
Error
Sorry, the requested file could not be found
More information about this error
Jump to…
Jump to…Новостной форумВстречи с АТб-18А2Встреча с АВСб-18Z1,2Лекции по дисциплинеhttps://meet.google.com/art-hjtd-cgjМатериалы по дисциплинеЗадание №1Ответы на задание №1 (Внешние световые приборы)Задание №2Ответы на задание №2 (рулевое управление)Задание №3Ответы на задание №3 (Определение токсичности отработавших газов)Задание №4Ответы на задание №4 (Определение шумности выхлопа)Итоговый тест по дисциплинеВстреча с АВСб-18Z 16.03.2022Ссылка на встречи АТб-17А2МУ Диагн сист впрыскаВопросы к экзам по СИСТ ПИТ и УПРМУ по выполнению контрольной работыСписок АВСб18Z1Список АВСб18Z2Выполненная КРПракт №1 ОСПУАД (Бенз)Ответы на задание №1Практ №2 ОСПУАД (Диз)Ответы на задание №2Практ №3 ОСПУАД (Газ)Ответы на задание №3Итоговый тест по дисциплинеЗадание №1Отправка задания «Практика АТб-19″Материалы по практикеЗадание №2 до 20.
 05.20Ответы на задание по теме №5Лекции и материалы ЭиЭОАЗадание №1Задание №2Задание №3Вопросы к экз по ЭиЭОАИтоговый тестВстреча с АТб-19А1 15.11.21Лекция — Неисправности стартеровЛекции и материалы ЭиЭСАЗадание №1Задание №1Отправка вопросов по ЭОАЗадание №2Задание №2Задание №3Задание №3Задание №4Задание №4Вопросы к экз по ЭиЭСАИтоговый тестВстреча с АТб-18Z1,2 16.03.2022 в 17:05Диагностирование системы впрыска топлива с электронным управлением: Методические указания по выполнению лабораторной работыУстройство, функционирование и диагностирование электронной системы управления бензинового двигателя. Учебное пособиеЯковлев В.Ф. Диагностика электронных систем автомобиля. Учебное пособие (2003)Лекция 1. Общие сведения об электронных системах управления двигателемЛекция 2. Датчики электронных систем управления двигателемЛекция 3. Исполнительные элементы системы управления бензинового двигателяИсполнительные элементы системы управления бензинового двигателя. Часть 1Исполнительные элементы системы управления бензинового двигателя.
05.20Ответы на задание по теме №5Лекции и материалы ЭиЭОАЗадание №1Задание №2Задание №3Вопросы к экз по ЭиЭОАИтоговый тестВстреча с АТб-19А1 15.11.21Лекция — Неисправности стартеровЛекции и материалы ЭиЭСАЗадание №1Задание №1Отправка вопросов по ЭОАЗадание №2Задание №2Задание №3Задание №3Задание №4Задание №4Вопросы к экз по ЭиЭСАИтоговый тестВстреча с АТб-18Z1,2 16.03.2022 в 17:05Диагностирование системы впрыска топлива с электронным управлением: Методические указания по выполнению лабораторной работыУстройство, функционирование и диагностирование электронной системы управления бензинового двигателя. Учебное пособиеЯковлев В.Ф. Диагностика электронных систем автомобиля. Учебное пособие (2003)Лекция 1. Общие сведения об электронных системах управления двигателемЛекция 2. Датчики электронных систем управления двигателемЛекция 3. Исполнительные элементы системы управления бензинового двигателяИсполнительные элементы системы управления бензинового двигателя. Часть 1Исполнительные элементы системы управления бензинового двигателя.
 google.com/vzc-kyyj-rchОтправка задания для зачетаВопросы к зачету по дисциплине ЭСАЭлектронные и микропроцессорные системы автомобилейУчеб пособиеИтоговое тестирование по дисциплинеОтправка заданий для зачетаКадровое обеспечение системы автосервисаас предприятияВопросы для зачетаВстречи с ПОб-19ZЭлектронные и микропроцессорные системы автомобилейУчеб пособиеКР ДЭиЭСКонтрольная работаВопросы к зачету по дисциплине ДЭиЭСОтветы на вопросы по дисциплинеИтоговый тест по дисциплинеВстреча с ДВСб-19А1 Лекции по ЭиЭСУВопросы по дисциплине ЭиЭСУСИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ И ЗАЖИГАНИЯ АВТОМОБИЛЕЙ Методические указания к лабораторным работам-5Задание для заочВопросы к экз по ЭиЭСУДВстреча с ДВСб-18А1 17.09.21Материалы по дисциплинеЗадание для ДВСб-18А1 на 01.11Ответы на задание ДВСб-18А1 на 01.11.21Задание для ДВСб-18А1 на 29.11Лекции ДВСб-19А1Техническая диагностика (Лекции)Контрольные тесты по дисциплинеВопр ТехнДиагн — ДВСбМетод указ для контрольной работыЗадание для ДВСб-19Z1ДВСб-19Z1ДВСб-19Z1Контрольная работаМетод указанияТесты остат знанийВопросы для зачетаЗадание для заочВстречи АВСб-19ZРекомендуемая литератураОбсуждение тем по дисциплинеТеоретический материалПрактическое задание №1Ответы на практическое №1Практическое задание №2Ответы на практическое №2Практическое задание №3Ответы на практическое №3Практическое задание №4Ответы на практическое №4Итоговый тест по дисциплинеВопросы итог Оценка кач и сертЛекции Оценка кач и сертифРекомендуемая литератураТеоретический материалОбсуждение тем по дисциплинеЗадание для заочОтветы на заданиеВажно!Ссылка на встречи ЭТКм-20МАZ1Литература по дисциплинеКР Совр элек сист автКонтрольная работаЗадание практ №1Задание практ №1Задание практ №2Задание практ №2Задание практ №3Задание практ №3Задание практ №4Задание практ №4Задание практ №5Задание практ №5Вопросы по дисциплине СЭСАОтветы на вопросы для зачетаИтоговый тест по дисциплинеПракт задание №1Практ задание №1Итоговый тест по дисциплинеЗадание АТб 20А1Отчеты по практикеДневники по практикеОтчеты по практикеДневники по практикеЗадание АТб 17 А2Приказ на практику Атб-18А1,2По дисциплинеТехническая диагностика (Лекции)Задание №1 для ДВС-19А1 на 06.
google.com/vzc-kyyj-rchОтправка задания для зачетаВопросы к зачету по дисциплине ЭСАЭлектронные и микропроцессорные системы автомобилейУчеб пособиеИтоговое тестирование по дисциплинеОтправка заданий для зачетаКадровое обеспечение системы автосервисаас предприятияВопросы для зачетаВстречи с ПОб-19ZЭлектронные и микропроцессорные системы автомобилейУчеб пособиеКР ДЭиЭСКонтрольная работаВопросы к зачету по дисциплине ДЭиЭСОтветы на вопросы по дисциплинеИтоговый тест по дисциплинеВстреча с ДВСб-19А1 Лекции по ЭиЭСУВопросы по дисциплине ЭиЭСУСИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ И ЗАЖИГАНИЯ АВТОМОБИЛЕЙ Методические указания к лабораторным работам-5Задание для заочВопросы к экз по ЭиЭСУДВстреча с ДВСб-18А1 17.09.21Материалы по дисциплинеЗадание для ДВСб-18А1 на 01.11Ответы на задание ДВСб-18А1 на 01.11.21Задание для ДВСб-18А1 на 29.11Лекции ДВСб-19А1Техническая диагностика (Лекции)Контрольные тесты по дисциплинеВопр ТехнДиагн — ДВСбМетод указ для контрольной работыЗадание для ДВСб-19Z1ДВСб-19Z1ДВСб-19Z1Контрольная работаМетод указанияТесты остат знанийВопросы для зачетаЗадание для заочВстречи АВСб-19ZРекомендуемая литератураОбсуждение тем по дисциплинеТеоретический материалПрактическое задание №1Ответы на практическое №1Практическое задание №2Ответы на практическое №2Практическое задание №3Ответы на практическое №3Практическое задание №4Ответы на практическое №4Итоговый тест по дисциплинеВопросы итог Оценка кач и сертЛекции Оценка кач и сертифРекомендуемая литератураТеоретический материалОбсуждение тем по дисциплинеЗадание для заочОтветы на заданиеВажно!Ссылка на встречи ЭТКм-20МАZ1Литература по дисциплинеКР Совр элек сист автКонтрольная работаЗадание практ №1Задание практ №1Задание практ №2Задание практ №2Задание практ №3Задание практ №3Задание практ №4Задание практ №4Задание практ №5Задание практ №5Вопросы по дисциплине СЭСАОтветы на вопросы для зачетаИтоговый тест по дисциплинеПракт задание №1Практ задание №1Итоговый тест по дисциплинеЗадание АТб 20А1Отчеты по практикеДневники по практикеОтчеты по практикеДневники по практикеЗадание АТб 17 А2Приказ на практику Атб-18А1,2По дисциплинеТехническая диагностика (Лекции)Задание №1 для ДВС-19А1 на 06.


Поршень двигателя и его конструктивные особенности
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти Регистрация- Главная
- Техничка
- Поршень двигателя и его конструктивные особенности
Если говорить о поршнях, то принцип их работы помогут понять несколько бытовых примеров применения.
 Поршень воздушного насоса помогает накачивать камеры автомобильных и велосипедных покрышек. Поршень внутри медицинского шприца помогает набирать и вводить лекарство при уколах. А поршень шприца кулинарного – пальчики оближешь.
Поршень воздушного насоса помогает накачивать камеры автомобильных и велосипедных покрышек. Поршень внутри медицинского шприца помогает набирать и вводить лекарство при уколах. А поршень шприца кулинарного – пальчики оближешь.Вот такие простые примеры помогают четко понять, что, во-первых, обязательным элементом при работе поршня будет цилиндр – такая труба или полость, внутри которой происходит прямолинейное и поступательное перемещение поршня. Во-вторых, это рабочая среда, которая контактирует с поршнем по его торцевой плоскости. Энергия при работе поршня преобразуется из внутренней энергии рабочей среды в кинематическую энергию движения поршня или из кинематической энергии движения поршня во внутреннюю энергию или работу.
Следует также отметить, что форма поперечного сечения поршня, как правило, круглая, хотя это совсем не обязательно – она может быть и прямоугольной, и квадратной, и любой другой формы. Просто круглая форма является наиболее технологичной, т.е. ее легко изготовить как для самого поршня, так и для рабочего цилиндра.

Особое место занимают поршни, работающие в двигателях внутреннего сгорания. Ведь, по сути, двигатель – это сердце автомобиля, а поршень можно уверенно назвать самой ответственной деталью этого сердца. Условия, в которых функционирует поршень автомобиля, не назовешь легкими. В первую очередь, это высокая температура сгоревших газов в пространстве камеры сгорания над поршнем, которая может достигать 2000°. Она передается как корпусу двигателя — через камеру сгорания цилиндра, так и самому поршню.
И если корпус цилиндра имеет возможности к охлаждению снаружи, то для поршня это требует специальных решений задачи по разбрызгиванию охлаждающей среды (например, масла в виде тумана). В целом, влияние высокой температуры в рабочей зоне поршня определяет выбор материала, подходящего для изготовления, и этот материал должен иметь высокую теплостойкость, иначе поршень может даже расплавиться.
Не менее важно влияние температуры на конструкцию, так как вместе с нагреванием будет происходить расширение самого поршня, что может привести к его заклиниванию, а при частоте возвратно-поступательного движения не менее 200 раз в секунду – к поломке.
 В этом случае требуется материал с низким коэффициентом линейного теплового расширения.
В этом случае требуется материал с низким коэффициентом линейного теплового расширения.Ранее распространенным материалом с достаточными свойствами был чугун, сегодня это сплавы на основе алюминия. Эти материалы также хороши с точки зрения технологичности конструкции, т.е. позволяют изготовлять поршень достаточно простыми средствами. Кроме этого, алюминиевые сплавы и чугун обеспечивают нужный коэффициент трения-скольжения поршня об стенку гильзы цилиндра, это позволяет снизить потери мощности от трения, что, соответственно, повышает КПД цилиндра, а, значит, и двигателя в целом.
Однако относительно большой удельный вес чугунных поршней из-за возникающих в процессе работы сил инерции определяет применение преимущественно в тихоходных двигателях. Для автомобильных двигателей поршни изготавливают из более легких алюминиевых сплавов.
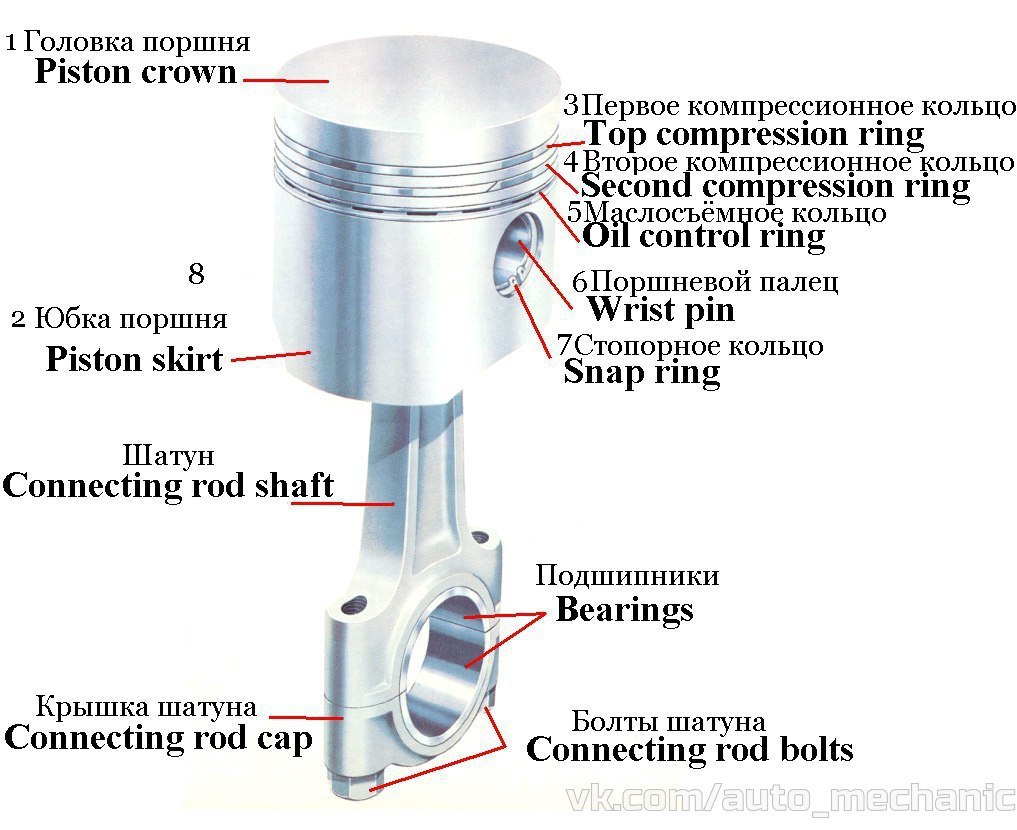
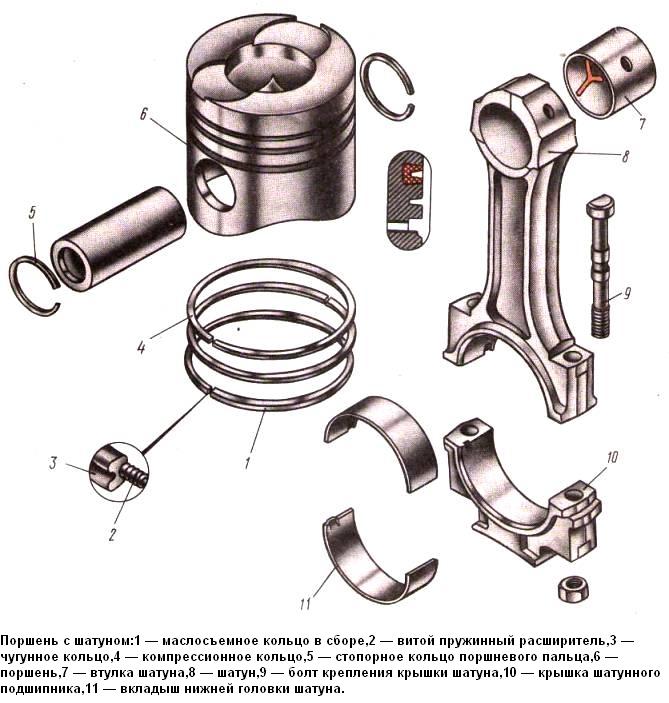
Все эти особенности работы поршня и определяют его конструкцию, которая включает в себя днище, уплотняющую и направляющую части (направляющую еще называют «юбкой»), а головка поршня состоит из днища и уплотняющей части.
 Днище непосредственно взаимодействует с горячими газами камеры сгорания, может быть вогнутым или выпуклым, а также иметь дополнительные полости, учитывающие расположение различных выступающих элементов (например, форсунок или свечей зажигания).
Днище непосредственно взаимодействует с горячими газами камеры сгорания, может быть вогнутым или выпуклым, а также иметь дополнительные полости, учитывающие расположение различных выступающих элементов (например, форсунок или свечей зажигания).На уплотняющей части расположены канавки для установки компрессионных и маслосъемных колец. Часть головки поршня на расстоянии между плоскостью днища и канавкой для первого поршневого (компрессионного) кольца называют «огненным поясом» поршня. И это не случайно, так как назначение компрессионного кольца состоит в том, чтобы не пропускать газы из камеры сгорания в обход поршня (первым компрессионным кольцом отводится 45% тепла).
В тронке (юбке или направляющей части) поршня предусмотрены 2 бобышки для установки пальца-шатуна. Для компенсации температурных напряжений, возникающих у бобышек, на поверхности «юбки» делают углубления для предотвращения задиров, связанных с температурными деформациями, – так называемые «холодильники».
При проектировании поршней конструкторы работают над максимальным их облегчением, что улучшает показатель работы двигателя, стремятся избегать повышенного износа поршня, а также его прогара.
 Для решения последней задачи учитывают распределение тепловых потоков от камеры сгорания к различным деталям двигателя, в том числе и потоки, проходящие через поршень.
Для решения последней задачи учитывают распределение тепловых потоков от камеры сгорания к различным деталям двигателя, в том числе и потоки, проходящие через поршень.После анализа распределения тепловых потоков намечают способы охлаждения поршня. Очевидно, что на конструкцию поршня также будет оказывать влияние и то, как он взаимодействует с сопрягаемыми деталями – поршневыми кольцами, гильзами и кривошипно-шатунным механизмом.
Зная и понимая условия и принцип работы поршня в двигателе внутреннего сгорания, невозможно оставаться равнодушным к его конструкции, когда вы смотрите на его изображение, а тем более когда чувствуете его металл в своих руках.
Видео о том как делают автомобильные поршни:
Автор
Super UserКомментируют
Топ блоги
Mini показал, как будет выглядеть автомобиль каршеринга будущего
Volkswagen Scirocco Mark I
Семиместный кроссовер от Volkswagen проходит испытания высокогорными дорогами
Компания Ford продемонстрировала свой новый миниатюрный хэтчбек
Как автомобилисту не уснуть за рулем
Из каких металлов сделаны поршни двигателя?
Джон Кэгни Нэш
Jupiterimages/liquidlibrary/Getty Images
Все поршни современных двигателей изготовлены из алюминиевого сплава. Сплав ведет себя несколько по-разному при использовании в зависимости от того, как изготовлен поршень, поэтому важно понимать производственный процесс. До 1970-х годов вопрос о литых и кованых поршнях часто вызывал споры; с тех пор достижения в области технологий сделали дебаты почти излишними для повседневного водителя.
Сплав ведет себя несколько по-разному при использовании в зависимости от того, как изготовлен поршень, поэтому важно понимать производственный процесс. До 1970-х годов вопрос о литых и кованых поршнях часто вызывал споры; с тех пор достижения в области технологий сделали дебаты почти излишними для повседневного водителя.
Эволюция материалов поршней
В оригинальных двигателях внутреннего сгорания для изготовления поршней использовалась сталь. Алюминиевый сплав занял свое место очень рано. Самые ранние алюминиевые поршни подвергались значительному расширению и сжатию из-за рабочего тепла, и конструкция была усовершенствована таким образом, что стальные кольца, называемые распорками, были отлиты в стенках, чтобы уменьшить проблему. Этот тип поршня был распространен до 1960-х годов, когда введение кремния в сплав сделало стойки излишними. Большинство современных поршней сделаны примерно из 25-процентного силикона.
Первый алюминиево-силиконовый сплав славился своей хрупкостью; случайное падение одного из них с высоты скамейки обычно приводило к трещине, которую в лучшем случае стоило дорого, а в худшем — невозможно было починить.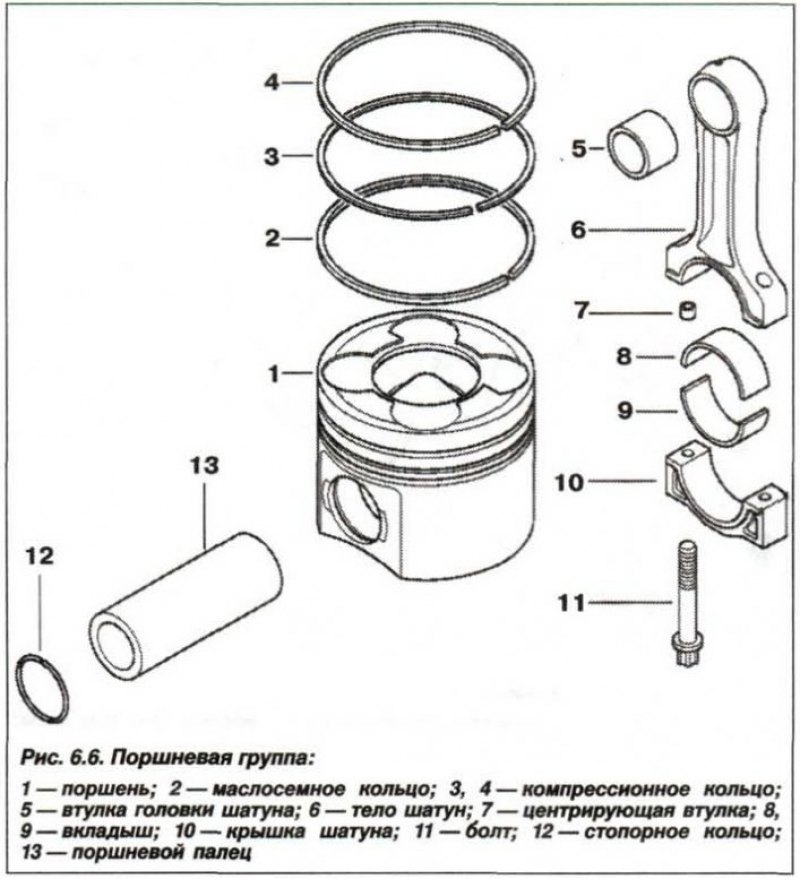 Добавление никеля в сплав снижает хрупкость, но увеличивает отношение веса к массе.
Добавление никеля в сплав снижает хрупкость, но увеличивает отношение веса к массе.
Конструкция поршня
Поршни состоят из девяти частей и секций. Верхняя часть поршня правильно называется головкой; под ним находятся кольцевые канавки, в которые устанавливаются поршневые кольца. Приподнятые участки между кольцевыми канавками называются площадками. Под кольцом в сборе находится отверстие для поршневого пальца. Поршневой палец, называемый в промышленности «пальцевым пальцем», проходит через это отверстие и проходит через шатун. Вокруг поршневого пальца имеются бобышки пальца, поддерживающие его концы. Нижняя часть поршня называется юбкой.
Литые поршни
Литой поршень отливается из расплавленного алюминиевого сплава, который под вакуумом втягивается в стальные штампы; требуется лишь минимальная механическая обработка для окончательной обработки полученного поршня. Процесс называется «гравитационное литье под давлением». Форма и толщина стенок полностью контролируются, но процесс стоит дорого.
Кованые поршни
Кованый поршень сначала изготавливается путем помещения слитка нагретого алюминиевого сплава в охватывающую форму; после этого пуансон вдавливается в форму, чтобы штамповать металл в заготовку поршня. Затем заготовка подвергается множеству операций механической обработки; одна установка для ковки обычно производит заготовку, из которой можно изготовить поршень различных размеров, подходящих для самых разных транспортных средств.
Сравнения
Литье было оригинальным методом изготовления поршней; ковка появилась позже в качестве альтернативы. Процесс ковки сжимает молекулы сплава в короне, делая металл более плотным и, следовательно, лучше способным выдерживать экстремальные температуры. Это существенное преимущество, поскольку головка подвергается большему нагреву, чем любая другая часть двигателя, кроме свечи зажигания.
Практическое применение
Литые поршни изготавливаются в штампах сложной формы, которые определяют их форму как внутри, так и снаружи; это обеспечивает равномерную и постоянную толщину стенки, что сводит массу поршня к минимуму. Процесс настройки штампов является дорогостоящим, поэтому литые поршни обычно изготавливаются только для нескольких применений и для удовлетворения огромных производственных требований. Кованые поршни имеют сравнительно грубую внутреннюю форму после штамповки, определяемую только тем, что плунжер вбивается в слиток, а затем втягивается. Обычно это означает, что требуется значительная токарная обработка и ручная отделка. С помощью этого метода достигаются гораздо более жесткие допуски. По этим причинам рабочие поршни почти всегда кованые, а поршни OEM-спецификации — литые.
Процесс настройки штампов является дорогостоящим, поэтому литые поршни обычно изготавливаются только для нескольких применений и для удовлетворения огромных производственных требований. Кованые поршни имеют сравнительно грубую внутреннюю форму после штамповки, определяемую только тем, что плунжер вбивается в слиток, а затем втягивается. Обычно это означает, что требуется значительная токарная обработка и ручная отделка. С помощью этого метода достигаются гораздо более жесткие допуски. По этим причинам рабочие поршни почти всегда кованые, а поршни OEM-спецификации — литые.
Ссылки
- Мотоциклетный проект: литые и кованые поршни
- Технический разговор: кованые или литые — основы поршней
Автор биографии
Джон Кэгни Нэш начал составлять пресс-релизы и обзоры событий для British nightc lubs в 1982 году. Его материал был впервые опубликован в «Eastern Daily Press». Работа Нэша посвящена американской жизни, путешествиям и музыкальной индустрии. В 1998 году он получил докторскую степень по философии в Оксфордском университете и сразу же эмигрировал в Америку.
В 1998 году он получил докторскую степень по философии в Оксфордском университете и сразу же эмигрировал в Америку.
Другие статьи
Современные материалы для поршней, производство и покрытия с UEM
Поршни имеют очень тяжелую жизнь, и поэтому они являются центром многих исследований и разработок в отрасли. Но чтобы по-настоящему понять и оценить то, что разрабатывается, мы должны иметь четкое представление об основах. United Engine & Machine — UEM Pistons — понимает это и недавно провела вебинар совместно с Ассоциацией производителей двигателей AERA, на котором Пим ван ден Берг, директор по продажам UEM, рассказывает об основах поршней и многом другом (так что обязательно выкроите немного времени, чтобы посмотреть приведенную выше запись целиком).
Литье или ковка Когда дело доходит до производства поршней, существует два основных метода изготовления поршня: литье и ковка. Как большинство из вас, читающих это, вероятно, знают, при производстве, будь то поршень или гаечный ключ, кованая деталь прочнее, чем ее литой аналог. Хотя это верно и для поршней, литые поршни не только «достаточно хороши» в некоторых обстоятельствах, но и могут иметь преимущества по сравнению с коваными поршнями.
Как большинство из вас, читающих это, вероятно, знают, при производстве, будь то поршень или гаечный ключ, кованая деталь прочнее, чем ее литой аналог. Хотя это верно и для поршней, литые поршни не только «достаточно хороши» в некоторых обстоятельствах, но и могут иметь преимущества по сравнению с коваными поршнями.
Несмотря на то, что и литые, и кованые поршни обрабатываются с учетом их окончательных размеров, два отдельных процесса создания незавершенной заготовки создают два изделия с явной разницей в прочности. Поковки прочнее, но в литых поршнях можно использовать сплавы со сверхвысоким содержанием кремния.
Литой поршень создается путем заливки расплавленного металла в форму, где он принимает свой обычный размер и форму по мере охлаждения металла и удаления формы. Кованый поршень представляет собой кусок стержня, которому затем придают его общий размер и форму под интенсивным давлением ковочной машины, что гарантирует, что все молекулы в структуре поршня выстроены наиболее выгодным образом. Оба типа поршней будут подвергнуты окончательной обработке, чтобы привести поршень в соответствие с окончательными техническими характеристиками.
Оба типа поршней будут подвергнуты окончательной обработке, чтобы привести поршень в соответствие с окончательными техническими характеристиками.
Тем не менее, самым первым соображением при проектировании поршня является область применения. Это определит, требуется ли дополнительная прочность кованого поршня. «У нас есть компромисс, на который мы должны пойти, когда начинаем делать поршень», — говорит ван ден Берг. «Во-первых, мы смотрим на приложение, с которым ему придется столкнуться. Мы определяем, будем ли мы использовать литой поршень или кованый поршень». После принятия такого решения инженеры могут перейти к материалу, из которого будет изготовлен поршень.
Выбор сплава «После того, как мы решили, должен ли поршень быть кованым или литым, я должен решить, нужна ли мне высокая пластичность за счет более высокой теплопроводности, или что-то более твердое, с лучшим износом. свойства и более низкое тепловое расширение», — объясняет ван ден Берг.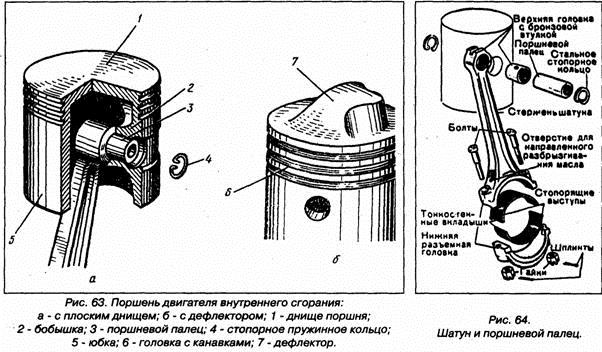 Большинство поршней в рамках нашего исследования — автомобильных двигателей — будут изготовлены из алюминиевого сплава той или иной формы. Ключевым отличием в ассортименте материалов является количество кремния в сплаве. «Начнем с алюминиево-кремниевой основы. Кремний является ключевым элементом, используемым производителями поршней для улучшения свойств, которых не может иметь алюминий».
Большинство поршней в рамках нашего исследования — автомобильных двигателей — будут изготовлены из алюминиевого сплава той или иной формы. Ключевым отличием в ассортименте материалов является количество кремния в сплаве. «Начнем с алюминиево-кремниевой основы. Кремний является ключевым элементом, используемым производителями поршней для улучшения свойств, которых не может иметь алюминий».
Возможно, вы слышали термин «эвтектика» в той или иной форме по отношению к поршням. Проще говоря, заэвтектический в основном означает, что сплав имеет высокий процент кремния — до 20 процентов. Гипоэвтектика означает обратное, так как кремния в сплаве очень мало, а эвтектика является средней точкой, при содержании кремния в сплаве около 12,2%.
Если вы ищете литой поршень, предложения UEM варьируются от примерно 8-10% кремния в нижней части до более 16% в заэвтектической 390 литые алюминиевые поршни. «390 — это то, что обычно используется производителями оригинального оборудования в бензиновых двигателях. Вы можете использовать более узкие зазоры, и это хорошо работает при более высоких температурах», — объясняет ван ден Берг. «Здесь также будет жить большинство восстановленных двигателей. 390 — это просто хороший, прочный материал, из которого можно сделать хороший поршень во всех отношениях».
Вы можете использовать более узкие зазоры, и это хорошо работает при более высоких температурах», — объясняет ван ден Берг. «Здесь также будет жить большинство восстановленных двигателей. 390 — это просто хороший, прочный материал, из которого можно сделать хороший поршень во всех отношениях».
Эта инфографика содержит много информации. Помимо визуального выделения области, где могут сиять литые заэвтектические поршни, он также показывает несоответствие между коваными поршнями 4032 и 2618. Однако, как мы обсудим далее, передовые покрытия поршней могут сделать эти два сплава намного ближе друг к другу, компенсируя их недостатки.
Переходя к кованой стороне, два самых популярных сплава — 4032 и 2618 — находятся в эвтектической и доэвтектической зонах соответственно. Содержащий 12,2% кремния, 4032 зарекомендовал себя как прочный универсальный материал для поршней, обладающий солидной износостойкостью и достаточной устойчивостью к тепловому расширению, чтобы быть достаточно тихим, чтобы его можно было терпеть на улице.
И наоборот, сплав 2618 содержит только 0,23% кремния, что делает его более термически расширяющимся, требующим большего зазора между поршнем и стенкой и связанного с ним шума. Его более высокая пластичность делает его отличным выбором для гоночных двигателей, которые будут испытывать большое давление наддува и давления в цилиндре, но компромиссом для этого является то, что он не такой износостойкий, поэтому, теоретически, имеет меньше смысла при интенсивном использовании. ежедневно управляемое приложение.
Покрытия могут восполнить пробелОдним из вариантов расширения рабочего диапазона данного сплава являются современные покрытия поршней. «Раньше покрытия поршней использовались только для обкатки двигателя, но это уже не так», — объясняет ван ден Берг. «Покрытия могут преодолеть ограничения сплавов, справиться с проблемами, связанными с различными видами топлива, и улучшить эксплуатационные характеристики».
Увеличивая преимущества данного материала и компенсируя его недостатки, вы получаете конструкцию поршня, работающую и успешно работающую в условиях, в которых раньше о ней почти ничего не слышно (например, 2618 используется в «уличном» приложении — но подробнее об этом) в будущей статье).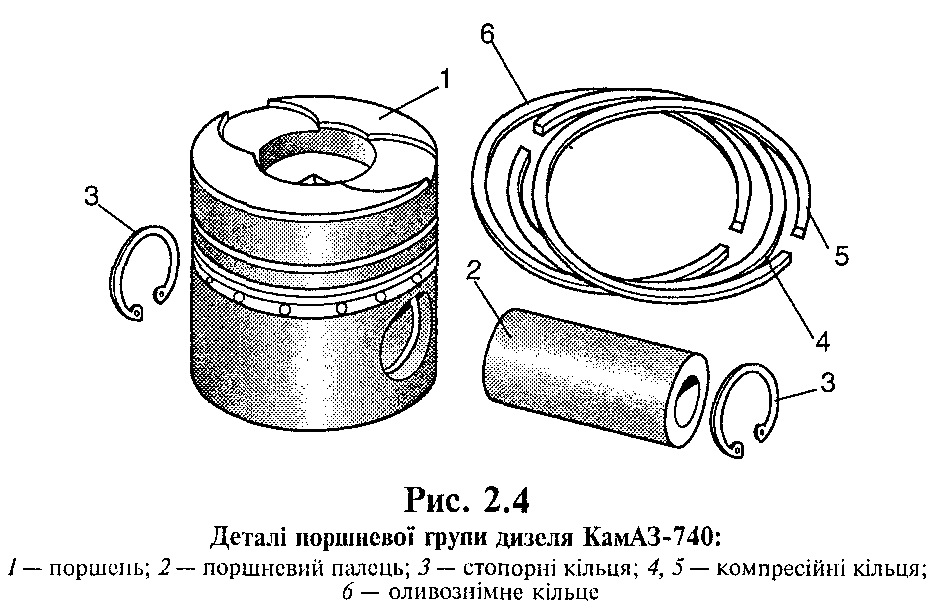 UEM использует ряд покрытий для решения конкретных задач.
UEM использует ряд покрытий для решения конкретных задач.
Покрытие юбки M42 компании UEM толщиной всего 0,0005 (полтысячной) дюйма, но оно может помочь уменьшить как шум от ударов поршня, так и износ юбки из-за трения цилиндров. Оба они помогают показанному здесь кованому поршню 2618 использоваться в приложениях, которые, возможно, обычно не рекомендовались для 2618 в прошлом.
Покрытие юбки поршня UEM, известное как M42, снижает трение, истирание юбки, а также шум поршня. «Наш M42 — это смесь графита, тефлона и молибдена, — говорит ван ден Берг. «Уменьшение шума от ударов поршня имеет решающее значение для двигателей, в которых используются датчики детонации. Как только вы активируете датчик детонации хлопком поршня, он может серьезно повредить вашу электронику и подачу топлива, и двигатель будет работать плохо».
UEM также предлагает металлокерамическое покрытие коронки, которое образует отражающий барьер, предотвращающий проникновение тепла через коронку в остальную часть системы. Что также удерживает тепло в камере, где оно используется для работы. Применительно к чему-то вроде кованого поршня 2618 в среде с очень высокой температурой камеры вы можете смягчить присущие сплаву высокие свойства теплопередачи.
Что также удерживает тепло в камере, где оно используется для работы. Применительно к чему-то вроде кованого поршня 2618 в среде с очень высокой температурой камеры вы можете смягчить присущие сплаву высокие свойства теплопередачи.
Керамо-металлическое покрытие днища поршня может отражать тепло обратно в камеру, что помогает повысить эффективность и предотвратить попадание тепла в масло и вращающийся узел. В этой демонстрации пламя кислородно-пропановой смеси с температурой 4100 градусов удерживалось на головке поршня с покрытием и без покрытия в течение одинакового времени. Как видите, результаты говорят сами за себя.
Кроме того, предлагается истираемое покрытие из покрытий Line2Line, чтобы обеспечить сборку с нулевым зазором, а затем покрытие притирается к стенкам цилиндра, чтобы создать именно тот зазор между поршнем и стенкой, который необходим поршню. . И, наконец, твердые анодированные кольцевые кромки, которые представляют собой скорее обработку металла, чем покрытие, могут помочь поршням выжить в агрессивных средах с топливом.