке программы для мулов, применима к любому двигателю.
Основы обработки одинаковы независимо от года выпуска двигателя. Таким образом, мы предоставим технический обзор того, как выполняется каждая процедура и ее необходимость, а также синергию, которая устанавливается с другими процессами. Цель автора — обучить читателя HPP продвинутой теории обработки. Это не попытка сделать из вас машиниста, а установить, как и почему требуются определенные действия при переделке двигателя.
Твердое основание
Распространенной ошибкой при восстановлении двигателя является неполное изменение процедур. Сколько раз вы слышали, что работа с кольцами и подшипниками идентифицировалась как восстановление? Это не ремонт — это просто работа с кольцом и подшипником.
Для получения точных результатов испытаний нам потребуется перестроить нашего мула на базе 455. Это означает полную разборку и механическую обработку всех критических областей, чтобы вернуть их к новым допускам. Все, что делается с нашим тестовым двигателем, — это то, что потребуется для надлежащего восстановления любого двигателя Pontiac, а не того, который проживет свою жизнь только на динамометрическом стенде.
Когда дело доходит до работы с двигателем, вам нужно действовать по принципу «все или ничего». Либо делай работу правильно, либо живи с заводом как есть. По опыту автора, каждый раз, когда кто-то пытается экономить на работе машины, двигатель никогда не выходит из строя и обычно имеет множество проблем, таких как плохой контроль масла, чрезмерный шум или преждевременный выход из строя.
Желая, чтобы эти учебники имели для читателя большее значение, чем серия сессий динамометрического стенда с болтовым креплением, мы начинаем с охвата всех аспектов механической обработки двигателя, предварительной сборки и окончательной сборки. Это даст каждому владельцу Pontiac четкое представление о том, что требуется для правильной сборки двигателя, независимо от того, будет ли это восстановленная силовая установка или будет тотальная штурмовая полоса.
В этом выпуске мы объясним необходимые работы по блокировке двигателя. Следующая часть будет посвящена вращающемуся узлу, а третья — головкам цилиндров. За этим последует предварительная сборка для подтверждения всех размеров, а затем окончательная сборка в виде одной партии. Оттуда 455-й мул будет обкатан, и будут установлены базовые показатели мощности, крутящего момента и расхода топлива, прежде чем будут опробованы другие детали.
Шаги 1 и 2: Выравнивание отверстий для растачивания и хонингования
Если отверстия коренных подшипников не выровнены, коленчатый вал не будет работать правильно, а нагрузка на подшипники будет неравномерной. Это состояние можно исправить путем расточки или хонингования седел коренных подшипников до соосности.
Деформация основного подшипника возникает из-за циклов нагрева и охлаждения в течение многих лет и тысяч миль использования, что создает напряжение в блоке. Напряжение вызывает коробление и деформацию блока, что приводит к смещению туннеля основного подшипника. Поскольку это происходит медленно, коренные подшипники и коленчатый вал обычно компенсируют это неравномерным износом. Но при установке отремонтированного или нового коленчатого вала и новых подшипников они заклинивают и приводят к быстрому износу, если их не исправить.
Еще одной проблемой является растяжение крышек коренных подшипников в результате высоких нагрузок на двигатель. Это может быть вызвано выработкой чрезмерной мощности, например, установкой нагнетателя или комплекта закиси азота. Опять же, поскольку это происходит со временем, коренные подшипники обычно компенсируют неравномерный износ.
Это может быть вызвано выработкой чрезмерной мощности, например, установкой нагнетателя или комплекта закиси азота. Опять же, поскольку это происходит со временем, коренные подшипники обычно компенсируют неравномерный износ.
В зависимости от объема требуемой коррекции, либо выравнивание, либо хонингование должны быть частью каждого восстановления. Если устанавливаются новые или другие крышки коренных подшипников, то обычно требуется выравнивание отверстий для достижения не только прямолинейности, но и надлежащих зазоров для подшипников. Если есть только незначительное смещение блока от использования, то это можно исправить с помощью выравнивания хонингования.
Выровненное растачивание использует станок с режущей головкой для удаления материала с основных крышек и седла. Напротив, при выравнивании хонингования используется хонинговальный камень для изменения контура основных крышек и седла. Седло — это участок основного тоннеля, являющийся частью отливки блока цилиндров.
Дополнительным преимуществом выравнивания хонингования является то, что мастерская может очень точно устранить выступы, ограничивая при этом количество удаляемого материала. Помните, что масса — это сила двигателя, поэтому чем толще деталь, тем она прочнее. Если отверстия коренных подшипников изменили цвет из-за перегрева, вызванного проблемами со смазкой, мастерская может выбрать выравнивание отверстий. В этих случаях металл обычно становится нагартованным, и точильный станок не сможет легко его разрезать.
В двигателе Pontiac после центрирующего растачивания должен быть предусмотрен хонинговальный станок. Это обеспечивает более правильное выравнивание и лучшее качество посадки задней стороны подшипника. Выравнивающий хонинг помещает режущий камень на длинную оправку, в то время как расточный инструмент режет каждую крышку отдельно.
Шаг 3: Декинг блока
Дека блока цилиндров — это верхняя часть отверстий, на которые опирается головка блока цилиндров.![]() На этой поверхности часто образуются неровности, которые могут вызвать сжатие и утечки охлаждающей жидкости. Плоскостность деки можно легко проверить с помощью поверочной линейки и щупа. Общая спецификация восстановителя заключается в том, что если максимальная деформация в любой точке превышает 0,002 дюйма, настил требует восстановления поверхности. При создании высокопроизводительного двигателя Pontiac эта спецификация должна быть снижена как минимум вдвое, а лучше до нуля. Процедура выполняется с помощью машины, которая имеет вращающийся резак.
На этой поверхности часто образуются неровности, которые могут вызвать сжатие и утечки охлаждающей жидкости. Плоскостность деки можно легко проверить с помощью поверочной линейки и щупа. Общая спецификация восстановителя заключается в том, что если максимальная деформация в любой точке превышает 0,002 дюйма, настил требует восстановления поверхности. При создании высокопроизводительного двигателя Pontiac эта спецификация должна быть снижена как минимум вдвое, а лучше до нуля. Процедура выполняется с помощью машины, которая имеет вращающийся резак.
Декинг описывает резку поверхности, на которой будет сидеть прокладка головки блока цилиндров. Это делается для создания плоской поверхности, параллельной центральной линии коленчатого вала и расположенной под правильным углом к отверстиям цилиндров. На высокопроизводительном двигателе эта процедура также используется для обеспечения того, чтобы поверхность деки находилась на одинаковой высоте от осевой линии коленчатого вала для каждого отверстия. Он также используется для регулировки степени сжатия или уменьшения площади сжатия — области между верхней частью днища поршня и верхней частью деки.
Он также используется для регулировки степени сжатия или уменьшения площади сжатия — области между верхней частью днища поршня и верхней частью деки.
Большинство высокопроизводительных двигателей изготавливаются с нулевой декой — в верхней мертвой точке (ВМТ) днище поршня находится на одном уровне с декой. В серийном двигателе Pontiac поршень обычно находится на 0,030 дюйма ниже отверстия в ВМТ. Это называется отрицательной высотой деки. При положительной высоте деки поршень выступает из отверстия в ВМТ.
Помимо регулировки высоты платформы, на этот размер влияют и другие условия. К ним относятся высота профиля поршня (расположение пальца), длина межцентрового расстояния шатуна, положение коленчатого вала в блоке и индекс шатунной шейки.
При удалении металла с блока V-образного двигателя головка блока цилиндров будет располагаться ближе к коленчатому валу. Это приведет к тому, что впускной коллектор прилегает по-другому, и может потребоваться корректирующее действие.
При настиле блока важно добиться определенной чистоты поверхности. Вопреки распространенному мнению, очень гладкая поверхность нежелательна для хорошего уплотнения прокладки ГБЦ. Стандартом, используемым для измерения шероховатости поверхности, является микродюйм. Один микродюйм равен одной миллионной части дюйма. Ни одна поверхность не бывает идеально гладкой. Механически обработанная поверхность имеет тысячи мельчайших канавок различной глубины, которые не видны невооруженным глазом.
Профилометр используется для измерения чистоты поверхности. Этот инструмент перемещает иглу взад и вперед по проверяемой области и автоматически вычисляет среднюю глубину канавок. Он читается в RMS для среднеквадратичного значения. Чем выше RMS, тем грубее поверхность. В качестве примера: зеркальная глазурь будет измерять от 5 до 7 RMS. Обычная чистота поверхности палубы составляет 30 RMS для алюминия и 60 RMS для чугуна. Обычно лучше всего отполировать деку до поверхности, рекомендованной производителем прокладки головки блока цилиндров. Эта информация легкодоступна, но почти никогда не упоминается.
Эта информация легкодоступна, но почти никогда не упоминается.
Этапы 4 и 5: Растачивание и хонингование
Цилиндрическое растачивание — это процедура, при которой материал удаляется по окружности отверстия с помощью режущего инструмента. Хонингование доводит диаметр цилиндра до его окончательного размера, одновременно подготавливая надлежащую поверхность для уплотнения поршневых колец и контроля уровня масла. Процедура хонингования выполняется с помощью камня, который предлагается с различной зернистостью.
Операция сверления выполняется либо расточной машиной, либо расточной оправкой. Расточная оправка так же точна, как и расточный станок, но требует больше оператора, чем автоматизированный расточный центр.
Когда поршень перемещается вверх и вниз в отверстии, он изнашивает цилиндр неравномерно. Это результат нагрузки, которая воздействует на поршень и стенку цилиндра, когда коленчатый вал качается по дуге вращения, а шатун меняет направление.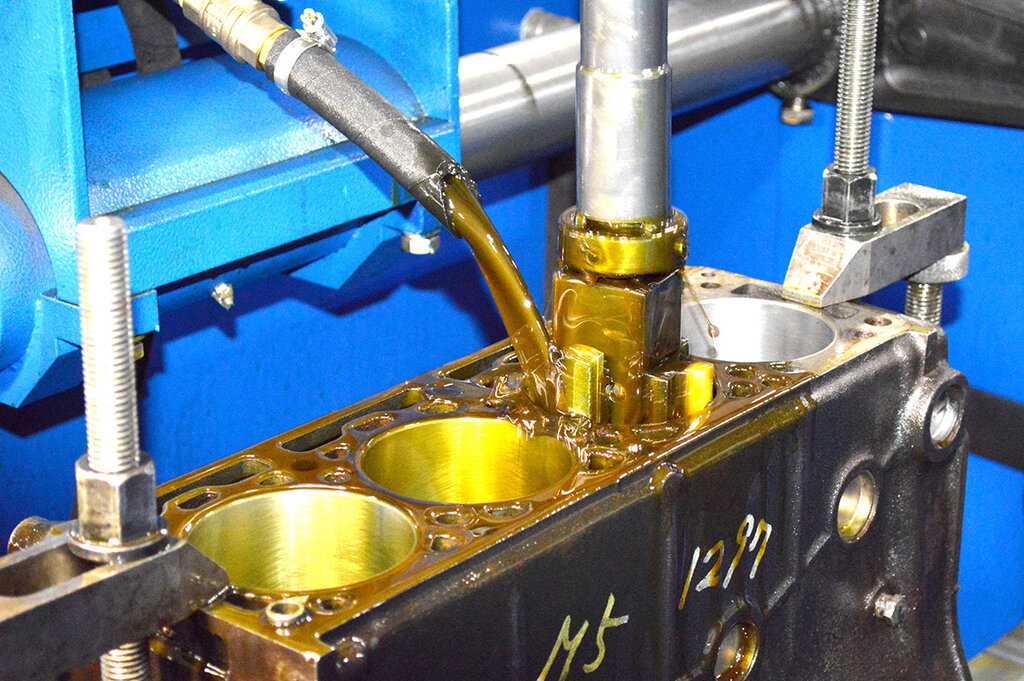 Это называется износом отверстия со стороны упора. Кроме того, циклы нагрева и охлаждения вместе с деформацией из-за затягивания головки цилиндров способствуют образованию конических и некруглых отверстий. Машинист сначала измерит отверстие и проверит конусность и концентричность. На основании его выводов будет принято решение либо растачивать и хонинговать блок, либо только хонинговать цилиндры.
Это называется износом отверстия со стороны упора. Кроме того, циклы нагрева и охлаждения вместе с деформацией из-за затягивания головки цилиндров способствуют образованию конических и некруглых отверстий. Машинист сначала измерит отверстие и проверит конусность и концентричность. На основании его выводов будет принято решение либо растачивать и хонинговать блок, либо только хонинговать цилиндры.
Всякий раз, когда блок расточен, потребуются новые поршни увеличенного размера. Обычные избыточные отверстия: 0,030, 0,040, 0,060 дюйма. Нестандартные поршни обычно могут быть изготовлены практически любого размера, но, как правило, они в два-три раза дороже стандартных поршней.
Распространенная ошибка, которую допускают многие энтузиасты, заключается в том, чтобы просто заточить цилиндр. У хона нет возможности сделать отверстие снова круглым, он просто полирует и контурирует профиль, который уже есть. Если отверстия в хорошем состоянии, как у гоночного двигателя, который обновляется раз в год или два, то эта процедура верна. Но на Pontiac с большим пробегом одна только хонинговка приведет к двигателю с плохим кольцевым уплотнением, высоким расходом масла и разочаровывающей мощностью.
Но на Pontiac с большим пробегом одна только хонинговка приведет к двигателю с плохим кольцевым уплотнением, высоким расходом масла и разочаровывающей мощностью.
Во время процедуры сверления на вращающуюся режущую головку крепится насадка. Большинство расточных станков прикрепляются к поверхности колоды блока и ссылаются на нее. Вот где вы можете понять, почему важно иметь верную колоду, прежде чем начинать скучать. Любая ошибка будет перенесена на концентричность канала ствола. Некоторые производители двигателей используют расточной станок, который центрируется от седел коренных подшипников.
Большинство механических мастерских расточат цилиндр до нескольких тысячных от окончательного размера, а затем добьются желаемого размера путем хонингования. Когда на двигатель устанавливается поршень, возникает дополнительный зазор, который определяется как расстояние от поршня до стенки (цилиндра). Эта спецификация предоставляется производителем поршня и определяется скоростью расширения поршня при нагревании. Литые поршни расширяются меньше и обычно имеют зазор между поршнем и стенкой 0,002 дюйма. Для некоторых кованых гоночных поршней требуется зазор 0,006 дюйма. Как видите, поршень необходимо идентифицировать перед выполнением услуги по растачиванию.
Литые поршни расширяются меньше и обычно имеют зазор между поршнем и стенкой 0,002 дюйма. Для некоторых кованых гоночных поршней требуется зазор 0,006 дюйма. Как видите, поршень необходимо идентифицировать перед выполнением услуги по растачиванию.
Процедура хонингования является отдельной задачей и требует специального станка. Если в магазине, в который вы идете, нет хонинговального станка, и вы хотите использовать дрель с прикрепленным хонинговальным инструментом, бегите оттуда. Качество хона будет определять уплотнительное кольцо, срок службы кольца и расход масла в двигателе. Есть два типа приемлемых станков для хонингования: ручное и автоматическое. Наиболее желателен автоматический ход, так как станок будет затачивать цилиндр с одинаковой скоростью на каждом проходе. Ход с ручным управлением может быть таким же хорошим, но требует оператора с более высоким уровнем квалификации.
Хонинг создаст необходимую штриховку на стенке цилиндра. Обычно это результат использования нескольких камней. Например, машинист может выполнить черновую заточку отверстия с точностью до 0,005 дюйма от конечного размера, используя камень с зернистостью 180, а затем перейти на более мелкий камень с зернистостью 280 или 320 для окончательной обработки. Многие используют профилометр для контроля качества и идентификации полученной штриховки. При правильном использовании камень с зернистостью 280 дает среднеквадратичную шероховатость приблизительно 20. Камень с зернистостью 320 дает чистовую отделку, близкую к среднеквадратичному значению 15.
Обычно это результат использования нескольких камней. Например, машинист может выполнить черновую заточку отверстия с точностью до 0,005 дюйма от конечного размера, используя камень с зернистостью 180, а затем перейти на более мелкий камень с зернистостью 280 или 320 для окончательной обработки. Многие используют профилометр для контроля качества и идентификации полученной штриховки. При правильном использовании камень с зернистостью 280 дает среднеквадратичную шероховатость приблизительно 20. Камень с зернистостью 320 дает чистовую отделку, близкую к среднеквадратичному значению 15.
Во время хонингования лучше всего использовать пластину для кручения или снятия напряжения. Это приспособление предназначено для крепления к деке блока и имитации перекоса отверстия, создаваемого нагрузкой установленной головки блока цилиндров. Если пластина крутящего момента не используется, то диаметр отверстия будет соответствовать спецификации в ненагруженном состоянии, но слегка деформируется после установки головок цилиндров. Проблема с пластинами крутящего момента заключается в том, что они относительно дороги и зависят от области применения каждого семейства двигателей.
Проблема с пластинами крутящего момента заключается в том, что они относительно дороги и зависят от области применения каждого семейства двигателей.
В промежутках между различными операциями слесарь часто промывает блок, удаляя металлическую стружку и смазочно-охлаждающую жидкость. После того, как блок проходит окончательную стирку, его откладывают в сторону и накрывают полиэтиленовым пакетом для защиты от грязи и влаги. Свежеобработанные поверхности очень подвержены ржавчине.
Два дополнительных процесса
Существуют и другие процедуры, которые можно выполнять на блоке цилиндров Pontiac, такие как снятие напряжения с помощью вибрации или замораживания с помощью криогеники. Они имеют реальную ценность и эффективны для устранения любого остаточного термического напряжения в процессе обработки.
Термический стресс возникает при неконтролируемом охлаждении. Механическое напряжение является результатом любой резки, сверления или разрыва металла. Когда блок расточен, наряду с термическим напряжением возникает механическое напряжение. Хонингование создаст лишь небольшое термическое напряжение. Было обнаружено, что термическое напряжение с течением времени более разрушительно для размерной стабильности, чем его механическое аналог.
Когда блок расточен, наряду с термическим напряжением возникает механическое напряжение. Хонингование создаст лишь небольшое термическое напряжение. Было обнаружено, что термическое напряжение с течением времени более разрушительно для размерной стабильности, чем его механическое аналог.
Проблема с этими услугами заключается в том, что они довольно дороги и требуют доставки блока на объект. Удаление любого остаточного термического напряжения сделает блок более устойчивым. Для нашей цели создать двигатель в стиле street/strip, компания HPP решила, что снятие напряжения не является вариантом, приобретаемым средним энтузиастом. В диапазоне лошадиных сил, в котором мы хотим работать, стабильность блока не будет большой проблемой.
Еще одна процедура, дающая преимущества, но являющаяся излишней для уличного двигателя, — это установка втулок в отверстия подъемника. Это сделано для того, чтобы ориентация толкателя клапана находилась непосредственно над кулачком распределительного вала.
В большинстве, если не во всех, очень мощных гоночных двигателях отверстия подъемника снабжены втулками. Это не означает, что на производственном блоке отверстия подъемника не выровнены, но из-за небольших изменений в отливке и термических нагрузках наряду с другими факторами может быть незначительная ошибка.
RaceKrafters оборудован втулками для отверстий под подъемники Pontiac, но опять же, это не будет репрезентативным для двигателя мощностью менее 500 л.с. Стоимость будет перевешивать выгоды в этом приложении. Мы хотим, чтобы наше тестирование отражало динамику реального мира и не входило в область, недоступную для большинства читателей.
После завершения механической обработки блока цилиндров следующая партия будет включать вращающийся узел — поршни, шатуны и коленчатый вал.
Говоря инженерным языком, двигатель мула — это двигатель, который подвергается воздействию различных частей, теорий и условий для точного определения наилучшей комбинации компонентов для предполагаемого использования.
Trending Pages
Сколько стоит Тесла? Дешевле, чем раньше: разбивка цен
Volkswagen ID Buzz 2024 года соответствует оригинальному автобусу во всех отношениях, кроме одного
Hyundai Kona 2024 года Первый взгляд: больше, больше ориентировано на электромобили, чем раньше
Большое испытание! Honda CR-V 2023 года против Toyota RAV4, Subaru Forester, Kia Sportage, Hyundai Tucson, Nissan Rogue, Mazda CX-5
Сколько стоит Тесла? Дешевле, чем раньше — вот разбивка цен
Volkswagen ID Buzz 2024 года соответствует оригинальному автобусу во всех отношениях, кроме одного
Hyundai Kona 2024 года Первый взгляд: больше, больше ориентировано на электромобили, чем раньше
Большое испытание! Honda CR-V 2023 против Toyota RAV4, Subaru Forester, Kia Sportage, Hyundai Tucson, Nissan Rogue, Mazda CX-5 9.
 5 ПАЛУБА БОЛЬШОГО ОТВЕРСТИЯ | Детали деталей для M-6010-BOSS351BB
5 ПАЛУБА БОЛЬШОГО ОТВЕРСТИЯ | Детали деталей для M-6010-BOSS351BBВ мире гонок и производительности БОЛЬШЕ всегда лучше. Ford Racing это понимает, поэтому предлагает малые блоки BOSS в версиях Big Bore. Блоки Ford Racing BOSS предназначены для замены легендарных блоков BOSS 302 и BOSS 351 с использованием новейших технологий и технологий производства. Отлитые из дизельного железа с сиамскими отверстиями, толстыми стенками цилиндров и деками, прочность блоков BOSS намного превосходит любой из когда-либо выпускавшихся блоков производства Ford.
Блоки Ford Racing Big Bore 351 упрощают и удешевляют сборку действительно БОЛЬШИХ маленьких блоков. Чтобы обеспечить наиболее точное расположение отверстий, концентричность и целостность, блоки BOSS Big Bore дополнительно обрабатываются на 0,125 дюйма на этапе первоначальной фиксации блока и растачивания. С незавершенным размером отверстия 4,120 дюйма, Ford Racing BOSS 351 Big Bore блоки делают действительно БОЛЬШИЕ маленькие блоки — размером до 460 кубических дюймов!
Блокировочные возможности Ford Racing BOSS были доказаны во всем мире как на трассе, так и на улице.
 Кроме того, все блоки Ford Racing BOSS отлиты и обработаны в соответствии с высочайшими отраслевыми стандартами США.
Кроме того, все блоки Ford Racing BOSS отлиты и обработаны в соответствии с высочайшими отраслевыми стандартами США.- То же, что и M-6010-BOSS35195, за исключением того, что позволяет увеличить диаметр цилиндра за счет удаления перекрестных отверстий для охлаждающей жидкости между цилиндрами.
- Готово на черновом отверстии 4,120 дюйма. Предназначено для минимальной толщины стенки отверстия 0,180 дюйма при 4,125 дюйма (звуковая проверка рекомендуется для отверстий более 4,125 дюйма).
- Высота деки 9,5 дюйма, окончательная высота 9,500 дюйма плюс от 0,010 до 0,015 дюйма.
- Максимальный рекомендуемый ход 4,250 дюйма, зазор зависит от производителя коленчатого вала/шатуна.
- Распущенная 4-болтовая основная на 2, 3, 4, основные крышки
- 2-х болтовая основная на 1 и 5 коренных крышках
- Отверстия коренных подшипников обработаны до нижнего предела
- Диаметр коренной шейки 2,749 дюйма (стандартный размер 351C)
- Готовые отверстия под подъемники
- Обработан для установки заводских роликовых направляющих подъемника и фиксатора направляющей подъемника.

- Вдохновленная NASCAR передняя подача масла на обе камбузы подъемника
- Переработаны проходы системы охлаждения
- Увеличенный материал переборки
- Резьбовые заглушки для сердечника и камбузов (заглушки портов с прямой резьбой и уплотнительным кольцом)
- Требуются болты с головкой M-6065-BOSS специальной длины 1/2 дюйма или шпильки M-6014-BOSS, рекомендуемые с головками M-6049-X306/X307/X2/Z304DA/Z2.
- Предназначен для головок цилиндров M-6049-X306/X307/X2/C3/D3/Z304DA/Z2. Не предназначен для производства головок цилиндров 302/351W или M-6049-Y302/Y303/X302/X303/X304/X305.
- Используются обычные кулачковые подшипники с наружным диаметром M-6261-J351/R351.
- Уникальная эксцентриковая заглушка M-6026-S351 в комплекте
- Разработан для совместимости с оригинальными блоками 302 и 351 Вт и включает следующие функции:
- Разработан для использования стандартной крышки ГРМ, рекомендуется крышка ГРМ M-6059-D351 (включает приспособление для топливного насоса)
- Подходит для заводского масляного поддона Mustang со специальной маслозаборной трубкой M-6622-BOSS302.