
в защитном газе, в углекислом газе
Технология сварки полуавтоматом весьма распространена на промышленных предприятиях, в небольших мастерских и набирает популярность и у домашних мастеров. Полуавтоматический способ сварки в газовой атмосфере применяется и на стационарных сварочных постах в цехах и на мобильных аппаратах.
Полуавтоматическая сварка
Так сваривают детали и конструкции из цветных металлов и нержавеющей стали, особенно подверженных окислению при высокой температуре. Один из главных расходных материалов сварочного полуавтомата — это сварочная проволока. Многие компании по всему миру выпускают десятки марок и типоразмеров, цены на разные марки могут отличаться в десятки раз.
Содержание
Описание и принцип действия полуавтоматической сварки
Сварка проводится в атмосфере инертных газов во избежание нежелательного окисления материала стыков и шва. Сварочный агрегат нагнетает газ (чаще всего — аргон) к месту сварки под небольшим избыточным давлением, вытесняя, таким образом, кислород воздуха из рабочей зоны. В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
Масса подается на деталь зажимом, как и при обычной электродной ручной сварке. Плюс подается на сварочную проволоку. Сварщик открывает кран подачи газа и регулирует напор, после чего включает механизм подачи на заданную техническими условиями скорость и касается детали кончиком электрода, торчащим из горелки. Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.
Возможно также использование полуавтомата без газа, для сварки обычного черного металла, для чего применяются специально предназначенные марки сварочной проволоки.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость.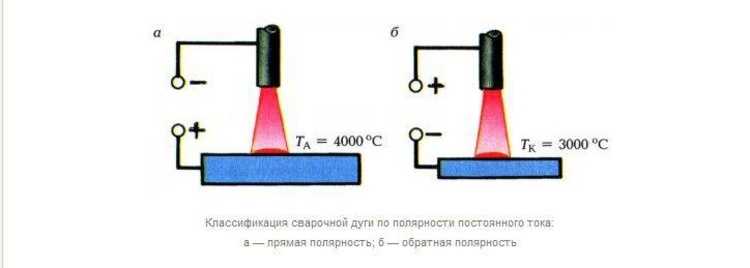 Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Виды проволоки общего назначения
В зависимости от основного материала и вида покрытия, сварочная проволока для полуавтомата делится на 4 основных вида:
- Омедненная — наиболее популярна и применяется для сварки низколегированных конструкционных сталей общих марок.
Омедненная присадочная проволока
- Порошковая — не требует для применения защитной атмосферы. Газ, изолирующий сварочную ванну от воздействия воздуха, выделяется при испарении порошкообразных присадок.

Порошковая сварочная проволока
- Нержавеющая –сплошного сечения, получаемая холодной вытяжкой из высоколегированных сплавов.
Проволока для сварки нержавейки
- Цветная – для сварки цветных металлов, таких, ка алюминий или медь. Подбирается по составу, близкому к составу свариваемого материала.
Цветная сварочная проволока
Для полуавтоматов выпускаются и другие виды сварочных материалов, но они служат для узкоспециальных применений и используются сравнительно редко.
Омедненное изделие
Омедненная сварочная проволока для полуавтомата отлично подходит для работы с низкоуглеродистыми и малолегированными сталями в атмосфере инертных газов. Обладает высокой коррозионной стойкостью и позволяет получить крепкий и долговечный шов. Применяют омедненную проволоку и для наплавки. Она обладает доступной ценой и постоянным химическим составом.
Омедненная проволока для сварки полуавтоматом
Недостатком омедненной проволоки является испарение меди в процессе сварки, что существенно ухудшает условия труда и требует применения изолирующих масок с принудительной подачей чистого воздуха для дыхания.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода — это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1.5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха.
Порошковая проволока для сварки полуавтоматом
Главное достоинство порошковой проволоки — это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру.
Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
Нержавеющий гибкий электрод
Гибкие электроды для сварки нержавеющей стали производят способом холодной вытяжки из высоколегированных марок стальных сплавов.
Они обладает следующими положительными качествами:
- тугоплавкие;
- коррозионностойкие;
- устойчивые к агрессивному окружению;
- продолжительный срок годности;
- обеспечивают отличное качество шва.
Нержавеющий гибкий электрод
Заметным недостатком является высокая стоимость такого сварочного материала.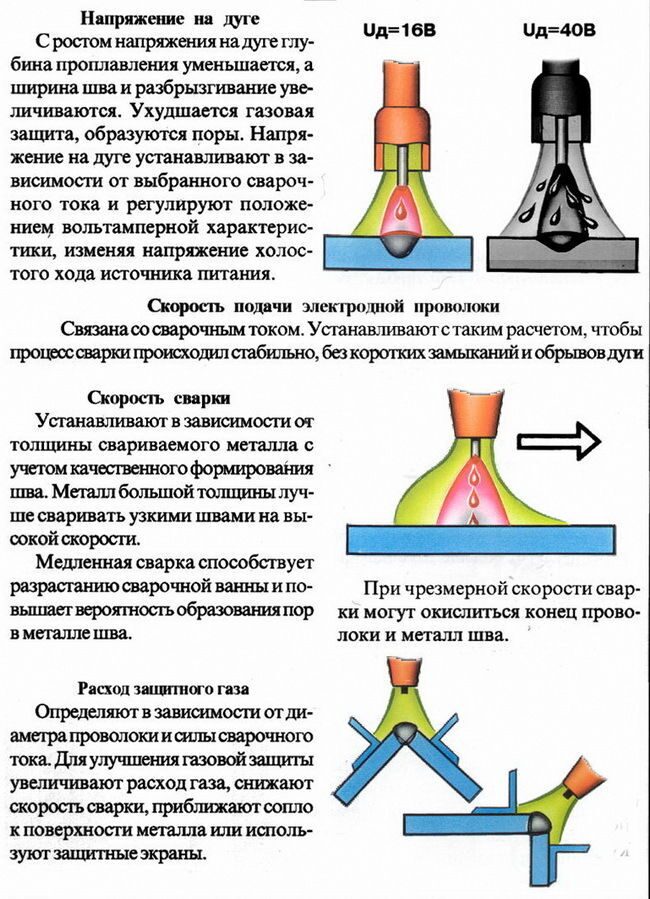 Это сдерживает ее широкое применение.
Это сдерживает ее широкое применение.
Цветные металлы
Качественно сварить цветные металлы или их сплавы не так уж и просто. Необходимо тщательное выполнение требований технических условий и правильный подбор расходных материалов и оборудования.
Медь и ее сплавы
На сварочный процесс сильно влияют такие свойства самой меди и ее сплавов — бронзы и латуни, как их высокие:
- теплопроводность;
- реактивность с водородом;
- коэффициент теплового расширения.
Эти свойства могут привести к недостаточной прочности около шовной области и самого шва, повышенной текучести металла и появлению горячих трещин. Поэтому для работы по меди и ее сплавам лучшие результаты дают проволоки с высоким содержанием вольфрама. Это позволяет снизить выпаривание цинка и олова и сохранить химический состав и физические свойства материала.
Алюминиевые и магниевые сплавы
Поверхность деталей и заготовок из таких сплавов постоянно покрыта слоем тугоплавких окислов, не дающих расплаву из сварочной ванны сплавляться с основным металлом деталей. Остатки этого трудноудаляемого слоя в виде шлаковых включений могут попадать в материал шва, заметно ухудшая его качество.
При работе током обратной полярности в зоне электрической дуги осуществляется катодная зачистка деталей. Но этот прием позволяет удалить лишь слой окислов небольшой толщины. Поэтому перед сваркой слой окислов следует удалять обработкой кислотами или зачисткой. Также важно не забыть удалить слой окисла с и поверхности сварочной проволоки.
Сварка аргоном алюминия
Сплавы АВ, АК6, АКВ особо подвержены возникновению горячих трещин при сварке, поэтому для них рекомендуется использовать проволоку с включением около 5% кремния.
Сварка проводится в атмосфере чистого аргона, либо в его смеси с гелием.
Активированная проволока
Этот сварочный материал по составу близок к порошковой проволоке, но в него добавлены специальные присадки, оптимизирующие параметры в области сварочной ванны и препятствующие разрушению металла во время сварки и после нее. Конструктивно активированная проволока устроена иначе, чем порошковая. Процентное содержание добавок существенно меньше и не превышает 6-8 % от общей погонной массы. Присадки при этом не засыпаются в полости, а встраиваются в тело проволоки в виде тонких каналов, и материал объединяет в себе достоинства проволоки сплошного сечения и порошковой проволоки. По причине малой доли присадок сварку такой проволокой возможно вести только в атмосфере инертного газа.
Присадками являются легко ионизируемые соединения легких металлов и шлакообразующие составляющие, улучшающие ситуацию со стабильностью рабочих параметров сварочной ванны. Они повышаю стабильность электрической дуги.
Они повышаю стабильность электрической дуги.
Можно сформулировать следующие достоинства активированной проволоки:
- Широкий спектр совместимого оборудования. Проволока, в отличие от порошковой, допускает перегибы и не требует специализированных подающих устройств.
- Высокое качество шва за счет понижения поверхностного натяжения соединяемых заготовок и низкого насыщения водородом.
- Снижение потребляемого тока за счет защиты области сварки от чрезмерной теплопотери.
Сварочная проволока
Главным минусом активированной проволоки считается необходимость применения газа. Это увеличивает трудоемкость и себестоимость операции.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Типы и маркировка проволоки для сварки
Стандарты РФ описывают около 80 различных марок сварной проволоки. Однако на практике широко применяются не больше десятка.
Маркировка сварочной проволоки
Оставшиеся марки — это узкоспециализированные материалы для специальных и довольно редких применений, таких, как:
- изготовление атомных реакторов, внутрикорпусных устройств и компонентов ядерной энергетики;
- аэрокосмическая промышленность;
- специальное кораблестроение, включая корпуса подводных лодок и бронирование;
- оборудование для добычи, транспортировки и переработки нефти и газа;
- корпуса и оборудование для химических реакторов;
- другие отрасли высоких технологий.

Обозначение проволоки состоит из нескольких групп цифр и символов:
- диаметра в миллиметрах;
- назначения:
- собственно для сварки «Св»;
- для наплавки — « Нп».
- содержание углерода в сотых процента;
Условные обозначения легирующих элементов
- содержания легирующих присадок в процентах, если содержание меньше 1%- то оно не указывается:
- Х-хром.
- Н-никель.
- М – молибден.
- С – кремний.
- Н – никель.
- Х – хром.
- Ц – цирконий.
- Г – марганец.
- А — азот.
- В — вольфрам.
- Т — титан.
- Ю. — алюминий.
- Ф — ванадий.
- Б — ниобий.
- Д — медь.
- С — кремний.
- Требования к чистоте материала.
- А — очищенный.
- АА — особой чистоты.
- Способ выплавки.
- ВИ — вакуумно-индукционный.
- ВД — вакуумно-дуговой.
- Ш. — электрошлаковый.

- Ш. — электрошлаковый.
- Для производства электродов — литера Э.
- Омедненная — литера О.
- Ссылка на ГОСТ.
Так, например, из обозначения можно узнать, что марка Св-08Г2С содержит 0,08% углерода, 2% марганца и кремний менее 1%. Эта присадочная проволока подходит для газовой сварки легированной стали.
Маркировка марки Св-08Г2С
Ведущие мировые производители сварочной проволоки- ESAB, Autrod и другие применяют свои собственные системы обозначений, соответствующие американским или европейским стандартам. Дилеры этих компаний всегда имеют наготове таблицы соответствия их марок маркам, предусмотренных ГОСТ.
Диаметры сварочной проволоки
Сварочная проволока общего назначения выпускается диаметрами 0,3 до 12 мм. Наиболее широко в обиходе используются диаметры от 0,8 до 2 мм.
Так, например, проволока в 2 мм позволяет сваривать металл от 3 до 5 мм толщиной. Еще один параметр для выбора — это режим сварки, прежде всего сила тока. Для подборки толщины сварочной проволоки существуют специальные таблицы.
Основные параметры сварки
Важно помнить, что если в вашей питающей электросети пониженное или нестабильное напряжение, то диаметр сварочной проволоки лучше уменьшить, чтобы избежать непроварки.
Контроль расхода сварочной проволоки
Для того чтобы управлять себестоимостью сварочных работ, требуется контролировать расход проволоки.
Ключевыми факторами, определяющими расход, являются:
- химический состав металла;
- диаметр и качество проволоки;
- характеристики сварочного агрегата;
- использование защитного газа.
Широко применяемым нормативом расхода сварочного материала, в зависимости от протяженности швов и сложности изделия, считается 1-2% от его общей массы. К этому количеству добавляют 6 % на угар и потери проволоки
Современные механизмы и скорость подачи сварочной проволоки
Современные полуавтоматические агрегаты подразделяются по виду сварки:
- в инертных газах;
- с помощью порошковой проволоки;
- под флюсом;
- универсальные.

Агрегаты для работы с инертным газом снабжаются автоматическим клапаном, отсекающим подачу газа при остановке сварки. Агрегаты для работы под флюсом комплектуются горелкой с воронкой. Они используют более толстую проволоку, поэтому обладают усиленным механизмом подачи.
В зависимости от производительности, продолжительности непрерывной работы и ресурса агрегаты разделяются на:
- Бытовые.
- Полупрофессиональные.
- Профессиональные.
По степени своей мобильности сварочные полуавтоматы делятся на переносные, передвижные и стационарные.
Индустриальные агрегаты выполняют с трехфазным питанием. Они могут круглосуточно работать без отключения на охлаждение и позволяют проваривать высококачественные, прочные и ровные швы.
Агрегаты для работы с порошковой проволокой снабжены улучшенным механизмом подачи, не допускающим деформаций и заломов хрупкой проволоки. Универсальные полуавтоматы располагают дополнительной оснасткой:
- сварочными горелками;
- специальными форсунками;
- улучшенными роликами подачи.
что позволяет применять их во многих режимах работы
Подающий механизм (протяжка) сварочного полуавтомата
В систему подачи проволоки входят:
- Электродвигатель.
- Трансмиссия.
- Армированная трубка.
- Подающие ролики.
По отношению к горелке подающая система может быть тянущей, толкающей или тянуще-толкающей. В толкающей системе ролики размещены возле входа шланга горелки и выталкивают проволоку в ее канал. С тянущей системе подачи ролики размещаются непосредственно в горелке. Это утяжеляет горелку, но повышает стабильность подачи проволоки и снижает вероятность деформации и заломов. Тянуще – толкающую подачу используют при большой длине армированного шланга в профессиональных распределенных сварочных постах.
Применяется два способа регулировки скорости подачи. В первом используется трехфазный асинхронный электродвигатель, и скорость регулируется ступенчато, переключением передач в коробке, напоминающей автомобильную. Второй вариант применяется в тех случаях, когда важно обеспечить очень тонкую подстройку скорости подачи, например, при сварке тонких листов металла. Электродвигатель применяют на постоянном токе, а скорость его вращения регулируется электронной схемой с точностью до нескольких оборотов в минуту.
Применение сварочной проволоки
Сварочная проволока применяется в сварочных аппаратах автоматического и полуавтоматического типа для сварки широкого диапазона металлов, от крупных машиностроительных заводов до домашней мастерской.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Сварка нержавеющей стали
Осуществляется в защитной атмосфере аргона ввиду повышенной химической активности нержавеющей стали в нагретом и расплавленном состоянии.
Кроме того, большая литейная усадка, а также пониженная электропроводность и теплопроводность нержавейки приводит к необходимости выбора специальных режимов сварки.
Проволока для сварки нержавейки
Для сварки нержавейки применяется проволока полного сечения из высоколегированных сталей, подбираемая по сходству состава со свариваемым материалом. Для особо ответственных изделий используют вольфрамовую проволоку.
Проволока для сварки нержавейки
Порошковая проволока также используется для сваривания нержавеющих сталей без подачи защитного газа из баллона.
Выбор газа
В качестве защитной атмосферы используются либо аргон, либо углекислый газ.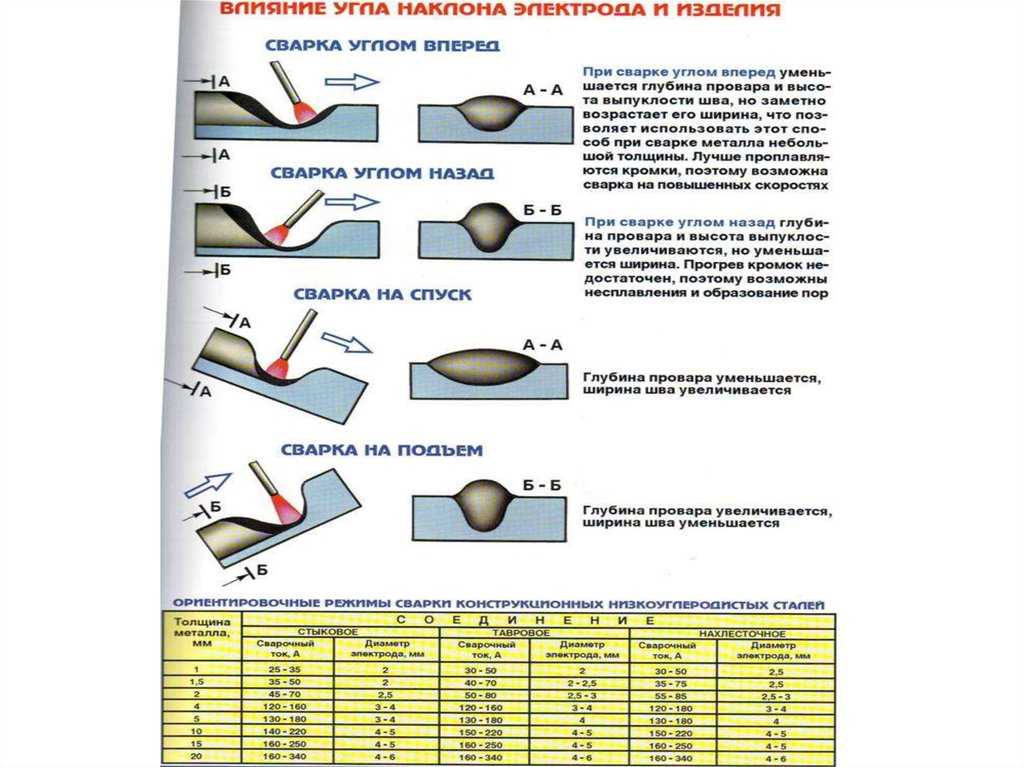
Иногда для удешевления операции в качестве газа выбирают ацетилен, но он взрывоопасен и требует большого опыта от сварщика.
Применение порошковой проволоки позволяет обойтись без газа, но такой режим также требует высокой квалификации и не рекомендован для особо ответственных изделий.
Технология сварки нержавеющей стали в среде углекислого газа
В ходе сварки нержавеющих сталей нужно следить за выполнением следующих условий:
- Использовать режим обратной полярности.
- Не допускать вылет проволоки более сантиметра.
- Следить за расходом газа, он должен быть от 6 до12 м3 в минуту.
- Применять осушитель — медный купорос.

- Использовать меловой раствор в качестве защиты от брызг.
- Вести горелку плавно, без рывков.
- Отступать от края детали не менее чем на 5 см.
Подготовка металла
- Необходимо стальной щеткой зачистить свариваемые кромки и окружающую их зону от загрязнений.
- Обезжирить поверхностей уайт-спиритом или специальным растворителем.
- Обработать поверхность специальным средством от брызг металла. Это поможет до минимума сократить операцию зачистки после операции.
- Добиться сварочного зазора, достаточного для компенсации усадки.
Техническая схема сварки
По причине малой теплопроводности нержавеющей стали, чтобы избежать перегрева зоны сварки, используют значения рабочего тока на 15-20% ниже, чем при сварке обычных конструкционных сталей.
Техническая схема сварки
Кроме того, надо обеспечить минимальный сварочный зазор, достаточный для компенсации литейной усадки
Исправление дефектов
Во время сварки в металле возникают напряжения, которые могут привести к дефектам. Их исправляют как механическим способом — прессами и валками, так и термическим — путем прогрева отдельных участков изделия до состояния повышенной пластичности для снятия напряжений.
Их исправляют как механическим способом — прессами и валками, так и термическим — путем прогрева отдельных участков изделия до состояния повышенной пластичности для снятия напряжений.
Дефекты сварных швов
Полуавтоматическая сварка
Первая сварка создана более 50 лет назад. Принцип ее работы удачно применяется и в современных аппаратах, только в более модернизированном виде. Полуавтоматическая сварка отличается своей универсальностью, простотой и доступностью. Ее используют при кузовном ремонте на СТО, при монтажных работах и иных областях производства. Также огромная популярность использования данного вида сварки обусловлена тем, что обучение, для получения шва высокого качества, не занимает длительного периода времени. Благодаря легкости использования технология дает превосходные результаты.
Что такое полуавтомат
Полуавтоматическая сварка – это сварка с помощью электромеханичесого аппарата электродом, который плавится. Электрод изготовлен из специального металла в виде проволоки, благодаря автоматической подаче его к точке сварки. Темп подачи устанавливает человек на аппарате.
Темп подачи устанавливает человек на аппарате.
Полуавтоматических сварок существует огромное множество. Все они делятся на несколько видов:
- Полуавтоматическая сварка с порошковой проволокой;
- Сварка в среде защитного газа;
- Полуавтомат с использованием сварочных флюсов.
Последний вариант аппарата относительно недорогой, но высокую стоимость имеет флюсовая проволока, поэтому чаще всего используют второй вариант полуавтомата. Некоторые производители хотят сыграть на том, что сварка с флюсовой проволокой не требует покупки громоздкого баллона. Однако швы при этом выходят хуже, чем в среде защитных газов.
Любой полуавтоматический сварочный аппарат имеет в своем составе блоки. В их число входят:
- Источник тока;
- Горелка и рукав;
- Шланг для подачи газа;
- Редуктор и устройство подачи проволоки;
- Баллон;
- Кабель и зажим замыкания цепи;
- Механизм управления.
 Определяет работу пуска, установки проволоки.
Определяет работу пуска, установки проволоки.
Согласно исполнению полуавтомат можно поделить на 2 категории:
- Однокорпусные. В таких аппаратах все необходимые механизмы укомплектованы в одном блоке;
- Сложные. Они могут состоять на две либо более элементов. В них подающее устройство и горелка лежат в отдельном блоке, а источник тока и механизм управления уже в другом блоке. При высоких нагрузках полуавтомат необходимо модернизировать – установить горелку со специальным механизмом охлаждения водой с дополнительным блоком циркулирования.
Полуавтомат делится на виды питания:
- Однофазные (220В). Подходящий вариант брать в «поля». Не составит проблем запитать от обычной розетки, сеть которой равняется мощности аппарата. Если они совпадать не будут, то не будет стабильной поддержки мощности дуги, что в конечном итоге даст швы плохого качества;
- Трехфазные (380В). Данные аппараты не везде можно запитать. Однако в свою очередь имеют большую стабильность при работе с разными нагрузками.
 У такого полуавтомата равномерно распределена нагрузка по 3 фазам, также в меньшей мере нагружена сеть.
У такого полуавтомата равномерно распределена нагрузка по 3 фазам, также в меньшей мере нагружена сеть.
Ценовая политика
Полуавтоматические сварочные аппараты можно разделить и на ценовые категории:
- Бытовые. Для кратковременных нагрузок, представляют из себя моноблок. Если их использовать время от времени, то способны оставаться в рабочем состоянии продолжительное количество лет;
- Аппараты, которые выше по цене, являются более долговечными. Имеют неплохие комплектующие. Таким полуавтоматом часто пользуются на станциях технического обслуживания;
- Профессиональные. Их изготавливают для промышленных целей. Механизм таких полуавтоматов более сложный, в наличии более высокий функционал, если сравнивать с вариантами выше. Такие аппараты выделяют долгий эксплуатационный срок.
Виды подающего механизма
У каждого полуавтомата свое подающее устройство проволоки. Поэтому их можно поделить по данному критерию на разные группы.
- Толкающий вид устройства подачи проволоки. Иногда проволока может выгибаться внутри в рукаве;
- Устройство, которое тянет проволоку, размещено в рукоятке горелки. Катушка может быть установлена в рукоятке, либо на корпусе полуавтомата;
- Комбинированный вид. Установлено два подающих механизма. 1 выталкивает ее из корпуса, 2 тянет к месту сварки. Его используют при работах с цветными и черными металлами.
В свою очередь устройства подачи могут иметь 2 либо 4 ролика.
В первом случае первый ролик подает, а другой прижимает. Если четыре ролика, то они установлены попарно. Первый вариант наиболее популярный и применяются с горелками, у которой длина рукава не более чем 350 см. Чтобы без проблем подавать проволоку в рукав длиною более 400 см, то требуется применять 2 пары роликов.
У любого полуавтоматического сварочного аппарата есть регулятор напряжения, а также скорости, с которой подается проволока. Процесс регулировки может происходить плавно, либо же по ступеням. Некоторые модели имеют скорость подачи проволоки прямо пропорциональную напряжению. В большинстве случаев плавную регулировку сварочного напряжения имеют инверторы.
Проволока
Диаметр проволоки, который зачастую от 0,6 до 2 мм, устанавливают в полуавтомат и она проходит через рукав вместе с газом, который выходит с баллона. На нем устанавливается горелка. Если использовать флюсовую проволоку, в которой есть специальный порошок, то газ не нужен. Он не дает во время сгорания, взаимодействовать расплавленному металлу с кислородом. Если применять такую проволоку при процессе сварки, необходимо изменить полярность подключения горелки. Более новые модели имеют такую функцию – тумблер переключения GAS – NO GAS.
Существует несколько основных видов проволоки, которые используют при сварке с полуавтоматом:
- сталь;
- нержавейка;
- алюминий.
Помните, если проволока одного вида, но разной марки, она все равно имеет разный химический состав.
Отличным вариантом является стальная проволока с покрытой медной пленкой. В таком случае шов получается более качественным.
Если планируете варить алюминиевые элементы, либо стальные, то необходимо использовать аргон, а также необходимую проволоку.
Техника полуавтоматической сварки
Для того, чтобы шов при сварке оказался высокого качества, нужно соблюдать некоторые правила:
- выбирать ток, постоянный либо переменный, и полярность, прямая либо обратная;
- подобрать необходимый диаметр проволоки. Самой распространенной значится 0,8 мм. Но она не подойдет для сварки деталей более 0,5 см;
- выбрать требуемую величину тока. На современных моделях полуавтомата установлены переключатели положений;
- скорость подачи проволоки. С увеличением скорости ускоряется процесс сварки и увеличивается шов;
- расход газа;
- наклон сопла.
Перед началом сварочного процесса требуется настроить подачу газа. Самым частым вариантом является углекислый. Но для увеличения качества шва используют смесь – аргон, углекислый газ и кислород. При использовании данной смеси процесс сварки получается более «мягким», а дуга при этом работает более стабильно.
Действия при использовании полуавтоматической сварки не имеют различий с электродуговой. Швы вы накладываете стандартными методами: змейка, спираль, поступательные движения. Способ выбирается от толщины металла и нужного количества слоев.
При восстановлении кузова авто используются поступательные движения. Дистанцию между металлом и мундштуком необходимо держать фиксированную.Многослойный шов делается «спиралью», верхние слои делаются «змейкой».
Ток для полуавтоматической сварки используют, в основном, переменный.
Перед началом работ требуется отрегулировать все элементы подающего механизма. Далее проверить натяжение проволоки, при необходимости исправить недочеты с помощью гайки на катушке. Отрегулируйте ролик и подачу газа. Установите необходимую силу тока. Чтобы не было прожогов, либо поверхность не проварилась, значение тока установить стоит невысокое и понемногу увеличивать во время проведения сварочных работ.
Выбор режима
При сварке определенного металла и его толщины необходимо выбирать правильный режим. Стоит помнить, что чем больше толщина металла, тем выше должны быть рабочие показатели.
При толщине 1,5 мм сечение проволоки достаточно от 0,8 до 1 мм, а скорость ее подачи от 150 до 220 м/ч, напряжение дуги 19-20 Вольт. Сила тока от 95 до 125 Ампер. Если работы происходят в среде защитных газов, то его расход 6-7 литров в минуту. При увеличении толщины металла до 2 мм сечении проволоки уже необходимо 1,2 мм, а скорость подачи потребуется до 250 м/ч. Сила тока 130-170, Напряжение дуги 21-21,5 Вольт.
В профессиональных полуавтоматических сварочных аппаратах все регулировка каждой величины идет отдельно. Т.е. есть переключатель на тот или иной показатель. Таблицы, которые есть в инструкции к пользованию и в интернете, не дают 100 % гарантии оптимальной работы агрегата. Все проверяется опытным путем, сделав пробный шов. Так вы увидите, насколько равномерно ложатся швы, нет ли проваров и т.д. Также, не стоит забывать, какой тип металла используется в работе.
Все проверяется опытным путем, сделав пробный шов. Так вы увидите, насколько равномерно ложатся швы, нет ли проваров и т.д. Также, не стоит забывать, какой тип металла используется в работе.
Более подробно с режимами можно ознакомиться в таблицах:
Полуавтомат – это современный и технологичный вариант сварочного оборудования. Данный механизм сварки зарекомендовал себя с лучшей стороны благодаря своей простоте, компактности, удобстве при использовании.
Полуавтоматом можно делать как самый простой сварочный ремонт, до более сложного варианта.
Соблюдая все необходимые требования, научиться пользоваться полуавтоматом не составит труда.
Оцените статью:
Рейтинг: 0/5 — 0 голосов
БАК | Поставка больших камней
Главная > БАК
Продукты 1-11 из 11
Сортировать по…БрендНазвание продуктаНовейшие товарыЦена от низкой до высокойЦена от высокой к низкойРейтинг от низкой к высокойРейтинг от высокой к низкойОбщее количество отзывовБестселлеры
Показать 24 на странице49 на странице72
Полуавтоматический сварочный аппарат BAK Micon
Полуавтоматический сварочный аппарат
Цена: $2 495,00
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-МИКОН —
Экономичный ручной инструмент. Закрывает разрыв между ручным сварочным инструментом и автоматическим сварочным аппаратом. Характеристики: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
Закрывает разрыв между ручным сварочным инструментом и автоматическим сварочным аппаратом. Характеристики: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
Полуавтоматический сварочный аппарат BAK Micon
Полуавтоматический сварочный аппарат
Цена: $2 495,00
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-МИКОН —
Экономичный ручной инструмент с приводом. Закрывает разрыв между ручным сварочным инструментом и автоматическим сварочным аппаратом. Особенности: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
Особенности: – Стабильная и прочная конструкция – Бесступенчатая регулировка скорости и температуры – Для сварки термопластичных мембран – Постоянная температура и скорость – Простота в обращении – Давление задается вручную (ручка не входит в комплект)
BAK Micon Handle Only
Ручка для сварочного аппарата BAK Micon
Цена: $199.95
Просмотр
Наличие: Есть в наличии
Артикул №: BAK-MICON-РУЧКА —
Рукоятка для полуавтоматического сварочного аппарата BAK Micon Помогает оказывать равномерное давление стоя.
BAK Micon Handle Only
Ручка для сварочного аппарата BAK Micon
Цена: $199,95
Посмотреть
Наличие: Есть в наличии
Артикул №: BAK-MICON-РУЧКА —
Рукоятка для полуавтоматического сварочного аппарата BAK Micon Помогает оказывать равномерное давление стоя.
BAK-MICON-E Bak MicOn Edge
Полуавтоматический сварочный аппарат для сварки вплотную к углу, закрывает зазор между ручным сварочным инструментом и автоматическим сварочным аппаратом.
Цена: 2 495,00 долларов США
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-МИКОН-Е —
Полуавтоматический сварочный аппарат для сварки вплотную к углу, сокращает разрыв между ручным сварочным инструментом и сварочным автоматом. Особенности: Сварка 20 мм вплотную к углу Стабильная и прочная конструкция Бесступенчатая регулировка скорости и температуры Для сварки термопластичных мембранПостоянная температура и скоростьПростота в обращенииДавление дается вручную Руководство доступно в качестве аксессуара MicOn Edge очень похож на стандартный MicOn, отличаются только сопло, ролик и направляющая материала. …
…
BAK-MICON-E Bak MicOn Edge
Полуавтоматический сварочный аппарат для сварки вплотную к углу, закрывает зазор между ручным сварочным инструментом и автоматическим сварочным аппаратом.
Цена: 2 495,00 долларов США
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-МИКОН-Е —
Полуавтоматический сварочный аппарат для сварки вплотную к углу, сокращает разрыв между ручным сварочным инструментом и сварочным автоматом. Особенности: Сварка 20 мм вплотную к углу Стабильная и прочная конструкция Бесступенчатая регулировка скорости и температуры Для сварки термопластичных мембранПостоянная температура и скоростьПростота в обращенииДавление дается вручную Руководство доступно в качестве аксессуара MicOn Edge очень похож на стандартный MicOn, отличаются только сопло, ролик и направляющая материала. …
…
Доставка бесплатно!
Распродажа!
BAK Rion Ручной аппарат для сварки крыш горячим воздухом
Похож на Leister Triac, но с более высоким потоком воздуха
Цена: $400,00
Посмотреть
Наличие: Есть в наличии
Товар №: БАК-РИОН —
Похож на LEISTER, но с более высоким расходом воздуха! Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокоскоростная сварка обеспечивает высокую производительность
Доставка бесплатно!
Распродажа!
BAK Rion Ручной аппарат для сварки крыш горячим воздухом
Похож на Leister Triac, но с более высоким потоком воздуха
Цена: $400,00
Посмотреть
Наличие: Есть в наличии
Товар №: БАК-РИОН —
Похож на LEISTER, но с более высоким расходом воздуха! Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластиковых изделий и т. д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность/отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность
д. Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент аксессуаров Оптимальная производительность/отличная цена Простая сварка с эргономичной ручкой Высокоскоростная сварка обеспечивает высокую производительность
Ручной фен BAK RiOn Deluxe Kit
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для очистки
Цена: $669,95
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-РИОН-ДК —
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластмассовых изделий и т. д. Особенности: Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокая скорость сварка обеспечивает высокую производительность Комплект включает: Тепловая пушка RiOn Сопло 40 мм Сопло 20 мм Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Ручной валик 40 мм Ящик для инструментов . ..
..
Ручной фен BAK RiOn Deluxe Kit
Включает две насадки, валик, элемент, щетки, воздушный фильтр и щетку для чистки
Цена: $669,95
Посмотреть
Наличие: Есть в наличии
№ товара: БАК-РИОН-ДК —
Ручной пистолет для сварки всех типов термопластичных материалов для кровли, полов, брезента, пластмассовых изделий и т. д. Особенности: Высокое качество Простота в обслуживании Долговечные щетки Большой ассортимент принадлежностей Оптимальная производительность/отличная цена Простая сварка с эргономичной рукояткой Высокая скорость сварка обеспечивает высокую производительность Комплект включает: Тепловой пистолет RiOn Сопло 40 мм Сопло 20 мм Щетка для очистки сопла Запасной элемент Запасные щетки Запасной воздушный фильтр Ручной валик 40 мм Ящик для инструментов . ..
..
Доставка бесплатно!
Новинка!
BAK — LarOn 21, Высокоскоростной автоматический сварочный аппарат
Может развивать скорость до 20 м в минуту!
Цена: $8 899,95
Посмотреть
Наличие: Есть в наличии
Артикул №: БАК-ЛАРОН-21 —
Прост в обращении и удобен в использовании благодаря оптимальной конструкции и сбалансированности. Работайте еще эффективнее с LarOn 21, самым быстрым автоматическим сварочным аппаратом на рынке. Вы выбираете оптимальную скорость сварки в диапазоне 0,5–21 м/мин. Особенности: Непрерывная работа возможна благодаря бесщеточным двигателям. Разработан для самых требовательных рабочих площадок. Цифровой дисплей для проверки напряжения перед работой. Плавная регулировка потока воздуха, скорости и температуры.0003
Разработан для самых требовательных рабочих площадок. Цифровой дисплей для проверки напряжения перед работой. Плавная регулировка потока воздуха, скорости и температуры.0003
Доставка бесплатно!
Новинка!
BAK — LarOn 21, Высокоскоростной автоматический сварочный аппарат
Может развивать скорость до 20 м в минуту!
Цена: $8 899,95
Посмотреть
Наличие: Есть в наличии
Артикул №: БАК-ЛАРОН-21 —
Прост в обращении и удобен в использовании благодаря оптимальной конструкции и сбалансированности. Работайте еще эффективнее с LarOn 21, самым быстрым автоматическим сварочным аппаратом на рынке. Вы выбираете оптимальную скорость сварки в диапазоне 0,5–21 м/мин. Особенности: Непрерывная работа возможна благодаря бесщеточным двигателям. Разработан для самых требовательных рабочих площадок. Цифровой дисплей для проверки напряжения перед работой. Плавная регулировка потока воздуха, скорости и температуры.0003
Работайте еще эффективнее с LarOn 21, самым быстрым автоматическим сварочным аппаратом на рынке. Вы выбираете оптимальную скорость сварки в диапазоне 0,5–21 м/мин. Особенности: Непрерывная работа возможна благодаря бесщеточным двигателям. Разработан для самых требовательных рабочих площадок. Цифровой дисплей для проверки напряжения перед работой. Плавная регулировка потока воздуха, скорости и температуры.0003
Доставка бесплатно!
Автоматический сварочный аппарат для модифицированного битума BAK LarOn 80 мм
Сопло 80 мм для надлежащей сварки модифицированного битума
Цена: $8 500,00
Посмотреть
Наличие: Есть в наличии
Артикул №: БАК-ЛАРОН-БИТУМ-80 —
Аппарат LarOn улучшен по сравнению с Varimat: Максимальная скорость сварки 23 фута в минуту (улучшение на 6 футов в минуту) Отсутствие необходимости замены приводного ремня благодаря новой системе с цепным приводом Современная модульная электроника (снижает стоимость ремонта на две трети) Цельнофрезерованная алюминиевая рама с пожизненной гарантией от поломки
Доставка бесплатно!
BAK LarOn Автоматический сварочный аппарат с модифицированным битумом 80 мм
Сопло 80 мм, предназначенное для надлежащей сварки модифицированного битума
Цена: $8 500,00
Посмотреть
Наличие: Есть в наличии
Артикул №: БАК-ЛАРОН-БИТУМ-80 —
Аппарат LarOn улучшен по сравнению с Varimat: Максимальная скорость сварки 23 фута в минуту (улучшение на 6 футов в минуту) Отсутствие необходимости замены приводного ремня благодаря новой системе с цепным приводом Современная модульная электроника (снижает стоимость ремонта на две трети) Цельнофрезерованная алюминиевая рама с пожизненной гарантией от поломки
Доставка бесплатно!
Автоматический сварочный аппарат RoofOn BAK
Самая маленькая автоматическая машина для сварки горячим воздухом для сварки всех термопластичных кровельных материалов
Цена: $4 495,00
Посмотреть
Наличие: Есть в наличии
Товар №: БАК-РУФОН —
Самая маленькая автоматическая машина для сварки горячим воздухом BAK для сварки всех термопластичных кровельных материалов. Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Доставка бесплатно!
BAK RoofOn Automatic Heat Welding Machine
Самая маленькая автоматическая машина для сварки горячим воздухом для сварки всех термопластичных кровельных материалов
Цена: $4 495,00
Посмотреть
Наличие: Есть в наличии
Товар №: БАК-РУФОН —
Самая маленькая автоматическая машина BAK для сварки горячим воздухом для сварки всех термопластичных кровельных материалов. Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Характеристики : Ширина 8 дюймов — отлично подходит для парапетов 230 В, 3400 Вт Температура: 68-1112 °F Сопло 40 мм Легкий вес 31 фунт Функция автоматического запуска Трансмиссия с прямым приводом
Автоматический кровельный сварочный аппарат BAK RoofOn R Edge
Сварка на расстоянии всего 0,8 дюйма от панели!
Цена: $6,000.00
Посмотреть
Наличие: Есть в наличии
Артикул №: BAK-ROOFON-R-EDGE —
Простота, легкость, доступность Особенности: Сварка на расстоянии всего 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина сварного шва 40 мм
Автоматический кровельный сварочный аппарат BAK RoofOn R Edge
Сварка на расстоянии всего 0,8 дюйма от панели!
Цена: $6,000. 00
00
Посмотреть
Наличие: Есть в наличии
Артикул №: BAK-ROOFON-R-EDGE —
Простота, легкость, доступность Особенности: Сварка на расстоянии всего 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина сварного шва 40 мм
Цифровой автоматический аппарат для тепловой сварки RoofOn R Edge BAK
Сварка на расстоянии всего 0,8 дюйма от панели!
Цена: $6 695,00
Посмотреть
Наличие: Есть в наличии
Артикул №: BAK-ROOFON-R-EDGE-DG —
Простота, легкость, доступность Особенности: Сварка на расстоянии всего 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина сварного шва 40 мм
Цифровой автоматический аппарат для тепловой сварки RoofOn R Edge BAK
Сварка на расстоянии всего 0,8 дюйма от панели!
Цена: $6 695,00
Посмотреть
Наличие: Есть в наличии
Артикул №: BAK-ROOFON-R-EDGE-DG —
Простота, легкость, доступность Особенности: Сварка на расстоянии всего 0,8 дюйма от лицевой панели Может также использоваться для сварки с поверхностью Ширина сварного шва 40 мм
Металлический ящик для инструментов для автоматической сварки BAK LarOn
Металлический ящик для инструментов для автоматической тепловой сварки BAK LarOn
Price: $399. 95
95
Посмотреть
Наличие: Есть в наличии
Артикул #: BAK-LARONTOOLBOX —
Металлический ящик для инструментов для автоматической термосварочной машины BAK LarOn
Металлический ящик для инструментов для автоматической сварки BAK LarOn
Металлический ящик для инструментов для автоматической тепловой сварки BAK LarOn
Price: $399.95
Посмотреть
Наличие: Есть в наличии
Артикул #: BAK-LARONTOOLBOX —
Металлический ящик для инструментов для автоматической термосварочной машины BAK LarOn
Информационный бюллетень
ПОДПИСАТЬСЯ ЗДЕСЬ
новости и специальные предложения!
Отписаться
© 2023 Биг Рок Поставка
Оставить сообщение
Полуавтоматический сварочный аппарат Leister UNIDRIVE 500 — геомембрана
Компактный сварочный полуавтомат UNIDRIVE 500 является инновационным преемником TRIAC DRIVE. С помощью двух рукояток равномерно распределяется сварочное давление, что обеспечивает качественные результаты сварки. Изменение направления не может быть проще! Простое вращение сопла и нажатие двух кнопок изменяет направление вращения приводного двигателя. UNIDRIVE 500 сваривает каждый нахлест, даже в ограниченном пространстве, в три раза быстрее, чем ручная сварка. Сварка внахлест с помощью UNIDRIVE 500 — безопасно и экономично — везде.
- Регулирование температуры с обратной связью обеспечивает постоянную температуру и надежное качество сварки даже при колебаниях напряжения
- В три раза быстрее, чем ручная сварка
- Реверсивный привод позволяет выполнять сварку в любом направлении
- Эргономичные рукоятки обеспечивают равномерное давление пользовательский интерфейс с большим дисплеем
- Необслуживаемый бесщеточный двигатель
- Компактный и легкий: 4,5 кг (10 фунтов), высота 30 см (12 дюймов)
Зачем покупать у нас
UNDRIVE 500 доступен в Канаде только через STANMECH и нашу дистрибьюторскую сеть. Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Технические характеристики
Напряжение | В | 120 | 230 |
Частота | Гц | 50/60 | 50/60 |
Потребляемая мощность | Вт | 1800 | 2200 |
Температура | °С | 100 — 580 | 100 — 580 |
Скорость | м/мин. | 0,7–4,5 | 0,7–4,5 |
Ширина сварочного сопла | мм | 40 | 40 |
Размер (Д х Ш х В) | мм | 294 х 173 х 275 | 294 х 173 х 275 |
Вес | кг | 4,5 | 4,5 |
Знаки сертификации |
| СЕ, QPS | СЕ, QPS |
Электрическая защита |
| Класс I | Класс I |

Номеры деталей
163.147: Unidrive 500 — 120 В / 1800 Вт, силиконовые ролики
163.144: Unidrive 500 — 230 В / 2200 Вт, ролики силикона
44444444444444444444444444444444444444444444444444444444444444444444444404.
руководство по эксплуатации
Технический паспорт продукта
Обучающие видеоролики Leister
Правильное давление на прижимной ролик | Установка единиц измерения параметра от °C до °F | Правильная сварка и прямое соединение сварных швов | Неправильная коррекция направления сварки |
Правильное обращение при изменении направления сварки | Правильное ведение устройства | Регулировочная насадка 40 мм | Регулировка сопла 30-40 мм и установка опорного колеса |
Неправильная вставка форсунки | Охладите UNIDRIVE 500 | Сварка аттика внахлест | Насадка для очистки с латунной щеткой |
Аксессуары
Форсунки
Ролики
Общие принадлежности
<
>
170,120: сопла скрещивания в виде сопла.