
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.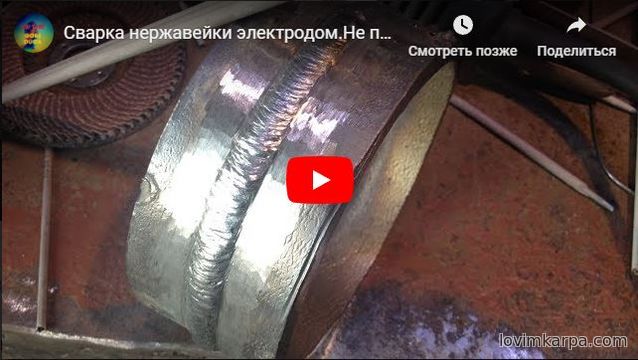
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
 Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А. Но их цена выше.
Но их цена выше.Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
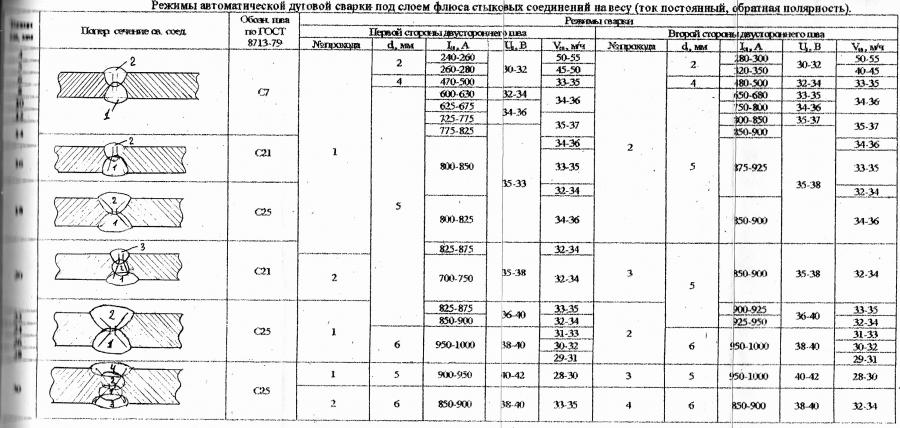
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 2-3 | 0.8 | 95-110 |
| 4-5 | 1.0 | 130-160 |
| 6-7 | 1.2 | 200-250 |
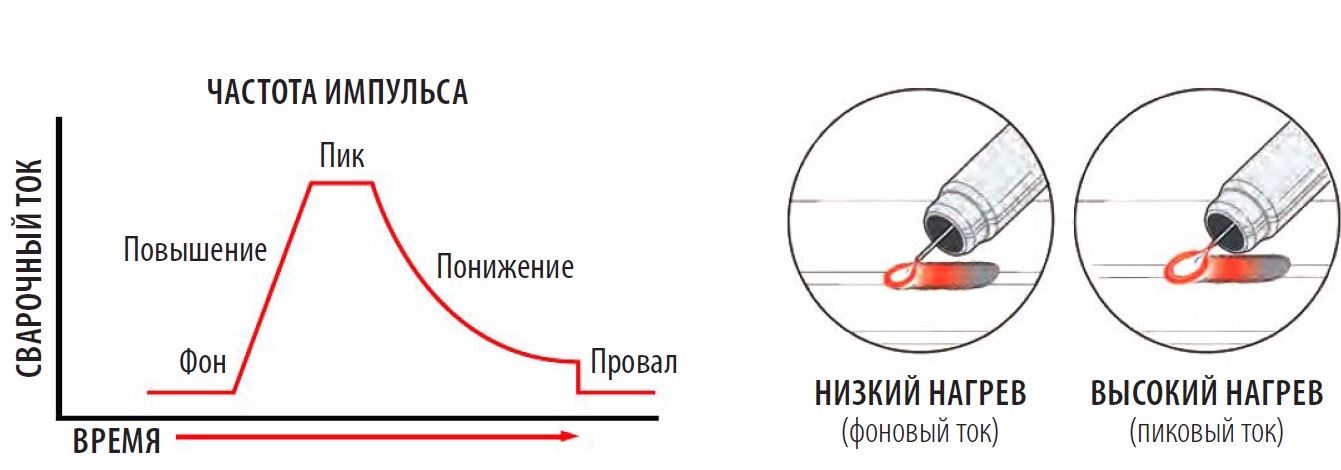
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.

- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки. В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать?
СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Сколько роликов должно быть в подающем механизме для сварки алюминия?
СкрытьПодробнее
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой?
СкрытьПодробнее
Нет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин?
СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Подойдет ли полуавтомат для сварки алюминиевых труб?
СкрытьПодробнее
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Сварка алюминия полуавтоматом
Алюминий имеет уникальные свойства. Он используется в разных отраслях, в том числе автомобильной. Чтобы в полной мере использовать его потенциал, металл должен быть легко свариваемым. Сварка полуавтоматом в среде защитного газа (MIG – Metal Inert Gas) и сварка TIG (Tungsten Inert Gas – сварка вольфрамовым электродом в среде инертного газа) делают это возможным.
Он используется в разных отраслях, в том числе автомобильной. Чтобы в полной мере использовать его потенциал, металл должен быть легко свариваемым. Сварка полуавтоматом в среде защитного газа (MIG – Metal Inert Gas) и сварка TIG (Tungsten Inert Gas – сварка вольфрамовым электродом в среде инертного газа) делают это возможным.
Сварка полуавтоматом (MIG) позволяет сваривать широкий спектр материалов, от тонколистового металла до толстых конструкционных листов.
Сварка алюминия полуавтоматом производит менее аккуратный и менее контролируемый сварочный шов по сравнению с TIG (сваркой вольфрамовым электродом в среде инертного газа). Сварка алюминия полуавтоматом также имеет свои преимущества: быстрота сварки, легче научиться процессу, чем сварке TIG. Одним из главных недостатков является сложность подачи мягкой алюминиевой проволоки к месту сварки. Эта проблема решается разными способами, которые мы рассмотрим в этой статье.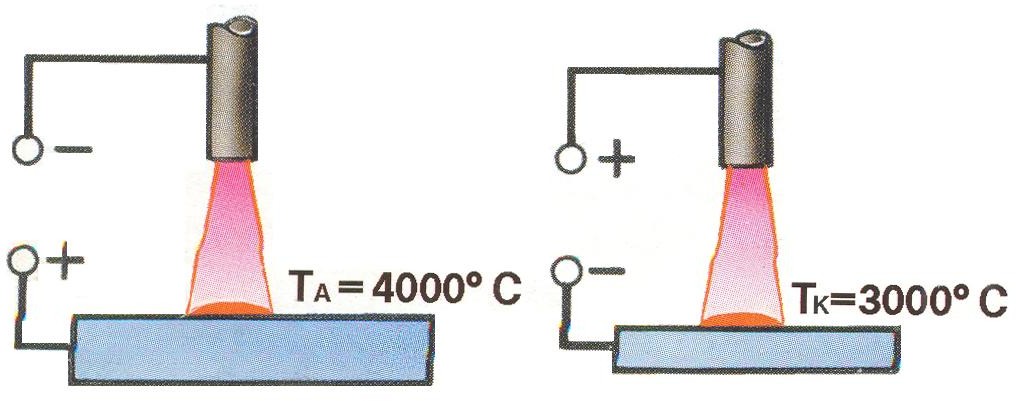
Содержание статьи:
|
В чём сложность сварки алюминия?
Сварка алюминия требует иных методов и процессов, другого защитного газа, а также различной пред-сварочной и после сварочной обработки, чем сварка стали. Очень важно знать эти различия, чтобы успешно выполнить сварочные работы.
Очень важно знать эти различия, чтобы успешно выполнить сварочные работы.
В целом, вот некоторые из наиболее распространенных факторов, которые затрудняют сварку алюминия:
- Окисление. Алюминий имеет тонкое оксидное покрытие, которое предотвращает коррозию. Слой оксида алюминия плавится при значительно более высокой температуре, чем алюминий, поэтому он должен быть удалён перед сваркой.
- Пористость. В расплавленном состоянии алюминий поглощает водород быстрее. Этот водород отделяется по мере того, как металл возвращается в твёрдую форму. Это может оставить в материале пузырьки, в результате чего металл становится пористым и слабым.
- Примеси. Поскольку алюминий очень чувствителен, в процессе сварки он может загрязняться грязью, воздухом и водой. Алюминий может быть загрязнён воздухом, который попадает в сварочный шов из-за плохой газовой защиты или чрезмерно длинной дуги.

- Толщина. Сварка алюминия включает в себя работу с разной толщиной материала. Сварщики должны знать, как избежать прожигания более тонкого металла, а также достаточно хорошо проникать в более толстый металл, чтобы создать прочный шов.
- Алюминий примерно на треть меньше веса стали, плавится при температуре менее половины температуры плавления стали и имеет теплопроводность, примерно в шесть раз превышающую теплопроводность стали. Для эффективной сварки теплота плавления алюминия должна быть более интенсивной, чем та, которая требуется для плавки стали.
- Алюминий обладает высокой электропроводностью и при нагреве он не изменит цвет, а будет казаться холодным, из-за чего сложно определить и контролировать его нагрев.
- При сварке алюминия полуавтоматом возникают проблемы подачи мягкой алюминиевой проволоки от катушки к месту сварки (может деформироваться, запутываться), из-за нагрева и расширения проволока может застревать в контактном наконечнике обычного размера (требуется использовать наконечник большего размера), так как скорость сварки быстрее, чем при сварке стали, требуется развить навык, чтобы шов получался хорошего качества.

Алюминиевые сплавы
Почти невозможно купить обычный алюминий — он, как правило, поставляется в виде сплава. Алюминий в чистом виде является относительно мягким металлом, который имеет много применений, но требует добавления другого металла для повышения его прочности.
Существует система классификации, которая даёт каждому алюминиевому сплаву четырехзначное число. Вот краткое описание того, что означает каждое число:
- 1XXX: Алюминиевые сплавы, которые начинаются с цифры 1, очень чисты. Они почти полностью содержат алюминий. Содержание алюминия в них превышает 99%.
- 2XXX: Сплавы, начинающиеся с цифры 2, как правило, имеют в составе от 0.7 до 6.8% меди. Они очень прочны, но не очень устойчивы к коррозии. Обычно используются в самолётостроении.
- 3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат от 0.05 до 1,8% марганца.
 Они не поддаются термообработке, но имеют хорошую формуемость и коррозионную стойкость.
Они не поддаются термообработке, но имеют хорошую формуемость и коррозионную стойкость. - 4XXX: Алюминиевые сплавы, начинающиеся с цифры 4 содержат кремний (от 0.6 до 21.5%), который может значительно снизить температуру плавления металла. Это единственная серия, которая содержит как термически обрабатываемые, так и нетермообрабатываемые сплавы. Кремний, добавленный к алюминию, снижает его температуру плавления и улучшает его текучесть при расплавлении. Эти характеристики желательны для присадочных материалов, используемых как для сварки плавлением, так и для пайки твердым припоем.
- 5XXX: Сплавы, начинающиеся с цифры 5 являются алюминиево-магниевыми (с добавлением магния от 0,2 до 6,2%), которые имеют самую высокую прочность среди нетермообрабатываемых сплавов. Кроме того, сплавы этой серии легко свариваются, и по этим причинам они используются в самых разных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания.
- 6XXX: Это сплавы алюминия / магния и кремния (с добавлением около 1,0% магния и кремния), которые широко используются в сварочной промышленности, а также в прессформовании и включены во многие структурные компоненты. Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя подвергать дуговой сварке автогенным способом (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки необходимо для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания.
- 7XXX: Это сплавы алюминия и цинка (добавка цинка от 0,8 до 12,0%), которые составляют одни из самых прочных алюминиевых сплавов. Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолеты, аэрокосмическая промышленность и спортивное оборудование.

Выбор оборудования
Для сварки алюминия может использоваться три режима переноса металла в дуге (наполняющей электродной проволоки):
- Коротким замыканием (также, как при сварки стали). Это наименее предпочтительный метод, может осуществляться на маломощных аппаратах и на тонком металле. Ток слишком низкий, чтобы сгенерировать достаточный нагрев для хорошего проплавления и шов будет склонен к растрескиванию. Такой режим сварки лучше не использовать, если требуется прочность и красивый внешний вид сварочного шва.
- Струйный перенос (spray-arc transfer). Использует более высокое напряжение, ток и скорость проволоки, чем перенос коротким замыканием. Распыляется крошечный поток расплавленных капель по дуге, от электродной проволоки до основного металла (проволока не касается основного металла). При правильной регулировке издаёт ровный гудящий звук.
 Данный метод является предпочтительным при сварке полуавтоматом, однако может не работать на маломощных аппаратах. Ограничением является сварка тонкого алюминия и сварка вне горизонтального положения из-за сильного нагрева и сложного контроля дуги. Преимущества сварки в данном режиме включают: высокая скорость сварки, хорошее проплавление и проникновение, хороший внешний вид шва, мало брызг при сварке. Так как при таком режиме используется высокий нагрев, вероятны прожиги на тонком металле, поэтому требуется быстрое движение горелкой и тонкая электродная проволока, чтобы удерживать нагрев в норме. Для тонкого металла предпочтительным является импульсный режим переноса металла в дуге.
Данный метод является предпочтительным при сварке полуавтоматом, однако может не работать на маломощных аппаратах. Ограничением является сварка тонкого алюминия и сварка вне горизонтального положения из-за сильного нагрева и сложного контроля дуги. Преимущества сварки в данном режиме включают: высокая скорость сварки, хорошее проплавление и проникновение, хороший внешний вид шва, мало брызг при сварке. Так как при таком режиме используется высокий нагрев, вероятны прожиги на тонком металле, поэтому требуется быстрое движение горелкой и тонкая электродная проволока, чтобы удерживать нагрев в норме. Для тонкого металла предпочтительным является импульсный режим переноса металла в дуге. - Импульсный перенос (pulsed spray-arc). Импульсная сварка позволяет получить струйный перенос (как в предыдущем пункте) при гораздо меньшем токе, что позволяет сваривать алюминий разной толщины (как тонкий, так и толстый).
 При импульсном режиме проволока передаётся через арку, потом снижается сила тока, позволяя сварочной луже остыть при сохранении дуги. Это позволяет сваривать в разных положениях, нагрев контролируется лучше. Данный режим даёт хорошее проникновение, минимизирует пористость шва, обеспечивает отличную прочность. Для импульсной сварки требуется инверторный источник питания, поэтому он не работает на любом полуавтомате.
При импульсном режиме проволока передаётся через арку, потом снижается сила тока, позволяя сварочной луже остыть при сохранении дуги. Это позволяет сваривать в разных положениях, нагрев контролируется лучше. Данный режим даёт хорошее проникновение, минимизирует пористость шва, обеспечивает отличную прочность. Для импульсной сварки требуется инверторный источник питания, поэтому он не работает на любом полуавтомате.
Режимы переноса металла в дуге при сварке алюминия
Итак, при сварке алюминия полуавтоматом в большинстве случаев предпочтительно использовать струйный перенос электродного металла в дуге (spray-arc transfer). Это режим, при котором мельчайшие частицы алюминиевой проволоки фактически распыляются в сварочную ванну (расплавленный металл). Такая сварка обеспечит прочный и красивый шов. Большинство полуавтоматов (MIG) способны осуществить сварку в таком режиме. Всё, что Вам нужно сделать, это повысить напряжение (и скорость подачи проволоки соответственно) и использовать правильную газовую смесь (аргон или аргон с гелием). Сварка тонких листов алюминия не желательна в данном режиме, так как вероятен прожиг металла, но не исключена. В качестве возможного решения процесс сварки может осуществляться тонкой алюминиевой проволокой (с диаметром проволоки < 1 мм). Однако мягкие, тонкие алюминиевые проволоки трудно поддаются подаче, что требует решения этой проблемы (переоборудования полуавтомата, либо использование катушечного пистолета «spool gun»). Также при сварке тонкого алюминия методом струйного переноса может использоваться теплоотвод (подкладка под свариваемые листы), что также может уменьшить вероятность прожига.
Всё, что Вам нужно сделать, это повысить напряжение (и скорость подачи проволоки соответственно) и использовать правильную газовую смесь (аргон или аргон с гелием). Сварка тонких листов алюминия не желательна в данном режиме, так как вероятен прожиг металла, но не исключена. В качестве возможного решения процесс сварки может осуществляться тонкой алюминиевой проволокой (с диаметром проволоки < 1 мм). Однако мягкие, тонкие алюминиевые проволоки трудно поддаются подаче, что требует решения этой проблемы (переоборудования полуавтомата, либо использование катушечного пистолета «spool gun»). Также при сварке тонкого алюминия методом струйного переноса может использоваться теплоотвод (подкладка под свариваемые листы), что также может уменьшить вероятность прожига.
Рассмотрим, какие могут быть доступные варианты покупки полуавтомата для сварки алюминия или использования имеющегося аппарата.
- Лучший и самый простой вариант — это купить сварочный полуавтомат (MIG), способный генерировать достаточно тока для сварки алюминия. Сварка алюминия требует большей силы тока, чем при одинаковой толщине стали. Например, полуавтомат на 140 ампер подойдёт только для алюминия толщиной до 2–2.5 мм. Аппарат на 200 ампер обычно справляется с материалом толщиной до 4.5 мм. Плюс дополнительно можно приобрести катушечный пистолет (spool gun), который облегчает подачу мягкой алюминиевой проволоки.
- Другой возможный вариант – купить полуавтомат (MIG), способный генерировать достаточно тока, использовать его без специального катушечного пистолета, но поменять стандартный металлический направляющий канал для проволоки на нейлоновый или тефлоновый, что облегчит подачу мягкой алюминиевой проволоки.
- Также практически любой имеющийся в наличии полуавтомат способен сваривать алюминий с учётом ограничений по его толщине (в зависимости от характеристик полуавтомата), а также при использовании аргона и настройки полуавтомата или его доработки (этот момент мы рассмотрим в этой статье ниже).
 Как уже было написано выше, сварку алюминия лучше осуществлять в режиме струйного переноса электродной проволоки. Если характеристик аппарата не достаточно для этого, то сварка возможна в режиме переноса коротким замыканием (как при сварке стали) и с ограниченным выбором толщины электродной проволоки.
Как уже было написано выше, сварку алюминия лучше осуществлять в режиме струйного переноса электродной проволоки. Если характеристик аппарата не достаточно для этого, то сварка возможна в режиме переноса коротким замыканием (как при сварке стали) и с ограниченным выбором толщины электродной проволоки.
Существуют полуавтоматы, которые специально предназначены для сварки алюминия. Они имеют следующие особенности:
- Генерируют больший ток. Это необходимо для компенсации быстрой теплопередачи.
- Могут иметь специальные настройки для сварки алюминия (функция «hot start» обеспечивает большую мощность в начале сварки, что позволяет избежать “холодного пуска”, к которому склонна сварка алюминия, из-за способности быстро отводить тепло от зоны сварки. Другая функция «заполнения кратера» в конце сварочного шва. Она решает одну из распространённых проблем при сварке алюминия – образование и растрескивание кратера в конце шва).

- Имеют другую систему подачи электродной проволоки, например, катушечный пистолет или толкающее-тянущее устройство подачи (spool gun, a push-pull feeder) или систему подачи электродной проволоки с двойным приводом (dual drive roll electrode wire feed system). Это позволяет использовать более широкий спектр диаметров электродной проволоки и сплавов, помогает устранить проблемы с подачей мягкой алюминиевой проволоки.
- В специальных аппаратах для сварки алюминия обычно используется режим импульсного переноса электродного металла в сварочную ванну.
- Используется 100% аргон или смесь арнона с гелием.
Что такое катушечный пистолет (Spool Gun)? Как он облегчает сварку алюминия полуавтоматом?
Катушечный пистолет — это автономный пистолет, который подключается к полуавтомату и используется для подачи алюминиевой проволоки с катушки, установленной в этом пистолете. Основным преимуществом использования катушечных пистолетов является то, что алюминиевая проволока подаётся только на короткое расстояние по сравнению с обычной горелкой, направляющий канал для проволоки которой имеет длину от 2.5 до 3 метров. Проталкивание алюминиевой проволоки через такое большое расстояние очень затруднено. В катушечном пистолете расстояние между катушкой проволоки и контактным наконечником уменьшено (обычно менее 30 см), что обеспечивает стабильную и надёжную подачу алюминиевой проволоки.
Основным преимуществом использования катушечных пистолетов является то, что алюминиевая проволока подаётся только на короткое расстояние по сравнению с обычной горелкой, направляющий канал для проволоки которой имеет длину от 2.5 до 3 метров. Проталкивание алюминиевой проволоки через такое большое расстояние очень затруднено. В катушечном пистолете расстояние между катушкой проволоки и контактным наконечником уменьшено (обычно менее 30 см), что обеспечивает стабильную и надёжную подачу алюминиевой проволоки.
Катушечные пистолеты рекомендуются для проволоки с меньшим диаметром. Это очень удобно и экономично для людей, которые часто переключаются между сваркой алюминия и стали.
Кроме преимущества лёгкой беспроблемной подачи проволоки, катушечные пистолеты имеют недостатки. Они достаточно дорогие и не все сварочные полуавтоматы могут их поддерживать. Также они тяжёлые и громоздкие, поэтому не идеально подходят для более быстрой скорости движения, необходимой для сварки алюминия, или для использования в узких местах. Катушечный пистолет можно приобрести, если Вам часто требуется сваривать алюминий. Для редкой сварки алюминия не стоит тратить лишние деньги на данное устройство.
Также они тяжёлые и громоздкие, поэтому не идеально подходят для более быстрой скорости движения, необходимой для сварки алюминия, или для использования в узких местах. Катушечный пистолет можно приобрести, если Вам часто требуется сваривать алюминий. Для редкой сварки алюминия не стоит тратить лишние деньги на данное устройство.
Что такое толкательно-тянущая горелка (Push-pull gun)?
Толкательно-тянущий пистолет/горелка (push-pull gun) является альтернативой катушечному пистолету (spool gun). Он был изобретён недавно, чтобы предотвратить неравномерную подачу алюминиевой проволоки. Это особенно актуально для более тонкой алюминиевой проволоки (0,8 мм или 1 мм в диаметре).
При использовании горелки push-pull мотор в пистолете протягивает проволоку через направляющий канал для проволоки, в то время как мотор в сварочном аппарате становится вспомогательным. Поддерживая равномерное натяжение проволоки, система “толкатель-тягач” помогает устранить запутывание проволоки. Она более эргономична, чем катушечный пистолет (spool gun), так как вес катушки не находится в руках сварщика. Кроме того, катушку нужно менять реже, чем на катушечном пистолете, из-за возможности использования катушки большего размера.
Поддерживая равномерное натяжение проволоки, система “толкатель-тягач” помогает устранить запутывание проволоки. Она более эргономична, чем катушечный пистолет (spool gun), так как вес катушки не находится в руках сварщика. Кроме того, катушку нужно менять реже, чем на катушечном пистолете, из-за возможности использования катушки большего размера.
Переоборудование полуавтомата для сварки алюминия
При адаптации полуавтомата для сварки алюминия Вам понадобится:
- Неметаллический направляющий канал для проволоки (пластиковый или тефлоновый).
- Приводные ролики, предназначенные для подачи алюминиевой проволоки.
- Контактный наконечник увеличенного размера.
- Прямое сопло большего диаметра для подачи защитного газа с большим охватом.
- Катушка алюминиевой проволоки, подходящая для сплава алюминия, который Вы собираетесь сваривать.

- Чистый аргон.
Рассмотрим подробнее:
- В продаже можно найти специальные комплекты для переоборудования обычного полуавтомата для облегчённой подачи алюминиевой проволоки (её сложнее подавать, так как она очень мягкая). Обычно они содержат приводные ролики, специально разработанные для подачи алюминия с U‑образным контуром, без острых кромок, гладкие, которые обеспечивают правильное давление, большее сцепление с проволокой и меньшее ее искажение. Также в набор входит нейлоновый или тефлоновый направляющий канал для проволоки для уменьшения её сопротивления, а также контактные наконечники для алюминия. Хотя данные комплекты не являются строго необходимыми, они помогают улучшить подачу мягкой алюминиевой проволоки, в том числе имеющую малый диаметр. Также компоненты для улучшения подачи алюминиевой проволоки можно купить отдельно. К примеру, можно приобрести нейлоновый направляющий канал для проволоки, который снизит трение проволоки в сравнении со стандартным металлическим.
- Вполне реально использовать стандартный стальной направляющий канал для проволоки на небольших сварочных работах, особенно если использовать более короткий кабель горелки и держать его в прямом состоянии. Но длительное использование стального направляющий канал для проволоки приведёт к скоплению «сбритого» алюминия, что в свою очередь ухудшит подачу проволоки. Если Вы будете использовать не новый полуавтомат для сварки алюминия, то Вам следует почистить направляющий канал, чтобы удалить всю металлическую пыль. Любая пыль добавит трения и загрязнит ваш сварной шов. Как минимум, выдуйте её воздухом со стороны сварочного аппарата в направлении горелки. Ещё лучший вариант – снять направляющий канал для проволоки и почистить его ацетоном.
- Использование контактного наконечника немного большего размера необходимо, так как алюминиевая проволока расширяется при сварке, а увеличенный размер не даёт застревать проволоке, при этом сохраняя с ней контакт. Большинство производителей предлагают контактные наконечники, предназначенные для работы с алюминием. Обычно они имеют маркировку “А” или “AL”. Вы также можете купить обычные контактные наконечники на один размер больше, чем ваша проволока. К примеру, можно использовать наконечник 1,0 мм для проволоки толщиной 0,8 мм.
- Укоротите подающий рукав горелки или купите горелку с самым коротким подающим рукавом. Это сократит длину для подачи алюминиевой проволоки, тем самым уменьшив её сопротивление.
- Сопла для защитного газа для сварки алюминия обычно не имеют конической формы. Прямые сопла используются для охвата большей площади сварки, а также для подачи большего потока газа.

Защитный газ для сварки алюминия полуавтоматом
Для сварки алюминия нужен защитный газ. Из-за реакционной природы горячего алюминия, сварочный шов легко испортить загрязняющими веществами в воздухе.
Чисто технически можно сварить алюминий без защитного газа, но шов не будет прочным. Единственный способ соединения алюминия, который не использует газ — это пайка. Однако пайка не рекомендуется для соединения структурных элементов или более крупного ремонта.
Проволока с флюсом (для безгазовой сварки), как правило, для алюминия не используется. Она не способна обеспечить прочный шов, а также, если бы такая проволока существовала для алюминия, то она бы была ещё мягче (из-за флюсового сердечника), что ещё больше бы усложнило подачу мягкой проволоки.
Итак, защитный газ очень важен. Чаще всего для защиты используется аргон (в 99% случаев).
Для более толстого алюминия (1. 3 см и более) к аргону добавляется от 25% до 75% гелия. Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При заданной длине дуги добавление гелия в чистый аргон увеличит напряжение дуги на 2 или 3 вольта. Это также расширяет форму поперечного сечения готового сварного шва, придавая ему более округлый вид. Более высокая температура и более широкая форма проникновения смеси гелия с аргоном, как правило, помогают свести к минимуму улавливание газа и снизить уровень пористости в готовом сварочном шве.
3 см и более) к аргону добавляется от 25% до 75% гелия. Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При заданной длине дуги добавление гелия в чистый аргон увеличит напряжение дуги на 2 или 3 вольта. Это также расширяет форму поперечного сечения готового сварного шва, придавая ему более округлый вид. Более высокая температура и более широкая форма проникновения смеси гелия с аргоном, как правило, помогают свести к минимуму улавливание газа и снизить уровень пористости в готовом сварочном шве.
Скорость потока защитного газа для алюминия составляет от 14 до 47 л/мин. Более высокие скорости потока используются для газовых сопел более широкого диаметра и при использовании смесей, состоящих из двух частей гелия. Обратите внимание, что вам может понадобиться прибавить выход газа, если вы обнаружите, что на вашем сварном шве образуется большое количество сажи, или если место сварки (окружение) влияет на газовое покрытие сварного шва. Слишком большое количество защитного газа охладит сварочную лужу и сделает невероятно трудным поддержание устойчивой дуги.
Слишком большое количество защитного газа охладит сварочную лужу и сделает невероятно трудным поддержание устойчивой дуги.
Алюминиевая сварочная проволока для полуавтомата
В продаже есть несколько сортов алюминиевой электродной проволоки для полуавтомата. Выбранный тип проволоки должен быть совместим со свариваемым сплавом алюминия.
ER4043 и ER5356 — две наиболее распространённые алюминиевые проволоки для полуавтомата. Они могут быть использованы с наиболее распространёнными алюминиевыми сплавами.
Проволока 4043 является фаворитом среди сварщиков, поскольку ее алюминиево-кремниевый сплав повышает лёгкость сварки и даёт лучший контроль над сварочной лужей. Она более щадящая с точки зрения требований к характеристикам аппарата. Данный сорт обеспечивает чистый и красивый шов, менее склонный к растрескиванию. Проволока ER4043 также подходит для сварки алюминиевого литья. Однако при анодировании она темнеет, и не предназначена для материалов с высоким содержанием магния.
Однако при анодировании она темнеет, и не предназначена для материалов с высоким содержанием магния.
Сорт 5356 является ещё одной электродной проволокой общего назначения. В неё добавлен магний. Она немного менее удобна для сварки, но, как правило, обладает большей прочностью на растяжение по сравнению с 4043. Более высокая прочность означает, что она подаётся легче, чем 4043, а также имеет более высокую скорость расплавления, поэтому для проволоки такого же диаметра требуется более высокая скорость подачи проволоки. Сорт 5356 имеет более высокое сопротивление и при использовании маломощных полуавтоматов часто не хватает характеристик аппарата для достижения хорошего сварного шва с 5356. Данный сорт лучше подходит для анодирования. Не используйте данную проволоку на литье или материалах с температурой эксплуатации выше, чем 65 градусов по Цельсию.
Рекомендуемые диаметры электродной проволоки зависят от:
- толщины свариваемого металла.

- количества сварочного тока полуавтомата.
- режима переноса электродного металла в сварочную ванну.
Проволока большего диаметра лучше подаётся к месту сварки.
Что касается сварки алюминия в кузовном ремонте, то нужно уточнять рекомендации автопроизводителя по выбору электродной проволоки. Проволока 4043 не совместима с некоторыми серийными сплавами, используемыми в автомобилях. К примеру, Jaguar, Land Rover и Ford рекомендуют использовать электродную проволоку 5554 для структурных элементов своих автомобилей.
Важно правильно обращаться с катушкой проволоки. Проволока намотана равномерно, чтобы обеспечить её последовательную подачу. Будьте осторожны, чтобы не нарушить способ намотки проволоки на катушку.
Настройка полуавтомата для сварки алюминия
- Установите правильное натяжение подающих роликов. Оно должно быть достаточным, не слишком слабым и не слишком сильным.
 Настраивайте натяжение, начиная с точки, когда ролики соскальзывают и не подают проволоку. Затем медленно увеличивайте усилие до тех пор, пока проволока будет подаваться нормально. В итоге привод должен плавно и устойчиво перемещать проволоку, не соскальзывая. Слишком сильное натяжение раздавит проволоку при её подаче.
Настраивайте натяжение, начиная с точки, когда ролики соскальзывают и не подают проволоку. Затем медленно увеличивайте усилие до тех пор, пока проволока будет подаваться нормально. В итоге привод должен плавно и устойчиво перемещать проволоку, не соскальзывая. Слишком сильное натяжение раздавит проволоку при её подаче. - Контактный наконечник не должен выходить за газовую насадку. Он должен быть установлен заподлицо с концом газового сопла или утоплен примерно от 1.5 мм до 6.5 мм максимум. Утопленный наконечник помогает поддерживать газовую защиту при длинном вылете проволоки, рекомендуется при сварке алюминия.
- Алюминий нуждается в высоком нагреве и высокой скорости проволоки. В отличие от стали, высокая теплопроводность алюминия диктует использование более высоких значений тока и напряжения, а также более высокой скорости сварки.
- Настройки силы тока и напряжения, используемые для сварки алюминия полуавтоматом варьируются в зависимости от: диаметра электродной проволоки и её сплава, толщины свариваемого алюминия, типа соединения.
 Некоторые сварочные аппараты имеют таблицы, на которых можно найти исходную точку настройки. В целом, для ориентира, начните с установки мощности для сварки алюминия примерно на 50% выше, чем при той же толщине стали. Эта настройка при сварке в режиме струйного переноса электродного металла в сварочную ванну. При сварке в режиме переноса электродного металла коротким замыканием (как при сварке стали) мощность может быть подобной как при сварке стали (или выше), но с увеличением скорости подачи проволоки.
Некоторые сварочные аппараты имеют таблицы, на которых можно найти исходную точку настройки. В целом, для ориентира, начните с установки мощности для сварки алюминия примерно на 50% выше, чем при той же толщине стали. Эта настройка при сварке в режиме струйного переноса электродного металла в сварочную ванну. При сварке в режиме переноса электродного металла коротким замыканием (как при сварке стали) мощность может быть подобной как при сварке стали (или выше), но с увеличением скорости подачи проволоки. - Скорость подачи проволоки нужно настраивать в соответствии с настройками напряжения и силы тока. Слишком низкая скорость подачи проволоки приведёт к тому, что проволока сгорит на наконечнике, слишком высокая, и она упрётся в свариваемый металл, что потенциально может привести к запутыванию проволоки внутри аппарата. Скорость подачи проволоки для сварки алюминия примерно в два раза превышает эту скорость при сварке стали с эквивалентным диаметром проволоки.

- Скорость потока защитного газа для алюминия составляет от 14 до 47 л/мин. Скорость потока должна быть такой, чтобы обеспечивать чистый шов без большого количества сажи. Слишком большой поток защитного газа будет охлаждать сварочную лужу и затруднит поддержание устойчивой дуги.
Полярность для сварки алюминия полуавтоматом
Для сварки алюминия полуавтоматом необходимо установить полярность на DCEP (Direct Current Electrode Positive — Положительный электрод постоянного тока). При такой настройке полярности (известной как обратная полярность) электроны проходят от аппарата через кабель заземления и обратно через горелку.
Вся сварка полуавтоматом в среде защитного газа (MIG), в том числе на алюминиевых материалах, требует положительной полярности электродной проволоки, в то время как при сварке без газа флюсовой проволокой обычно используется отрицательная полярность электродов.
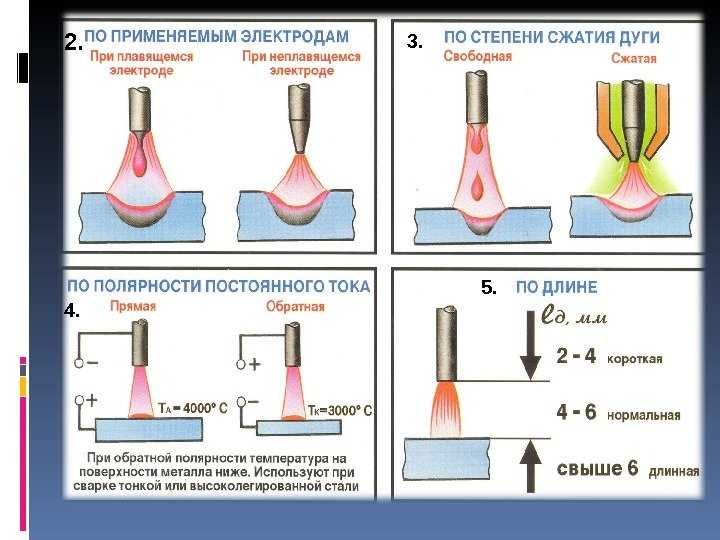
При обратной полярности 80% тепла дуги приходится на электродную проволоку. Обратная полярность используется для сварки алюминия, так как обеспечивает:
- самую высокую концентрацию тепла, которая необходима для алюминия
- узкую зону теплового фокуса.
Очистка алюминия перед сваркой
Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Во избежание образования в сварном шве нерасплавленных частиц оксида алюминия перед сваркой следует использовать очистку. Оксидный слой необходимо удалить с алюминия непосредственно перед сваркой.
Вот несколько шагов, которые необходимо выполнить:
- Используйте растворитель, например, ацетон или мягкий щелочной раствор, например, сильное мыло, чтобы удалить масло, жир и водяные пары с поверхности алюминия. Но затем вам нужно будет смыть его с вашего алюминия и тщательно высушить.
 Ацетон является предпочтительным средством для удаления масел из алюминия, так как он не оставляет следов.
Ацетон является предпочтительным средством для удаления масел из алюминия, так как он не оставляет следов. - Используйте проволочную щетку из нержавеющей стали для удаления окислов поверхности. Она хорошо подходит для алюминия. Это объясняется тем, что щётка достаточно абразивная, чтобы процарапать покрытие из оксида алюминия, удаляя его. При этом она сохраняет свой состав и не оставляет крошечных частичек нержавеющей стали на мягком алюминии. Чистить щёткой нужно в одном направлении, чтобы не втирать оксид в алюминий. Никогда не используйте проволочную щётку из углеродистой стали или латуни, потому что она не будет так эффективно убирать оксидный слой. Кроме того, данные щётки будут оставлять частички стали или латуни в алюминии, что приведёт к плохому сварочному шву. Эти вкрапления от щётки будут ржаветь со временем.
- Для обработки и резки алюминия могут также использоваться шлифовальные и отрезные диски.
 Важно использовать диски, специально предназначенные для алюминия. Другие диски могут нагревать поверхность алюминия, полируя окись алюминия, но, не удаляя её, отрезной круг по стали не будет нормально резать. В качестве альтернативы для резки алюминия можно использовать полотно по металлу на лобзике.
Важно использовать диски, специально предназначенные для алюминия. Другие диски могут нагревать поверхность алюминия, полируя окись алюминия, но, не удаляя её, отрезной круг по стали не будет нормально резать. В качестве альтернативы для резки алюминия можно использовать полотно по металлу на лобзике. - Кромки алюминия должны быть очищены напильником, иначе оксидный слой на кромке предотвратит сплавление двух листов и оставит трещину в сварном шве. Если требуется более масштабная обработка, используйте рашпиль (с острыми зубами, расположенными на расстоянии около 1 мм друг от друга), так как обычный металлический напильник быстро засоряется.
- Имейте в виду, что алюминий обладает высокой реакционной способностью с воздухом. И если оставить его на несколько часов даже в лучших условиях мастерской, то образуется слой окиси алюминия.
Сварка алюминия полуавтоматом
- Кабель сварочной горелки лучше держать прямым, а также желательно, чтобы он не провисал, а поддерживался посередине.
 Алюминиевая проволока мягкая, поэтому она должна проходить свободно, без дополнительного сопротивления.
Алюминиевая проволока мягкая, поэтому она должна проходить свободно, без дополнительного сопротивления. - Чтобы начать сварку в режиме струйного переноса проволоки к месту сварки (о режимах сварки алюминия было написано выше), настройте напряжение и скорость подачи проволоки так, чтобы звук дуги был похож на распыление аэрозольного спрея или гудение. Это изменение звука указывает на то, что вы создали “дугу-спрей” (spray arc), которая работает лучше при сварке алюминия, чем режим переноса коротким замыканием. Сварка струйным переносом означает, что кончик проволоки никогда не попадает в сварочную лужу. Необходимо сохранять правильное его расстояние (примерно 3 мм) от сварочной лужицы. При сварке алюминия в режиме струйного переноса не должно быть треска, как при сварке низкоуглеродистой стали. Если Вы всё же слышите избыточный треск, то вероятно, что подача проволоки установлена слишком быстро или слишком медленно, или Вы свариваете близко к основному металлу, и струйный перенос не происходит.

- Сварка в режиме переноса коротким замыканием (когда кончик проволоки касается основного металла) также возможна, но, как упоминалось выше, это не предпочтительный режим сварки для алюминия. Однако он может подойти для маломощных аппаратов и для сварки более тонкого алюминия. Прочность шва и его внешний вид будут хуже, чем сварка в режиме струйного переноса. При сварке в таком режиме можно попробовать установку мощности такой же, как при сварке стали и примерно в два раза увеличить скорость подачи проволоки, в сравнении со скоростью стальной проволоки. Горелку следует перемещать очень быстро.
- Правильное расстояние от контактного наконечника до детали обеспечивает достаточное проникновение шва и сокращает вероятность подгорания наконечника горелки. Расстояние должно быть около 10 — 16 мм. Если расстояние слишком большое, то газовая защита будет недостаточной.
 Контактный наконечник должен быть примерно на 3 мм внутри насадки. Необходимо использовать более длинный вылет проволоки во избежание прожига наконечника (около 2 см), что длиннее, чем при сварке стали.
Контактный наконечник должен быть примерно на 3 мм внутри насадки. Необходимо использовать более длинный вылет проволоки во избежание прожига наконечника (около 2 см), что длиннее, чем при сварке стали. - Из-за высокой скорости подачи проволоки при сварке алюминия, есть вероятность её запутывания внутри сварочного аппарата до момента установления дуги. Чтобы минимизировать эту проблему, начните с угла наклона сопла на 45⁰, когда дуга стабилизируется, измените угол на 5–15 градусов.
- Сварка алюминия лучше всего работает при толкающем движении горелки (push welding), то есть горелка расположена под углом «от себя» так как защитный газ лучше покрывает сварочную лужу.
 При попытке тянуть горелку, то есть держать её “к себе”, Вы получите более грязный шов. Это связано с тем, что во время сварки лужа расплавленного металла не покрывается газом достаточно хорошо. Вообще для сварки полуавтоматом алюминия необходимо уметь использовать как метод толкания горелки (держать “от себя”), так и метод “к себе” (тянуть горелку). Если конструкция соединения не позволяет использование технику толкания, Вы можете держать горелку “к себе” (тянуть). В этом случае потребуется увеличить поток защитного газа для нормальной защиты сварочного шва.
При попытке тянуть горелку, то есть держать её “к себе”, Вы получите более грязный шов. Это связано с тем, что во время сварки лужа расплавленного металла не покрывается газом достаточно хорошо. Вообще для сварки полуавтоматом алюминия необходимо уметь использовать как метод толкания горелки (держать “от себя”), так и метод “к себе” (тянуть горелку). Если конструкция соединения не позволяет использование технику толкания, Вы можете держать горелку “к себе” (тянуть). В этом случае потребуется увеличить поток защитного газа для нормальной защиты сварочного шва. - Как уже упоминалось выше, угол горелки при технике «от себя» должен быть примерно 5 — 15° от вертикали.
 Как можно наблюдать, справа шов чистый.
Как можно наблюдать, справа шов чистый.- Получение баланса мощности и скорости подачи проволоки достигается процессом проб и ошибок. Вы начинаете медленнее, когда основной металл холодный, и двигаетесь быстрее, когда основной металл нагревается. Вы должны двигаться примерно в два раза быстрее по сравнению со сваркой низкоуглеродистой стали, чтобы предотвратить прогорание. Скорость передвижения влияет на проникновение и габаритные размеры шва.
- Чтобы предотвратить прогорание основного металла, избегайте движения зигзагом или волнами, которые применяются при сварке стали. Быстро двигайтесь по прямой с короткой паузой для контроля температуры после 5–6 мм сварки.
- В отличие от стали, алюминий не меняет свой внешний вид при нагревании. Он остаётся серебристым, нет раскалённого красного свечения. Из-за этого сложно контролировать температуру нагрева металла.
 Нет простого, очевидного способа контроля нагрева алюминия при сварке. Для этого нужна практика и опыт.
Нет простого, очевидного способа контроля нагрева алюминия при сварке. Для этого нужна практика и опыт. - Важно правильно закончить сварочный шов. При резком прекращении сварки алюминия образуется кратер в конце шва, который выглядит как затопленная или заниженная область. Он является слабым местом, в котором может образовываться трещина при охлаждении. Некоторые сварочные аппараты имеют настройку, позволяющую заполнить кратер, после отпускания курка горелки. Если сварочный аппарат не имеет такой специальной настройки, то необходимо компенсировать это правильной техникой завершения шва. Сразу после остановки сделайте секундную паузу, чтобы дать сварочному шву остыть, а затем снова создайте дугу, чтобы заполнить кратер. Другой вариант – ускорить движение горелки в конце шва, затем вернуться примерно на 2 см для заполнения кратера.
- Готовый шов должен быть блестящим и не содержать оксидов и сажи.

Советы по сварке алюминия полуавтоматом:
- Сварка полуавтоматом алюминиевого листа толщиной менее 3 мм может быть проблематичной. Есть высокая вероятность прожига алюминия. Если задняя сторона свариваемого металла доступна, можно использовать подкладку. Это может быть алюминий подходящей толщины и размера, которым Вы утолщите свариваемую панель и тем самым снизите нагрев.
- Можно также не утолщать тонкий алюминий, а использовать теплоотвод из другого металла, который будет поглощать дополнительное тепло и позволит вам сваривать медленнее и аккуратнее. Подложите латунный или медный теплоотвод, поместив его как можно ближе к месту сварки. Латунь имеет гораздо более высокую температуру плавления, чем алюминий, а также достаточно инертна, что делает ее идеальным материалом для использования в качестве теплоотвода.
- Если Вы свариваете в холодную погоду, подогрейте немного алюминий, чтобы он не был холодным на ощупь.
 Это можно сделать феном в течение нескольких минут. Предварительный нагрев алюминиевой заготовки облегчит сварку и поможет избежать растрескивания сварного шва. Нагрев также нужен для толстого алюминия перед приваркой его к тонкому листу, а также при сварке маломощным аппаратом толстого листа алюминия (от 6 мм до 12 мм ), особенно, если вы используете проволоку малого диаметра. Используйте датчик температуры, чтобы не превысить 110 градусов по Цельсию. Если оборудование позволяет осуществлять сварку алюминия имеющейся толщины, то нагрев металла излишен. В любом случае, нагрев не должен быть чрезмерным, иначе алюминий изменит свои свойства.
Это можно сделать феном в течение нескольких минут. Предварительный нагрев алюминиевой заготовки облегчит сварку и поможет избежать растрескивания сварного шва. Нагрев также нужен для толстого алюминия перед приваркой его к тонкому листу, а также при сварке маломощным аппаратом толстого листа алюминия (от 6 мм до 12 мм ), особенно, если вы используете проволоку малого диаметра. Используйте датчик температуры, чтобы не превысить 110 градусов по Цельсию. Если оборудование позволяет осуществлять сварку алюминия имеющейся толщины, то нагрев металла излишен. В любом случае, нагрев не должен быть чрезмерным, иначе алюминий изменит свои свойства. - Как правило, начало сварки алюминия является «холодным» и приводит к отсутствию проплавления в начале сварного шва. Функция “горячий старт” на специальных полуавтоматах для алюминия увеличивает силу тока в начале сварки, чтобы быстрее нагреть алюминий.
 У большинства обычных сварочных аппаратов такой функции нет и необходимо компенсировать холодный старт. Одним из методов компенсации холодного старта является запуск сварного шва вне места соединения и переход в стык после того, как дуга установлена. Другим способом компенсации холодного пуска является использование подкладки под свариваемое соединение. Просто отрежьте сегмент 5 на 10 см из алюминия той же толщины, что и свариваемый металл и положите его в начальную позицию. Начните сварку с дальнего конца закладки и продолжайте вдоль неё по шву. «Горячий старт» уменьшает деформацию и увеличивает проплавку, удаляя разницу в теплопроводности между основным материалом и подкладкой в конце шва.
У большинства обычных сварочных аппаратов такой функции нет и необходимо компенсировать холодный старт. Одним из методов компенсации холодного старта является запуск сварного шва вне места соединения и переход в стык после того, как дуга установлена. Другим способом компенсации холодного пуска является использование подкладки под свариваемое соединение. Просто отрежьте сегмент 5 на 10 см из алюминия той же толщины, что и свариваемый металл и положите его в начальную позицию. Начните сварку с дальнего конца закладки и продолжайте вдоль неё по шву. «Горячий старт» уменьшает деформацию и увеличивает проплавку, удаляя разницу в теплопроводности между основным материалом и подкладкой в конце шва. - В конце алюминиевой проволоки постоянно формируется шарик после сваривания. Всегда обрезайте его между сварками. Это сэкономит много кончиков.
- держите новую пачку наконечников в ящике для инструментов, потому что Миг сварки алюминия, даже в хороший день, идет через несколько наконечников.

- На вертикальной поверхности при сварке нужно двигаться вверх. Это связано с тем, что при сварке вниз по вертикальной поверхности происходит потеря контроля над расплавленной сварочной лужей и ухудшается защита газом.
Безопасность
Безопасность является важным фактором при сварке алюминия или любого другого материала. Всегда используйте соответствующие средства защиты, такие как сварочный шлем с соответствующим номером оттенка линзы для защиты глаз (используйте более тёмные оттенки из-за более яркой дуги), перчатки для защиты от металлических искр и брызг, надлежащую обувь для защиты ног, используйте надлежащую вентиляцию, чтобы держать сварочный дым подальше от зоны дыхания.
Дефекты сварки, причины и способы их устранения
Рассмотрим различные виды дефектов сварного шва и методы их устранения или сведения к минимуму.
- Неполное проникновение часто вызвано недостаточным сварочным током при слишком высокой скорости хода сварки.

- чрезмерная пористость на поверхности шва вызвана пузырьками водородного газа, которые задерживаются в сварных швах при охлаждении. источником этого водорода являются масла, смазки или водяные пары, которые диссоциируются сварочной дугой. Чтобы контролировать пористость сварного шва, источники этих загрязнений должны быть устранены.
- Прогорание (расплавление), вызванное перегревом основного материала. Чтобы избежать прогорания увеличьте скорость движения и сделайте более короткие сварные швы. Сваривайте попеременно в разных местах детали, чтобы распределять нагрев. Используйте более толстый материал, либо измените конструкцию шва, сократите зазоры.
При сварке алюминия нет гарантированного способа избежать возникновения трещин. Разберёмся, какие можно применять меры, чтобы минимизировать вероятность растрескивания шва.
- Во-первых, выберите подходящую сварочную проволоку.
 Алюминий усаживается примерно в два раза больше, чем сталь при охлаждении, поэтому он имеет большую склонность отрываться от основного металла, образуя трещину. Как правило, электродная проволока 4043 менее склонна к образованию трещин из-за её низкой твёрдости.
Алюминий усаживается примерно в два раза больше, чем сталь при охлаждении, поэтому он имеет большую склонность отрываться от основного металла, образуя трещину. Как правило, электродная проволока 4043 менее склонна к образованию трещин из-за её низкой твёрдости. - Второй рекомендацией по предотвращению появления трещин будет тщательная чистка алюминия перед сваркой, что напрямую влияет на прочность сварочного шва.
- Если завариваете уже имеющуюся трещину, то нужно просверлить её концы. Отверстий с диаметром 2–3 мм будет достаточно. Это поможет предотвратить повторное растрескивание сварочного шва.
- Следующей рекомендацией по предотвращению возникновения трещины при сварке алюминия является правильная фиксация соединения двух свариваемых деталей. Зажим деталей должен быть не слишком свободным, но и не чрезмерным. Жесткий зажим предотвращает усадку, которая, в свою очередь, приводит к появлению трещин.
 Достаточная фиксация просто надёжно удерживает детали вместе.
Достаточная фиксация просто надёжно удерживает детали вместе. - Для предотвращения возникновения трещины можно посоветовать сваривать точками или стежками с периодической короткой паузой для остывания. Это обеспечивает балансировку напряжений по мере того, как вы продвигаетесь.
- Не следует резко останавливать сварку в конце шва, иначе образуется кратер, в котором возникает трещина при остывании металла. Как было упоминалось выше, в разделе «сварка алюминия полуавтоматом», нужно ускорить движение горелки в конце шва, потом вернуться примерно на 2 см, чтобы заполнить кратер. Также можно использовать подкладку в конце сварного шва (а также в начале, для компенсации «холодного пуска»). Подкладка может располагаться только в конце и начале соединения с выходом за его пределы или располагаться полностью под всем швом в виде ленты. То есть, шов будет остановлен дальше концов свариваемых деталей, не создавая кратера.

Печатать статью
Полуавтоматическая сварка алюминия — Полуавтоматическая сварка — MIG/MAG
#1 Александр Николаевич
Отправлено 19 February 2011 09:42
Вопросы Специалистам:
1. По какой причине возникает нарушение электрического контакта между медным наконечником и подаваемой проволокой? Это ведет к местному повреждению проволоки и ее застреванию и залому. Как следует подбирать наконечник и его чистить?
2. По какой причине после нескольких секунд работы может затрудняться стабильное движение проволоки.
3. Какие особенности конструкции имеет полуавтомат, специально предназначенный для сварки алюминия.
4. Где желательно располагать ролики протяжки проволоки на горелки или в начале рукава?
5. Какой бы полуавтоматический аппарата для сварки алюминия вы бы посоветовали приобрести?
Рабочий материал: Проволока 1. 0 мм, изделие алюминия 3мм
0 мм, изделие алюминия 3мм
Заранее всеми благодарен за помощь.
- Наверх
- Вставить ник
#2 tig
Отправлено 19 February 2011 10:30
5 В принципе без разницы. Необходимо лиш сменить полярность(+ на массу) и иметь запас по току. Для Ваших задач зватит и 150А, но запас не помешает.
4 На горелке предпочтительней, но она станет тяжелой и не удобной при самостоятельном изготовлении.
3 4-х роликовый механизм подачи, минимальное усилие сжатия, канавки U образные без насечки.
1, 2 вопросы взаимосвязаны-желательно применять наконечники для алюминия(визуально ничем не отличаются от простых, но в конце маркировки стоит буква А. Канал для св. проволоки тефлоновый (для более легкого скольжения проволоки), насечка роликов делает проволоку шероховатой что затрудняет движение. Продувать сжатым воздухом канал-любой мусор, пыль, стружка затрудняют движение проволоки. Наконечники не чистят. Любой задир в канале это уже плохой контакт, искрение и залипание проволоки.
Продувать сжатым воздухом канал-любой мусор, пыль, стружка затрудняют движение проволоки. Наконечники не чистят. Любой задир в канале это уже плохой контакт, искрение и залипание проволоки.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#3 Mykola
Отправлено 19 February 2011 12:46
Александр Николаевич
Полуавтоматическая сварка алюминиевых сплавов рекомендуется на толщинах более 3мм с использованием формирующей подкладки с канавкой. Сварка ведется на ОБРАТНОЙ полярности!
Детали и присадочную проволоку следует ограждать от всяческого контакта с черным металлом, поэтому все вспомогательные механизмы придется выполнить из алюминия или цветных сплавов. Конечно, предпочтительнее механизмы тянущего типа, но современные 4-х роликовые механизмы вполне справляются с задачей при шлангах небольшой длины. Полуавтомат лучше выбрать синергетического типа, где уже в программе прописаны режимы сварки алюминиевых сплавов в импульсном режиме.
Конечно, предпочтительнее механизмы тянущего типа, но современные 4-х роликовые механизмы вполне справляются с задачей при шлангах небольшой длины. Полуавтомат лучше выбрать синергетического типа, где уже в программе прописаны режимы сварки алюминиевых сплавов в импульсном режиме.
- Наверх
- Вставить ник
#4 Александр Николаевич
Отправлено 19 February 2011 13:31
Огромное спасибо за ответы на поставленные мою вопросы, но один вопрос всё таки требует особого внимания: «Какой аппарат следует приобрести для сварки алюминия, меня интересует именно марка?»
По поводу смены полярности. Арарат у нас Сатурн 301, но изначально использовался для стали, после решили попробовать алюминий, т.е. на самом аппарате имеется разъем для подключения горелки, а другой разъем для массы, и как их переставить местами, чтобы получить обратную полярность я не понимаю.
Фото нашего аппарата.
Прикрепленные изображения
- Наверх
- Вставить ник
#5 Александр Николаевич
Отправлено 19 February 2011 13:39
И ещё вопрос. Как следует подготавливать алюминий перед сваркой?
- Наверх
- Вставить ник
#6 Mykola
Отправлено 19 February 2011 15:07
Александр Николаевич
Перекинуть провода в аппарате, для электрика не составит труда. Если уж «подсели» на поставщика оборудования от EWM, то лучше не заводить в фирме букет от разных производителей. Тот же Saturn 301, но укомплектованный блоком управления M2.40, даст 24 стандартные программы.
Если уж «подсели» на поставщика оборудования от EWM, то лучше не заводить в фирме букет от разных производителей. Тот же Saturn 301, но укомплектованный блоком управления M2.40, даст 24 стандартные программы.
А по поводу подготовки алюминия, то (ИМХО): форум не то место, где повышают квалификацию и изучают тонкости технологии. Нужно читать специальную литературу и выбирать приемлемые для своего предприятия способы.
- Наверх
- Вставить ник
#7 Evgen
Отправлено 19 February 2011 15:12
Это ведет к местному повреждению проволоки и ее застреванию и залому.
«торможение» в «гусаке» происходит не из-за того, что пропадает электрический контакт между наконечником и проволокой(иначе при выключенном источнике проволока бв тоже с трудом продвигалась через наконечник), а по причине кратковременного, возможно многократного корочения, образую эффект залипания. Это если причина действительно в контакте.
Это если причина действительно в контакте.
В принципе без разницы. Необходимо лиш сменить полярность(+ на массу)
это прямая полярность, для алюминия обратная на П/А
Обратная полярность практически во всех П/А по умолчанию.
Да и далеко не все П/А успешно варят алюминий. «Насрать» то конечно можно, но лучше. если источник «заточен» под алюминий.
И ещё вопрос. Как следует подготавливать алюминий перед сваркой?
В большинстве случаев обычной механической очистки достаточно, а вообще имеет значение и объем сварки и геометрия и состояние входящих материалов и возможности предприятия.
- Наверх
- Вставить ник
#8 Mykola
Отправлено 19 February 2011 15:24
Что касается упомянутого Сатурна, то в каталоге о нем сказано:
ОБЛАСТЬ ПРИМЕНЕНИЯ
Сварка МИГ/МАГ стандартная применяется с короткой, смешанной и
капельной дугой при использовании аргона, газовых смесей и Co
? Материалы: Низко- и высоколегированные стали, а также
алюминиевые сплавы, электроды из сплошной или порошковой
проволоки
? Металлоперерабатывающие предприятия, промышленность,
например, заводские ремонтные мастерские, ремонтные мастерские
для транспортных средств и сельскохозяйственной техники,
изготовление распределительных шкафов и систем вентиляции,
металлоконструкций, машиностроение, монтажные работы,
вспомогательные работы на производстве
Если будете выбирать оборудование от EWM, то с упором на будущее, лучше будут аппараты с технологией PHOENIX.
- Наверх
- Вставить ник
#9 Mykola
Отправлено 19 February 2011 15:56
В большинстве случаев обычной механической очистки достаточно
К этому следует заметить, что применение абразивных инструментов недопустимо.
- Наверх
- Вставить ник
#10 Александр Николаевич
Отправлено 19 February 2011 16:22
Спасибо всем, но вы так и не ответили, есть ли специализированные полуавтоматические аппараты для сварки алюминия, я уверен что есть, мне просто нужно помочь какой лучше приобрести.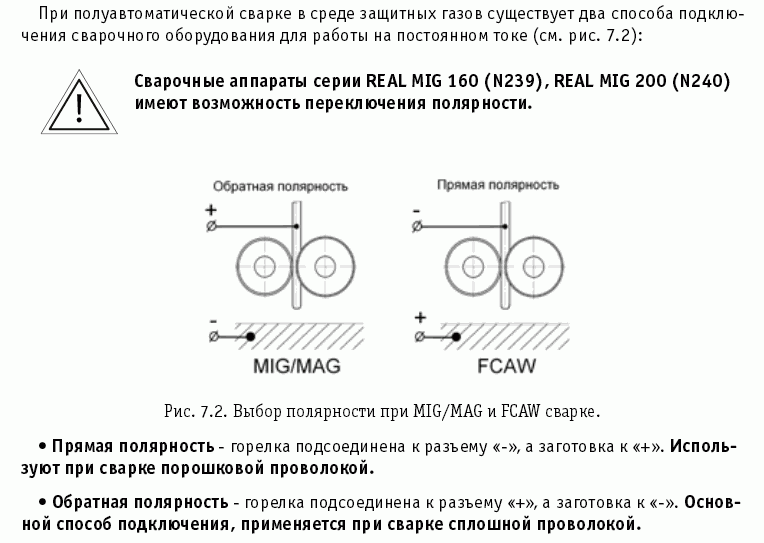
- Наверх
- Вставить ник
#11 Mykola
Отправлено 19 February 2011 17:21
Александр Николаевич
Если не ответили, значит слишком специфические Ваши запросы. До которых не додумались производители, чтобы выделять сварку алюминия в отдельную отрасль…
- Наверх
- Вставить ник
#12 blazen79
Отправлено 19 February 2011 17:24
Наверное аппараты заточенные под алюминий.
- Наверх
- Вставить ник
#13 Mykola
Отправлено 19 February 2011 17:51
blazen79
Не нашлось, значит, таких безумных «точильщиков». ..
..
- Наверх
- Вставить ник
#14 Evgen
Отправлено 19 February 2011 17:51
Александр Николаевич, В принципе некоторых производителей в комплексе есть источники с отличительными технологиями именно для сварки алюминия. Есть варианты у кемппи, Fronius TPS 2700 AluEdition, видел несколько источников из про-линейки, но мне например продукция Линкольна больше импонирует, да и варианты у них интересные. У них есть источники например Invertec V350-Pro+ Cobramatic, Power MIG 300, 350 МР на технологиях Wave Form Control, Puls-on-Puls(под алюминий), хорошее сочетание для алюминия с ихним же подающим типа Push-Pull. Можете позвонить в местное представительство Линкольна, поинтересоваться(наверное в первую очередь стоимостью ) качеством, у них наверняка есть образцы
- Наверх
- Вставить ник
#15 tig
Отправлено 19 February 2011 19:22
Необходимо лиш сменить полярность(+ на массу)
Прошу прощения за ошибку. — на массу
— на массу
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#16 Evgen
Отправлено 02 March 2011 14:27
Александр Николаевич, Ну что, выбрали что-то, или ценники не очень радуют?
- Наверх
- Вставить ник
#17 fav
Отправлено 04 May 2011 11:25
много что тут уже сказали, от себя добавлю.. может кому будет полезно. При МП сварке алюминиевой проволокой во избежании обрывов и наматывания бороды на ролики подающего механизма старайтесь держать рукав горелки с минимальными перегибами, в том числе саму горелку лучше выбирать где гусак имеет минимальный изгиб
- Наверх
- Вставить ник
#18 Kemppi
Отправлено 14 July 2011 07:33
Александр Николаевич! Отвечаю на ваш
вопрос:
1. По какой причине возникает нарушение электрического контакта между медным наконечником и подаваемой проволокой? Это ведет к местному повреждению проволоки и ее застреванию и залому. Как следует подбирать наконечник и его чистить?
По какой причине возникает нарушение электрического контакта между медным наконечником и подаваемой проволокой? Это ведет к местному повреждению проволоки и ее застреванию и залому. Как следует подбирать наконечник и его чистить?
ответ:
1. Для сварки алюминия нужно использовать специальный
Специальный наконечник, в котором есть некие добавки и, под алюминий отверстие в наконечнике немного больше чем для стальной проволоки. Так же может понадобиться антипригарный спрей.
- Наверх
- Вставить ник
#19 Gefest
Отправлено 16 July 2011 13:22
кто скажет за аппарат multi 250 k говорят что этот аппарат бесподобен для сварки алюминия полуавтоматом
- Наверх
- Вставить ник
#20 митька51
Отправлено 16 July 2011 22:05
Имхо мое мнение,любой полуавтомат сможет сваривать алюминий.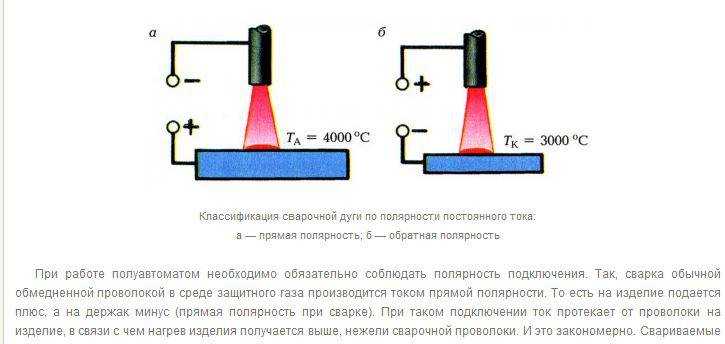 Только нужно правильно подобрать толщину проволоки под свариваемый металл и ток и стерильную чистоту поверхности.
Только нужно правильно подобрать толщину проволоки под свариваемый металл и ток и стерильную чистоту поверхности.
- Наверх
- Вставить ник
Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
0
На сумму: 0 р.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
- Что представляет собой сварка алюминия полуавтоматом
- Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
- Особенности и преимущества сварки алюминия сварочной проволокой
- Требования к оборудованию и расходным материалам
- Выбор сварочного полуавтомата для сварки алюминия
- Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода.
 Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока. - Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность.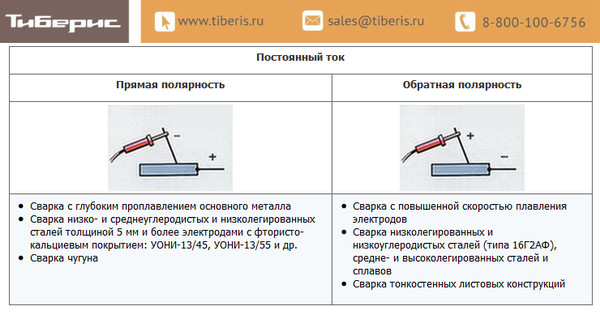 В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.

- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
Зачем менять полярность при сварке: простым языком
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств сварки инвероторным аппаратом можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы. В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Рекомендуем! Как заварить глушитель холодной или электросваркой
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Рекомендуем! Как варить полуавтоматом без газа
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Зачем менять полярность на полуавтомате
Содержание
- Общая информация
- Выбор полярности
- Оборудование
- Вместо заключения
- Принцип действия
- Оборудование для сварки MIG / MAG
- Защитный газ
- Подготовка металла к сварке
- Как держать сварочную горелку
- Движение сварочной горелкой во время сварки
- Скорость сварки
- Скорость потока защитного газа
- Угол сварочной горелки во время сварки
- Сварочное напряжение (длина электрической дуги)
- Сварочная проволока
- Длина выхода сварочной проволоки
- Cварка самозащитной проволокой без газа
- Полярность при сварке без газа
- Звук правильной сварки полуавтоматом
- #1 Nail02
- #2 tig
- #3 Nail02
- #4 svarnoi69
- #5 Nail02
- #6 svarnoi69
- #7 Nail02
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Расскажите в комментариях о своем личном опыте сварки на обратной полярности, если вы опытный мастер. Это будет очень полезно для новичков. Также делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
#1 Nail02
Всем привет ! Наконец то купил себе сварочный полуавтомат, сварог MIG 200Y
озадачен одним моментом, нет режима под порошковую проволку. Как переделвать ? Проволку купил попробовать не могу. Подскажите как это сделать, акуратно. Может ссылки по переделкам есть у кого нибудь ? Знаю что надо менять полярность, но как это сделать, с минимальным изменением конструкции.
#2 tig
Лично, сам прошел через это. лет незнамо сколько назад.
Снимаеш кожух подопытного аппарата, находиш выпрямитель, силовые провода
(они толстые-идут на рукав и массу) меняеш местами.
Все, имееш нетрадицуальную(не путать с сексуальной) полярность. Впрочем это почти одно и тоже.
#3 Nail02
Может быть надо вывести эти концы кабелями с разьемами, и менять не разбирая апарат ?
Интересно как это реализованно в заводском исполнении ?
Видел на одном просто торчит кусок кабеля с разьемом, а как же второй меняется ?
#4 svarnoi69
простейшая *промышленная* реализация
#5 Nail02
Вот спасибо ! Тоесть откручивешь гайки меняешь местами и все ? Надо самому так же соорудить. Текстолитовые пркладки использовать для изоляции от корпуса или есть что нибудь готовое ?
#6 svarnoi69
на моем п/а какой-то пластик.текстолит лучше.
#7 Nail02
Сегодня все подключил и пробовал варить профиль. Был выявлен неприятный сюрприз. Значение тока и вольтажа не показываетя на индикаторах при холостом ходе. Когда варишь, эти значения на дисплеях появляються. Позвонил в магазин сказал, они согласились что так быть не должно, попросили позвонить в понедельник, когда будет работать сервисный центр.
Настроил сварку с помощью регуляторов прямо в процессе сварки. Варит неплохо. Но есть одно замечание, когда старттуешь то первый сантиметр дуга какаято слабая с треском, потом идет уже нрмальный напор и хороший шов. Неужели он так должен не уверенно стартовать ? Честно говоря в начале срёт, а потом варит. Вот такие вот наблюдения.
Понятная инструкция с видео и фото
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля с электродами не получаются надежные соединения. При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматом без газа применяют защитные флюсы или применяют специальную многокомпонентную порошковую проволоку, создающую газовое облако, препятствующее окислению при нагреве.
Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к подводимому теплу.
millerwelds.com
Содержание
- Особенности сварки алюминия аппаратом для сварки TIG или MIG/MAG
- Какой сварочный аппарат подходит для сварки алюминия
- Функциональность
- Мощность
- Технические характеристики
- Настройки TIG или MIG
- Что еще нужно для сварки алюминия?
- Технология сварки алюминиевых деталей
- Полезные советы
Особенности сварки алюминия аппаратом TIG или MIG/MAG
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Алюминиевые сплавы обладают высокой теплопроводностью: детали быстро нагреваются при нагревании и сразу же остывают, как только исчезает источник тепла. В процессе термической обработки в алюминиевых заготовках возникают внутренние напряжения, вызывающие появление трещин в сварном шве.
Решая, как сваривать алюминий полуавтоматом, необходимо предусмотреть предварительный нагрев заготовок газовой горелкой до +300 – +375°F. Специалисты используют прокладки, которые рассеивают тепло, они не дают алюминию сильно нагреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой сварочный аппарат подходит для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Существуют компактные модели, генерирующие ток разных параметров.
Функциональность
При выборе сварочного полуавтомата для сварки алюминия в частной мастерской, автомастерской лучше выбирать аппараты с функцией TIG, которые вырабатывают импульсный ток высокой частоты. Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Простые инверторы с функциями MIG/MAG используются в бытовых целях, их можно подключать к аргону и углекислому газу. С такими инверторами сложно сделать качественное подключение, они рассчитаны на малые токи. Платить за дополнительные функции не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий сваривается на больших токах, поэтому для профессиональных работ лучше выбрать трехфазный сварочный аппарат на 240 В. Бытовые подключаются к стандартной сети 120 В, удобны полуавтоматы с двумя вводами .
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 10 футов, мягкий наполнитель в длинном шланге будет перегибаться, металл легко деформируется. Сила трения сведена к минимуму за счет тефлона, обычный канал заменен на тефлон. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройки TIG или MIG
Для полуавтоматической сварки алюминия не существует универсальной настройки. Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Что еще нужно для сварки алюминия?
Для сварки TIG используется вольфрамовый неплавящийся электрод. В качестве защитного газа используются баллоны с углекислым газом или инертный защитный газ (аргон или смесь аргона с гелием). При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
Технология сварки алюминиевых деталей
В домашних условиях заготовки сваривают бытовым полуавтоматом на постоянном токе обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Для начала нужно подготовить оборудование. Подбираем наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя болгарку или металлическую щетку.
- Выбор режима работы с учетом толщины заготовки, сплава. Можно воспользоваться таблицами настроек, предусмотренными ГОСТ.
- Подача защитного газа включается за несколько секунд до зажигания дуги, так что образуется облако защитного газа.
- Зажечь дугу, выдерживая расстояние между ванной расплава и соплом не более 0,6 дюйма, минимальный зазор – 0,4 дюйма. что металл хорошо сваривается.
- Дуга движется плавно, образуя равномерный вал облицовки.
- По окончании работы дугу сначала аккуратно отводят в сторону, только после этого отключают ток. Не прекращайте подачу защитного газа в течение 10-20 секунд, пока рабочая зона не остынет. Он защищает расплавленный металл от воздействия кислорода.
Полезные советы
Для качественной сварки металла сваркой TIG или MIG стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которые использовались для очистки других металлов, это лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехимпульсном токе металл быстрее нагревается, в зоне расплава создается высокая температура. Вероятность образования остаточного оксидного слоя в сварном шве меньше.
- Внутренние линейные напряжения можно уменьшить, снизив ток до конечной стадии сварки. Наоборот, работу запускают на максимальном режиме, чтобы пробить оксидированный слой.
- При сварке в углекислом газе не делайте резких движений, сопло должно плавиться равномерно.
- При использовании защитной атмосферы рабочую зону экранируют от сквозняков, чтобы порывы ветра не уносились газовым облаком.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, средства индивидуальной защиты, в том числе органов дыхания, некоторые легирующие добавки оказывают токсическое действие на организм.
- Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
Сварка алюминия методом ВИГ | RedDArc Red-D-Arc Welderentals
14, 22 июня 1:57 · Оставить комментарий · Red-D-Arc
Сварка вольфрамовым электродом в среде инертного газа (TIG), более известная как дуговая сварка вольфрамовым электродом (GTAW), хорошо подходит для сварки алюминия. Хотя этот процесс значительно медленнее, чем GMAW (MIG), сварка TIG обеспечивает непревзойденный контроль провара и профиля сварного шва. Этот уровень контроля улучшен за счет функций, доступных на современных сварочных аппаратах TIG.
Подготовка к сварке
Даже при использовании современного оборудования сварка алюминия очень похожа на покраску: ключевую роль играет подготовка. Причина многих головных болей при TIG-сварке алюминия связана с оксидом алюминия. Этот защитный оксидный слой полезен для деталей, находящихся в эксплуатации, но перед сваркой его необходимо удалить вокруг сварного соединения с помощью проволочной щетки из нержавеющей стали, предназначенной только для алюминия. Если его не удалить, оксидный слой может ограничить плавление сварного шва и общий контроль процесса сварки.
Слой оксида алюминия также хорошо подходит для улавливания и удержания влаги, которая становится источником пористости металла сварного шва. По этой причине предотвращение образования конденсата как на основном металле, так и на присадочном металле также имеет решающее значение для достижения хорошего качества. По крайней мере, дайте присадочному металлу и основному металлу термически акклиматизироваться к среде сварки перед использованием. Проконсультируйтесь с производителями присадочного металла, чтобы узнать больше о том, как бороться с пористостью при сварке алюминия.
«Слой оксида алюминия также хорошо подходит для улавливания и удержания влаги, которая становится источником пористости металла сварного шва».
Электроды из чистого вольфрама когда-то были отраслевым стандартом для сварки TIG алюминия, поскольку эти электроды образовывали красивый «скругленный» наконечник, который хорошо работал при использовании переменного тока на старом трансформаторном оборудовании. Однако вольфрамовые электроды с церием стали нормой для более новых инверторных источников питания. Подготовка вольфрама с церием для сварки алюминия включает простое шлифование конца вольфрама до точки под углом 60 градусов, плюс-минус в зависимости от желаемого конуса дуги.
Источник питания для всех
При правильном защитном газе и достаточной силе тока технически возможно сваривать алюминий методом TIG с источником питания, работающим только на постоянном токе (DC), но работа значительно упрощается при использовании переменного тока. используется ток (переменный ток, промышленный стандарт). Точно так же можно сваривать алюминий с использованием старого оборудования на основе трансформатора, но простоты использования может не хватать по сравнению с современным оборудованием на основе инвертора, которое обычно предлагает дополнительные функции в дополнение к уменьшенному весу и повышенной электрической эффективности.
Независимо от того, являетесь ли вы домашним любителем или промышленным производителем, стремящимся оставаться на переднем крае технологий и производительности, на рынке сварки есть оборудование соответствующего размера с функциями, которые удовлетворяют потребности вашего конкретного случая использования.
«Оценка» технических характеристик оборудования
Примите во внимание следующие характеристики источника питания переменного/постоянного тока Miller Dynasty 200:
- Входная мощность: 120–480 В, 3- или 1-фазная мощность
- Диапазон силы тока 1–200 А
- Номинальная выходная мощность: 200 А при 28 В, ПВ 20 %
Входная мощность
Возможность использования однофазной сети 120-240 В может быть очень полезна для сварщика-любителя, но также является важным соображением, когда оборудование должно питаться от оборудования с приводом от двигателя для ремонта в полевых условиях.
Диапазон силы тока
Максимальная толщина, которую можно сварить, зависит от нескольких факторов, включая подготовку основного металла и сварочную силу тока. Диапазон 1-200 ампер обеспечивает большой потенциал в мире сварки алюминия и должен хорошо подходить для сварки материала толщиной до 1/8 дюйма за один проход.
С помощью этого источника питания можно сваривать детали большей толщины, но необходимо использовать несколько проходов и/или подготовку шва. Для сварки TIG алюминия обычно требуется использование более широких углов прилегания (больше подготовки), чем для сварки стали, для достижения адекватного плавления. Предложения по настройкам сварки TIG алюминия и подготовке шва можно найти в различных источниках, таких как техническая документация, доступная от производителей оборудования и присадочного металла.
Номинальная мощность и рабочий цикл
При выборе источника питания учитывайте время, которое у вас есть для простоя рабочего цикла и подготовки основного металла. Источники большей мощности могут обеспечить улучшенный рабочий цикл при желаемой силе тока, что привлекательно в механизированных и высокопроизводительных приложениях. Более крупные источники питания также могут позволить сваривать более толстый алюминий за меньшее количество проходов и с меньшей подготовкой основного металла, что может быть значительным источником времени, не связанного со сваркой. Работа с более высокой силой тока обычно требует использования вольфрама большего размера, а также водяного охлаждения как для горелки, так и для источника питания.
Особенности для успешной сварки алюминия
Высокочастотный пуск является стандартной опцией для большинства источников питания для сварки TIG, поскольку эта функция значительно улучшает процесс зажигания дуги при сварке алюминия. Однако современное оборудование для сварки TIG может предложить гораздо больше. Рассмотрите некоторые из этих функций — список, который ни в коем случае не является исчерпывающим, — чтобы помочь адаптировать процесс сварки к вашему применению:
- Прямоугольный переменный ток : Улучшает общую стабильность дуги по сравнению с обычным синусоидальным переменным током за счет сокращения времени. проводится в «пересекающейся области» с низким током между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).
- Управление балансом: Позволяет отдавать предпочтение DCEP или DCEN в цикле переменного тока, что позволяет тратить больший процент цикла на эту полярность. Усиление полярности DCEN помогает максимизировать проплавление сварного шва, а усиление полярности DCEP помогает максимизировать «очищающее» действие переменного тока.
- Регулятор частоты: позволяет увеличивать или уменьшать количество циклов переменного тока в секунду. Увеличение частоты сужает конус дуги, что может быть полезно для точной настройки ширины и профиля сварочного валика.
- Импульсный ток: «пиков» сильного тока можно использовать для получения желаемого проникновения для повышения скорости перемещения, в то время как «впадины» фонового тока помогают поддерживать низкое общее тепловложение, предотвращая прогорание и сводя к минимуму искажения.
Успешная сварка алюминия TIG связана с подготовкой: процедуры сварки, основного металла и источника сварочного тока. Red-D-Arc предлагает полную линейку сварочных аппаратов для сварки TIG в аренду, которые обладают необходимыми характеристиками и функциями, независимо от области применения. Свяжитесь со специалистами Red-D-Arc, чтобы узнать больше о новинках на рынке сварки и о том, как это может помочь вам выполнять сварку проще, лучше и быстрее.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
AC DC Полярность
Знаете ли вы, что означают AC (переменный ток) и DC (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины «прямая» и «обратная» полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги. Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный нагар
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за действием дуги, как и раньше
9. Осмотрите концы двух электродов и сравните. Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму. Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определите полярность с помощью металлического электрода (E6010)
1. Очистите основной металл и расположите плоско
2. Установите силу тока от 130 до 145 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Ударьте Сохраняйте нормальную длину дуги и стандартный угол наклона электрода и запускайте валик
5. Прислушайтесь к звуку дуги Правильная полярность при нормальной длине дуги и силе тока приведет к нормальному потрескиванию Неправильная полярность при нормальной
установка длины и силы тока приведет к неравномерному «потрескиванию» и «хлопкам» с нестабильной дугой
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью.
7. Отрегулируйте другую полярность и запустите еще один валик.
8. Очистите валик и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
Сварка алюминия ВИГ
Несмотря на то, что многие металлы свариваются методом ВИГ, чаще всего в этом процессе используется алюминий, особенно металлы меньшей толщины. Конечно, алюминий можно соединить многими другими способами, но для более легких калибров наиболее применимым процессом является TIG. Популярность алюминия в автомобильной промышленности привела к новому золотому веку сварки TIG. Механически прочная и визуально привлекательная сварка TIG — это процесс номер один, который выбирают профессиональные сварщики для профессиональных гоночных команд, а также заядлые автолюбители или любители.
Что сбивает с толку алюминий
Этот процесс хорошо подходит для алюминия, но есть несколько характеристик металла, которые необходимо учитывать, если этот материал нужно сваривать с неизменной легкостью и качеством. Чистый металл имеет температуру плавления менее 1200ºF и не проявляет изменений цвета перед плавлением, столь характерных для большинства металлов. По этой причине алюминий не сообщает вам, когда он горячий или готов расплавиться. Оксид или «кожа», которая так быстро образуется на его поверхности, имеет температуру плавления почти в три раза выше (3200º+F). Чтобы добавить к этой путанице, алюминий даже кипит при более низкой температуре (2880ºF), чем плавится этот оксид. Оксид также тяжелее алюминия и при плавлении имеет тенденцию тонуть или задерживаться в расплавленном алюминии. По этим причинам легко понять, почему как можно больше этой оксидной «кожи» должно быть удалено перед сваркой. К счастью, половина дуги переменного тока с обратной полярностью отлично справляется со своей задачей по удалению большого количества этого оксида перед сваркой.
Горячий алюминий
Алюминий — отличный проводник тепла. Она требует больших затрат тепла в начале сварки, так как много тепла теряется при нагреве окружающего основного металла. После того, как сварка продлилась некоторое время, большая часть этого тепла перемещается перед дугой и предварительно нагревает основной металл до температуры, требующей меньшего сварочного тока, чем исходная холодная пластина. Если сварной шов продолжается дальше до конца двух пластин, где этому предварительному нагреву некуда идти, он может накапливаться до такой степени, что затруднит сварку, если не уменьшить ток. Это объясняет, почему для сварочного аппарата Lincoln Precision TIG® рекомендуется использовать ножной или ручной режим Amptrol™ (управление током) — он позволяет легко изменять силу тока во время одновременной сварки. Некоторые алюминиевые сплавы проявляют тенденцию к «горячему короткому замыканию» и чувствительны к растрескиванию. Это означает, что в диапазоне температур, когда жидкий сплав является вязким (частично твердым и частично жидким) или только что затвердел, его предел прочности на растяжение недостаточен, чтобы противостоять усадочным напряжениям, возникающим при охлаждении и трансформации. Правильный выбор присадочного металла и методов сварки, а также использование валиков меньшего размера могут помочь устранить многие проблемы такого рода. Некоторые эксперты рекомендуют отступить на первый дюйм или около того каждого алюминиевого шва, прежде чем заканчивать в нормальном направлении.
Заполнение зазора
Металл, полученный в сварочной ванне, представляет собой комбинацию присадочного и основного металлов, которые должны обладать прочностью, пластичностью, отсутствием растрескивания и коррозионной стойкостью, требуемыми применением. В таблице ниже приведены рекомендуемые присадочные металлы для различных алюминиевых сплавов.
Максимальная скорость наплавки достигается при использовании присадочной проволоки или прутка наибольшего практического диаметра при сварке на максимальном практическом сварочном токе. Диаметр проволоки, наиболее подходящий для конкретного применения, зависит от тока, который можно использовать для сварки. В свою очередь, сила тока зависит от доступного источника питания, конструкции соединения, типа и толщины сплава, а также положения сварки.
Посмотреть продукты для сварки MIG и TIG алюминия Lincoln Electric
| Рекомендуемые присадочные металлы для различных алюминиевых сплавов | ||
| Рекомендуемый присадочный металл(1) | ||
| Основной металл | Для максимальной прочности после сварки | Для максимального удлинения |
| EC 1100 | 1100 | EC 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 | 5356(3) 5356(3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации даны для листа с отпуском «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных соединений этих основных металлов. Удлинение этих неблагородных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Депозит качества
Хорошее качество сварки достигается только в том случае, если присадочная проволока чистая и высокого качества. Если проволока грязная, в сварочную ванну может попасть большое количество загрязняющих веществ из-за относительно большой площади поверхности присадочной проволоки по отношению к количеству наплавленного металла.
Загрязнения на присадочной проволоке чаще всего представляют собой масло или гидратированный оксид. Тепло сварки высвобождает водород из этих источников, вызывая пористость сварного шва. Алюминиевая сварочная проволока Lincoln ER4043 и Lincoln ER5356 производится под строгим контролем в соответствии со строгими стандартами и упаковывается для предотвращения загрязнения во время хранения. Поскольку присадочная проволока легирована или разбавлена основным металлом в сварочной ванне, состав как присадочной проволоки, так и основного металла влияет на качество сварного шва.
Три C: Чистота, Чистота и ЧИСТОТА
Свариваемые детали обычно формируются, разрезаются, распиливаются или подвергаются механической обработке перед сваркой. Полное удаление всех смазочных материалов из этих операций является обязательным условием для высококачественных сварных швов. Особое внимание следует уделить удалению всего масла, других углеводородов и незакрепленных частиц с распиленных или обожженных кромок перед сваркой. Обрезанные края должны быть чистыми и гладкими, а не рваными. Для облегчения очистки смазочные материалы, используемые при изготовлении, должны быть немедленно удалены.
Для снижения вероятности образования пористости и окалины в сварных швах нельзя переоценивать чистоту свариваемых поверхностей. Водород может вызвать пористость, а кислород может вызвать образование окалины в сварных швах. Оксиды, смазки и масляные пленки содержат кислород и водород, которые, если оставить их на свариваемых кромках, могут привести к некачественному сварному шву с плохими механическими и электрическими свойствами. Очистку следует производить непосредственно перед сваркой. Краткое описание общих процедур очистки приведено в таблице ниже.
| Общие методы очистки алюминиевых поверхностей перед сваркой | ||
| Типы очистки | ||
| Соединения удалены | Только свариваемые поверхности | Полная деталь |
| Масло, смазка, влага и пыль (используйте любой из перечисленных методов ) |
|
|
Оксиды |
|
|
Просмотреть дополнительные статьи с практическими рекомендациями по сварке алюминия
Просмотреть статьи о процессах и теории алюминия
mewelding.com — Страница 18 из 19
Итан Бэйл
Сварка лазерным лучом (LBW) – это процесс сварки, при котором происходит коалесценция материалов за счет тепла, полученного в результате применения концентрированного когерентного светового луча, падающего на соединяемые поверхности. Сфокусированный лазерный луч имеет самую высокую концентрацию энергии среди всех известных источников энергии. Лазерный луч является источником электромагнитного … Читать дальше
Рубрики Другие сварочные процессы Оставить комментарийИтан Бэйл
Сварка стержней Алюминий может выполняться с помощью обычного оборудования для дуговой сварки стержней с использованием либо конденсаторного разряда, либо методов конденсаторного разряда с вытянутой дугой. Обычный процесс дуговой сварки шпилек можно использовать для сварки алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм). Пистолет для сварки алюминиевых шпилек немного модифицирован за счет добавления … Читать далее
Итан Бэйл
Положения для сварки труб зависят от работы. Сварные швы труб выполняются с учетом множества различных требований и в различных условиях сварки. Как правило, положение фиксированное, но в некоторых случаях его можно перевернуть для работы в горизонтальном положении. Позиции и порядок сварки труб описаны ниже. Горизонтальный прокат трубы Сварка(1) Выровнять стык и прихваточный шов или … Читать дальше
Рубрики Основы сварки Метки сварка труб, позиции сварки Оставить комментарийИтан Бэйл
Сварочный аппарат MIGHobart является одним из наиболее часто используемых сварочных аппаратов MIG в отрасли. В этой статье затронуты некоторые характерные особенности комплекта этой машины. Hobart MIG Welder : Комплект сварочного аппарата MIG Auto Arc 130 работает от стандартного бытового тока 115 вольт. Он готов к сварке с защитой или без нее … Читать далее
Рубрики Сварка МИГ Теги дуговая сварка Оставить комментарийИтан Бэйл
Различают термины «обозначение сварки» и «обозначение сварки». Символ сварки (рис. 3-3) указывает желаемый тип сварки. Символ сварки (рис. 3-2) представляет собой способ представления символа сварки на чертежах. Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов, если необходимо: … Читать далее
Категории Термины и определения сварки Оставить комментарийИтан Бэйл
СваркаOxyFuel в плоском положении выполняется с верхней стороны соединения. Поверхность сварного шва примерно горизонтальна. Бисерная сварка. Для получения удовлетворительных сварных швов на поверхности листа необходимо тщательно следить за движением факела, углом наклона и положением сварочного пламени над расплавленной ванной. Сварочная горелка … Читать дальше
Рубрики Газокислородная сварка Метки сварочные позиции Оставить комментарийИтан Бэйл
Сварка TIG хромомолибденовых трубок 4130 может дать хорошие результаты при использовании правильных методов сварки. Хроммолибденовая сталь 4130 имеет отличное соотношение прочности и веса, легко сваривается и значительно прочнее и тверже, чем стандартная сталь 1018. Марка 4130 из хромомолибденовой или хромомолибденовой стали представляет собой высокопрочную низколегированную (HSLA) сталь, содержащую … Читать далее
Итан Бэйл
Использование соответствующего типа и количества защитного газа является важным способом предотвращения осаждения карбида при сварке нержавеющей стали методом TIG. Как правило, чистый аргон обеспечивает наилучшие результаты при сварке более тонкой аустенитной нержавеющей стали, но добавление небольшого процента гелия не редкость, когда требуется лучшее проплавление и более высокая скорость перемещения, … Читать далее
Категории Сварка ВИГ Теги дуговая сварка Оставить комментарийИтан Бэйл
Сварка труб: общие сведения Наиболее часто используемыми процессами для соединения труб являются ручная кислородно-ацетиленовая сварка и ручная дуговая сварка в среде защитного газа. Применяются также автоматическая и полуавтоматическая сварка под флюсом, дуговая сварка в среде инертного газа и атомарно-водородная сварка. особенно в работе магазинов. Ручной процесс дуговой сварки в среде защитного газа может использоваться для сварки всех металлов, используемых в … Читать далее
Рубрики Основы сварки Теги сварка труб Оставить комментарийИтан Бэйл
При сварке алюминия TIG чаще всего используется постоянный ток прямой полярности (DCSP). В этой статье мы попытаемся обсудить методы сварки, конструкции соединений и типы алюминиевых сплавов, которые можно сваривать при сварке TIG алюминия с DCEN (или отрицательным электродом постоянного тока). Обратите внимание, что DCEN и DCSP одинаковы. Характеристика сварки алюминия TIG… Читать далее
Руководство по сварке алюминия: советы и методы
Алюминий — это легкий, мягкий, малопрочный металл, который легко поддается литью, ковке, механической обработке, формованию и сварке.
Если он не легирован особыми элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с помощью обычного оборудования и методов, используемых с другими металлами. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса. Каждый процесс имеет определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и матовый при окислении.
Характеристики
Излом алюминиевых профилей показывает гладкую блестящую структуру. Алюминий не дает искр при искровом испытании и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий имеет малый вес и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой коррозионной стойкостью, хорошей электро- и теплопроводностью и высокой отражательной способностью как для тепла, так и для света.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют примерный диапазон плавления от 900 до 1220ºF (от 482 до 660ºC). В алюминии не происходит изменения цвета при нагреве до температуры сварки или пайки.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроволочная сварка алюминия MIGСварка алюминия и стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не проявляет окраску по мере приближения к температуре плавления до тех пор, пока он не будет поднят выше точки плавления, после чего он начнет светиться. тусклый красный.
При пайке или пайке алюминия горелкой используется флюс. Флюс будет плавиться, когда температура основного металла приблизится к требуемой температуре. Флюс высыхает первым и плавится, когда основной металл достигает правильной рабочей температуры.
При сварке горелкой с ацетилено-кислородной или кислородно-водородной сваркой поверхность основного металла плавится первой и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигается температура сварки.) При сварке с использованием газовой вольфрамовой дуги или газовой дуги цвет не так важен, потому что сварка завершается до того, как плавится прилегающая область.
Расплавленный алюминиевый присадочный материал
Алюминиевый присадочный материал, правильно добавленный в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы могут быть удовлетворительно сварены дуговой сваркой металлическим электродом, угольной дугой и другими процессами дуговой сварки. Чистый алюминий может быть легирован многими другими металлами для получения широкого диапазона физических и механических свойств.
Средства, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термообрабатываемые. Деформируемые сплавы в виде листов и плит, труб, прессованных и прокатных профилей, поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одни и те же методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не получило широкого распространения там, где требуется сварная конструкция. Однако они были склеены и в ограниченной степени спаяны. Недавние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основное преимущество использования процессов дуговой сварки заключается в том, что с помощью дуги получается высококонцентрированная зона нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают его сварку от сварки сталей. Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Обычные металлургические коэффициенты, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который вступает в реакцию с кислородом воздуха с образованием на поверхности твердой тонкой пленки оксида алюминия.
Температура плавления оксида алюминия составляет примерно 3600ºF (1982ºC), что почти в три раза превышает температуру плавления чистого алюминия (1220ºF (660ºC)). Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, вызывающего пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварки. Он также исходит от оксида и посторонних материалов на электроде или присадочной проволоке, а также от основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород выбрасывается при затвердевании. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость снижает прочность и пластичность сварного шва, в зависимости от ее количества.
Сварочные стержни
Сварочные стержни для алюминия (алюминиевые сварочные стержни) доступны толщиной примерно 1/8″ стали. Это отличный выбор для ремонта резервуаров и труб в полевых условиях. Также хороший выбор при работе в ветреную погоду. Это не для точной работы.
Недостатком использования алюминиевых сварочных прутков является необходимость значительной практики. Также есть проблема с флюсом. флюс горит агрессивно и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным электродам, такие как сварка с подачей проволоки.
Читать : Можно ли приклеивать алюминий?
Нумерация алюминиевых сплавов
Было разработано множество сплавов алюминия. Важно знать, какой сплав предстоит сваривать. Алюминиевая ассоциация, Inc. разработала систему четырехзначных чисел для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов следующая:
- Серия 1XXX . Это алюминий чистотой 99 процентов или выше, который используется в основном в электротехнической и химической промышленности.
- Серия 2XXX . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто покрываются чистым алюминием или специальным алюминиевым сплавом. Эти сплавы используются в авиастроении.
- 3XXX серия . Марганец является основным легирующим элементом в этой группе, который не подвергается термической обработке. Содержание марганца ограничено примерно 1,5 процентами. Эти сплавы имеют умеренную прочность и легко поддаются обработке.
- Серия 4XXX . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для существенного снижения температуры плавления, и он используется для пайки припоев и сварочных электродов. Большинство сплавов этой группы не поддаются термической обработке.
- Серия 5XXX . Магний является основным легирующим элементом этой группы сплавов средней прочности. Они обладают хорошими сварочными характеристиками и хорошей коррозионной стойкостью, но количество холодных операций должно быть ограничено.
- Серия 6XXX . Сплавы этой группы содержат кремний и магний, что делает их термообрабатываемыми. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- Серия 7XXX . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термообрабатываемый сплав очень высокой прочности, который используется для каркасов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварки, пайки или пайки материала. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или подобными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя чистить едким натром или чистящими средствами с pH выше 10, так как они могут вступить в химическую реакцию.
Пленка оксида алюминия должна быть удалена перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида останутся в сварочной ванне и вызовут снижение пластичности, несплавление и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическими, химическими или электрическими средствами. Механическое удаление включает соскабливание острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), напильником или любым другим механическим методом.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травящих или не травящих. Непротравливающие типы следует использовать только при работе с относительно чистыми деталями и в сочетании с другими очистителями на основе растворителей. Для лучшей очистки рекомендуются травильные растворы, но их следует использовать с осторожностью.
При погружении настоятельно рекомендуется горячее и холодное ополаскивание. Растворы травильного типа представляют собой щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не происходило слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки твердым припоем и пайки. Покрытие на покрытых алюминиевых электродах также сохраняет флюсы для очистки основного металла. Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и материалы для щелочного травления должны быть полностью удалены из зоны сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В электрической системе удаления оксидов используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода дуговой сварки вольфрамовым электродом на переменном токе, когда электрод положительный (обратная полярность).
Это электрическое явление, которое на самом деле разрушает оксидное покрытие, чтобы получить чистую поверхность. Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Так как алюминий химически активен, оксидная пленка сразу же начнет восстанавливаться. Время наплавки не очень быстрое, но сварные швы должны выполняться после очистки алюминия в течение не менее 8 часов для качественной сварки. При более длительном периоде времени качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления. Он проводит тепло в три-пять раз быстрее, чем сталь, в зависимости от конкретного сплава.
В алюминий нужно вложить больше тепла, хотя температура плавления алюминия в два раза меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых профилей часто используется предварительный нагрев. Если температура слишком высока или период времени слишком велик, прочность сварного соединения как в термообработанных, так и в нагартованных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем это необходимо. Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные процессы сварки с высоким подводом тепла. И газовая вольфрамовая дуга, и газометаллическая дуга удовлетворяют этому требованию.
Высокая теплопроводность алюминия может оказаться полезной, так как сварной шов очень быстро затвердевает, если тепло очень быстро отводится от сварного шва. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает сварку во всех положениях газовой вольфрамовой дугой и дуговой сваркой металлическим электродом в среде защитного газа.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может привести к деформации и растрескиванию.
Сварка алюминиевых листов
При сварке алюминиевых листов из-за сложности управления дугой стыковые и угловые сварные швы трудно выполнить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке листа тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом под углом 20 градусов, будет иметь прочность, равную сварке, выполненной кислородно-ацетиленовым процессом.
Этот сварной шов может быть пористым и не подходящим для соединений, непроницаемых для жидкости или газа. Однако дуговая сварка металлическим электродом особенно подходит для тяжелых материалов и используется для листов толщиной до 2-1/2 дюйма (63,5 мм).
Параметры тока и полярности
Параметры тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений.
Подготовка кромок листа
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции для стальных соединений. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При более легком толщине алюминиевого листа меньшее расстояние между канавками является преимуществом, когда растворение сварного шва не является фактором.
Контролирующим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит для сварки только с одной стороны и там, где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна наноситься на все материалы толщиной более 1/8 дюйма (3,2 мм).
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Обеспечивается превосходный контроль проплавления и качественного корневого шва. Эта подготовка кромок может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогами или перепроварами в положениях перегрева и горизонтальной сварки. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая сварка MIG одиночной проволокойДуговая сварка металлическим электродом (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины. , в любом положении, толщиной от 1/016 дюйма (1,6 мм) до нескольких дюймов. В ТМ 5-3431-211-15 описана работа типового сварочного аппарата МИГ.
Защитный газ
Необходимо принять меры предосторожности, чтобы обеспечить максимальную эффективность защитного газа. Для сварки алюминия используется сварочный аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проплавление и более горячую дугу, чем аргон.
Напряжение дуги выше при использовании гелия, и заданное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и картина проплавления алюминиевых сварных швов MIG, выполненных с использованием аргона и гелия, различаются. У аргона профиль шарика более узкий и выпуклый, чем у гелия. Схема проникновения показывает глубокий центральный разрез.
Гелий позволяет получить более плоский и широкий валик, а также обеспечивает более широкое проникновение под валик. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без каких-либо нежелательных характеристик ни того, ни другого.
Схема проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоновой. Угол наклона пистолета или горелки более важен при сварке алюминия в среде инертного защитного газа. Рекомендуется угол опережения 30º.
Наконечник проволоки электрода должен быть большего размера для алюминия. В Таблице 7-21 приведены графики технологических процессов для газовой дуговой сварки алюминия.
Сварка алюминия GMAW
Сварка алюминия, выполненная с использованием процесса GMAW. Сварщик «накладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника сварки алюминия
Электродная проволока должна быть чистой. Дуга зажигается электродной проволокой, выступающей из чашки примерно на 1/2 дюйма (12,7 мм).
Часто используемый метод заключается в поджигании дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстром подведении дуги к начальной точке сварки, изменении направления движения и продолжении обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами канавки под сварку на начальном выступе.
При завершении или прекращении сварки аналогичная практика может применяться путем изменения направления сварки на противоположное и одновременного увеличения скорости сварки для уменьшения ширины расплавленной ванны перед разрывом дуги. Это помогает предотвратить образование кратеров и растрескивание кратеров. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя передний угол от 70 до 85 градусов по отношению к заготовке.
Обычно предпочтительнее использовать технику нанизывания бисером. Следует следить за тем, чтобы передний угол не изменялся и не увеличивался по мере приближения к концу сварного шва. Скорость перемещения дуги определяет размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости перемещения. При сварке деталей одинаковой толщины угол электрода к рабочему месту должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если горелку направить немного вверх. При сварке толстых листов с тонкими полезно направлять дугу на более тяжелую часть.
Небольшой задний угол иногда полезен при сварке тонких профилей с толстыми. Для корневого прохода сустава обычно требуется короткая дуга, чтобы обеспечить желаемое проникновение. При последующих проходах можно использовать немного более длинные дуги и более высокие дуговые напряжения.
Оборудование для подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для эффективной подачи проволоки. Используйте вкладыши нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Алюминиевые провода чрезвычайно малого диаметра труднее протолкнуть через длинные тросы пистолета, чем стальные провода. По этой причине для электродных проволок малого диаметра используются шпульные пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Пистолеты с водяным охлаждением требуются, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с соответствующим механизмом подачи проволоки, чувствительным к напряжению, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки с постоянной скоростью. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником постоянного тока.
Как правило, система CV предпочтительнее при сварке тонких материалов с использованием электродной проволоки любого диаметра. Это обеспечивает лучший запуск и регулирование дуги. Система CC предпочтительнее при сварке толстых материалов с использованием более крупных электродных проволок.
С этой системой качество сварки кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильный ввод мощности в сварку и высочайшее качество сварки.
Алюминий Конструкция сварного соединения
Кромки могут быть подготовлены для сварки пилением, механической обработкой, ротационным строганием, фрезерованием или дуговой резкой.
Полностью автоматическая сварка алюминия MIG одной проволокой
Пример сварки алюминия: Присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размеры: 500 x 150 x 15 мм (без предварительного нагрева) Защитный газ : Ar70/He30 Скорость сварки: 60/40 см/мин Положение сварки: 1 G Два слоя, второй слой > осциллирующийДуговая сварка вольфрамовым электродом (TIG) (GTAW)
Меры предосторожности
Процесс дуговой сварки вольфрамовым электродом (TIG) используется для сварки тонких профилей алюминия и алюминиевых сплавов. Есть несколько предосторожностей, которые следует упомянуть в отношении использования этого процесса.
- Переменный ток рекомендуется для общих работ, так как обеспечивает полупериод очищающего действия. В Таблице 7-22 приведены графики процедур сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется в ручном и автоматическом режимах. Необходимо строго соблюдать процедуры и уделять особое внимание типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен слишком сильно выступать за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснется расплавленного металла, его необходимо исправить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для процесса дуговой сварки вольфрамовым электродом в среде защитного газа. В новом оборудовании предусмотрено программирование, пред- и постподача защитного газа, пульсация.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямой полярности). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. Когда используется отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокие скорости. В Табл. 7-23 приведены графики сварочных процедур для сварки электродом с отрицательным знаком на постоянном токе.
- Защитными газами для сварки алюминия являются аргон, гелий или их смесь. Аргон используется при более низкой скорости потока. Гелий увеличивает проникновение, но требуется более высокая скорость потока. Когда используется присадочная проволока, она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая приведет к полярности наплавленного металла.
Ручная MIG-сварка алюминия
Ручная сварочная горелка с «квазиподобной» геометрией соединения Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка переменным током
Характеристики процесса
Сварка алюминия вольфрамовым электродом с использованием переменного тока приводит к очистке от оксидов.
Используется защитный газ аргон. Лучшие результаты получаются при сварке алюминия переменным током с использованием оборудования, предназначенного для получения уравновешенной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и уменьшению очищающего действия дуги. Характеристики стабильной дуги: отсутствие разрывов или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не тенденция к отталкиванию. Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника сварки алюминия
При ручной сварке алюминия на переменном токе держатель электрода держится в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга прерывается и снова зажигается в стыке. Этот метод снижает склонность к вольфрамовым включениям в начале сварного шва. Дуга удерживается в начальной точке до тех пор, пока металл не расплавится и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны имеет важное значение, и сварка не должна начинаться перед сварочной ванной.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легким движением вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня нельзя вынимать из аргонового экрана. Необходимо поддерживать короткую длину дуги, чтобы получить достаточное проплавление и избежать подреза, чрезмерной ширины валика сварного шва и, как следствие, потери контроля провара и контура сварного шва.
Одним из правил является использование длины дуги, приблизительно равной диаметру вольфрамового электрода. При обрыве дуги в кратере сварного шва могут возникать усадочные трещины, что приводит к дефектному сварному шву.
Этот дефект можно предотвратить путем постепенного удлинения дуги при добавлении присадочного металла в кратер. Затем быстро выключите и снова зажгите дугу несколько раз, добавляя дополнительный присадочный металл в кратер, или используйте педаль, чтобы уменьшить ток в конце сварки. Прихватка перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть зачищены или скошены перед сваркой.
Конструкция сварного шва
Конструкции шва применимы к процессу дуговой сварки вольфрамовым электродом с небольшими исключениями. Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилежащий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Краевые и угловые сварные швы быстро выполняются без добавления присадочного металла и имеют хороший внешний вид, но очень важна очень плотная посадка.
Постоянный ток, прямая полярность
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей. Поскольку существует меньшая склонность к нагреву электрода, для данного сварочного тока можно использовать электроды меньшего размера. Это поможет сохранить узкий валик сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает большее тепловложение, чем можно получить с переменным током. Больше тепла выделяется в сварочной ванне, которая, следовательно, глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Пуск от касания загрязнит вольфрамовый электрод. Нет необходимости образовывать ванну, как при сварке переменным током, так как плавление происходит в момент зажигания дуги. Следует соблюдать осторожность при поджигании дуги в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как выпускные язычки и ножные регуляторы температуры. Они полезны для предотвращения или заполнения кратеров, для регулировки тока по мере нагревания изделия и для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед. Присадочная проволока равномерно подается к передней кромке сварочной ванны или укладывается на стык и расплавляется по мере продвижения дуги вперед.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины в кратере. Размер филе можно контролировать, изменяя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых профилей, а зона термического влияния будет меньше с меньшей деформацией.
Алюминиевые конструкции сварных соединений
При ручном dcsp концентрированное тепло дуги обеспечивает превосходное сплавление корня. Корневая поверхность может быть толще, канавки уже, а наросты можно легко контролировать, изменяя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Пуск от касания загрязнит вольфрамовый электрод. Нет необходимости образовывать ванну, как при сварке переменным током, так как плавление происходит в момент зажигания дуги. Следует соблюдать осторожность при поджигании дуги в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как выпускные язычки и ножные регуляторы температуры. Они полезны для предотвращения или заполнения кратеров, для регулировки тока по мере нагревания изделия и для регулировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается к передней кромке сварочной ванны или укладывается на стык и расплавляется по мере продвижения дуги вперед. Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины в кратере.
Размер филе можно контролировать, меняя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых профилей, а зона термического влияния будет меньше с меньшей деформацией.
Алюминиевые конструкции сварных соединений
При ручном dcsp концентрированное тепло дуги обеспечивает превосходное сплавление корня. Корневая поверхность может быть толще, канавки уже, а наросты можно легко контролировать, изменяя размер присадочной проволоки и скорость перемещения.
Дуговая сварка в среде защитного газа
В процессе дуговой сварки в среде защитного газа используется электрод с толстым погружением или экструдированный флюсовый электрод с dcrp. Покрытие электродов аналогично обычным стальным электродам. Флюсовое покрытие обеспечивает газообразную защиту вокруг дуги и ванны расплавленного алюминия, а также химически связывает и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого контроля дуги, ограничений для тонкого материала и коррозионного действия флюса, если он не удален должным образом.
Дуговая сварка в среде защитного газа
Процесс дуговой сварки в среде защитного газа может использоваться для соединения алюминия. Для этого требуется флюс, и он дает сварные швы такого же внешнего вида, прочности и структуры, как и сварка в кислородно-ацетиленовой или кислородно-водородной сварке. Дуговая сварка в среде защитного газа выполняется как вручную, так и автоматически.
В качестве источника тепла используется угольная дуга, а присадочный металл подается из отдельного присадочного стержня. Флюс необходимо удалить после сварки; в противном случае может возникнуть сильная коррозия.
Ручная углеродная дуговая сварка в среде защитного газа обычно ограничивается толщиной менее 3/8 дюйма (9,5 мм) и выполняется тем же методом, что и ручная углеродная дуговая сварка других материалов. Подготовка соединения аналогична той, которая используется для газовой сварки. Используется стержень, покрытый флюсом.
Атомно-водородная сварка
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть как ручным, так и автоматическим, с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, не пропускает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса. Повышается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Приварка стержней
Приварка алюминиевых стержней может выполняться с помощью обычного оборудования для дуговой сварки стержней с использованием либо конденсаторного разряда, либо метода конденсаторного разряда с вытяжной дугой.
Обычный процесс дуговой сварки шпилек можно использовать для сварки алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
Пистолет для приварки алюминиевых шпилек немного модифицирован за счет добавления специального адаптера для контроля защитного газа высокой чистоты, используемого во время цикла сварки. Дополнительный вспомогательный элемент управления для контроля погружения шпильки в конце цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность, электрод-пистолет положительный, а заготовка отрицательная. Небольшой цилиндрический или конический выступ на конце алюминиевой шпильки инициирует дугу и помогает увеличить длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек незащищенным конденсаторным разрядом или вытянутой дугой используются с алюминиевыми шпильками диаметром от 1/16 до 1/4 дюйма (от 1,6 до 6,4 мм).
Сварка конденсаторным разрядом использует систему электростатического накопления низкого напряжения, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки разрядом конденсатора для зажигания дуги используется небольшой наконечник или выступ на конце шпильки.
В процессе приварки шпилек с конденсаторным разрядом вытянутой дугой используется шпилька с заостренным или слегка закругленным концом. Он не требует зубчатого наконечника или выступа на конце шпильки для зажигания дуги. В обоих случаях цикл сварки подобен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее равномерную сварку.
Короткое время горения дуги в процессе разрядки конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная рабочая толщина алюминия, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, при этом практически вся кинетическая энергия электронов преобразуется в тепло при ударе.
Электронно-лучевая сварка обычно происходит в вакуумной камере. Размер камеры является ограничивающим фактором для размера сварного шва. Обычный дуговой и газовый нагрев плавят чуть больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет теплопроводности во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный пучок способен к настолько интенсивному локальному нагреву, что практически мгновенно испаряет дырку по всей толщине шва. Стенки этого отверстия расплавлены, и по мере того, как отверстие перемещается вдоль стыка, расплавляется больше металла на продвигающейся стороне отверстия. Эти дефекты образуются вокруг отверстия отверстия и затвердевают вдоль задней стороны отверстия, образуя сварной шов.
Интенсивность луча можно уменьшить, чтобы обеспечить частичное проникновение с той же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, плавящихся внахлестку и точечных сварных швов. Присадочный металл используется редко, за исключением наплавки.
Сварка контактной сваркой
Сварка алюминия контактной сваркой (точечной, шовной и оплавлением) важна при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые можно соединить контактной сваркой практически без потери прочности.
Натуральное оксидное покрытие на алюминии имеет довольно высокое и непостоянное электрическое сопротивление. Для получения точечных или шовных сварных швов с наивысшей прочностью и консистенцией обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы одинаково высокой прочности и хорошего внешнего вида зависят от постоянно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или опознавательных знаков, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия. Удовлетворительные характеристики точечной сварки в эксплуатации в значительной степени зависят от конструкции соединения.
Точечные сварные швы всегда должны выдерживать сдвигающие нагрузки. Однако, когда можно ожидать растягивающих или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при рабочей нагрузке.
Прочность точечных сварных швов при прямом растяжении может составлять от 20 до 90 процентов прочности на сдвиг.
Шовная сварка
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, сделанные машиной для шовной сварки, можно накладывать внахлест для образования газонепроницаемого или жидкостнонепроницаемого соединения. Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, по качеству равные тем, которые производятся на обычной машине для точечной сварки, и с более высокой скоростью. Эта процедура называется точечной или прерывистой шовной сваркой.
Сварка оплавлением алюминия
Все алюминиевые сплавы могут быть соединены с помощью процесса сварки оплавлением.