Порядок затяжки головки блока цилиндров своими руками — Автосайт
Затянуть болт? В чем проблема: гаечный ключ и… вперед, затягивай себе до упора. Так подумает человек, который плохо себе представляет какое значение имеет правильный порядок затяжки болтов головки блока цилиндров.
И к каким неисправностям двигателя может
Январь-4, контроллер Январь-4, коды неисправностей двигателя ваз 2111, дмрв для январь 5 1, неисправность датчика положения дроссельной заслонки, ДМРВ
Как выбрать автомобильный видеорегистратор
Затянуть болт? В чем проблема: гаечный ключ и… вперед, затягивай себе до упора.
Так подумает человек, который плохо себе представляет какое значение имеет правильный порядок затяжки болтов головки блока цилиндров. И к каким неисправностям двигателя может привести нарушение порядка и технологии затяжки болтов ГБЦ.
Для чего автомобилисту знать порядок затяжки головки блока цилиндров?
Естественно, если у вас куча денежных знаков и даже вытряхивать пепельницу в салоне, вы едете на автосервис, то и незачем.
Это важно! Прежде, чем мы поделимся с вами особенностями порядка затяжки ГБЦ, следует обратить ваше внимание на то, что у каждой модели двигателя существуют свои параметры затяжки болтов головки блока цилиндров.
Не следует ни в коем случае, особенно при работе с ГБЦ современных авто, полагаться на свои знания и опыт, приобретенные при ремонте ГБЦ на других двигателях
замена датчика холостого хода ваз 2114
Порядок затяжки и протяжка болтов головки блока цилиндров осуществляется в строгом соответствии с требованиями производителя к данному двигателю
карбюратор ваз 2106
Эти параметры вы без труда найдёте в мануале к ремонту и обслуживанию двигателя.
Знание порядка затяжки и подтяжки головки блока цилиндров вам понадобится не так часто.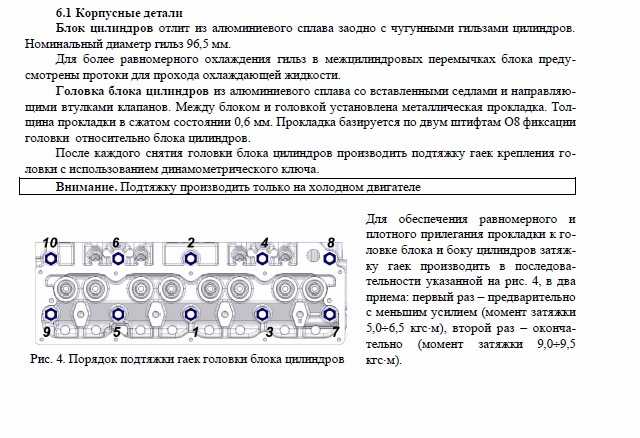
Какие общие особенности у технологии затяжки ГБЦ
Начнем с того, что по старой памяти эксплуатации отечественных моделей авто, многие автомобилисты переживают по поводу необходимости проведения профилактической протяжки болтов ГБЦ
двигатель троит
Особенно после капитального ремонта двигателя или ремонта ГБЦ.
Протяжка головки блока цилиндров в современных двигателях не требуется. Это связано с тем, что для крепления головки к блоку цилиндров применяются
самозатягивающиеся болты или так называемые «пружинные болты».
Их характеристика такова, что после первой затяжки они уже не нуждаются в протяжке в период эксплуатации
настройка карбюратора ваз 2106
Более того, протяжка головки блока цилиндров в данном случае может только повредить качеству болтов.
Если раньше, протяжка ГБЦ являлась одним из обязательных пунктов ТО автомобиля, то сегодня этот пункт можно применять только к устаревшим моделям двигателей Москвичей, ГАЗ и ВАЗ.
Правила затяжки головки блока цилиндров
При наличии разных параметров и характеристик, общие правила затяжки болтов, в принципе применимы при работе со всеми типами двигателей.
- Обязательное использование параметров производителя по: порядку (схеме) затяжки болтов головки блока цилиндров и моменту силы затяжки.
- При затяжке ГБЦ использовать только исправный и проверенный динамометрический ключ, но никак не простой гаечный ключ
ваз 2114 замена прокладки гбц
В этом деле глазомер и надежда на мышечную память не помощники. - Обязательное требование — идеальное состояние болтов крепления ГБЦ: ни в коем случае не применять старые болты, не ставить перерезанные болты, проверять перед затяжкой состояние и чистоту резьбы.
Повторное применение «пружинных» болтов уже не обеспечит необходимой силы затяжки, что в итоге приведет к протеканию масла из-под прокладки ГБЦ.
- Категорически запрещается проводить дотяжку или подтяжку ГБЦ с болтами типа TTY (этот тип болтов используется в основном на алюминиевых ГБЦ).
 Болты TTY затягиваются не с моментом силы затяжки, а по установленному градусу. Данная информация должна быть в инструкции производителя.
Болты TTY затягиваются не с моментом силы затяжки, а по установленному градусу. Данная информация должна быть в инструкции производителя. - При покупке прокладки для головки блока цилиндров у нее должна быть спецификация производителя, в которой указывается какой момент силы затяжки применим именно к данному типу прокладки.
Это нужно учесть, чтобы цифры по моменту затяжки двигателя и моменту затяжки прокладки не расходились кардинально.
- Если отверстие для болта крепления ГБЦ «слепое», то заливая в него масло перед затяжкой головки, постарайтесь не перелить
мотоколяска сзд купить
Иначе болт не дойдёт до конца.Если же отверстие сквозное и выходит в систему охлаждения, то перед вкручиванием болта, смажьте резьбу пластичным герметиком.
Если вы всё же приняли решение произвести дотяжку (протяжку) болтов головки блока цилиндров, то примите во внимание, что она производится: у двигателя с чугунной ГБЦ — на «горячую», т.е. минимум 800 температура двигателя, у двигателя с алюминиевой ГБЦ на «холодную».
Остаётся пожелать вам успехов при проведении затяжки головки блока цилиндров.
Источник
Ремонт прикуривателя своими руками
Схема Адаптера USB K-L-Line
Как выбрать сигнализацию для авто и основные уловки угонщиков
Похожие статьи:
Полезные советы → Правила зимнего вождения
Полезные советы → Секретные буквы в вашем автомобиле
Полезные советы → Как правильно выйти из заноса
Полезные советы → Как защитить свой автомобиль и имущество от воровства?
Полезные советы → Как правильно переехать «лежачего полицейского»
Порядок затяжки головки ВАЗ 2110 8 клапанов
Снятие и установка головки цилиндров.
Снятие и разборка головки блока цилиндров двигателя ВАЗ-2112.
Порядок протяжки головки блока цилиндров ваз 2110.
головки блока цилиндpов после обкатки автомобиля и чеpез 1000 км пpобега по…
Порядок затяжки болтов головки ВАЗ.
затяжки резьбовых соединений Ваз 2108, Ваз 2109, Ваз 21099, Лада Самара Бол…
Замена прокладки головки блока цилиндров.
Замена прокладки головки блока цилиндров.
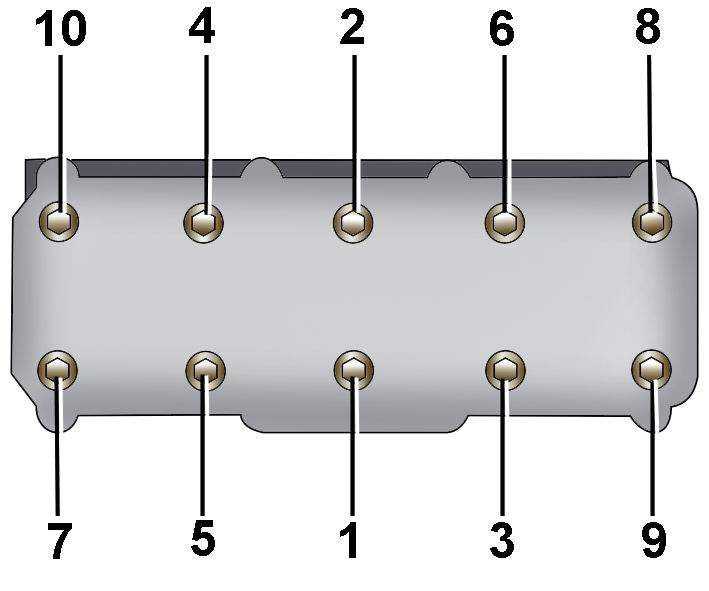
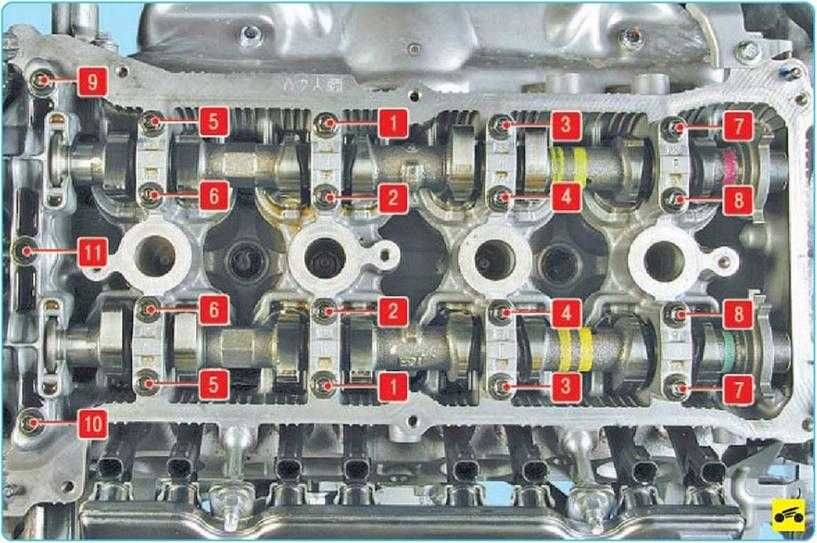
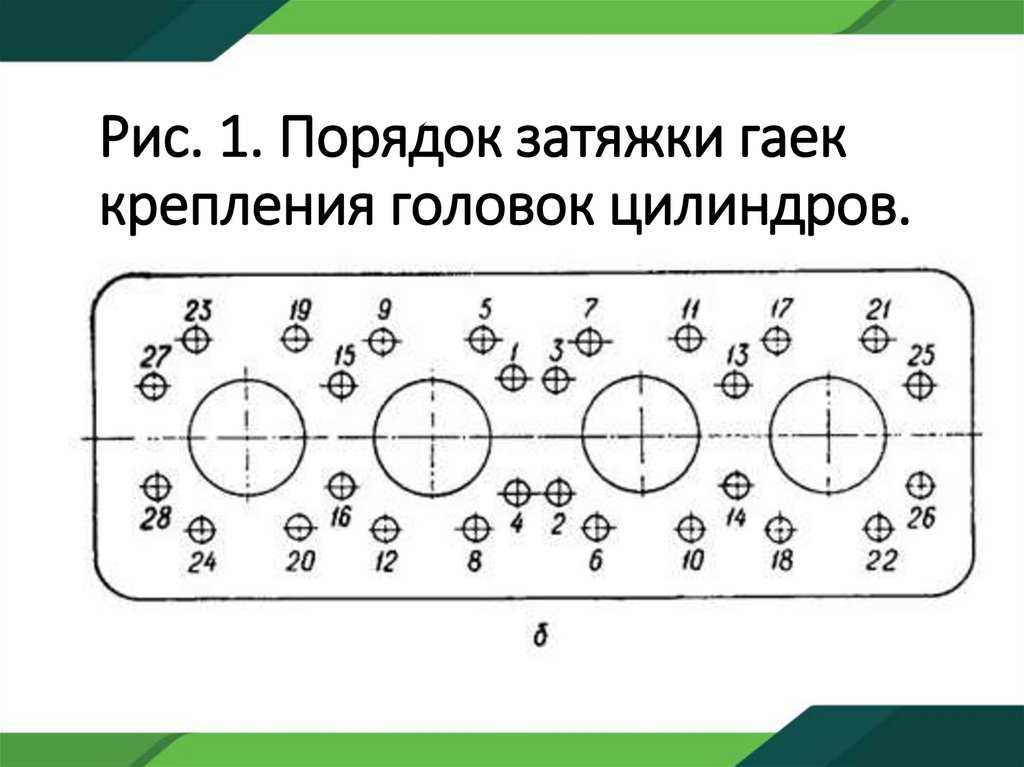
Порядок затяжки болтов крепления головки блока цилиндров.
порядок затяжки болтов ГБЦ на ВАЗ 2109-2108.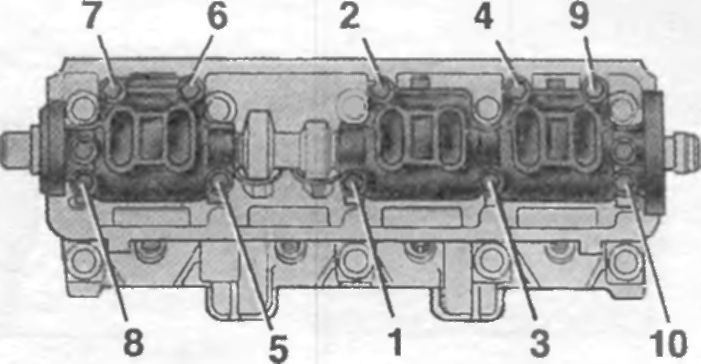
Renault Sandero — Регулировка клапанов.
«Головка цилиндров».
Замена гидрокомпенсаторов своими руками
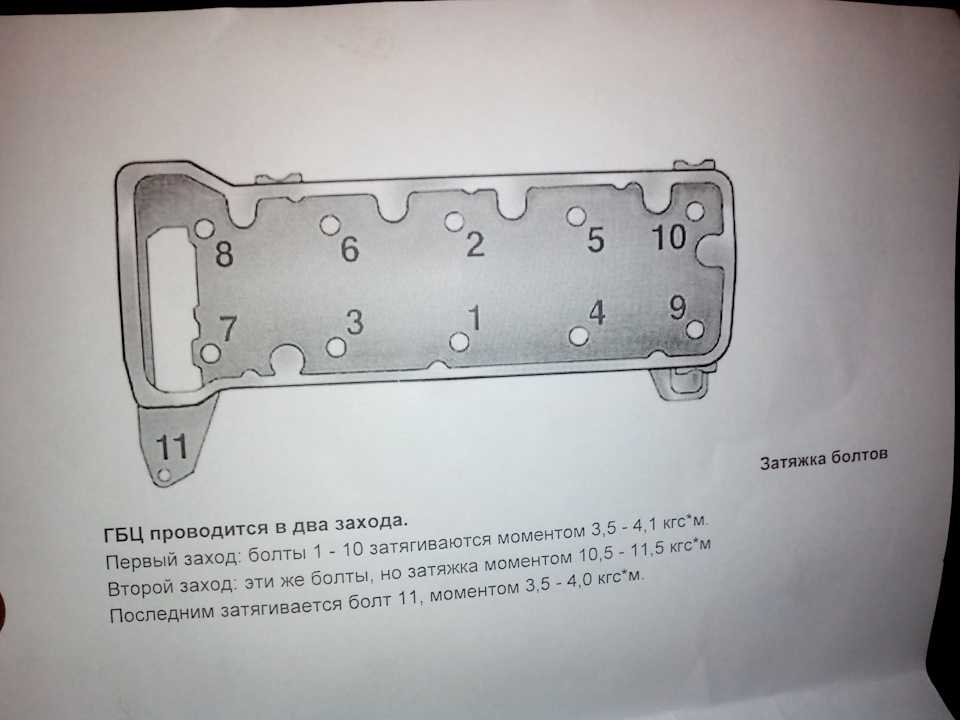
Схема затяжки.
42.Установите головку на предварительно, блок убедившись
ВАЗ-2101.
порядок затяжки головки ваз.
Прокладки двигателя у всех ВАЗ.
«Порядок затягивания болтов головки цилиндров»): первый прием — з…
Замена прокладки головки блока цилиндров.
Повторное использование болтов крепления головки блока цилиндров допускаетс…
Момент затяжки болтов 1471065291.
Схема затяжки болтов гбц приора.
2 прием — затяните болты моментом 69,4-85,7 Нм (7,1-8,7 кгс-м).
Двигатель DW8
Момент затяжки.
Замена прокладки и чистка клапанной крышки.
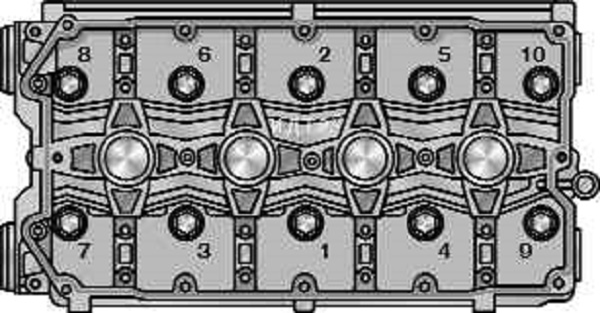
порядок затягивания головки.
Как производится затяжка ГБЦ ВАЗ 2107.
Порядок затягивания болтов крепления головки цилиндров.
затягивание гаек корпусов подшипников распредвала.
Push vs. Pull: как выполнение заказов по запросу обеспечивает большую гибкость в операциях распределения
ПоискУзнать больше
Требования электронной коммерции и многоканального исполнения увеличивают потребность в инновационных операциях распределения, которые могут быстро адаптироваться к изменяющимся моделям спроса, включая сезонные и ежедневные пики объемов.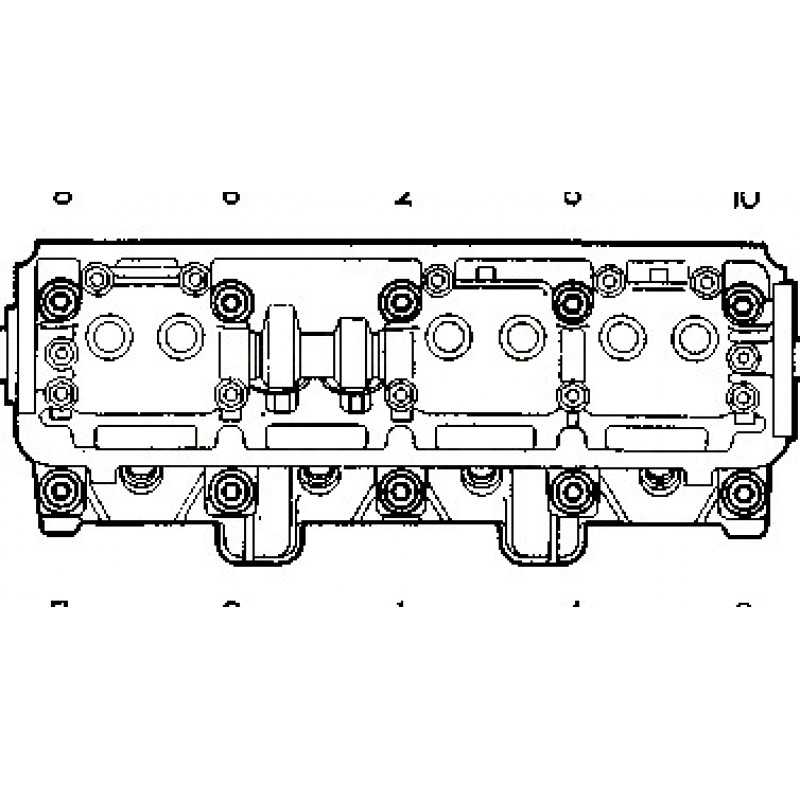 Операции с большим разнообразием SKU и/или большим и изменчивым объемом заказов (обычно состоящих из нескольких строк, требующих большего количества при каждой комплектации) часто зависят от ожиданий клиентов в отношении высокого уровня обслуживания (короткие сроки доставки и бесплатная доставка). Кроме того, поддержание высокого коэффициента использования оборудования и высокой производительности труда представляет собой двойную цель.
Операции с большим разнообразием SKU и/или большим и изменчивым объемом заказов (обычно состоящих из нескольких строк, требующих большего количества при каждой комплектации) часто зависят от ожиданий клиентов в отношении высокого уровня обслуживания (короткие сроки доставки и бесплатная доставка). Кроме того, поддержание высокого коэффициента использования оборудования и высокой производительности труда представляет собой двойную цель.
Чтобы справиться с этими проблемами, менеджерам распределительных центров нужны решения, которые могут максимизировать производительность, скорость и уровень обслуживания. Выполнение заказов по запросу в сочетании со складскими системами исполнения (WES) предлагает многообещающее решение этих проблем с выполнением заказов с непрерывным мониторингом состояния заказов и ресурсов (рабочей силы и оборудования) в режиме реального времени. При таком уровне видимости в WES встроены алгоритмы, которые динамически оптимизируют решения, регулирующие движение и обработку заказов. WES обеспечивает гибкость для поддержания непрерывного потока в ЦОД, несмотря на пики и спады объемов заказов и изменяющиеся профили заказов. Вытягивание заказов может обеспечить дополнительную гибкость, удовлетворяя тем же требованиям к пропускной способности, что и выполнение заказов на основе волн, но с более высокой скоростью, более высоким уровнем обслуживания, меньшими трудозатратами, более равномерным использованием ресурсов и меньшими затратами на оборудование. Выполнение заказов по запросу также может обеспечить более высокую пропускную способность, когда оборудование и/или трудозатраты остаются постоянными.
WES обеспечивает гибкость для поддержания непрерывного потока в ЦОД, несмотря на пики и спады объемов заказов и изменяющиеся профили заказов. Вытягивание заказов может обеспечить дополнительную гибкость, удовлетворяя тем же требованиям к пропускной способности, что и выполнение заказов на основе волн, но с более высокой скоростью, более высоким уровнем обслуживания, меньшими трудозатратами, более равномерным использованием ресурсов и меньшими затратами на оборудование. Выполнение заказов по запросу также может обеспечить более высокую пропускную способность, когда оборудование и/или трудозатраты остаются постоянными.
В этой статье мы сравним и продемонстрируем измеримые различия в производительности между вытягивающим и проталкивающим управлением для операции выбора зон в параллельных зонах с последующей операцией ручной сортировки для разделения и объединения заказов перед упаковкой.
Проталкивание: проблема с волнами
Многие распределительные центры сегодня используют обработку заказов на основе волн, при которой большое количество заказов одновременно отправляется в цех пакетами или волнами. При каждой операции все ресурсы работают с этой волной до тех пор, пока она не будет завершена и не передана следующей, нижестоящей операции. Неожиданные события обычно влияют на эффективность обработки на основе волн. От персонала, работающего медленнее, чем предполагалось, до поломки оборудования и отсутствия запасов — каждое событие негативно влияет на эффективность волновых процессов. В начале и середине волн операция очень эффективна. Однако, как только достигается хвост волны, производительность резко падает, так как одна волна закрывает последние, несколько оставшихся заказов, и начинает просачиваться следующая волна9.0003
При каждой операции все ресурсы работают с этой волной до тех пор, пока она не будет завершена и не передана следующей, нижестоящей операции. Неожиданные события обычно влияют на эффективность обработки на основе волн. От персонала, работающего медленнее, чем предполагалось, до поломки оборудования и отсутствия запасов — каждое событие негативно влияет на эффективность волновых процессов. В начале и середине волн операция очень эффективна. Однако, как только достигается хвост волны, производительность резко падает, так как одна волна закрывает последние, несколько оставшихся заказов, и начинает просачиваться следующая волна9.0003
Выполнение на основе волны может быть эффективным, но также может быть проблематичным для центров обработки данных с несколькими автоматизированными системами, поддерживающими синхронизацию всех зон и сбалансированными рабочими нагрузками. Обработка на основе волны может привести к неэффективности и проблемам с пропускной способностью, поскольку загрузка работников и оборудования падает в хвосте волны. Одной из проблем срочного выполнения является жесткость системы управления волнами, которая часто диктует фиксированный размер партии, которую необходимо обработать до выпуска следующей волны заказов. В результате операционные менеджеры обычно проталкивают несколько волн, что приводит к накоплению ресурсов на узких местах и плохой синхронизации при операции сортировки. В результате большие и дорогие буферы (либо слишком большие операции сортировки, либо блоки волн, установленные перед операцией сортировки) часто добавляются к конструкциям, основанным на волнах, чтобы сократить время простоя сборщиков, ожидающих заказов в хвостовой части волны.
Одной из проблем срочного выполнения является жесткость системы управления волнами, которая часто диктует фиксированный размер партии, которую необходимо обработать до выпуска следующей волны заказов. В результате операционные менеджеры обычно проталкивают несколько волн, что приводит к накоплению ресурсов на узких местах и плохой синхронизации при операции сортировки. В результате большие и дорогие буферы (либо слишком большие операции сортировки, либо блоки волн, установленные перед операцией сортировки) часто добавляются к конструкциям, основанным на волнах, чтобы сократить время простоя сборщиков, ожидающих заказов в хвостовой части волны.
Вытягивание: динамическая адаптация к условиям реального времени
Выполнение, управляемое вытягиванием, оптимизирует ресурсы (рабочие силы и оборудование) за счет динамического управления задачами для обработки непредвиденных событий, поскольку он отслеживает состояние системы в реальном времени. Вместо того, чтобы назначать работу одной волной, заказы динамически выпускаются в режиме реального времени по мере достижения порогового значения.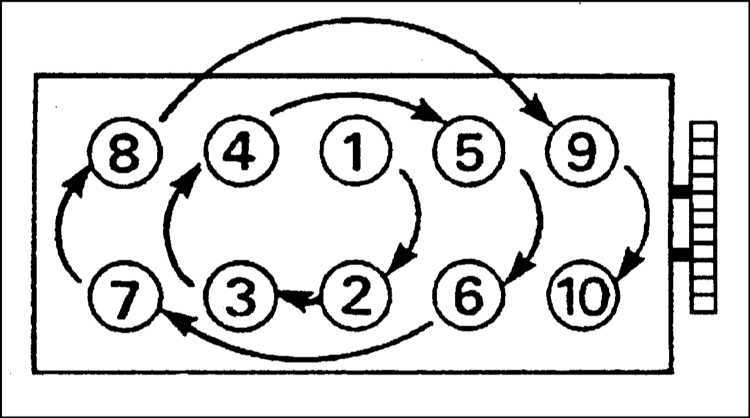 Использование возобновляемой партии вместо волновой позволяет сборщикам работать непрерывно независимо от непредвиденных обстоятельств. Выполнение заказов по запросу позволяет динамически переназначать работу в зависимости от наличия ресурсов. Если одна зона отстает, рабочих можно динамически переназначить, чтобы устранить узкое место. Это динамическое переназначение повышает общую производительность труда за счет отсутствия «простаивания» ресурсов в ожидании завершения вышестоящих процессов.
Использование возобновляемой партии вместо волновой позволяет сборщикам работать непрерывно независимо от непредвиденных обстоятельств. Выполнение заказов по запросу позволяет динамически переназначать работу в зависимости от наличия ресурсов. Если одна зона отстает, рабочих можно динамически переназначить, чтобы устранить узкое место. Это динамическое переназначение повышает общую производительность труда за счет отсутствия «простаивания» ресурсов в ожидании завершения вышестоящих процессов.
Механизм выполнения заказов, использующий парадигму «вытягивания» с возможностью WES для обеспечения постоянной видимости состояния ресурсов и единиц потока, может обеспечить такие же или более высокие требования к пропускной способности, как и выполнение заказов на основе импульсов, но с более высокая скорость, более высокий уровень обслуживания, меньше труда, более высокий уровень использования ресурсов и более низкие капитальные затраты на погрузочно-разгрузочное оборудование.
Сравнительное исследование: проталкивание и вытягивание
Мы сравнили решения для выполнения заказов, основанные на проталкивании и вытягивании, для операции комплектования зон в параллельных зонах с последующей операцией ручной сортировки (т. е. стеной размещения) для разделения и объединения заказов. перед упаковкой и/или дополнительными услугами. Решение, основанное на вытягивании, показало значительное увеличение скорости выполнения и более плавный поток (что привело к более стабильному использованию ресурсов).
е. стеной размещения) для разделения и объединения заказов. перед упаковкой и/или дополнительными услугами. Решение, основанное на вытягивании, показало значительное увеличение скорости выполнения и более плавный поток (что привело к более стабильному использованию ресурсов).
В этом решении есть два основных процесса, концептуально показанных на рисунке 1:
1. Система выбора зон в параллельных зонах: для волны выбираются несколько заказов. Рабочий контент (т. е. строки) для этих заказов разбивается на несколько зон комплектования, образуя параллельные партии. Каждая партия комплектуется в своей зоне, а контейнер, содержащий несколько линий, доставляется к расположенной ниже по потоку стене, где он объединяется с контейнерами из других зон комплектования. Значительный прирост производительности достигается за счет пакетного комплектования, поскольку место комплектования посещается один раз за волну, что сокращает количество перемещений сборщиков. Однако целостность заказа не сохраняется во время комплектации и требует второго процесса сортировки содержимого контейнера для консолидации единиц заказа.
2. Система сортировки стенок: Стенка представляет собой набор проемов или отсеков (называемых отсеками). Одну сторону стены пут обслуживает оператор, который помещает юниты, принадлежащие к определенному заказу, в назначенное место. На другой стороне путевой стены работают операторы, которые упаковывают полный заказ или отправляют его в отдел дополнительных услуг. Количество и размер кубов зависит от размера куба заказа и количества заказов, которые необходимо обрабатывать одновременно. Чаще всего в ДЦ имеется несколько пут-стен. На рис. 2 показано изображение пут-стены, используемой для процесса консолидации заказов, направляемых непосредственно потребителю.
Рис. 1. Процессы выделения зон для размещения стен. Заказы в волне группируются для повышения эффективности комплектования. Партии выпускаются для выбора зон для комплектации. Контейнеры с предметами, принадлежащими к одной партии, отправляются на определенную стену. Предметы, принадлежащие к одному и тому же заказу, помещаются в специальный отсек в стене.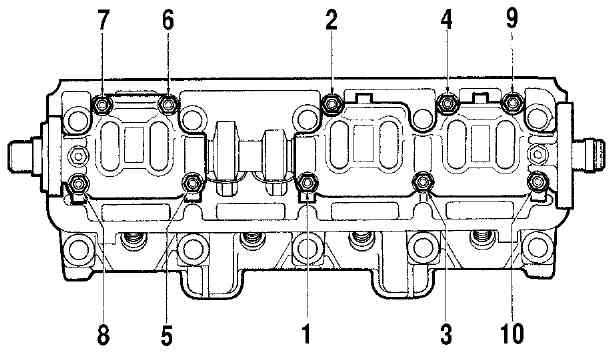 Когда элементы заказа собраны, заказ упакован, и ящик теперь доступен для другого заказа.
Когда элементы заказа собраны, заказ упакован, и ящик теперь доступен для другого заказа.
Рис. 2. Заложенная стенка. Каждая каморка посвящена определенному порядку. Прибывают сумки со смешанными SKU. Когда оператор сканирует предмет, загорается свет под ящиком, где нужно положить предмет.
Вытягивающая структура
Вытягивающая структура показана на рис. 3, где у нас есть виртуальная очередь заказов в волне. Когда волна выпущена, используется алгоритм для группировки заказов в виртуальные партии в каждой зоне. Некоторые из этих партий доступны сборщикам, а некоторые высвобождаются при срабатывании сигнала вытягивания. Доступному комплектовщику назначается следующая(ые) партия(и) для отбора. Теперь партия назначается контейнеру, и сборщик выполняет сбор. По завершению емкость направляется к поставленным стенкам. Единицы из контейнеров помещаются в отсек заказов. Когда все линии заказа собраны у поставленной стены, упаковщик освобождает кабину, и заказ покидает зону.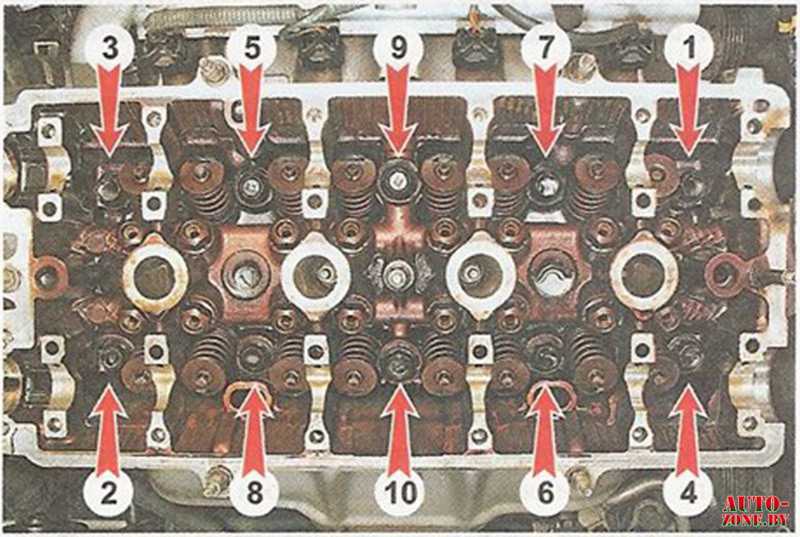
Параметры вытягивания: Алгоритм потока вытягивания определяет значения трех параметров каждый раз, когда волна попадает в систему. Вот эти параметры:
- X: количество заказов в партии; заказы в буфере отправляются на одну и ту же стену путов и, следовательно, собираются в один и тот же контейнер. Компромисс: по мере увеличения количества заказов в партии производительность комплектования и размещения увеличивается, но время цикла комплектования и размещения также увеличивается. Увеличение времени цикла повысит изменчивость, для смягчения которой потребуется дополнительное накопление.
- Y: Количество партий уложенных стен, которые должны быть собраны одновременно (при условии, что сборщик может разместить более одного контейнера на тележке). Компромисс: по мере увеличения количества партий уложенных стен производительность комплектования увеличивается, но увеличивается время цикла комплектования.
- W: количество пакетов, которые необходимо поддерживать в системе (выпущенный пул пакетов, пакеты в процессе отбора, пакеты в передаче на стены размещения и на стенах размещения).
 Компромисс: по мере увеличения количества пакетов увеличивается пропускная способность, но также увеличивается время цикла. По мере увеличения количества пакетов система начинает приближаться к системе выталкивания. По мере уменьшения количества пакетов производительность снижается.
Компромисс: по мере увеличения количества пакетов увеличивается пропускная способность, но также увеличивается время цикла. По мере увеличения количества пакетов система начинает приближаться к системе выталкивания. По мере уменьшения количества пакетов производительность снижается.
Несмотря на то, что здесь мы сосредоточились на алгоритме извлечения, очевидно, что базовая структура оказывает наибольшее влияние на производительность операции и должна быть соответствующим образом оптимизирована.
Рис. 3. Тяговая рама для пакетной комплектации стен
Алгоритм : Точные формулы являются собственностью компании, но общие шаги для динамической установки этих трех параметров описаны ниже. Но одного алгоритма недостаточно. Именно использование, синхронизация и сложные вариации этих сложных алгоритмов в сочетании с правильным дизайном позволяют вытягивающему приводу обеспечивать оптимальные результаты.
Для данной настройки характерны:
- Пул ордеров в волне и связанные с ними параметры, включая количество линий, количество единиц
- Доступное количество комплектовщиков
- Количество зон выбора
- Рабочее содержание процесса комплектования характеризуется компоновкой, задержками процесса
- В наличии поставленные стены
- Кубиков на каждую стену
- Содержание работы процесса укладки, характеризующееся размером стены укладки, задержками процесса
1. Определить минимальные значения X и Y, которые соответствуют требованиям к пропускной способности в рамках ограничений мощности (т. е. текущего количества доступных рабочих).
Определить минимальные значения X и Y, которые соответствуют требованиям к пропускной способности в рамках ограничений мощности (т. е. текущего количества доступных рабочих).
2. Определить значение W, обеспечивающее максимальную пропускную способность системы (т. е. количество заказов за заданный период времени). В неограниченном смысле на этот параметр влияют среднее значение и дисперсия времени цикла комплектования, времени цикла укладки и времени транспортировки от зон комплектования до отдельных стенок укладки. Ограничения, такие как окна отгрузки и доступные двери доков, а также приоритеты заказов, также влияют на W.
Алгоритм запускается для каждой волны, чтобы обеспечить использование информации в реальном времени для оптимизации производительности в течение дня. Алгоритм, хотя и сформулирован просто, управляет динамической системой со многими взаимодействующими сложностями на основе синхронизации в нескольких областях ЦОД и влияет на трудозатраты, использование оборудования и уровень обслуживания. Алгоритм опирается на обратную связь внутри системы для настройки параметров. Таким образом, алгоритм был тщательно протестирован и измерен в сравнении с реальной производительностью.
Алгоритм опирается на обратную связь внутри системы для настройки параметров. Таким образом, алгоритм был тщательно протестирован и измерен в сравнении с реальной производительностью.
Процесс пакетного комплектования для размещения стены
Когда заказы передаются для комплектования, партии формируются по SKU, а единицы комплектуются из нескольких зон в области прямого комплектования в несколько контейнеров. Контейнеры из нескольких зон доставляются к поставленной стене. Оператор путевой стены начинает извлекать юнитов из контейнеров, сканировать их и помещать в отсек назначения до тех пор, пока контейнер не опустеет. SKU, совместно используемые несколькими заказами, назначенными одной и той же стене размещения внутри волны, собираются вместе в один и тот же контейнер, а затем разделяются на стене размещения. Система управления складом (WES) направляет оператора в нужное место с помощью подсветки (обычно). Как только все необходимые единицы для заказа будут размещены в специально отведенном месте, заказ будет готов к упаковке оператором с другой стороны поставленной стены.
Put Wall Преимущества: Профили заказов и SKU, а также методология комплектования определяют, есть ли экономическое обоснование установки Put Wall в РЦ. Как правило, пут-стены выгодны для сред, в которых преобладают многострочные заказы электронной коммерции и объемы заказов, которые выше, чем это возможно для дискретной или кластерной операции комплектации. Помещенные стены требуют меньших капитальных вложений по сравнению с конвейерными сортировщиками, которые используются для больших объемов заказов и / или высокой унификации SKU по заказам (что более характерно для оптовых и розничных пополнений). В сочетании с интеллектуальным WES можно существенно повысить производительность и точность сортировки заказов.
Put Wall Недостатки: Основными недостатками, которые мы наблюдали в системах с экономическим обоснованием для putwall, являются операционные проблемы, которые проявляются в длительном и сильно изменчивом времени ожидания заказов в ячейках, неустойчивых схемах использования ресурсов и длинных очередях. контейнеров у поставленных стен. Основные причины этих эффектов являются результатом сложности синхронизации времени прибытия единиц для одного и того же заказа. Когда линии заказа собраны из разных зон, они прибывают к поставленной стене в более длительное время пребывания заказа в своем отсеке. Длительное время простоя предотвращает переворачивание и повторное использование кубов для других заказов, что может создать очередь из контейнеров перед стеной путов или задержку выпуска заказов следующей волны, что приводит к простаиванию ресурсов, когда есть работа, которую нужно сделать.
контейнеров у поставленных стен. Основные причины этих эффектов являются результатом сложности синхронизации времени прибытия единиц для одного и того же заказа. Когда линии заказа собраны из разных зон, они прибывают к поставленной стене в более длительное время пребывания заказа в своем отсеке. Длительное время простоя предотвращает переворачивание и повторное использование кубов для других заказов, что может создать очередь из контейнеров перед стеной путов или задержку выпуска заказов следующей волны, что приводит к простаиванию ресурсов, когда есть работа, которую нужно сделать.
Превышение размера стен пут: Разработчики систем обычно устраняют этот недостаток, увеличивая размеры стен пут для создания буфера. Стены большего размера приводят к большему количеству перемещений от контейнера к ящику и т. д., что снижает производительность труда, особенно когда WES или WCS не имеют интеллектуальных возможностей для распределения ящиков по заказам таким образом, чтобы свести к минимуму поездки оператора. Стены большего размера могут решить проблему скопления контейнеров, но не решают проблемы с длительным циклом выполнения заказов и последствиями для уровня обслуживания.
Стены большего размера могут решить проблему скопления контейнеров, но не решают проблемы с длительным циклом выполнения заказов и последствиями для уровня обслуживания.
Установка банка волн: Другим конструктивным решением проблемы синхронизации является добавление банка волн, который по существу представляет собой центральный буфер, в который помещаются контейнеры после их выбора. Выпуск контейнеров из волнового банка повышает скорость консолидации заказов. Недостатком являются дополнительные инвестиции в оборудование и пространство, необходимое для волнового банка. На рис. 4 показано изображение гребня волны.
Правильный дизайн в сочетании с правильной системной поддержкой может сохранить преимущества, смягчив или минимизировав недостатки.
Рис. 4. Банк волн. Тотализаторы ждут на волновом берегу, пока не будут готовы к выпуску на поставленные стены для сортировки.
Design Case Study
Нас попросили спроектировать распределительный центр для крупного розничного продавца в США, и мы определили, что операция по размещению стены является правильной схемой для выполнения заказов на несколько единиц для их заказов электронной коммерции. Мы оценили работу в среде, управляемой push и pull, чтобы проиллюстрировать ценность, предоставляемую WES. Киберпонедельник — их пиковый день, когда они видят около 40 000 заказов на несколько единиц продукции, в среднем 4,3 строки/заказ и 1,2 единицы/строку. SKU организованы в четыре модуля подбора с тремя уровнями в каждом, что дает 12 зон подбора. Подход по умолчанию заключался в том, чтобы использовать размер пакета 108 заказов на волну и иметь 50 пут-стен с примерно 288 отверстиями (кубиками) на каждую пут-стену (т. .
Мы оценили работу в среде, управляемой push и pull, чтобы проиллюстрировать ценность, предоставляемую WES. Киберпонедельник — их пиковый день, когда они видят около 40 000 заказов на несколько единиц продукции, в среднем 4,3 строки/заказ и 1,2 единицы/строку. SKU организованы в четыре модуля подбора с тремя уровнями в каждом, что дает 12 зон подбора. Подход по умолчанию заключался в том, чтобы использовать размер пакета 108 заказов на волну и иметь 50 пут-стен с примерно 288 отверстиями (кубиками) на каждую пут-стену (т. .
Мы применили алгоритм к описанным выше рабочим параметрам с его предполагаемой настройкой для численности персонала и уровня производительности в статической среде. Результатом эвристики вытягивания является размер пакета из 60 заказов в пиковый день (по сравнению со 108, используемыми для базовой системы push) и установка стен со 100 кубами на стену (по сравнению с 288 в базовой системе). Количество пакетов, которые необходимо поддерживать в системе (пороговое значение) — 75 пакетов.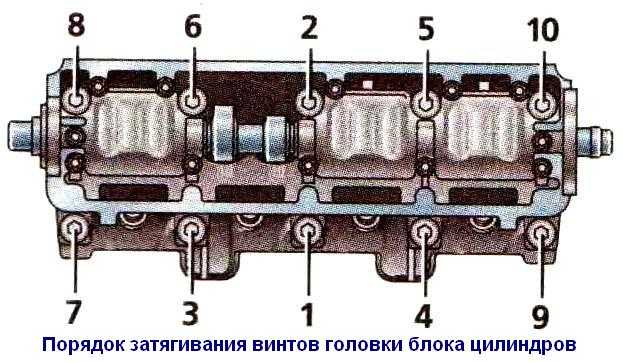
Обратите внимание, что с точки зрения конструкции вытяжная система имеет ряд преимуществ. Стены меньшего размера (на 65% меньше), которые не только значительно сокращают капиталовложения, но и будут иметь более высокую производительность, поскольку операторы стен перемещаются на более короткие расстояния вдоль стены. Однако меньший размер партии отрицательно скажется на производительности комплектования. В Таблице I представлено несколько точек сравнения, в которых показано, что повышение производительности на стенках пут (улучшение на 43 %) перевешивает негативное влияние на производительность комплектования (снижение на 4 %). В целом, даже без учета влияния хвостов волн (которое больше в сценарии выталкивания), при использовании вытягивающей системы количество рабочих сокращается более чем на 5% (14 работников в две смены).
Обратите внимание, что мы решили оставить общую требуемую пропускную способность неизменной для двух систем и измерить влияние изменений на время комплектования и сортировки всех заказов, а также время цикла заказа и его изменение в дополнение к инвестициям в стены размещения и производительность труда. . Можно построить и другие примеры, в которых количество работников поддерживается постоянным, а потенциальные различия в производительности измеряются. Переход к среде вытягивания обеспечивает гибкость по сравнению со средой выталкивания. В таблице II приведены результаты работы имитационной модели, использованной для сравнения двух подходов.
. Можно построить и другие примеры, в которых количество работников поддерживается постоянным, а потенциальные различия в производительности измеряются. Переход к среде вытягивания обеспечивает гибкость по сравнению со средой выталкивания. В таблице II приведены результаты работы имитационной модели, использованной для сравнения двух подходов.
На рис. 5 (вверху) сравнивается время цикла «заказ за заказом» для выталкивания и вытягивания, а на рис. 6 (внизу) показано количество линий, находящихся в обработке на стенках пут в течение смоделированного дня.
С точки зрения эксплуатации среднее время цикла заказа в вытягивающей системе не только на 61 % ниже, чем в выталкивающей системе, но и существует гораздо большая вариация значений времени цикла выталкивающей системы, что коррелирует с более низкими уровнями обслуживания. Кроме того, в вытягивающей системе заказы выполнялись на 2,7 часа раньше, чем отправка.
В рамках выталкивающей системы операторы на складных стенах будут бездействовать в течение длительного времени по утрам (см.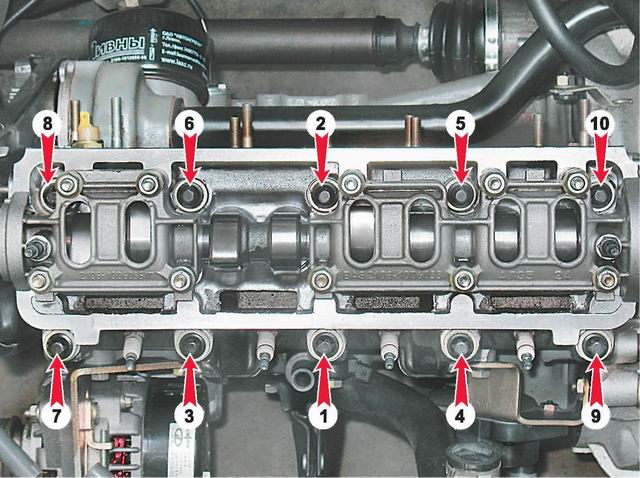 рис. 6), а когда партии в контейнерах начнут прибывать на складские стены, они будут перегружены работой; что привело бы к скоплению тотализаторов у поставленных стен. В этом случае операторы были бы вынуждены ставить контейнеры на пол, чтобы освободить место для других контейнеров и разблокировать конвейеры. Эта дополнительная работа потребляет рабочую силу и снижает производительность.
рис. 6), а когда партии в контейнерах начнут прибывать на складские стены, они будут перегружены работой; что привело бы к скоплению тотализаторов у поставленных стен. В этом случае операторы были бы вынуждены ставить контейнеры на пол, чтобы освободить место для других контейнеров и разблокировать конвейеры. Эта дополнительная работа потребляет рабочую силу и снижает производительность.
Роль WES в Pull
Системы с приводом от вытягивания позволяют нам решать важнейшие задачи бизнеса, уменьшая зависимость от рабочей силы и нашу способность оптимизировать рабочую силу, задействованную на объекте. WES имеет решающее значение для системы, управляемой вытягиванием, предотвращая слишком сильное опережение или отставание одной области от других. Постоянный поток заказов зависит от WES, который имеет доступ к средствам управления машиной для оценки условий в реальном времени для динамического изменения приоритетов работы. Некоторые решения WMS уровня 1 предлагают бесволновые концепции, но они часто неэффективны в среде электронной коммерции, где работу необходимо постоянно оптимизировать по мере поступления заказов в течение дня — WMS (без возможности просмотра условий в реальном времени). ) не может перераспределить приоритеты работы, чтобы устранить узкие места оборудования и сбалансировать поток, поэтому эффективность снижается. И хотя решения WCS предлагают доступ в режиме реального времени к условиям на этаже, им не хватает уровня бизнес-аналитики, необходимого для динамической корректировки приоритетов в соответствии с ожиданиями и использованием услуг. Только WES обеспечивает видимость в режиме реального времени всех систем и оборудования с уровнем бизнес-аналитики для корректировки последовательности и изменения приоритетов работы для достижения высочайшего уровня эффективности.
) не может перераспределить приоритеты работы, чтобы устранить узкие места оборудования и сбалансировать поток, поэтому эффективность снижается. И хотя решения WCS предлагают доступ в режиме реального времени к условиям на этаже, им не хватает уровня бизнес-аналитики, необходимого для динамической корректировки приоритетов в соответствии с ожиданиями и использованием услуг. Только WES обеспечивает видимость в режиме реального времени всех систем и оборудования с уровнем бизнес-аналитики для корректировки последовательности и изменения приоритетов работы для достижения высочайшего уровня эффективности.
Преимущества вытягивания
Некоторые из ключевых преимуществ вытягивания по сравнению с принудительным выполнением, которые могут быть реализованы, включают:
1. Более высокая пропускная способность: Восстановите потерянную мощность между волнами, устранив переходные периоды с низкой производительностью и потери пропускной способности из-за очередей и накопления.
2. Меньшие первоначальные инвестиции: Управление на основе вытягивания позволяет производить меньшие партии и снижает потребность в больших буферах при определении размеров уложенных стен, что приводит к экономии средств и площади. Недостатком небольших партий является дополнительное количество контейнеров, проходящих по конвейеру, что может привести к перегрузке и рециркуляции. Но распределительные центры, предназначенные для вытягивания, обычно требуют меньших первоначальных инвестиций, чем те, которые предназначены для работы с волнами, потому что:
- Без низкопроизводительных волновых переходов загрузка объекта выше. Та же производительность может быть достигнута с меньшими объемами и меньшим количеством оборудования.
- Потребность в буферах, необходимых для волновых процессов, устранена или значительно уменьшена.
- В операциях, основанных на сортировке юнитов на основе волн, большинство приказов захватывают желоба в начале волны, но заказы не выполняются до конца волны.
 Количество желобов, необходимых для незавершенных заказов, достигает пика в середине волны. Вытягивающая обработка выравнивает требования к желобам, сохраняя незавершенные заказы в очереди, что позволяет создавать проекты с меньшим количеством желобов.
Количество желобов, необходимых для незавершенных заказов, достигает пика в середине волны. Вытягивающая обработка выравнивает требования к желобам, сохраняя незавершенные заказы в очереди, что позволяет создавать проекты с меньшим количеством желобов.
3. Повышение производительности: В волновых процессах периоды низкой производительности появляются на хвостах волн и потенциально приводят к полной остановке операций. В процессах вытягивания дефициты и другие непредвиденные события влияют только на заказы, к которым они относятся, а все остальные ресурсы могут продолжать работать без каких-либо задержек. Производительность комплектования может быть выше при обработке по запросу — даже при небольших партиях комплектования — потому что это устраняет периоды голодания для сборщиков, возникающие из-за волновых переходов. А обработка на вытягивание сокращает время в пути у уложенных стен, что существенно повышает производительность этой операции.
4. Улучшение обработки срочных заказов: В процессах, основанных на волнах, срочные заказы часто назначаются предстоящей волне, где они окажут минимальное влияние на производительность. При обработке по запросу экстренный заказ может быть вставлен как следующий выпущенный заказ (или как заказ с наивысшим приоритетом для обработки) без какого-либо влияния на производительность операции.
Улучшение обработки срочных заказов: В процессах, основанных на волнах, срочные заказы часто назначаются предстоящей волне, где они окажут минимальное влияние на производительность. При обработке по запросу экстренный заказ может быть вставлен как следующий выпущенный заказ (или как заказ с наивысшим приоритетом для обработки) без какого-либо влияния на производительность операции.
5. Расширенное обслуживание клиентов: Как правило, среднее время выполнения заказа сокращается на 20-60%. Характер обработки по запросу в режиме реального времени позволяет распределительному центру лучше управлять сроками доставки. Если распределительный центр обрабатывает 50 заказов и понимает, что следующие 30 заказов в очереди могут не уложиться в срок, другие заказы могут быть приостановлены, чтобы ускорить обработку заказов, находящихся под угрозой. Это удержание может быть отменено, когда ситуация исправится. Такой подход очень трудно обработать в волновой системе.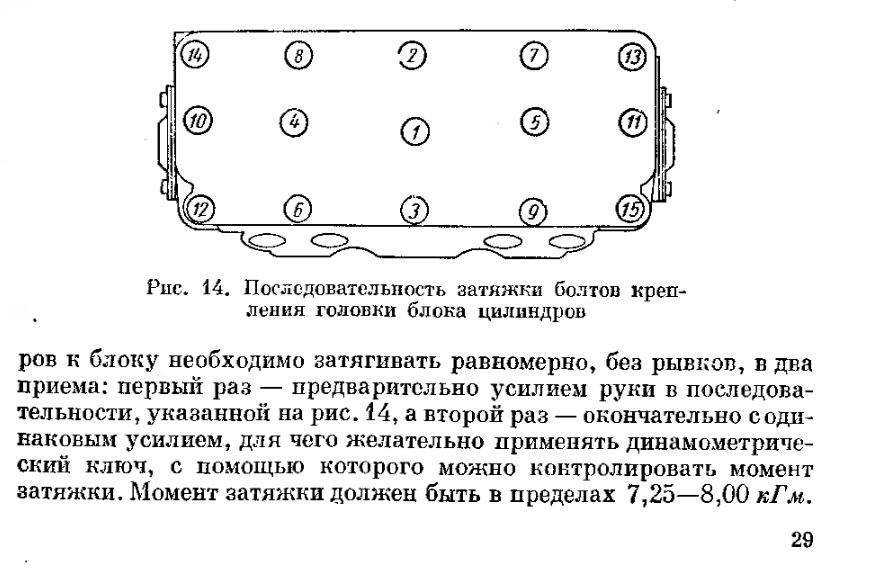
Соображения
Вытягивающий поток для выполнения заказов может значительно улучшить операционную производительность, включая сокращение времени цикла, выполнение требований к пропускной способности и выравнивание использования ресурсов. Но сначала необходимо смоделировать и понять взаимозависимость между размерами пакетов, доступностью ресурсов, содержанием работы и производительностью, прежде чем устанавливать параметры извлечения. Для небольших партий существуют непредвиденные последствия, такие как потребность в большем количестве людей или большем количестве контейнеров и тележек, чтобы обеспечить непрерывность работы и избежать нехватки ресурсов. Следовательно, необходима гибкая рабочая сила, которая может быстро реагировать на изменяющиеся потребности в распределении ресурсов, и необходимо провести тщательный общесистемный анализ компромиссов до разработки архитектурного программного обеспечения и после внедрения для калибровки и пересмотра параметров. Хотя широко распространено мнение, что большие партии и постоянное ускорение работы являются более эффективным методом работы, существуют неинтуитивные эффекты изменчивости и потери производительности.
Резюме
Электронная коммерция и многоканальное исполнение предъявляют новые требования к бизнесу. Выполнение заказов по запросу в сочетании со складскими системами исполнения (WES) предлагает решение, которое обеспечивает не только операционную эффективность, но и повышенный уровень обслуживания и потенциальную экономию средств. Возможность динамически организовывать заказы и поддерживать непрерывный поток в ЦОД, несмотря на пики и спады объемов заказов и меняющиеся профили заказов, обеспечивает беспрецедентную гибкость для бизнеса. В этой статье мы показали, что существуют значительные различия в производительности между вытягивающим и принудительным управлением в зональной параллельной операции пакетного комплектования с последующей операцией ручной сортировки. Выполнение заказов по запросу может удовлетворить те же требования к пропускной способности, но с более высокой скоростью, более высоким уровнем обслуживания, более высоким уровнем использования ресурсов и меньшими затратами на оборудование, или может увеличить пропускную способность системы.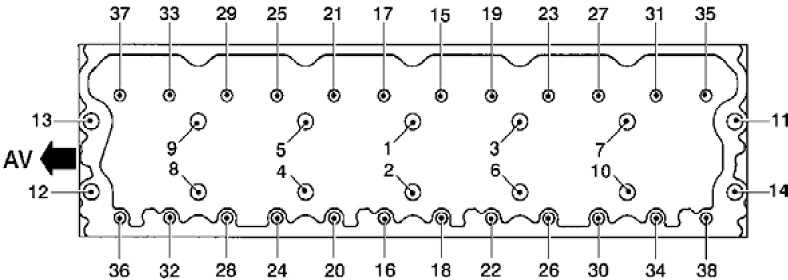
Используя расширенные возможности анализа и моделирования, Fortna может проектировать и внедрять лучшие в своем классе распределительные центры для наших клиентов, отвечающие потребностям сегодняшнего и завтрашнего дня.
Опубликовано/Обновлено 11.01.21
Определение заказа на поставкуPull | Law Insider
означает форму или формат, который Клиент использует для совершения покупки по Договору (например, официальный письменный заказ на покупку, электронный заказ на покупку, карточку закупки, договор или другие разрешенные средства).
означает заказ, размещенный Покупателем у Поставщика, подписанный Покупателем, включая все приложения и приложения к нему и все документы, включенные в него посредством ссылки. Заказ на поставку считается «Контрактом», указанным в документе.
означает официальные заказы, выданные операционным подразделением Transnet Поставщику/Поставщику услуг на поставку Товаров или Услуг;
означает письменное предложение, сделанное покупателем поставщику, в котором официально излагаются условия предлагаемой сделки.

имеет значение, указанное в Разделе 5.2.
означает уникальный номер Заказчика, относящийся к предоставлению Услуг;
или «Письмо о намерениях» означает намерение Покупателя разместить Заказ на покупку у участника торгов.
или «FOC» означает уведомление, которое CenturyLink предоставляет CLEC для подтверждения того, что Заказ на местное обслуживание (LSR) CLEC был получен и успешно обработан. FOC подтверждает график дат, установленных CenturyLink для Предоставления запрошенной услуги.
– объем продукции, предложенной и принятой Перевозчиком к перевозке.
означает электронное уведомление, используемое для перечисления содержимого партии товаров, а также дополнительной информации, относящейся к поставке, такой как пассивная радиочастотная идентификация (RFID) или информация об уникальной идентификации товара (IUID), информация о заказе, продукте описание, физические характеристики, тип упаковки, маркировка, информация о перевозчике и конфигурация товаров в транспортном средстве.

означает помещение Поставщика или другое место, куда должны быть доставлены Товары, как указано в Заказе;
означает применительно к Участнику или Уполномоченному торговцу Ордер или Запрос котировок, которые были предоставлены такому Участнику или Уполномоченному торговцу, в зависимости от обстоятельств, Клиентом или от его имени.
означает файл, прилагаемый к заявке на охрану географического указания, в котором излагаются спецификации, которым должен соответствовать спиртной напиток, и который в соответствии с Регламентом (ЕС) № 110/2008 именуется «техническим файлом». ;
означает определенное количество Продукта, который должен иметь одинаковый характер и качество в определенных пределах и который производится в соответствии с одним производственным заказом в течение одного и того же производственного цикла.
означает компанию, которая производит товары по контракту для другой компании под маркой или торговой маркой этой компании.
означает организацию, которая собирает составные части для производства конечного Продукта;
означает услугу, которая позволяет конечному пользователю идентифицировать вызывающую сторону по отображаемому имени до ответа на вызов. Имя вызывающей стороны извлекается из базы данных имен вызывающих абонентов и доставляется в помещение Конечного пользователя между первым и вторым звонком для отображения на совместимом оборудовании в помещении Конечного пользователя.
означает те спецификации продукта, процесса, производства и маркировки, которые используются Продавцом при Производстве Продуктов в соответствии со всеми применимыми Нормативными Требованиями, включая формулу Продукта и материалы, необходимые для Производства Продуктов, которые должны быть изготовлены, закуплены и поставляемые по настоящему Соглашению, действующие на Дату вступления в силу, поскольку такие спецификации могут время от времени изменяться в соответствии с требованиями любых Регулятивных требований или по взаимному письменному соглашению Сторон.

означает лицо или орган, который несет ответственность перед органом по утверждению за все аспекты процесса утверждения типа и за обеспечение соответствия производства. Не обязательно, чтобы лицо или орган принимали непосредственное участие на всех этапах строительства транспортного средства, системы, компонента или отдельного технического узла, являющегося предметом процесса утверждения.
означает Уведомление, описанное как таковое и выпущенное MCA; и любая ссылка на конкретное Уведомление о торговом мореплавании включает ссылку на любой документ, изменяющий или заменяющий это Уведомление, который Государственный секретарь считает уместным время от времени и указывается в Уведомлении о торговом мореплавании;
имеет значение, указанное в Разделе 6.1(а).
означает любое одно или несколько из следующих нефтяных масел, или смесь или комбинацию этих масел, которые должны использоваться без дальнейшей обработки, кроме смешивания механическими средствами:
означает ту часть предложения, которая содержит информацию для способствовать оценке ISA, профессиональному, техническому и качественному положению участника тендера и его соответствию требованиям.