Полуавтоматическая сварка в среде защитных газов: технология производства работ
СОДЕРЖАНИЕ
- Преимущества и недостатки полуавтоматической сварки в среде защитных газов
- Защитные газы, применяемые при полуавтоматической сварке
- Критерии выбора защитного газа
- Оборудование для полуавтоматической сварки
- Технология сварки полуавтоматом в среде защитных газов
- Техника безопасности при полуавтоматической сварке
Полуавтоматическая сварка в среде защитных газов является высокопроизводительным процессом с хорошим качеством сварного шва. Наибольшее распространение технология и оборудование получили в автомастерских – это идеальный вариант для кузовных ремонтных работ. Но и в других областях такая сварка успешно применяется: промышленные объекты, производственные линии, стройка, использование в быту.
Работа с полуавтоматом требует определенной сноровки, но обучиться этому нехитрому делу может каждый, стоит набраться терпения и получить рекомендации от более опытных товарищей.
Преимущества и недостатки полуавтоматической сварки в среде защитных газов
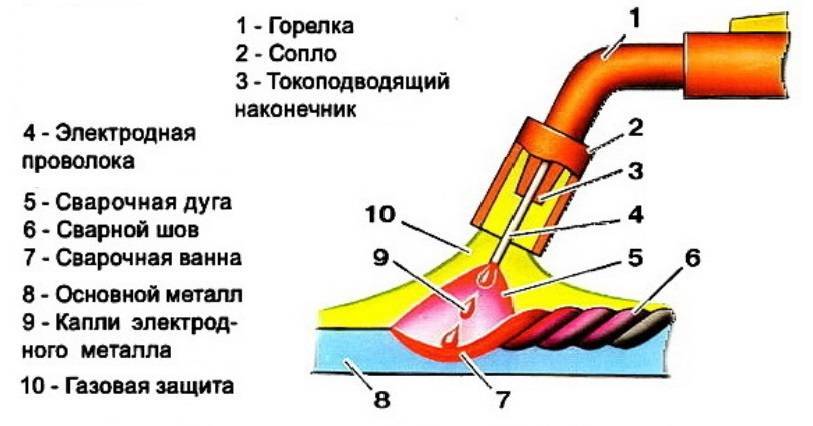
Механизированная (полуавтоматическая) сварка с помощью плавящегося электрода в защитной газовой среде представляет собой электродуговой процесс. При этом посадочная проволока подается посредством роликового механизма с электрическим приводом.
Скорости подачи проволоки и ее плавления синхронизируются, благодаря чему электрическая дуга сохраняет постоянную длину, а процесс переноса в сварочную ванну присадочного металла происходит равномерно. При этом через наконечник сварочной горелки (сопло) подается защитный газ, изолирующий зону нагрева и плавления от атмосферных газов. Работы осуществляются вручную, а для включения и выключения тока, управления подачей проволоки, инициации дуги и прочего служит специальная кнопка на горелке «пуск/стоп».
Благодаря универсальности и доступности этот способ сварки металлов весьма распространен: он применяется и в домашних мастерских, и в промышленных цехах сборки, и в строительстве.
 Он подходит для сварки как высоко-, так и низколегированных сталей. Его можно использовать для сварки ответственных конструкций из разнообразных прокатных профилей любой сложности. Словом, технологии полуавтоматической сварки в среде защитных газов применимы почти везде.
Он подходит для сварки как высоко-, так и низколегированных сталей. Его можно использовать для сварки ответственных конструкций из разнообразных прокатных профилей любой сложности. Словом, технологии полуавтоматической сварки в среде защитных газов применимы почти везде.Читайте также: «Сварочный позиционер»
Нельзя использовать такой вид сварки лишь на открытых пространствах. Для защиты от ветров и сквозняка рабочее место необходимо закрывать стенками со всех сторон, чтобы зона плавления была стабильной.
Плюсы и минусы сварки полуавтоматом в среде защитных газов показаны в таблице.
|
Достоинства |
Недостатки |
|
|
Защитные газы, применяемые при полуавтоматической сварке
При сварке полуавтоматом сварочные ванны надежно защищены газовой атмосферой, причем используются инертные (способ MIG), активные газы (способ MAG) и их комбинации. Благодаря им создается среда, в которую не может проникнуть атмосферный воздух, ванна защищена от их влияния от момента, когда стартует плавление, до самой кристаллизации.
Какой газ выбрать, зависит от многих факторов: сварочного режима, параметров заготовок, необходимого качества сварного шва и т. д.
- Аргон. Одноатомный благородный газ аргон (Ar) широко применяется сам по себе и в составе различных газовых смесей. Он более тяжелый, чем атмосферный воздух, не имеет цвета и запаха.
 Это коварный газ: ощутить его нельзя, но он представляет опасность при большой концентрации воздухе. Как правило, аргоновая среда служит для соединения деталей, изготовленных из цветных металлов либо их сплавов, не исключая химически активные и хрупкие.
Это коварный газ: ощутить его нельзя, но он представляет опасность при большой концентрации воздухе. Как правило, аргоновая среда служит для соединения деталей, изготовленных из цветных металлов либо их сплавов, не исключая химически активные и хрупкие. - Гелий. Инертный газ гелий (He) гораздо легче, чем воздух, бесцветен и ничем не пахнет. В чистом виде используется при ответственной сварке заготовок, выполненных из алюминия и алюминиевых сплавов. Для сварки других цветных металлов применяют различные комбинации газов, например Ar-He-CO2, Ar-He.
- Углекислый газ. Это тяжелый (в полтора раза тяжелее воздуха) активный газ без цвета и со слабым запахом. Это единственный неблагородный газ, который используется в чистом виде. Как правило, углекислота применяется, чтобы защитить ванну при сварке на короткой дуге и (или) при работе порошковыми электродами.
- Пиролизный газ. Представляет собой смесь газов, которые выделяются при нагреве, например, волокон древесины до температуры около 450 °C и выше.
 В эту смесь входят такие газы, как водород, этан, метан, пропилен, а температура ее горения составляет до 1100 °C.
В эту смесь входят такие газы, как водород, этан, метан, пропилен, а температура ее горения составляет до 1100 °C. - Водород. Этот одноатомный газ является самым распространенным и самым легким веществом на Земле. На каждый грамм Н2 при горении выделяется до 140 кДж теплоты. Это в 2,5 раза превышает показатели природного газа и в 1,5-2 раза – инертных газов. Риск работы с водородом заключается в следующем: сжатый водород и так называемая гремучая смесь (водород + кислород) взрывоопасны. Предъявляются очень строгие требования к закачке, хранению и эксплуатации водородных баллонов.
- Коксовый газ. Это смесь газов, которая выделяется при нагревании каменного угля до 900-1100 °C. В состав смеси входят водород, метан и оксиды карбона, а также могут включаться смолы, аммиак, сероводород. Из-за наличия этих компонентов коксовый газ не подходит для сварки цветных металлов, поэтому перед тем, как начать работу, коксовый газ сначала нужно подвергнуть физико-химической чистке.

Критерии выбора защитного газа
При полуавтоматической сварке в среде защитных газов тип этой среды выбирают исходя из данных о металле заготовок (марка, вид), которые, в свою очередь, говорят об их физико-химических характеристиках. Если сваривают разнородные металлы, то основным из них считается более тугоплавкий и (или) менее стабильный.
Помимо этого, обращают внимание на следующее:
- Ширина, длина, высота заготовок; способ, которым они готовятся к сварке.
- Нужна ли термообработка деталей; если да, то какая.
- Каковы технологические нюансы сварки, требования, предъявляемые к качеству шва.
- Технические параметры оборудования и применяемых материалов.
- Состояние внешней среды: относительная влажность, температура, скорость ветра, а также доступность стыка.
- Каковы расчетный расход газа и его цена.

Читайте также: «Сварка арматуры»
В следующей таблице приведены характеристики наиболее часто применяемых металлов, а также газы и их смеси, служащие защитной средой для сварки.
|
Материал |
Сталь |
Алюминий и его сплавы |
|
|
низкоуглеродистая |
легированная, средне- или высокоуглеродистая |
||
|
Аргон |
Да |
Да |
Да |
|
Гелий |
Нет |
Нет |
Да |
|
Углекислый газ |
Да |
Да, ограниченно |
Нет |
|
Аргон + углекислый газ |
Да |
Да |
Нет |
|
Аргон + молекулярный кислород |
Да |
Да, ограниченно |
Нет |
|
Аргон + гелий |
Нет |
Да |
Да |
|
Аргон + углекислый газ + молекулярный кислород |
Да |
Да, ограниченно |
Нет |
|
Аргон + молекулярный водород |
Да, ограниченно |
Да |
Нет |
|
Аргон + гелий + углекислый газ |
Да |
Да |
Нет |
|
Гелий + аргон + углекислый газ |
Нет |
Да |
Нет |
Для описанных выше методов сварки MAG и MIG годятся все отмеченные в таблице газы.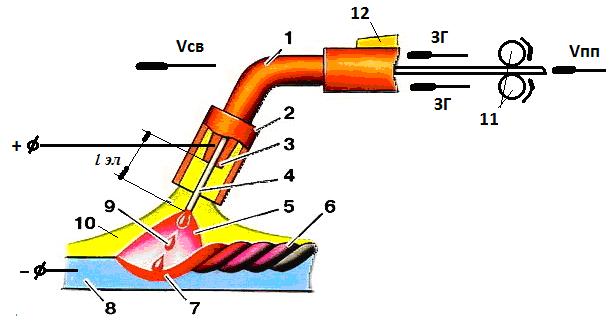 Есть еще методика TIG, при которой нужно использовать чистые аргон или гелий (либо смесь этих газов). В некоторых случаях, работая с плавящимся электродом, применяют комбинацию аргона и водорода. Грамотный выбор защитной газовой среды гарантирует:
Есть еще методика TIG, при которой нужно использовать чистые аргон или гелий (либо смесь этих газов). В некоторых случаях, работая с плавящимся электродом, применяют комбинацию аргона и водорода. Грамотный выбор защитной газовой среды гарантирует:
- аккуратный, качественный шов;
- безопасность при сварке;
- минимальные трудовые и денежные затраты.
Читайте также: «Оборудование для сварочных работ»
Во время сваривания замена защитной газовой среды недопустима в любых случаях. Подавать газ начинают за 15-30 секунд до инициации дуги, а прекращают подачу после того, как ванна затвердела.
Оборудование для полуавтоматической сварки
Сварочный пост при полуавтоматической сварке в среде защитных газов включает:
- Источник электротока.
- Механизм, подающий проволоку.
Сюда же входит газобаллонная аппаратура:
- баллоны с углекислым газом, которые подсоединяют посредством газового коллектора;
- редуктор, регулирующий расхода газа;
- ротаметр, определяющий уровень расхода;
- дополнительные приборы, такие как смеситель, осушитель, подогреватель;
- газовые шланги;
- приточно-вытяжная вентиляция.

Суть полуавтоматической сварки в среде защитных газов состоит в использовании установки, которая включает источник электропитания, горелку, механизм подачи материала, блок управления сварки и пульт дистанционного управления. Режимы полуавтоматической сварки в среде защитных газов — постоянный и импульсно-дуговой.
В последнее время стали популярными инверторные аппараты, работающие на постоянном токе. На рынке представлен широкий ряд моделей, в том числе небольшие приборы для домашнего пользования, которые работают от сети напряжением 220 В. Можно приобрести полнофункциональные установки, дающие возможность сваривать изделия не только из нержавеющей стали, но и из многих цветных металлов и сплавов.
Читайте также: «Технология сварки сталей»
Благодаря механизмам подачи проволока стабильно и с заданной скоростью поступает в сварочную горелку. Эти механизмы включают электродвигатель, редуктор, ролики — прижимные и подающие, проволочные кассеты. Подающие механизмы бывают открытого и закрытого типов. Для домашнего пользования достаточно простого прибора с двумя роликами, профессиональные же сварочные установки могут содержать четыре ролика и более.
Подающие механизмы бывают открытого и закрытого типов. Для домашнего пользования достаточно простого прибора с двумя роликами, профессиональные же сварочные установки могут содержать четыре ролика и более.
Иногда требуется увеличить рабочую зону сварки. Для того чтобы обеспечить надежную подачу проволоки на десятки метров от пульта управления, используют промежуточные механизмы подачи. Они действуют синхронно с основным оборудованием, благодаря чему сварка проходит без перебоев.
Технология сварки полуавтоматом в среде защитных газов
Прежде чем приступать к работе, необходимо тщательно очистить металл от ржавчины и остатков краски. Если даже их останется буквально крупицы, это может значительно ухудшить качество сварки и прочность шва. Зачистке подлежит и место под зажим для массы.
Имеется возможность управлять горелкой полуавтоматической установки MIG/MAG одной рукой, но если действовать обеими руками, то легче будет контролировать процесс сварки, а шов получится более прочным и аккуратным.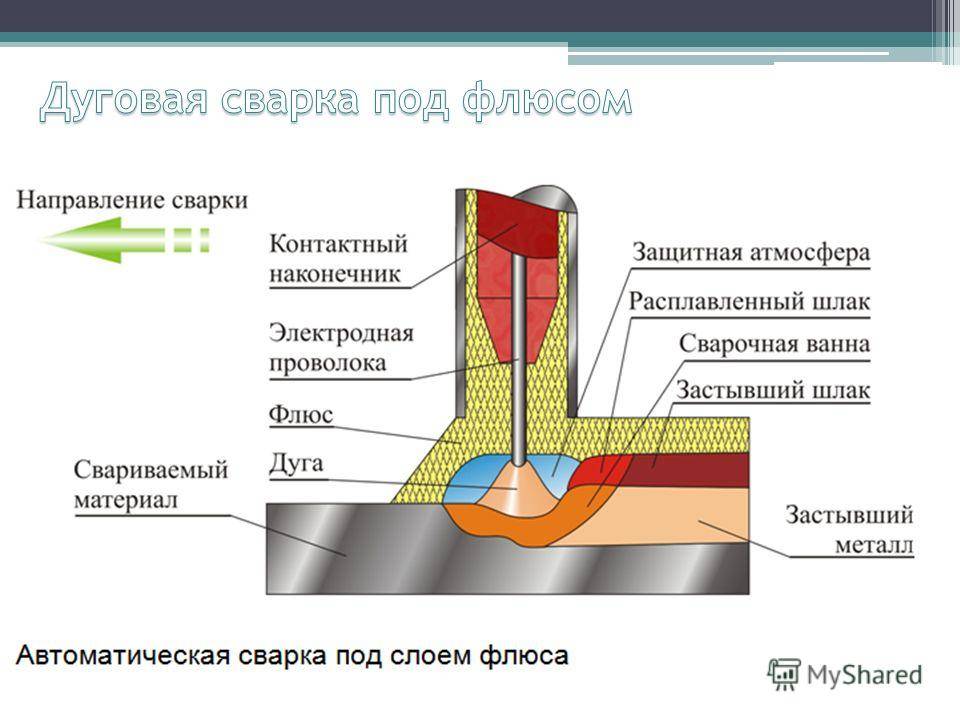 Суть полуавтоматической сварки в среде защитных газов в том, что одна рука держит горелку, а другая служит для нее опорой. Таким образом, процесс сварки тщательно контролируется, а движения горелкой получаются четкие и надежные.
Суть полуавтоматической сварки в среде защитных газов в том, что одна рука держит горелку, а другая служит для нее опорой. Таким образом, процесс сварки тщательно контролируется, а движения горелкой получаются четкие и надежные.
При сварке рекомендуется защищать голову и лицо полноразмерной сварочной маской, желательно с автозатемнением, которая надежно крепится к голове, благодаря чему руки всегда свободны.
Читайте также: «Стыковое сварное соединение»
Скажем несколько слов о сварочной проволоке. Она выполняет функцию присадочного материала. В процессе сварки проволока подается в область будущего шва, расплавляется совместно с металлическими кромками и заполняет шов. По этой причине химический состав сварной проволоки должен быть схож с составом металлов, которые сваривают (например, по содержанию углерода, влияющего на пластичность шва).
Проволока должна плавиться при той же температуре, что и свариваемые металлы, или немного ниже. Если проволока будет более тугоплавкой, то это может привести к тому, что из-за высоких температур свариваемый металл может быть прожжен насквозь.
При сварке деталей из алюминия или его сплавов используют чисто алюминиевую проволоку или с добавками кремния и магния.
Встречаются разные типы сварных соединений: встык, внахлестку, тавровое, «в лодочку» (угловое). Все зависит от того, как сварные швы располагаются в пространстве. Вертикальные швы проходят по направлению снизу вверх, если толщина небольшая, и снизу вверх — при толщине больше 4 мм. Горизонтальные швы выполняют слева направо и углом назад, без поперечных колебаний.
Читайте также: «Сварка нержавейки аргоном»
Чтобы заполнить разделку, осуществляют колебательные движения в поперечном направлении. Очень важно перед каждым проходом снимать шарик металла с кончика сварной проволоки.
Техника безопасности при полуавтоматической сварке
Электродуговая сварка — процесс небезопасный, мастер нуждается в определенной защите. Прежде всего, это специальная сварочная маска. Оптимальный вариант — маска, в которую встроен механизм автозатемнения, включающийся при появлении ярких вспышек света.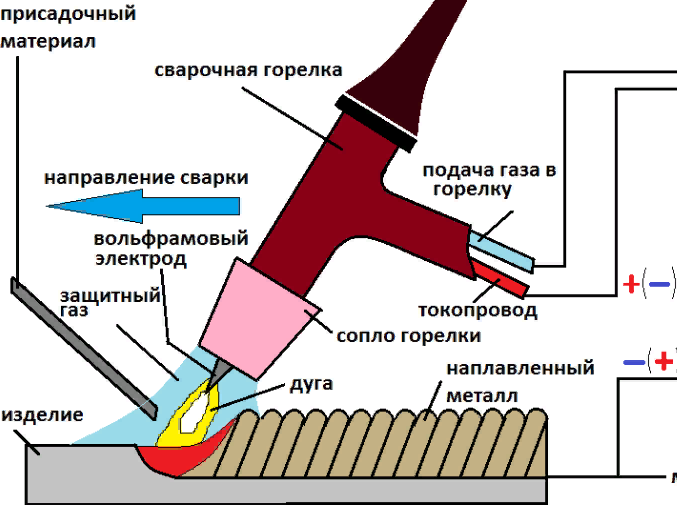 Маска надежно крепится на голове, и руки остаются свободными.
Маска надежно крепится на голове, и руки остаются свободными.
Чтобы защитить руки от брызг расплавленного металла, необходимо применять перчатки. Они оберегают кожк также от высоких температур и опасного (особенного при долгом воздействии) ультрафиолетового излучения — неизменных спутников сварочного процесса.
Сварщик должен надевать специальный защитный костюм, сшитый из материала, выдерживающего попадание брызг расплавленного металла. Если такого костюма нет, то можно использовать одежду, в составе которой нет синтетических волокон. Дело в том, что синтетика легко может расплавиться и нанести ожоги мастеру.
Обувь должна быть закрытой, чтобы в нее не попадали металлические брызги от сварки.
Читайте также: «Организация сварочных работ»
Во время сварочных работ выделяются вредные вещества, вдыхать которые опасно для здоровья. Поэтому в рабочем помещении необходимо обеспечивать хорошую вентиляцию.
Процедура полуавтоматической сварки в среде защитных газов предполагает соблюдение определенных параметров. От этого будут зависеть качество и надежность сварного шва. Необходимо четко знать силу и полярность используемого тока, наименования газов в защитной смеси, толщину проволоки, значения давления углекислого газа и др. Чтобы не ошибиться, рекомендуется использовать справочные таблицы, в которых приведены все необходимые данные.
От этого будут зависеть качество и надежность сварного шва. Необходимо четко знать силу и полярность используемого тока, наименования газов в защитной смеси, толщину проволоки, значения давления углекислого газа и др. Чтобы не ошибиться, рекомендуется использовать справочные таблицы, в которых приведены все необходимые данные.
Полуавтоматическая сварка в среде защитных газов
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Полуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Как вам статья?
Что такое сварочные защитные газы и почему они важны?
Опубликовано 1 января 2023 г.
7 мин.
- Операционное совершенство
Сварка вызывает в воображении определенное очарование высоких температур и раскаленных добела искр, смешанных с суровым очарованием. Это процесс, который требует очень искусного баланса силы и строгой точности. Еще до того, как сварщик зажжет свое пламя, правильная газовая смесь — это уже полдела.
ПОЧЕМУ ТАК ВАЖНА ПРАВИЛЬНАЯ ГАЗОВАЯ СМЕСЬ?
Экранирование защищает расплавленный металл от реакции с атмосферными газами, такими как кислород, двуокись углерода, азот и водяной пар.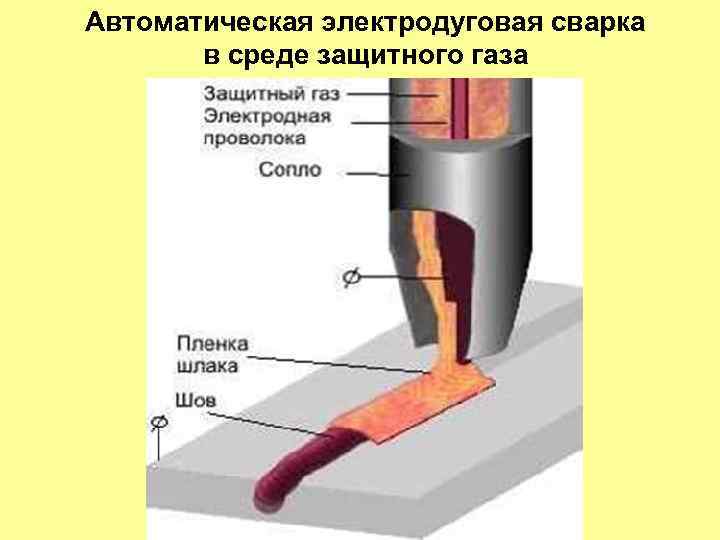 Плавный процесс сварки требует тщательного выбора газов с учетом их свойств. Неправильный выбор газа может привести к дефектам и неправильной сварке.
Плавный процесс сварки требует тщательного выбора газов с учетом их свойств. Неправильный выбор газа может привести к дефектам и неправильной сварке.
ЧТО ТАКОЕ ЗАЩИТНЫЕ ГАЗЫ?
Защитные газы — это инертные или полуинертные газы, защищающие сварной шов от повреждения в результате контакта с атмосферными газами. Они влияют на количество тепла, выделяемого дугой, и на внешний вид образующегося валика сварного шва.
ИНЕРТНЫЕ ГАЗЫ ПРИ СВАРКЕ
Инертные газы (также известные как благородные газы) бесцветны, не имеют запаха и химически неактивны.
АРГОН
Чистый аргон часто используется с алюминием и цветными металлами. Этот газ хорошо подходит для защиты плоских сварных швов и сварных швов с глубокими канавками.
Аргон подходит для более легкого пуска, применения с переменным током (AC) и для более длинных дуг при более низких напряжениях. Добавление гелия улучшает свойства теплопередачи аргона, а смесь аргона с углекислым газом или кислородом может помочь стабилизировать дугу.
ГЕЛИЙ
Чистый гелий идеально подходит для сварки магния, меди и алюминия. Однако это создает неравномерную дугу, которая может привести к разбрызгиванию при работе со сталью. Гелий эффективен при механизированной сварке, но допускает меньше ошибок при ручной сварке.
Для очистки катодов можно использовать гелий-аргоновую смесь.
ПОЛУИНЕРТНЫЕ ГАЗЫ ПРИ СВАРКЕ
Газы с низкой химической активностью относятся к полуинертным газам. Правильная смесь полуинертных газов в нужных количествах может улучшить качество сварного шва.
ВОДОРОД
Водород может обеспечить более чистые поверхности сварки и лучшие профили валиков для сортов нержавеющей стали, чувствительных к кислороду. Однако при неправильном использовании захваченный газ может вызвать пористость сварного шва и растрескивание под валиком в углеродистых и низколегированных сталях.
Добавление водорода в аргон углубляет провар и увеличивает скорость сварки.
АЗОТ
Азот увеличивает проплавление сварного шва и стабильность дуги. Смеси азота могут улучшить механические свойства сплавов, содержащих азот, и предотвратить точечную коррозию, а также потерю азота из металла.
КИСЛОРОД
Смеси кислорода также обычно используются для защиты сварных швов. Они стабилизируют дугу, минимизируют разбрызгивание и улучшают перенос металла.
Окислительные свойства кислорода делают его непригодным для работы с медью, алюминием и магнием. Газ следует использовать экономно, так как слишком много может привести к тому, что продукты станут хрупкими.
ДВУОКИСЬ УГЛЕРОДА
Углекислый газ улучшает скорость сварки, проплавление и механические свойства, что делает его наиболее подходящим для сварки стали в среде инертного газа (MIG).
Однако этот газ также вызывает более шаткую дугу, потери на разбрызгивание и большое количество дыма. Смешивание углекислого газа с аргоном сводит к минимуму разбрызгивание.
Смешивание углекислого газа с аргоном сводит к минимуму разбрызгивание.
Углекислый газ нельзя использовать с тонкими металлами, такими как алюминий, который не выдерживает высоких температур.
ОСНОВНЫЕ ЗНАНИЯ О ГАЗАХ ПРИ СВАРКЕ
Понимание роли, которую эти газы играют при сварке, имеет решающее значение для сварщика, где каждая мельчайшая деталь влияет на общий процесс. Практика с правильными инструментами и под руководством инструктора — лучший способ определить лучшие газы и их применение в ваших сварочных проектах. 9Глоссарий 8 Сварка проплавление – расстояние плавления до основного металла, коррелирующее с прочностью
Пористость сварного шва – количество газа, захваченного внутри сварного шва, в результате чего образуются круглые отверстия
Скорость сварки – более низкая скорость сварки обеспечивает более глубокое проплавление сварного шва0098 Сварка металлов в среде инертного газа (MIG) – непрерывный сплошной проволочный электрод и защитный газ подаются через сварочную горелку в сварочную ванну, соединяя вместе два основных материала.
Потери азота – приводит к образованию более крупных зерен. или без железа
Точечная коррозия – трудно обнаруживаемые полости в материалах
Брызги – нежелательные капли расплавленного материала
Потеря разбрызгивания – материал теряется в виде брызг
Истории, которые могут быть вам интересны
Цифровизация поставок: развертывание OBC для обеспечения надежности, эффективности и защиты окружающей среды
Узнайте большеНе только данные в электронике
Узнайте большеДоставка на ходу: использование Servitrax для улучшения наших методов управления цилиндрами
Узнайте больше
Защитные газы, используемые при сварке – Baker’s Gas & Welding Supplies, Inc.

перейти к содержанию
Бейкерсгаз
Инертные или полуинертные газы, используемые при дуговой сварке металлическим электродом в среде защитного газа и сварке вольфрамовым электродом в среде защитного газа (GMAW/GTAW или MIG/TIG), защищают зону сварки от атмосферных газов. Газы в атмосфере включают кислород, азот, углекислый газ и водяной пар. Они могут ухудшить качество сварки. Неправильный выбор защитного газа может привести к пористому и слабому сварному шву, чрезмерному разбрызгиванию и снижению производительности.
При дуговой сварке металлическим электродом используется электрод, покрытый флюсом, который при нагревании выделяет углекислый газ. Этот полуинертный газ обеспечивает соответствующую защиту при сварке стали. При лазерной сварке защитный газ предотвращает образование плазменного облака над сварным швом.
Шесть благородных газов (без запаха, бесцветные, одноатомные, с низкой химической активностью): гелий, неон, аргон, криптон, ксенон и радон. Из них только гелий и аргон являются достаточно экономичными для использования в сварке. Эти инертные газы используются в GTAW и GMAW для цветных материалов.
Из них только гелий и аргон являются достаточно экономичными для использования в сварке. Эти инертные газы используются в GTAW и GMAW для цветных материалов.
Полуинертные газы включают двуокись углерода, кислород, азот и водород. Эти полуинертные газы в контролируемых количествах могут улучшить сварные швы. Большинство из них при чрезмерном нанесении могут повредить сварной шов. Газы могут использоваться в чистом виде или в виде смеси двух или трех газов.
Свойства
Первыми важными свойствами являются теплопроводность и теплопередача . Относительная плотность и легкость ионизации также имеют решающее значение. Теплопередача необходима для нагрева сварного шва вокруг дуги. Способность к ионизации влияет на запуск дуги и требования к напряжению.
Гелий , газ легче воздуха, требует большей скорости потока. Более высокая скорость потока и его стоимость приводят к тому, что гелий теряет свое место в качестве первого выбора для сварки в больших объемах. Теплопроводность высокая. Гелий требует более высокого напряжения для запуска дуги, потому что его нелегко ионизировать. Идеально подходит для алюминия, магния и меди; гелий обеспечивает глубокий широкий шов. Смеси гелия могут использоваться для сварки нержавеющей стали или алюминия. Чистый гелий обеспечивает неустойчивую дугу и способствует разбрызгиванию при работе со сталью.
Теплопроводность высокая. Гелий требует более высокого напряжения для запуска дуги, потому что его нелегко ионизировать. Идеально подходит для алюминия, магния и меди; гелий обеспечивает глубокий широкий шов. Смеси гелия могут использоваться для сварки нержавеющей стали или алюминия. Чистый гелий обеспечивает неустойчивую дугу и способствует разбрызгиванию при работе со сталью.
Аргон тяжелее воздуха, требуется меньший расход. Инертный газ не вступает в реакцию с расплавленными металлами, имеет низкую теплопроводность и легко ионизируется. Стабильная дуга с отличным путем тока и высокой плотностью тока обеспечивает очень узкий конус дуги и узкий профиль проплавления. Чистый аргон часто используется при сварке алюминия и цветных металлов. Чистый аргон не используется для сварки стали. Добавление гелия улучшит теплопередачу. Кислород или углекислый газ стабилизируют дугу.
Углекислый газ обладает хорошей теплопроводностью и обеспечивает очень глубокий шов, но дуга несколько нестабильна, а разбрызгивание увеличивается. Смеси аргона и двуокиси углерода распространены, поскольку аргон подавляет разбрызгивание. Углекислый газ дешев, но имеет большое количество дыма. Его можно использовать для углеродистой стали.
Смеси аргона и двуокиси углерода распространены, поскольку аргон подавляет разбрызгивание. Углекислый газ дешев, но имеет большое количество дыма. Его можно использовать для углеродистой стали.
Кислород используется в качестве добавки. Добавление двух-пяти процентов к аргону повысит стабильность дуги, уменьшит поверхностное натяжение и увеличит смачивание твердого металла. Из-за окислительных свойств его нельзя использовать для сварки алюминия, магния или меди. Окисление электрода приводит к пористому отложению (без достаточного количества раскислителей). Слишком много кислорода может привести к ломкости.
Азот увеличивает проплавление сварного шва и повышает стабильность дуги. Он используется для некоторых нержавеющих сталей, но вызывает пористость углеродистых сталей. Можно использовать чистый азот, водород-азот или аргон-диоксид углерода-азот. При использовании сплава, содержащего азот, смеси газообразного азота улучшают механические свойства, противодействуют точечной коррозии и предотвращают потерю азота из металла. Его можно использовать в некоторых случаях лазерной сварки.
Его можно использовать в некоторых случаях лазерной сварки.
Водород улучшает текучесть металла, улучшает чистоту поверхности и может использоваться с никелем и некоторыми нержавеющими сталями. Многие сплавы и углеродистую сталь можно сделать более хрупкими. При добавлении к аргону и углекислому газу он противодействует окислению, сужает дугу, повышает температуру дуги и улучшает проплавление сварного шва. Можно использовать с медью.
Существует множество комбинаций и специальных газовых добавок. Оксид азота восстанавливает озон. Гексафторид серы защищает сварку алюминия. Для алюминиево-литиевых сплавов добавляют дихлордифторметан. Следите за будущим постом о распространенных газовых смесях и применениях.
Сопутствующие товары
Газовые баллоны TurboTorch
Артикул: VIC-CYLINDER
Miller Argon/Helium Gas Mix
Артикул: MIL299-006-3C
Компактный комплект защитного газа HARRIS 355-2
Артикул: HAR4400235
Lincoln Power Mig 216 MIG Welder 9000 3
Артикул: LINK2816-2
Впервые появился пост Защитные газы, используемые при сварке на Weld My World.