
Поршень на воздуходувное устройство Stihl BR 500, 550, 600 / 4282-030-2003
-
БЕНЗОПИЛЫ, ЭЛЕКТРОПИЛЫ + РАСХОДКА
-
БЕТОНОМЕШАЛКИ
-
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
-
МОТОБУКСИРОВЩИКИ (МОТОСОБАКИ) И КОМПЛЕКТУЮЩИЕ
-
МОТОБУРЫ, РУЧНЫЕ БУРЫ, ШНЕКИ
-
СНЕГОУБОРОЧНИКИ
-
СТАБИЛИЗАТОРЫ
-
ТЕПЛОВОЕ ОБОРУДОВАНИЕ
-
ТРИММЕРЫ + КУСТОРЕЗЫ
-
ЭЛЕКТРОГЕНЕРАТОРЫ
-
АВТОМОЙКИ
- АКСЕССУАРЫ ДЛЯ АВТОМОБИЛЯ
-
ВСЁ ДЛЯ ВАШЕГО ОГОРОДА
-
ВЫСОТОРЕЗЫ
-
ГАЗОНОКОСИЛКИ И СКАРИФИКАТОРЫ
-
ДВИГАТЕЛИ БЕНЗИНОВЫЕ И ЭЛЕКТРИЧЕСКИЕ
-
ЗАПЧАСТИ
-
-
КРЕПЕЖНЫЕ ПРИСПОСОБЛЕНИЯ
-
ЛЕСТНИЦЫ, СТРЕМЯНКИ
-
ЛОДОЧНЫЕ МОТОРЫ
-
МОТОПОМПЫ
-
НАСОСЫ
-
ОБОРУДОВАНИЕ ДЛЯ ФЕРМЕРОВ
-
ОПРЫСКИВАТЕЛИ БЕНЗИНОВЫЕ и РУЧНЫЕ
-
ПОДМЕТАЛЬНЫЕ МАШИНЫ И АКСЕССУАРЫ
-
ПОДЪЁМНЫЕ МЕХАНИЗМЫ, РАСХОДКА
-
ПРОМСЫРЬЕ
-
ПУСКО-ЗАРЯДНЫЕ УСТРОЙСТВА
-
РАСХОДНЫЕ МАТЕРИАЛЫ
-
САДОВЫЕ ИЗМЕЛЬЧИТЕЛИ, ДРОБИЛКИ
-
САДОВЫЕ НОЖНИЦЫ
-
САДОВЫЕ ПЫЛЕСОСЫ И ВОЗДУХОДУВЫ
-
СВАРОЧНОЕ ОБОРУДОВАНИЕ
- СЛЕСАРНО-СТРОИТЕЛЬНЫЙ ИНСТРУМЕНТ
-
СПЕЦОДЕЖДА
-
СТАНКИ
-
СТРОИТЕЛЬНАЯ ТЕХНИКА
-
ТУРИЗМ, СПОРТ, ОТДЫХ, СУВЕНИРЫ
-
ШТУКАТУРНО-МАЛЯРНЫЙ ИНСТРУМЕНТ
-
ЭЛЕКТРОИНСТРУМЕНТ
-
ЭЛЕКТРООБОРУДОВАНИЕ
-
Котлы и отопительное оборудование
-
ХОЗТОВАРЫ
-
ТРАКТОРА И РАЙДЕРЫ
- Описание
- Отзывы (0)
Описание
Напишите свой отзыв о «Поршень на воздуходувное устройство Stihl BR 500, 550, 600 / 4282-030-2003»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
20.
 Каково устройство поршня? Почему донышко поршня дизеля имеет достаточно сложное очертание?
Каково устройство поршня? Почему донышко поршня дизеля имеет достаточно сложное очертание?ПОРШЕНЬ В
конструкции поршня принято выделять
следующие элементы (рис. 5.1):
головку
1 и юбку 2. Головка включает днище З,
огневой (жаровой) 4 и уплотняющий 5 пояса.
Юбка поршня состоит из бобышек б и
направляющей части.
На
рис. 5.2 и 5.3 представлены наиболее типичные
в настоящее время Конструкции поршней
различного типа.
Сложная
конфигурация поршня, быстро меняющиеся
по величине и направлению тепловые
потоки, воздействующие на его элементы,
приводят к неравномерному распределению
температур по его объему и, как следствие,
к значительным переменным по времени
локальным термическим напряжениям и
деформациям (рис. 5.4).
Теплота,
подводимая к поршню через его головку,
контактирующую с рабочем телом в цилиндре
двигателя, отводится в систему охлаждения
через отдельные его элементы в следующем
соотношении, %: в охлаждаемую стенку
цилиндра через компрессионные кольца
— 60…70, через юбку поршня — 20.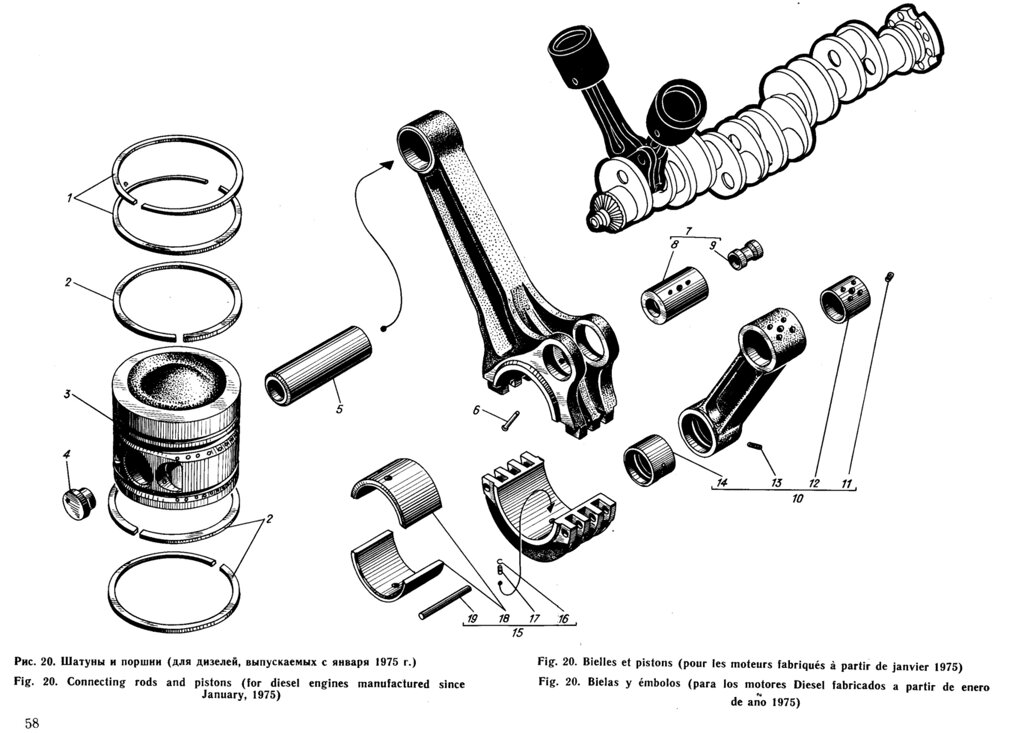
 МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ Для
изготовления поршней ДВС в настоящее
время в основном используют алюминиевые
сплавы, реже серый или ковкий чугун, а
также композиционные материалы.
МАТЕРИАЛЫ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ Для
изготовления поршней ДВС в настоящее
время в основном используют алюминиевые
сплавы, реже серый или ковкий чугун, а
также композиционные материалы. 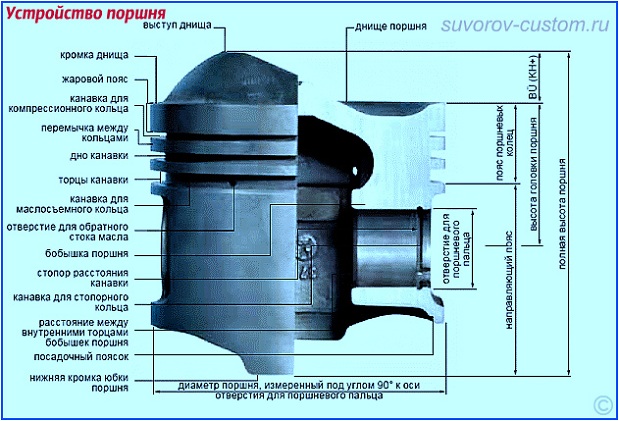 В
настоящее время при изготовлении поршней
используют два вида силуминов:
эвтектические с содержанием кремния
11…14% и заэвтектические — 17…25%.
Увеличение
содержания Si в сплаве приводит к
уменьшению коэффициента линейного
расширения, к повышению термо- и
износостойкости, но при этом ухудшаются
его литейные качества и растет стоимость
производства.
Для
улучшения физико-механических
свойств силуминов в
них вводят различные легирующие добавки.
добавка в алюминиево-кремниевый сплав
до 6% меди приводит к повышению усталостной
прочности, улучшает теплопроводность,
обеспечивает хорошие литейные качества
и, следовательно, меньшую стоимость
изготовления. Однако при этом несколько
снижается износостойкость поршня.
Использование в качестве легирующих
добавок натрия, азота, фосфора увеличивает
износостойкость сплава. Легирование
никелем, хромом, магнием повышает
жаропрочность и твердость
конструкции.
Заготовки
поршней из алюминиевых сплавов получают
путем отливки в кокиль или горячей
штамповкой.
В
настоящее время при изготовлении поршней
используют два вида силуминов:
эвтектические с содержанием кремния
11…14% и заэвтектические — 17…25%.
Увеличение
содержания Si в сплаве приводит к
уменьшению коэффициента линейного
расширения, к повышению термо- и
износостойкости, но при этом ухудшаются
его литейные качества и растет стоимость
производства.
Для
улучшения физико-механических
свойств силуминов в
них вводят различные легирующие добавки.
добавка в алюминиево-кремниевый сплав
до 6% меди приводит к повышению усталостной
прочности, улучшает теплопроводность,
обеспечивает хорошие литейные качества
и, следовательно, меньшую стоимость
изготовления. Однако при этом несколько
снижается износостойкость поршня.
Использование в качестве легирующих
добавок натрия, азота, фосфора увеличивает
износостойкость сплава. Легирование
никелем, хромом, магнием повышает
жаропрочность и твердость
конструкции.
Заготовки
поршней из алюминиевых сплавов получают
путем отливки в кокиль или горячей
штамповкой.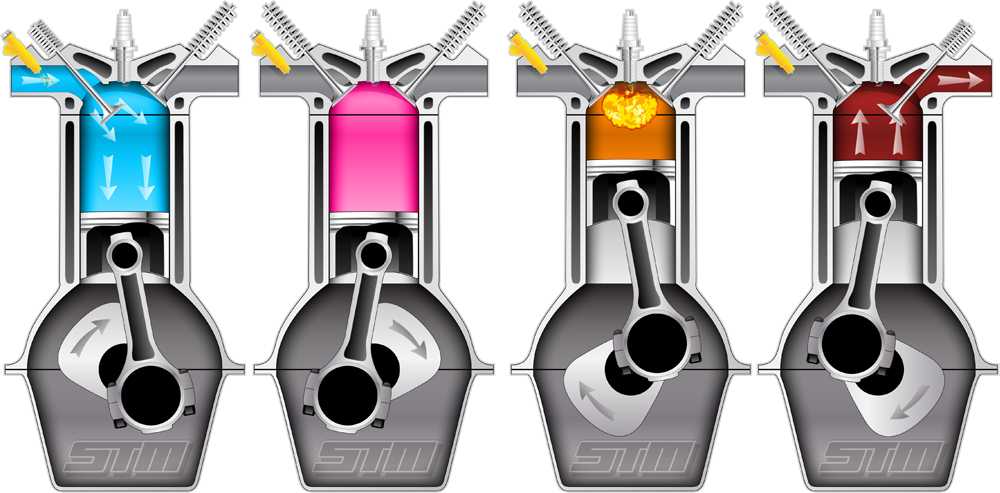 После механической обработки
они подвергаются термической обработке
для повышения твердости, прочности и
износостойкости, а также для предупреждения
коробления при эксплуатации. Кованые
поршни пока используются реже, чем
литые. Чугун в
качестве материала для поршней по
сравнению с алюминиевым сплавом обладает
следующими положительными свойствами:
более высокими твердостью и износостойкостью,
жаропрочностью, одинаковым коэффициентом
линейного расширения с материалом
гильзы. Последнее позволяет существенно
уменьшить и стабилизировать по режимам
работы зазоры в сочленении юбка поршня
— цилиндр. Однако большая плотность не
позволяет использовать его широко для
поршней высокооборотных ыц двигателей.
Данный недостаток может быть частично
нивелирован включением в структуру
чугуна шаровидного графита, что позволяет
отливать элементы поршня существенно
меньшей толщины. Как следует из сказанного
выше, ни силумины, ни чугун в полной мере
не являются оптимальными материалами
для изготовления поршней.
После механической обработки
они подвергаются термической обработке
для повышения твердости, прочности и
износостойкости, а также для предупреждения
коробления при эксплуатации. Кованые
поршни пока используются реже, чем
литые. Чугун в
качестве материала для поршней по
сравнению с алюминиевым сплавом обладает
следующими положительными свойствами:
более высокими твердостью и износостойкостью,
жаропрочностью, одинаковым коэффициентом
линейного расширения с материалом
гильзы. Последнее позволяет существенно
уменьшить и стабилизировать по режимам
работы зазоры в сочленении юбка поршня
— цилиндр. Однако большая плотность не
позволяет использовать его широко для
поршней высокооборотных ыц двигателей.
Данный недостаток может быть частично
нивелирован включением в структуру
чугуна шаровидного графита, что позволяет
отливать элементы поршня существенно
меньшей толщины. Как следует из сказанного
выше, ни силумины, ни чугун в полной мере
не являются оптимальными материалами
для изготовления поршней. В
связи с этим в настоящее время ведется
активная работа по использованию для
поршней керамических
материалов,
которые наилучшим образом отвечают
требованиям, предъявляемым к материалам
поршневой группы. Это малая плотность
при высокой прочности, термо-, химико-
и износостойкости, низкой теплопроводности
и необходимом значении коэффициента
линейного расширения.
Один
из практических способов использования
керамики состоит в изготовлении деталей
поршня из металло- или полимерокомпозиционных
материалов. Матрицей (основой) первого
типа материалов является алюминий или
магний, а в качестве наполнителя
используют керамические и металлические
порошки или волокла пористых материалов.
Основу полимерокомпозиционных материалов
составляют полимерные материалы с
наполнителем из волокон углерода,
стекла, порошков металлов или керамики.
Они обладают малой плотностью, высокими
антифрикционными свойствами и применяются
для элементов с небольшими тепловыми
нагрузками, например для изготовления
юбки поршня.
В
связи с этим в настоящее время ведется
активная работа по использованию для
поршней керамических
материалов,
которые наилучшим образом отвечают
требованиям, предъявляемым к материалам
поршневой группы. Это малая плотность
при высокой прочности, термо-, химико-
и износостойкости, низкой теплопроводности
и необходимом значении коэффициента
линейного расширения.
Один
из практических способов использования
керамики состоит в изготовлении деталей
поршня из металло- или полимерокомпозиционных
материалов. Матрицей (основой) первого
типа материалов является алюминий или
магний, а в качестве наполнителя
используют керамические и металлические
порошки или волокла пористых материалов.
Основу полимерокомпозиционных материалов
составляют полимерные материалы с
наполнителем из волокон углерода,
стекла, порошков металлов или керамики.
Они обладают малой плотностью, высокими
антифрикционными свойствами и применяются
для элементов с небольшими тепловыми
нагрузками, например для изготовления
юбки поршня. Перспективным
является армирование элементов поршня
керамическими волокнами из оксида
алюминия и диоксида кремния.
При
содержании в основном материале до
40…50% оксида алюминия получается аморфное
керамическое волокно с диаметром 2…3
мкм, успешно работающее при температуре
1200…1300°С. Если содержание оксида алюминия
превышает 70%, получается структура
волокна, приближающаяся к кристаллической,
что способствует высокой термической
стабильности изделия.
Основными
проблемами, сдерживающими широкое
использование керамики для изготовления
поршней , являются хрупкость, низкая
прочность на изгиб, склонность к
трещинообразованию и усталости, а также
высокая стоимость.
Материал
поршня должен быть возможно малой
плотности, иметь низкий коэффициент
линейного расширения, обладать
износостойкостью, высокой теплопроводностью,
в том числе при повышенных температурах,
иметь хорошую обрабатываемость. При
этом важными являются комплексные
характеристики материала, а не только
отдельные его свойства.
Перспективным
является армирование элементов поршня
керамическими волокнами из оксида
алюминия и диоксида кремния.
При
содержании в основном материале до
40…50% оксида алюминия получается аморфное
керамическое волокно с диаметром 2…3
мкм, успешно работающее при температуре
1200…1300°С. Если содержание оксида алюминия
превышает 70%, получается структура
волокна, приближающаяся к кристаллической,
что способствует высокой термической
стабильности изделия.
Основными
проблемами, сдерживающими широкое
использование керамики для изготовления
поршней , являются хрупкость, низкая
прочность на изгиб, склонность к
трещинообразованию и усталости, а также
высокая стоимость.
Материал
поршня должен быть возможно малой
плотности, иметь низкий коэффициент
линейного расширения, обладать
износостойкостью, высокой теплопроводностью,
в том числе при повышенных температурах,
иметь хорошую обрабатываемость. При
этом важными являются комплексные
характеристики материала, а не только
отдельные его свойства. Так, уровень
термических напряжений зависит от
величины Еt и т.д. В зависимости от
назначения двигателя и типа конструкции
поршня могут быть применены различные
материалы. Поршни штампуют из сплавов
АК4 и АК4-1, отличающихся высокими
прочностными свойствами при повышенных
температурах.
Несмотря
на то, что масса поршней из алюминиевого
сплава меньше массы поршней из чугуна,
последний также применяется для
изготовления поршней быстроходных
двигателей. Из легированного серого и
высокопрочного чугунов типов СЧ 24-СЧ
45 и ВЧ 45-5 изготовляют поршни форсированных
двигателей. При повышенной по сравнению
с алюминиевыми сплавами температуре
плавления чугуна устраняется обгорание
кромок на поверхностях, обращенных к
камере сгорания.
В
составных поршнях для изготовления
головки применяют жаростойкие стали
типа 2ОХЗМВФ. На изготовление из стали
переходят, если максимальная температура
в наиболее нагретых зонах поршня
превышает ориентировочно 450С. В ряде
случаев (накладки поршней двухтактных
двигателей) применяют высоколегированные
жаропрочные стали.
Так, уровень
термических напряжений зависит от
величины Еt и т.д. В зависимости от
назначения двигателя и типа конструкции
поршня могут быть применены различные
материалы. Поршни штампуют из сплавов
АК4 и АК4-1, отличающихся высокими
прочностными свойствами при повышенных
температурах.
Несмотря
на то, что масса поршней из алюминиевого
сплава меньше массы поршней из чугуна,
последний также применяется для
изготовления поршней быстроходных
двигателей. Из легированного серого и
высокопрочного чугунов типов СЧ 24-СЧ
45 и ВЧ 45-5 изготовляют поршни форсированных
двигателей. При повышенной по сравнению
с алюминиевыми сплавами температуре
плавления чугуна устраняется обгорание
кромок на поверхностях, обращенных к
камере сгорания.
В
составных поршнях для изготовления
головки применяют жаростойкие стали
типа 2ОХЗМВФ. На изготовление из стали
переходят, если максимальная температура
в наиболее нагретых зонах поршня
превышает ориентировочно 450С. В ряде
случаев (накладки поршней двухтактных
двигателей) применяют высоколегированные
жаропрочные стали.
Обработка поршней на станках VT/VTC
Здравствуйте, чем могу вам помочь?
- Вертикальные токарные станки
- Вертикальные токарные станки
- Лазерная сварка
- Шлифовальные станки
- Технология ECM
технологическая цепочка для их полной обработки. Внешний контур, в частности, требует очень жестких допусков.
Растут требования к гибкости производства. Например, станок, используемый для обработки внешней поверхности поршня, должен быть способен обрабатывать ряд вариантов поршня, не только в отношении размера и конструкции, но и в том, что станки должны обрабатывать алюминий, сталь и закаленную сталь.
От поршня 3D CAD непосредственно к процессу обработки
Поршень является одним из определяющих качество компонентов, отвечающих за чистое сгорание и долговечность двигателя. Оптимизация камер сгорания приводит к созданию еще более сложных конструкций поршней, адаптированных к жестким условиям, возникающим в камере. Обычно поршень проектируется с использованием экспериментально определенных кулачков, часто создаваемых в системах 3D CAD, поскольку они позволяют исследовать конечное поведение поршня уже на стадии разработки.
Обычно поршень проектируется с использованием экспериментально определенных кулачков, часто создаваемых в системах 3D CAD, поскольку они позволяют исследовать конечное поведение поршня уже на стадии разработки.
Производственная система группы EMAG способна обрабатывать поршень любой формы. Контур свободно программируется и определяется с помощью облака точек. Это позволяет разработчику адаптировать поршень к двигателю, не уделяя особого внимания процессу обработки. Кроме того, геометрические данные, полученные из 3D-модели, могут быть переданы непосредственно на станок, где система управления автоматически генерирует соответствующую программу ЧПУ для процесса обработки. Это значительно сокращает усилия по сбросу для новых вариантов.
VLC 100 / VTC 100 Производственная линия для поршней
Модульные станки EMAG с удачной конструкцией подборщика составляют основные компоненты системы обработки. Их преимущества при обработке поршней включают:
- Высокая производительность: простых компонентов автоматизации, оптимизированные интерфейсы и короткие перемещения, гарантирующие быстрый запуск поршневой линии и общую экономическую эффективность процесса в долгосрочной перспективе
- Простота обслуживания: Различные станки в системе производства поршней имеют общую стратегию изготовления деталей, а сама система предлагает короткое время переналадки и низкие требования к техническому обслуживанию
Разделение процессов обработки поршня обеспечивает высокую степень эксплуатационной готовности станка
Производство поршня система состоит из дублирующих однотехнологических станков с интегрированными процессами обработки. Разделение этих процессов на несколько машин одинакового типоразмера приводит к высокой степени доступности (OFE 80%) и простым и понятным процедурам.
Разделение этих процессов на несколько машин одинакового типоразмера приводит к высокой степени доступности (OFE 80%) и простым и понятным процедурам.
Доступность станка не снижается при запланированных сменах инструмента.
Производственные системы EMAG используются для высокоточной обработки поршней
Станки для ваших требований
( 2 ) найдены станки
Технологии
Комплексные производственные системы из одних рук благодаря широкому спектру технологий
4 У нас есть правильное решение для вас!
Подробнее о EMAG Group
Главная | УЭМ поршни
Ваши поршни у UEMЗАМЕНА OEM
Вот уже 100 лет Silv-o-lite производит высококачественные поршни для замены оригинальных запчастей для ремонта двигателей. UEM продолжает производить исключительно широкий спектр приложений со всеми последними «современными» функциями марки Silv-o-lite. Все производственные процессы выполняются на предприятии, включая легирование алюминия, литье, термообработку, алмазную обработку, а также полный спектр анодирования и покрытий для днищ поршней, кольцевых канавок и юбок.
UEM продолжает производить исключительно широкий спектр приложений со всеми последними «современными» функциями марки Silv-o-lite. Все производственные процессы выполняются на предприятии, включая легирование алюминия, литье, термообработку, алмазную обработку, а также полный спектр анодирования и покрытий для днищ поршней, кольцевых канавок и юбок.ДИЗЕЛЬНОЕ ПРИМЕНЕНИЕ
Поршни Dualoy Diesel отливаются и обрабатываются на заводе, что обеспечивает высочайший уровень качества и стабильности. Доступно для большинства популярных дизельных двигателей легкой и средней грузоподъемности, а также кодов двигателей. Все поршни Dualoy оснащены высокопрочным держателем верхнего кольца для повышения прочности верхнего пояса и устойчивости к экстремальным температурам дизельных двигателей. Галереи масляного охлаждения отлиты в поршнях по мере необходимости в зависимости от конкретного применения.
Скорость воздушных поршней
Компания United Engine & Machine получила эксклюзивную лицензию от Speed of Air Technologies на применение своего запатентованного процесса к нашей линейке поршней Dualoy для средних условий эксплуатации, создающих высокоэффективные поршни Speed of Air. Запатентованная технология двигателя Speed of Air обеспечивает значительно более эффективный процесс сгорания, что дает ряд тесно связанных преимуществ. Отзывы За последние 7 лет Team War Wagon установила множество рекордов и несколько мировых рекордов AA/FA, используя Icon Pistons. Мы установили текущий мировой рекорд AA/FA на 1/4 мили в час (304,59 миль в час) без отказов поршня! Мы используем Icon Pistons в нашем механическом цехе Farris Racing Engines, и мы не используем ничего, кроме Icon, в наших личных гоночных автомобилях и проектах. У Icon бесспорно самое лучшее обслуживание клиентов, и если вам нужна лучшая доступная деталь, позвоните команде Icon. Начальник экипажа Шейн Фаррис
У Icon бесспорно самое лучшее обслуживание клиентов, и если вам нужна лучшая доступная деталь, позвоните команде Icon. Начальник экипажа Шейн Фаррис
Mighty Mouse Racing использует гоночные поршни Icon. Покрытие юбки помогает при раскачивании поршня и продлевает срок службы поршня в суровых условиях, таких как продувка нитро. Обслуживание клиентов не имеет себе равных. Когда вы говорите поршневой компании, что вы используете малый блок Chevy 400 с 30 фунтами наддува и 96% Nitro, и вы не можете оставить в нем поршень, могут ли они помочь? Ответ был да, и они приветствуют обратную связь и постоянно пытаются улучшить. Лучший в своем деле. — Энтони Уитфилд
Предыдущий Следующий
Пожалуйста, войдите, чтобы продолжить..!
Login
Продукт Добавлен успешно
Обновленные количество обновлений.