
Разница между PC материал и материал PP — выставка
Разница между PC материал и материал PP
ПК – Обзор
Поликарбонат является термопластичных смол, содержащих — [Оро-CO] — в основной цепи молекулы. Это можно разделить алифатические, алициклических и алифатические ароматические на основе эфира различных групп в молекулярной структуры. Среди них значение ароматических поликарбоната и наиболее важных бисфенола A поликарбоната, молекулярная масса составляет обычно 3-10 миллионов.
Поликарбонат, называется PC. PC является аморфных, запаха, не токсичен, очень прозрачная бесцветная или желтоватая конструкционных пластмасс с отличные физические и механические свойства, особенно отличную ударопрочность, прочность на растяжение, термопластичных прочность на изгиб, высокой прочность на сжатие; Маленький ползучести, стабильность размеров; Обладает хорошей термостойкостью и сопротивление низкой температуры, в широком диапазоне температур с стабильными механическими свойствами, формоустойчивость, электрические свойства и пламя замедления воспламенения, на -60 ~ 120 ℃ под долгосрочного использования; нет очевидно плавления, на 220-230 ℃ был расплавленном состоянии; из-за жесткости молекулярной цепи, вязкость расплава смолы; мелких водопоглощения, небольшая усадка, высокая размерная точность, стабильность размеров, тонкий воздухопроницаемость; Самогасящийся материал; свет стабильности, но не устойчивы к Ультрафиолетовому излучению, Хорошая атмосферостойкость; масло, кислоты, нетерпимый щелочи, окисляющие кислоты и амины, кетонов, растворяется в хлорированных углеводородов и ароматических растворителей, долгосрочные в воде, легко привести к гидролизу и растрескиванию, недостаток заключается в том, из-за плохой усталостной прочности, подвержены подчеркнуть Крекинг, плохой растворителей сопротивления, бедные износостойкость.
PC для литья под давлением, экструзии, литья, удар формования, термоформования, печать, склеивание, нанесения покрытий и обработки, является наиболее важным методом обработки литья. До формирования, он должен быть предварительно высушенного. Содержание влаги должно быть менее 0,02%. Трассировки влаги приведет к белая замутненность цвет, Серебряная проволока и воздушные пузырьки при обработке при высоких температурах. Компьютер имеет значительные возможности заставить высокой упругой деформации при комнатной температуре. Высокую ударную вязкость, это может быть холодного отжима, Холоднотянутый, холоднокатаный холодного профилирования и другие обработки. Экструзионно PC молекулярный вес должен быть больше, чем 30,000, чтобы использовать градиент сжатия винт, соотношение сторон 1:18-24, сжатия 1: 2.5, может быть Экструзионно выдувные, инъекций — удар, инъекции — тянуть — выдувные высокое качество, высокая Прозрачная бутылка. Широкий диапазон PC сплавов для улучшения PC вязкость расплава (работоспособность) и стресс трещин и других дефектов продукции, PC и различных полимеров в виде сплавов или смеси для улучшения свойств материала. PC / ABS сплавов, PC / PBT сплавов, PC / PET сплавов, PC / PET / эластомер смесей, PC / MBS смесей, PC / PTFE сплавов, PC / PA сплавов, есть два преимущества свойств материала и сократить расходы, такие как PC / ABS сплава, PC главным образом способствуют высокой термостойкостью, хороший tou ghness и воздействия прочность, высокая прочность, пламя замедления воспламенения, ABS может улучшить формуемостью, очевидно, качества, уменьшить плотность. ПК в трех основных областях применения стекла Ассамблеи, автомобильной и электроники, электрических приборов промышленности, следуют промышленного оборудования частей, CD-ROM, упаковки, компьютеры и другие офисного оборудования, медицинских и здравоохранения ухода, фильм, досуг и защитное оборудование. ПК может использоваться как стекло окна, ламинат PC широко используется в банках, посольствах, мест содержания под стражей и общественных местах защитные окна для самолета, освещение, промышленной безопасности дефлектор и пуленепробиваемые стекла.
PC / ABS сплавов, PC / PBT сплавов, PC / PET сплавов, PC / PET / эластомер смесей, PC / MBS смесей, PC / PTFE сплавов, PC / PA сплавов, есть два преимущества свойств материала и сократить расходы, такие как PC / ABS сплава, PC главным образом способствуют высокой термостойкостью, хороший tou ghness и воздействия прочность, высокая прочность, пламя замедления воспламенения, ABS может улучшить формуемостью, очевидно, качества, уменьшить плотность. ПК в трех основных областях применения стекла Ассамблеи, автомобильной и электроники, электрических приборов промышленности, следуют промышленного оборудования частей, CD-ROM, упаковки, компьютеры и другие офисного оборудования, медицинских и здравоохранения ухода, фильм, досуг и защитное оборудование. ПК может использоваться как стекло окна, ламинат PC широко используется в банках, посольствах, мест содержания под стражей и общественных местах защитные окна для самолета, освещение, промышленной безопасности дефлектор и пуленепробиваемые стекла. Платы PC может использоваться для различных знаков, такие как бензин насос циферблат, приборной панели автомобиля, склад и коммерческие вывески, точку скольжения индикатор, ПК смолы для автомобильной камеры систем, систем мониторинга и системы интерьера, Передние и задние крылья с автомобилей жесткости, отражатель рамы, двери кадр крышка, рычаг крышки, спойлер, ПК используются как распределительные коробки, розетки, вилки и вкладыши, прокладки, чейнджеры TV, телефонная линия поддержки разъем кабеля, переключение окно, АТС, коммутатор компонентов, реле жилья, ПК может использоваться как низкой нагрузки частей, для бытовой двигатели, пылесосы, шампунь, кофе машина, Тостер, инструмент рукоятку, каждый Gear, червячной передачи, втулок, руководствоваться правилами, полки холодильник. Компьютер является идеальным материалом для диска хранения средств массовой информации. PC бутылки (контейнеры), прозрачный, легкий вес, хорошей ударной прочностью, высокой температуры и коррозии решение, машина, как бутылка вторичной переработки (контейнер).
Платы PC может использоваться для различных знаков, такие как бензин насос циферблат, приборной панели автомобиля, склад и коммерческие вывески, точку скольжения индикатор, ПК смолы для автомобильной камеры систем, систем мониторинга и системы интерьера, Передние и задние крылья с автомобилей жесткости, отражатель рамы, двери кадр крышка, рычаг крышки, спойлер, ПК используются как распределительные коробки, розетки, вилки и вкладыши, прокладки, чейнджеры TV, телефонная линия поддержки разъем кабеля, переключение окно, АТС, коммутатор компонентов, реле жилья, ПК может использоваться как низкой нагрузки частей, для бытовой двигатели, пылесосы, шампунь, кофе машина, Тостер, инструмент рукоятку, каждый Gear, червячной передачи, втулок, руководствоваться правилами, полки холодильник. Компьютер является идеальным материалом для диска хранения средств массовой информации. PC бутылки (контейнеры), прозрачный, легкий вес, хорошей ударной прочностью, высокой температуры и коррозии решение, машина, как бутылка вторичной переработки (контейнер). PC и PC сплав может сделать компьютер стойку, оболочки и вспомогательных машин, детали принтера. Изменение Заставки высокоэнергетических радиационной стерилизации, приготовления пищи и выпечки стерилизации, могут быть использованы для образцов крови, кровь оксигенаторы, хирургические инструменты, диализаторы, и т.д., PC шлемы и каски, защитные маски, очки и спорта защиты маска для глаз . PC пленка широко используется в печати графики, фармацевтической упаковки, мембранные коммутатор.
PC и PC сплав может сделать компьютер стойку, оболочки и вспомогательных машин, детали принтера. Изменение Заставки высокоэнергетических радиационной стерилизации, приготовления пищи и выпечки стерилизации, могут быть использованы для образцов крови, кровь оксигенаторы, хирургические инструменты, диализаторы, и т.д., PC шлемы и каски, защитные маски, очки и спорта защиты маска для глаз . PC пленка широко используется в печати графики, фармацевтической упаковки, мембранные коммутатор.
Полипропилен, именуемый PP
Удельный вес: 0.9-0,91 g / cc усадка при литье: 1,0-2,5% литья температура: 160-220 ° C.
Особенности: не токсичен, безвкусно, малой степени прочность и жесткость, твердость, теплостойкость, лучше, чем полиэтилен низкого давления, могут быть использованы в около 100. Имеет хорошие электроизоляционные свойства и высокая частота от влажности, но низкая температура хрупкими, не износостойких, легко старения. Подходит для производства частей общего машиностроения, коррозионно стойкие частей и частей изоляции.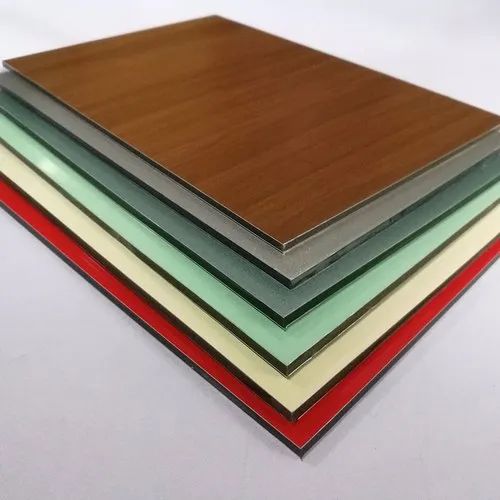 Общие кислотных, щелочных органических растворителях практически не влияет на него, могут быть использованы для посуды.
Общие кислотных, щелочных органических растворителях практически не влияет на него, могут быть использованы для посуды.
Молдинг характеристики:
1. кристаллического материала, гигроскопичность, небольшой, склонным к расплава разрыв, длительного контакта с горячего металла легко разлагаются.
2. Хорошая текучесть, но сужение диапазона и усадки значение, подвержен усадке. Дент, деформации.
3. скорость охлаждения, наливание системы и системы охлаждения должны быть медленное охлаждение и обратить внимание для контроля температуры формования. Температура материала при низкой температуры и высокого давления легко ориентироваться, плесень температура ниже 50 градусов, пластмассовые детали не гладкой, легко производить плохой сварки, поток знаков, подвержен деформации деформации более чем на 90 градусов
4. пластика толщиной до быть равномерным, чтобы избежать отсутствия пластика, острых углов, для предотвращения концентрации напряжений.
Добро пожаловать к нам
Ханчжоу Fulinde дисплей Пзготовителей
Add:No. 17 Xingfa Road, Xingqiao стрит, Yuhang, Ханчжоу, Чжэцзян
17 Xingfa Road, Xingqiao стрит, Yuhang, Ханчжоу, Чжэцзян
Тел: + 86-571-86238578
Факс: + 86-571-86161891
Тел: +8615088781033
E-mail:[email protected]
материалы, оборудование и технологии для рекламного производства
- Каталог товаров
Каталог товаров
Перейти в развернутый каталог
Каталоги PDF
РАСХОДНЫЕ МАТЕРИАЛЫ
- Шелкотрафаретные материалы
- Светотехника рекламная и декоративная
- Химия (клеи, краски, лаки, спецхимия, очистители)
- Монтажные и упаковочные материалы
- Алюминиевые и пластиковые профили
- Материалы и оборудование DTF
- Чернила для цифровой печати
- POS-материалы и оборудование, системы Joker, Uno и Tritix
- Мобильные стенды, Флагштоки, Штендеры, Стойки-ограждения
- Жесткие листовые материалы
- Цветные самоклеящиеся плёнки
- Материалы для печати и ламинации
- Световозвращающие материалы
- Термотрансферные материалы
- Сувенирная и наградная продукция
- Одежда и аксессуары для маркировки
- CRAFT-материалы и оборудование
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
- Принтеры для рекламных производств
- 3D принтеры
- Оборудование для раскроя и резки
- Фрезерно-гравировальное оборудование и лазерные граверы
- Оборудование для печати на ткани
- Футболочные принтеры
- Ламинаторы
- Электроинструмент
- Принтеры для полиграфии и печати трансферов
- Алюминиевые лестницы и стремянки
- Термопрессы
- Оборудование для производства букв из жидкого акрила
- Триммеры, абразивы, инструменты для работы с плёнками
- Люверсы и инструмент для их установки
- Ножи, лезвия, ножницы, коврики
- Шелкотрафаретное оборудование
- Запчасти, доп.
 оборудование и программное обеспечение
оборудование и программное обеспечение
Распродажа
- Зенон-Академия
- Видео
- Статьи
- План вебинаров
- О нас
- О компании
- Наши сотрудники
- Новости
- Новости
- Акции
- Новинки
- События
- Семинары
- Выставки
- Поздравления
- Вебинары
- Сервис
- Расчет вывески
- Сервисная служба
- Условия работы
- Доставка
- Оплата
- Контакты
Вы используете устаревший браузер
Для того, чтобы использовать все возможности сайта,
загрузите и установите один из браузеров:
Google Chrome
скачать последнюю версию
Opera
скачать последнюю версию
Mozilla
скачать последнюю версию
Яндекс Браузер
скачать последнюю версию
артикул
Подписка на рассылку
Письмо с подтверждением действий отправлено на указанный вами email.
Пожалуйста, следуйте инструкциям указанным в письме.
Извините, произошла ошибка, сервис попробуйте воспользоваться сервисом позднее.
Для подписки на рассылку, заполните, пожалуйста ВСЕ поля формы
Регионы подписки
- Москва — Лосиный остров
- Москва — Гольяново
- Подмосковье — Одинцово
- Подмосковье — Подольск
- Архангельск
- Барнаул
- Белгород
- Владивосток
- Владимир
- Волгоград
- Воронеж
- Екатеринбург
- Ижевск
- Иркутск
- Казань
- Калининград
- Краснодар
- Красноярск
- Курск
- Липецк
- Нижний Новгород
- Новосибирск
- Омск
- Оренбург
- Пенза
- Пермь
- Пятигорск
- Ростов-на-Дону
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Тамбов
- Тольятти
- Томск
- Тула
- Тюмень
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Якутск
- Ярославль
Я согласен(-на) на обработку персональных данных
Заявка на товар:
Вы можете отправить данную форму заявки на товар,
либо связаться с нами по телефону или по E-mail ,
сообщив менеджеру артикул .
Заявка отправлена
Мы позвоним Вам в ближайшее время!
Необходимо пройти тест Тьюринга (капчу).
Номер телефона
ГородВыберите городМосква — Лосиный островМосква — ГольяновоПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных
Замечания и предложения
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Zenonline honeypot
Номер телефона
City
Выберите городМосква — Лосиный островМосква — ГольяновоПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Сообщение
Я согласен(-на) на обработку персональных данных
- все филиалы
Заказать обратный звонок
City
Выберите городМосква — Лосиный островМосква — ГольяновоПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных.
Термоформование листов из АБС пластика (ABS пластика) и Поликарбоната (ПК, PC)
Следует отметить, что сушку можно проводить, и, не удаляя защитную пленку. В этом случае рекомендуемая температура не должна превышать 90 °C. Время сушки при этом значительно увеличивается.
Минимальное время сушки зависит не только от толщины листа, но, главным образом, от содержания влаги. Чтобы определить оптимальное время сушки, можно провести простейший тест: поместите фрагмент листа, подлежащего сушке, в печь, нагретую до температуры 180 °C на 10 минут. Если появляются пузырьки, лист просушен не полностью, и процесс должен быть продолжен. Как только пузыри исчезают, оптимальное время сушки найдено.
Предварительно высушенный лист должен, если это возможно, быть оставлен в печи до тех пор, когда начнется процесс термоформования с тем, чтобы сократить мощность и время нагрева термоформующего оборудования. Полностью высушенные листы можно вынуть из печи. Охлажденные до комнатной температуры листы могут быть использованы в течение 1 часа до максимум 10 часов (в зависимости от относительной влажности и температуры в цехе) без необходимости предварительной сушки их снова.
Полностью высушенные листы можно вынуть из печи. Охлажденные до комнатной температуры листы могут быть использованы в течение 1 часа до максимум 10 часов (в зависимости от относительной влажности и температуры в цехе) без необходимости предварительной сушки их снова.
При подготовке к термоформованию ПК, помните, что сначала лист сначала усядет при его нагреве выше температуры стеклования. Если лист не вставлен в раму, можно ожидать усадку до максимума в 10% (для тонкого листа).
Перед началом нагрева и термоформования лист должен быть очищен с помощью антистатического чистящего средства или ионизирующей воздушной пушки. Это необходимо, чтобы избежать появления пятен или даже погруженных в материал частичек грязи или пыли на конечном изделии.
Позаботьтесь о процессе нагрева листа. Слишком быстрый нагрев приведет к аккумулирования тепла на поверхности листа и деградации материала. Лучше всего подойдут инфракрасные нагреватели. Применение контактных и высокочастотных нагревателей недопустимо. Галогенные нагреватели, в основном, используются для окрашенных листов.
Применение контактных и высокочастотных нагревателей недопустимо. Галогенные нагреватели, в основном, используются для окрашенных листов.
2. Горячая линия гибки
Оборудование по горячей гибке представляет собой простой инфракрасный (ИК) или электрический нагреватель сопротивления, изгиб-суппорты, покрытые тканью, и зажимное устройство.
Рекомендуется удалить защитную пленку, если формование происходит при температуре выше на 10-15 °С, чем температура стеклования материала, но для того, чтобы защитить готовую деталь, можно удалить пленку локально, но делайте это осторожно, избегая при этом надрезов и царапин поверхности листа. В некоторых случаях пленка может оставаться на листе в течение всего процесса. Выполните предварительный тест, чтобы узнать правильное время нагрева.
Для поликарбонатного листа до 2 мм предварительная сушка обычно не требуется. Если пузырьки возникают по краям, изолируйте края изоляционным материалом так, чтобы избежать их перегрева. Если пузырьки все-таки появляются, это может означать, что сушка все-таки необходима.
Если пузырьки все-таки появляются, это может означать, что сушка все-таки необходима.
Если внутренние углы меньше 45 °, защитная пленка с внутренней стороны должна быть удалена.
Время нагрева зависит от мощности ИК нагревателей. С односторонним обогревом прогрев занимает около 2 мин, чтобы сделать лист до 3 мм лист достаточно мягким для гибки. Более толстые листы необходимо нагревать с обеих сторон. Если это невозможно, переворачивайте лист периодически в течение цикла нагрева. Всегда сгибайте лист со стороны, которую грели в последнюю очередь, формируя внешний радиус.
Когда лист станет мягким, удалите его от источника нагрева, согните, положите на суппорты и зажмите.
Охлаждайте медленно, чтобы предотвратить деформацию. Держите деталь поблизости от нагревательного устройства в целях равномерного остывания и снижения напряженности. Как только температура детали снизится ниже температуры Tg, она может быть помещена в фиксирующее устройство и продолжить охлаждаться на воздухе.
Как только температура детали снизится ниже температуры Tg, она может быть помещена в фиксирующее устройство и продолжить охлаждаться на воздухе.
Температура стеклования (Tg):
АБС (ABS) Polylac PA-747 — мин. 88 °С, в зависимости от марки.
ПК (PC) Wonderlite PC-108U — 148 °С.
3. Драпировка
Одноосные или слегка изогнутые 3D детали могут быть изготовлены путем драпировки. Форму предпочтительно подогреть до температуры, составляющей 55-70% от температуры стеклования, чтобы избежать проблемы охлаждения. Формы могут быть сделаны из дерева, алюминия или смолы и покрыты войлоком. Небольшого давления (можно использовать мягкие перчатки или ткань, например льняную) достаточно, чтобы задрапировать лист, уложив его в положительную форму. Альтернативный способ состоит в размещении плоского листа на форму, оснащенную устройством для приложения нагрузки к листу, когда он станет мягким. Затем поместите форму с листом на ней в печь.
Альтернативный способ состоит в размещении плоского листа на форму, оснащенную устройством для приложения нагрузки к листу, когда он станет мягким. Затем поместите форму с листом на ней в печь.
Где это применимо, удалите защитную пленку, прежде чем поместите лист в ИК печь для нагрева. Предпочтительнее вставить лист в рамку или подвесить его, так как размещение его на горизонтальной поверхности может привести к появлению отметин на листе. Для легкого формования температура листа должна быть примерно на 20 °С выше температуры Tg. Поместите лист на форму сразу после нагрева. Для этого сократите расстояние между формой и печи до минимума. Охлаждайте на воздухе, но обратите внимание на сквозняки, которые могут вызвать искривление и напряжение в готовом изделии. В большинстве случаев для формирования драпировки предварительно сушить лист не нужно. Имейте в виду, что, если лист не закреплен в рамке, он усядет в процессе нагрева (лист до 5 мм может усесть до10% в направлении экструзии, усадка для листов выше 5 мм меньше).
4. Вакуумное формование
В силу хорошей текучести листы из ПК и АБС позволяют изготовить сложные готовые детали. Можно использовать экструдер с более высоким соотношением длины шнека к диаметру цилиндра экструдера:
Для АБС (ABS) Polylac PA-747 — соотношение L/D 4:1.
Для ПК (PC) Wonderlite PC-108U — соотношение L/D 3:1.
Для вакуумного формования могут быть использованы стандартные доступные вакуумные формовочные машины, предпочтительно с системой сэндвич-нагрева. Минимальная глубина вакуума 500 мм рт. столба (= 0,66 атм = 0,066 МПа), но предпочтительнее более глубокий вакуум.
4.1 Температура
Идеальная температура формования должна быть достаточно высокой, чтобы ограничить образование внутреннего напряжения, но и достаточно низкой, чтобы обеспечить короткое время цикла. В любом случае максимальная температура не должна быть превышена, чтобы не «сжигать» материал. Указанные температуры являются температурой листов:
В любом случае максимальная температура не должна быть превышена, чтобы не «сжигать» материал. Указанные температуры являются температурой листов:
Для АБС (ABS) Polylac PA-747 — максимально 185°C.
Для ПК (PC) Wonderlite PC-108U — максимально 210°C.
4.2 Формы
Для длинных производственных циклов и/или когда требуется оптическое качество, используйте алюминиевые или стальные формы с контролем температуры. Для прототипов или ограниченных серий можно использовать инструмент, сделанный из гипса, древесины лиственных пород, усиленных эпоксидной или полиэфирной смолой. Учитывайте, что материал формы влияет как на время охлаждения, так и на качество поверхности детали. Предпочтительно также, чтобы форма имела значение шероховатости (Ra) между 1,0 и 1,4. Усадка ПК Wonderlite PC-108U составляет 0,8-1 %. Для хорошей откачки воздуха важно сделать оптимальное количество микроотверстий в нужных местах. Если этого не будет сделано, можно ожидать оптических дефектов, таких как маленькие поры или кратеры. Это особенно вероятно на деталях с большими плоскими поверхностями. Чтобы избежать следов от удаления воздуха на конечной детали, эти вентиляционные отверстия должны быть диаметром не более 0,5 — 0,8 мм. Для ускорения откачки воздуха рекомендуется сверлить отверстия в обратном направлении большими сверлами. В случае закруглений, равными минимум толщине листа, лист должен скользить по форме без риска истончения и образования перепонок. Хорошее снятие с формы может быть достигнуто путем проектирования угла минимум от 4 до 6°.
Для хорошей откачки воздуха важно сделать оптимальное количество микроотверстий в нужных местах. Если этого не будет сделано, можно ожидать оптических дефектов, таких как маленькие поры или кратеры. Это особенно вероятно на деталях с большими плоскими поверхностями. Чтобы избежать следов от удаления воздуха на конечной детали, эти вентиляционные отверстия должны быть диаметром не более 0,5 — 0,8 мм. Для ускорения откачки воздуха рекомендуется сверлить отверстия в обратном направлении большими сверлами. В случае закруглений, равными минимум толщине листа, лист должен скользить по форме без риска истончения и образования перепонок. Хорошее снятие с формы может быть достигнуто путем проектирования угла минимум от 4 до 6°.
4.3 Отрицательные и положительные формы
С помощью отрицательных форм производятся с тонким дном и толстыми стенками, в то время как положительные формы дают изделия части с толстым дном и тонкими стенками. В зависимости от применения, изготавливается положительная или отрицательная форма. Для лучшего внешнего вида используйте отрицательные формы, которые воспроизводят больше деталей.
В зависимости от применения, изготавливается положительная или отрицательная форма. Для лучшего внешнего вида используйте отрицательные формы, которые воспроизводят больше деталей.
Горячий лист из термопласта воспроизводит каждую деталь, включая плохо исполненную форму. Эту проблему можно решить либо обновлением поверхности формы или путем снижения температуры пресс-формы и/или поверхности листа.
4.4 Нагрев
Удалите защитную пленку до начала термоформования и обдуйте лист ионизированным воздухом под давлением.
Когда происходит зажим только с 2-х сторон свободная от фиксации сторона может уменьшиться в размерах (см. Драпировка), поэтому предпочтительнее использовать 4 боковых зажима. Если возможно регулировать профиль нагрева, рекомендуется настроить его так же, как при предварительной сушке, когда лист располагается таким же образом, как в форме. Таким образом лучше всего достигается оптимальная толщина. Рекомендуется также, чтобы приспособления, используемые для поддержки и фиксации краев листа, также нагревались во избежание значительных потерь тепла во время нагрева, а также неравномерного охлаждения, что может привести к созданию внутренних напряжений или деформации краев.
Таким образом лучше всего достигается оптимальная толщина. Рекомендуется также, чтобы приспособления, используемые для поддержки и фиксации краев листа, также нагревались во избежание значительных потерь тепла во время нагрева, а также неравномерного охлаждения, что может привести к созданию внутренних напряжений или деформации краев.
Чтобы улучшить градиент толщины, лист можно раздувать или механически формировать посредством матрицы.
Диапазон температур нагрева:
Для АБС Polylac PA-747 — 150-180°С.
Для ПК Wonderlite PC-108U — 175-210°C.
Рекомендуется использовать минимальную мощность нагрева в 30 кВт / м2, но если этого недостаточно, можно использовать теплоотражающие материалы. Односторонний нагрев не рекомендуется для листов от 3 мм и больше. Для предотвращения деградации поверхности, избегайте быстрого нагрева. Лист может поглощать часть ИК-излучения и накопление тепла может повредить лист и сделать хрупкой сформированную деталь. Необходимое время нагрева, пропорциональное толщине листа, должно быть определено в ходе предварительного теста.
Для предотвращения деградации поверхности, избегайте быстрого нагрева. Лист может поглощать часть ИК-излучения и накопление тепла может повредить лист и сделать хрупкой сформированную деталь. Необходимое время нагрева, пропорциональное толщине листа, должно быть определено в ходе предварительного теста.
Как только лист становится достаточно пластичным, начинается процесс релаксации напряжения, а также термического расширения, заставляя лист двигаться вверх и вниз. Давление воздуха должно быть применено, чтобы сохранить лист настолько плоским, насколько это возможно. Если вы не в состоянии сделать это, возможно образование локальных неровностей и следов нагрева.
После того как процесс нагревания закончен, должно начаться формование.
Обратите внимание, что различные цвета и различные текстуры поверхности требуют различных процедур нагрева.
Коэффициент растяжения (х 10-6м / м °С)
4. 5 Формование
5 Формование
Как только нагреватели будут выключены, лист будет раздут на необходимую высоту, форма приподнимается и подключается вакуум, чтобы четко сформировать лист на пресс-форме.
Поликарбонат
Поликарбонат- Главная >
- Продукты >
- Полимеры >
- Поликарбонат
Менеджер по продажам
Кожанов Сергей
- +7(495) 225–44-40 (доб. 1730)
- [email protected]
Менеджер по работе с клиентами
Гаврилова Анастасия
- +7 (495) 225–44–40 (доб.
 1733)
1733) - [email protected]
Описание
Синонимы: PC, ПК, Поликарбонат, Polycarbonate, Carbonic acid, diphenyl ester,polymer with 4,4′-(1-methylethylidene)bis[phenol].
Брутто формула: (O-R-O-CO-)n
Поликарбонат (PC) представляет широкий ряд высокотехнологичных термопластов преимущественно для инженерных применений. Эти полимеры характеризуется высокой ударной вязкостью и прозрачностью. Поликарбонат (PC) принадлежат тому семейству полиэфиров, в котором повторяющаяся единица связана с эфиром угольной кислоты и дигидроксисоединением. Поликарбонат (PC) получаются поликонденсацией натриевой соли бисфенола А (БФА) и фосгена в метиленхлориде/воде. Другие способы производства Поликарбоната (PC) являются полимеризация в растворе, трансэтерификация БФА с фенилкарбонатом и полимеризация с раскрытием цикла циклических мономеров.
Свойства
Поликарбонат (PC) обладает исключительно высокой ударной прочностью, а также хорошими электрическими свойствами. Изделия из Поликарбоната (PC) изготавливают главным образом традиционным литьем под давлением и экструзией. Высокая Tg означает высокую термостабильность и эти полимеры сохраняют свои свойства в широком температурном диапазоне. Высокие значения Tg и температуры плавления – следствие от ароматических вставок полимерного скелета. Высокая температура плавления создает трудности при обработке Поликарбоната (PC), поскольку приходится перерабатывать при температурах близких к температуре термодеструкции. Молекулярная масса коммерческих Поликарбонатов (PC) лежит в диапазоне от 20 000 до 50 000. Этот параметр тесно связан со свойствами расплава, следовательно высокомолекулярные полимеры можно перерабатывать только отливкой из раствора. Поликарбонат (PC) имеет хорошую оптическую прозрачность 85–90 % и высоких показатель преломления, что важно во многих приложениях.
Изделия из Поликарбоната (PC) изготавливают главным образом традиционным литьем под давлением и экструзией. Высокая Tg означает высокую термостабильность и эти полимеры сохраняют свои свойства в широком температурном диапазоне. Высокие значения Tg и температуры плавления – следствие от ароматических вставок полимерного скелета. Высокая температура плавления создает трудности при обработке Поликарбоната (PC), поскольку приходится перерабатывать при температурах близких к температуре термодеструкции. Молекулярная масса коммерческих Поликарбонатов (PC) лежит в диапазоне от 20 000 до 50 000. Этот параметр тесно связан со свойствами расплава, следовательно высокомолекулярные полимеры можно перерабатывать только отливкой из раствора. Поликарбонат (PC) имеет хорошую оптическую прозрачность 85–90 % и высоких показатель преломления, что важно во многих приложениях.
Применение
Основное применение Поликарбоната (PC) – это остекление, в особенности в авиационной промышленности, активное замещение стандартного остекления на предприятиях, мест общего пользования. Обусловлено, тем что Поликарбонат (PC) имеет гораздо более высокую стойкость к раскалыванию (в 250 раз выше, чем у безопасного стекла). Высокий показатель преломления позволяет использовать Поликарбонат (PC) в оптических устройствах, таких как изготовление контактных линз. Электротехника и электронная промышленность, так же не остались без внимания. Детали изготовленные из Поликарбоната (PC) используются в качестве гнезд для электрических компонентов и основы для печатных плат. Пена низкой плотности из Поликарбоната (PC) имеет в два раза более высокую прочность, чем металлы, и в нее можно вколачивать гвозди и вворачивать шурупы.
Обусловлено, тем что Поликарбонат (PC) имеет гораздо более высокую стойкость к раскалыванию (в 250 раз выше, чем у безопасного стекла). Высокий показатель преломления позволяет использовать Поликарбонат (PC) в оптических устройствах, таких как изготовление контактных линз. Электротехника и электронная промышленность, так же не остались без внимания. Детали изготовленные из Поликарбоната (PC) используются в качестве гнезд для электрических компонентов и основы для печатных плат. Пена низкой плотности из Поликарбоната (PC) имеет в два раза более высокую прочность, чем металлы, и в нее можно вколачивать гвозди и вворачивать шурупы.
Характеристики
Листать влево
| Lotte Chemical (Южная Корея) | |||||||
| Марка | TDS | ПТР | Плотность | T HDT18.6kgf/cm2/по Вика, °С | Проз-ть, % | Аддитивы | Применение |
|---|---|---|---|---|---|---|---|
| PC-1070 | 7 |
1. 20 20
|
133/153 | 89 | U, R, S, UR | Листы, FDA | |
| INFINO LT-1100 | 11 | 132/150 | U | контейнеры, FDA | |||
| PC-1000L | – | 12 | 131/150 | S | Линзы | ||
| PC-1150 | – | 15 | 130/150 | U, R, UR | контейнеры, FDA | ||
| PC-Mh3 | – | медицина, FDA | |||||
| INFINO LT-1220 | 22 | 122/144 | U | контейнеры, линзы, FDA | |||
| PC-1280 | 28 | 125/150 | R | тонкостенные детали | |||
| PC-1600 | – | 62 | – | S | компаунды | ||
Mitshubishi Corp. (Япония) (Япония)
|
|||||||
| Novarex M7027BF | 2.3 | 1.20 | 129/- | 89 | – | 19Л Бутыли, FDA | |
| Novarex M7027U | 3.2 | 1.20 | 128/- | 89 | U | профиль, труба | |
| Novarex M7026U | 5.0 | 1.20 | 127/- | 89 | U | Лист, профиль, труба | |
Упаковка:
— Lotte – крафт мешки 25 кг. Октабины 800 кг.
Октабины 800 кг.
— Mitsubishi – Октабины 950кг.
Менеджер по продажам
Кожанов Сергей
- +7(495) 225–44-40 (доб. 1730)
- [email protected]
Менеджер по работе с клиентами
Гаврилова Анастасия
- +7 (495) 225–44–40 (доб. 1733)
- [email protected]
Наверх
Что такое TPU чехол и как правильно его выбрать
13 января 2014
Особенности TPU чехла
Термопластичный полиуретан – это один из материалов, из которого изготавливают защитные аксессуары для электронных устройств. По своей структуре TPU более всего схож с силиконом, но эти два материала имеют между собой некоторые отличия. В первую очередь, стоит отметить свойственную термопластичному полиуретану устойчивость к перепадам температур и повышенную морозоустойчивость.
Все знают, что влияние низких температур негативно сказывается на работе электронного устройства. Однако смартфон или интернет-планшет, облеченный в TPU чехол для Samsung Galaxy S10, защищен от влияния мороза – он не будет «притормаживать», а его внутренние микросхемы будут своевременно обрабатывать информацию. Кроме того, стоит отметить специальную обработку термополиуретановых чехлов для повышения сопротивляемости вредным ультрафиолетовым лучам и загрязнениям. При этом TPU чехол не содержит вредных или токсичных веществ.
Термопластичный полиуретан — материал, которому можно придавать любую форму
Обычно TPU чехлы изготавливаются в форм-факторе, например, «чехол для Samsung Galaxy S10 Plus» — одновременно может служить накладкой. Однако из этого чудесного материала часто изготавливаются каркасы для чехлов-«книжек», внешние покрытия для мощных многослойных чехлов:
Вставки-уголки для сугубо защитных аксессуаров из поликарбоната или бамперы для гибридных чехлов
Любой чехол или бампер из термополиуретана не мешает комфортной работе смартфона или планшета, для которого он предназначен. В TPU аксессуарах присутствуют точно проделанные и аккуратно расположенные отверстия для доступа к портам и разъемам, камере девайса, динамикам и боковым клавишам.
В TPU аксессуарах присутствуют точно проделанные и аккуратно расположенные отверстия для доступа к портам и разъемам, камере девайса, динамикам и боковым клавишам.
В некоторых случаях клавиши аппарата защищены заглушками, интегрированными в чехол. Это сделано для того, чтобы в боковые клавиши не попадала грязь, пыль и вода. Важнейшее свойство любого чехла – это защита электронного устройства от повреждений. Из-за того, что термополиуретан превосходно гасит последствия удара о твердую поверхность, чехол из TPU эффективно убережет электронное устройство, для которого чехол предназначен, от повреждений корпуса и внутренних микросхем.
По сути, такой мощной защитой аппарата от последствий падений не обладает ни один другой материал. Чехлы из термопластичного полиуретана недорогие в производстве, и, следовательно, конечная стоимость такого чехла не слишком высока. Это значит, что каждый сможет приобрести чехол из TPU и защитить смартфон или планшет от внешних воздействий без особого ущерба для бюджета. Дизайн чехлов из термопластичного полиуретана рассчитан, в первую очередь, на молодежь и на людей, ведущих активный образ жизни. Термополиуретановые защитные аксессуары отличает разнообразие цветовых решений – от прозрачных чехлов до ярких, украшенных красивым узором или рисунком.
Дизайн чехлов из термопластичного полиуретана рассчитан, в первую очередь, на молодежь и на людей, ведущих активный образ жизни. Термополиуретановые защитные аксессуары отличает разнообразие цветовых решений – от прозрачных чехлов до ярких, украшенных красивым узором или рисунком.
Как отличить оригинальный TPU чехол от подделки
Термопластичный полиуретан — это материал, не подверженный деформации и устойчивый к разрыву. Настоящий термополиуретановый чехол можно сминать, изгибать под разными углами — на нем не должно появиться никаких трещин и заломов, и при выпрямлении TPU чехол остается таким же, как и был. Кроме того, обратите внимание на края аксессуара и на вырезы для разъемов и динамиков. В качественном TPU чехле все вырезы, бортики и кромки ровные, без деформированных или оплавленных частей. Самые распространенные и востребованные чехлы из термопластичного полиуретана:
TPU Duotone — недорогой, но эффективный в работе чехол для смартфонов
Чехол TPU Duotone обладает двумя фактурами. Гладкая фактура очень приятна для рук, а благодаря ребристой фактуре смартфон не выпадет из рук и не будет скользить по различным горизонтальным поверхностям. Также усиленные ребристые вставки защищают критические к падениям корпусные части и внутренние узлы аппарата.
Гладкая фактура очень приятна для рук, а благодаря ребристой фактуре смартфон не выпадет из рук и не будет скользить по различным горизонтальным поверхностям. Также усиленные ребристые вставки защищают критические к падениям корпусные части и внутренние узлы аппарата.
ROCK Texture series — яркий пример гибридного защитного чехла
Чехол ROCK Texture series отличается стильным внешним видом и оригинальной конструкцией. Из термопластичного полиуретана выполнен бампер – защитная рамка по окантовке смартфона. Задняя крышка выполнена из закаленного поликарбоната – ударопрочного аналога пластика. TPU бампер предполагает защиту клавиш устройства от попадания пыли, грязи и влаги.
Подводя итог, можно сказать, что с высококачественным термополиуретановым чехлом, либо с защитным аксессуаром, обладающим вставками из TPU, работоспособность Вашего электронного аппарата существенно возрастет!
Также рекомендуем : Топ 5 аксессуаров от Armored
Поделиться
Рассказать
Поделится
Поделится
Новый комментарий
Войти с помощью
Отправить
Одобрение материалов, изделий и процессов
Регистр осуществляет техническое наблюдение в промышленности, которое включает освидетельствование материалов и изделий и признание предприятий.
РС признан Европейским союзом как организация, действующая в соответствии с Правилом (ЕС) 391/2009 и Европейским стандартом EN 17020.
Техническое наблюдение — это проверка соответствия объектов наблюдения требованиям Регистра:
- при рассмотрении и одобрении (согласовании) технической документации
- при освидетельствовании объектов наблюдения на этапах изготовления, постройки, эксплуатации, в том числе переоборудования, модернизации и ремонта
Требования PC — требования правил PC, международных конвенций и соглашений, рекомендаций Международной морской организации (ИМО), правительств, выдавших соответствующее поручение PC, и дополнительные требования.
Одобрение материала, изделия, процесса — подтверждение клеймением и/или документом PC соответствия материала, изделия, процесса требованиям PC при положительных результатах их освидетельствования.
Одобрение (согласование) технической документации — подтверждение штампом и/или документом Регистра соответствия технической документации требованиям PC при положительных результатах ее рассмотрения.
Одобрение типового материала, изделия, процесса (типовое одобрение) — одобрение материала, изделия, процесса, рассматриваемого PC в качестве представителя данной продукции без отнесения к конкретному объекту технического наблюдения.
По результатам технического наблюдения Регистр выдает на объекты технического наблюдения документы установленной формы, удостоверяющие соответствие объекта технического наблюдения требованиям PC, а также его изготовление (постройку) под техническим наблюдением Регистра.
Свидетельства РС (в зависимости от типа документа) издаются в электронном виде или на бумажном носителе. Свидетельства РС с электронно-цифровой подписью издаются только в электронном виде; по результатам освидетельствований клиенту направляется электронное письмо, содержащее прямую ссылку на документ.
Для обеспечения прозрачности, упрощения поиска документов и защиты от подделок на Свидетельства РС наносится уникальный QR-код. Для его считывания можно использовать свободно распространяемое (бесплатное) программное обеспечение.
Судовое оборудование, признание предприятий, тара для опасных грузов, сертификация навалочных грузов
Материалы и изделия, применяемые при постройке судов и плавучих сооружений на класс Регистра, должны поступать на верфь со свидетельством о соответствии или другими документами, подтверждающими их соответствие требованиям PC, конвенций, рекомендаций ИМО.
Техническое наблюдение за изготовлением материалов и изделий распространяется только на регламентируемые Правилами РС свойства, параметры и характеристики, указанные в одобренной технической документации. РС не заменяет предписанной деятельности органов государственного надзора и должностных лиц судовладельца, верфи или предприятия.
При проведении технического наблюдения за изготовлением материалов и изделий, постройкой, переоборудованием, модернизацией и ремонтом судов РС осуществляет:
- Типовое одобрение
- Наблюдение за изготовлением серийных изделий
- Рассмотрение на соответствие Техническому регламенту о безопасности объектов морского транспорта (ТР-620)
- Типовое одобрение судового оборудования в соответствии с процедурой взаимного признания ЕС (EU RO MR)
Документы, выдаваемые по результатам освидетельствования:
- СТО — удостоверяет соответствие типов материалов или изделий, типовых технологических процессов требованиям Правил РС, конвенций, рекомендаций ИМО
- СТПК — удостоверяет соответствие противопожарной конструкции требованиям Правил РС, конвенций, рекомендаций ИМО
- СТО MR – Документ удостоверяющий соответствие типов материалов, изделий или групп изделий требованиям процедуры Европейского союза о взаимном признании типового одобрения
- СОСМ — удостоверяет соответствие сварочных материалов требованиям Правил РС
- СОТО, СОТИ — удостоверяют соответствие оборудования требованиям МАРПОЛ 73/78
- EIAPP — удостоверяет соответствие судового дизельного двигателя требованиям Приложения VI к МАРПОЛ 73/78
- SECC — удостоверяет соответствие систем очистки выхлопных газов требованиям Приложения VI к МАРПОЛ 73/78
- СТОП — Свидетельство о типовом одобрении программного обеспечения
- С/СЗ — Свидетельства, удостоверяющие соответствие конкретных материалов или изделий требованиям Правил РС, конвенций, рекомендаций ИМО
Техническое наблюдение за сваркой
При проведении технического наблюдения за сваркой РС осуществляет:
- Одобрение технологических процессов сварки
- Одобрение сварочных материалов
- Аттестация сварщиков
Документы, выдаваемые по результатам освидетельствования:
- Свидетельство, удостоверяющее способность сварщика выполнять сварку в соответствии с требованиями РС
- Свидетельство о соответствии технологического процесса сварки требованиям Правил РС
- Свидетельство о соответствие сварочных материалов требованиям Правил РС
Правила классификации и постройки морских судов
Что такое поликарбонат? | Полное руководство
Здравствуйте, надеюсь, у вас все хорошо. Сегодня я собираюсь поделиться фантастическим руководством по поликарбонату. Это один из наиболее используемых и популярных термопластов во всем мире, который широко применяется в строительстве, медицине, потребительских товарах и электронике. Так что без дальнейших церемоний здесь мы идем.
Сегодня я собираюсь поделиться фантастическим руководством по поликарбонату. Это один из наиболее используемых и популярных термопластов во всем мире, который широко применяется в строительстве, медицине, потребительских товарах и электронике. Так что без дальнейших церемоний здесь мы идем.
Быстрая навигация
Что такое поликарбонат?
Поликарбонат (ПК) — это жесткий, аморфный и прозрачный термопластический материал, известный своей высокой ударной вязкостью. Он обладает множеством уникальных свойств, что делает его всегда востребованным среди производителей пластика. Хотя он доступен во многих коммерческих цветах, натуральное сырье прозрачно по своей природе. Внутреннее отражение и пропускная способность поликарбоната так же хороши, как у стекла (что редко встречается в любом термопластическом материале).
Благодаря своим фантастическим свойствам, таким как высокая ударная вязкость, высокая стабильность размеров и достойные электрические свойства по сравнению с другими термопластическими материалами, поликарбонат часто считается одним из лучших вариантов для инженерных приложений.
Поликарбонат Пластик в основном используется в производстве продуктов, где основными требованиями являются устойчивость к ударам и прозрачность – автомобильные компоненты, защитное снаряжение, DVD, Blue-Ray, очки, теплицы, медицинские устройства и т. д. Поликарбонат и полиметилметакрилат во многом схожи. (ПММА, акрил ) свойства.
Однако поликарбонат выделяется такими факторами, как отличная совместимость с некоторыми полимерами, что расширяет возможности его применения во многих областях. Он прочнее и имеет лучшую термостойкость ( Точка плавления : 155°C). Тем не менее, это немного дорого, что может быть проблемой для некоторых производителей.
Поликарбонат также известен своей гибкостью. По своим характеристикам он очень похож на алюминиевый лист, что дает ПК дополнительные преимущества. Это делает листовой поликарбонат весьма полезным при использовании в тех случаях, когда использование листового металла нецелесообразно.
Основные свойства поликарбоната – ПК классифицируется как термопласт, а не термореактивный, из-за его реакции на тепло. Одним из ключевых свойств термопластов является то, что они становятся жидкими при нагревании.
Одним из ключевых свойств термопластов является то, что они становятся жидкими при нагревании.
Термопласты обладают неотъемлемым преимуществом: после нагревания, охлаждения и повторного нагрева большинство свойств сохраняются без ухудшения.
Термопласт не горит, а разжижается, что упрощает его обработку за литье под давлением и переработка позже.
Давайте рассмотрим некоторые свойства –
- Прозрачность
- легкий
- Прочность и высокая ударная вязкость
- Химическая стойкость
- Термостойкость
- Оптическая природа
ПК — очень прозрачный пластик, пропускающий 90 света, который так же хорош, как стекло. Листы поликарбоната доступны в изобилии во многих оттенках.
Поликарбонатные листы легко адаптируются в зависимости от области применения, не теряя своей формы и не изгибаясь.
Малый вес поликарбоната делает его пригодным для многих применений. Это открывает перед производителями множество дверей по сравнению со стеклом.
Это свойство делает ПК более привлекательным по сравнению с другими термопластами, поскольку повышает эффективность, упрощает установку и значительно снижает транспортные расходы.
3.
Прочность и высокая ударопрочность:Поликарбонат практически не ломается. Высокая прочность термопласта обеспечивает ударопрочность и устойчивость к излому, что очень удобно при изготовлении защитных средств, касок, окон, дверей и т.п. -20°С.
4. Химическая стойкость: Поликарбонат демонстрирует хорошую химическую стойкость к таким химическим веществам, как алифатические углеводороды, разбавленные кислоты и спирты. Умеренная стойкость к маслам и жирам. На него воздействуют ароматические и галогенированные углеводороды и разбавленные щелочи.
Производители часто проявляют осторожность при очистке поликарбонатных листов, поскольку они чувствительны к абразивным щелочным чистящим средствам. Рекомендуется использовать для очистки только чистящее средство, не влияющее на его химическую стойкость.
6. Теплостойкость:До 135°. Это довольно приличная термостойкость ПК. Однако термостойкость можно улучшить, добавив антипирены без ущерба для химических свойств.
7. Оптическая природа:Даже имея аморфную структуру, поликарбонат обладает прекрасными оптическими характеристиками с показателем преломления прозрачного поликарбоната 1,584.
Ниже приведена таблица с основными свойствами и их соответствующими значениями.
| Собственность | Значение |
| Механические свойства | |
| Гибкость |  2-2.5GPa"}»> 2,2-2,5 ГПа 2-2.5GPa"}»> 2,2-2,5 ГПа |
| Удлинение при разрыве | 50-110% |
| Удлинение при пределе текучести | 6-7% |
| Модуль Юнга | 2,2-2,5 ГПа |
| Прочность на растяжение при разрыве | 55-77МПа |
| Прочность на растяжение при пределе текучести | 61-69МПа |
| Твердость по Роквеллу M | 70-90 |
| Твердость по Шору D | 90-95 |
| Прочность при комнатной температуре | 80-650 Дж/м |
| Электрические свойства | |
| Диэлектрическая проницаемость |  8-3"}»> 2,8-3 8-3"}»> 2,8-3 |
| Диэлектрическая прочность | 16-35 кВ/мм |
| Объемное удельное сопротивление | 15-16 х 1015 Ом.см |
| Коэффициент рассеяния | 69-100 х 10-4 |
| Дугостойкость | 110-130 с |
| Размерная стабильность | |
| Усадка |  7-1%"}»> 0,7-1% 7-1%"}»> 0,7-1% |
| Водопоглощение 24 часа | 0,1-0,2% |
| Коэффициент линейного теплового расширения | 7-9 x 10-5 /°C |
| Физические свойства | |
| Температура стеклования | 160-200°С |
| Плотность |  15-1.2g/cm3\r"}»> 1,15-1,2 г/см3 15-1.2g/cm3\r"}»> 1,15-1,2 г/см3 |
| Оптические свойства | |
| Прозрачность | 88-89% |
| Дымка | 1% |
| Радиационная стойкость | |
| Стойкость к ультрафиолетовому излучению | Удовлетворительно |
| Стойкость к гамма-излучению | Хорошо |
| Огнестойкость | |
| Огнестойкость | 25-35 |
| Воспламеняемость UL94 | ХБ |
Типы поликарбоната —Интересно прочитать — Что такое материал HDPE? | свойства полиэтилена высокой плотности | Преимущества полиэтилена высокой плотности | Недостатки HDPE | Будущее HDPE
Согласно Википедии, после многих неудачных попыток коммерциализации ПК в прошлом он увидел свет в середине 1900-х годов, когда его одновременно разрабатывали США и Германия.
В настоящее время некоторые фирмы продают коммерческий поликарбонатный пластик со своими уникальными подписями. Наиболее популярные варианты включают Lexan® от SABIC или Makrolon® от Bayer MaterialScience. Существует множество промышленных марок поликарбоната. Основное различие между материалами заключается в количестве армирующего стекловолокна и дисперсии текучести расплава.
Включение добавок в зависимости от применения также довольно распространено при покупке коммерческих поликарбонатов. Хорошим примером являются ультрафиолетовые стабилизаторы, которые часто смешивают для долговременной защиты от солнца; еще одним хорошим примером являются смазки для форм, используемые для гладкого удаления материалов во время обработки.
Как производится ПК?Наиболее распространенным процессом производства поликарбоната является конденсационная полимеризация бисфенола А (BPA; C15h26O2) и фосгена (COCl2).
Вот распространенные методы –
- Литье под давлением
- Экструзионное формование
- Выдувное формование
- Термоформование
ПК должен быть расплавлен и помещен в форму под высоким давлением для придания ему желаемой формы. Окрашивание перед обработкой – 2-4 часа при 120°C имеет решающее значение для плавного течения материала.
Окрашивание перед обработкой – 2-4 часа при 120°C имеет решающее значение для плавного течения материала.
Целевая влажность не должна превышать 0,02%.
1. Литье под давлением:Литье под давлением наиболее востребовано для обработки поликарбонатного материала. Одно из характерных свойств поликарбоната — высокая липкость, поэтому его обрабатывают при очень высокой температуре, чтобы уменьшить липкость.
Горячий расплавленный материал пропускается через форму под высоким давлением. Когда форма остынет, она придаст материалу желаемую форму.
Поликарбонат широко используется в литье под давлением для производства таких продуктов, как бутылки из поликарбоната, тарелки, контейнеры и т. д.
Следует иметь в виду, что поликарбонат является некачественным материалом, поэтому толщина стенки не должна быть очень тонкой.
2. Экструзионное формование : В этом методе расплавленный материал (рекомендуемая температура – 230-260°C) проходит через полость, придавая ему окончательную форму. Когда материал остывает, он приобретает нужную форму.
Когда материал остывает, он приобретает нужную форму.
Этот процесс широко используется для производства листов поликарбоната, труб, профилей и т. д.
Makrolon Plastics –Интересно прочитать – 10 основных дефектов литья под давлением (и способы их предотвращения)
Makrolon® или Tuffak – одно из самых популярных торговых названий поликарбоната. Вот почему я подумал, что стоит упомянуть, поскольку вы увидите эту версию ПК в основном во всех производственных подразделениях. Makrolon известен своей непревзойденной прочностью, прозрачностью, легким весом и отличной ударопрочностью даже при низких температурах.
Высокая стабильность размеров и легкость формования, а также впечатляющая термостойкость также являются полезными свойствами. Количество применений для этого варианта поликарбоната действительно велико. Он широко используется в производстве медицинских устройств, спортивного инвентаря, очков, электроники, светодиодного освещения и т. д.
д.
Lexan и Plexiglass являются альтернативой Makrolon с такой же прочностью и свойствами.
Преимущества и недостатки –| Преимущества | Недостатки |
| Высокая прозрачность. Обеспечивает прозрачность не хуже стекла | После длительного пребывания при температуре 60°C их механические свойства начинают ухудшаться и разрушаться. |
| Прочность остается стабильной даже при температуре до -20°C | Легко подвергается воздействию химических веществ, таких как углеводороды и щелочи. |
| Впечатляющая механическая ретенция при температуре до 140°C | Надлежащее окрашивание является обязательным условием перед обработкой. |
| Выдерживает непрерывную паровую стерилизацию | Низкая усталостная устойчивость |
| Превосходная стойкость к истиранию | Желтеет после длительного воздействия УФ-излучения |
Негорючий | нет данных |

Применение поликарбоната –Интересно прочитать – что такое пенополистирол (EPS)? | Процесс производства пенополистирола | ЭПС свойства | Пенополистирол против.
Экструдированный полистирол | Преимущества и недостатки
- Автомобильная промышленность
- Потребительские товары
- Строительство
- Электроника
- Медицинский
ПК используется в автомобильной промышленности для создания сложных дизайнерских компонентов, легких, прочных и долговечных. Его долговечность и легкий вес также помогают автомобилям сохранять свою аэродинамику.
Из-за его хороших термостойких свойств поликарбонат часто используется в линзах, лицевых панелях фар и линзах.
2. Потребительские товары: Поликарбонат имеет низкое внутреннее напряжение и высокую стабильность размеров, что делает его пригодным для производства DVD.
Благодаря высокой прозрачности ПК также подходит для изготовления очков, офтальмологических линз, больших и маленьких бутылок с водой и т. д. даже играет роль в пуленепробиваемых очках.
3. Строительство:В строительной отрасли поликарбонат широко используется в качестве альтернативы стеклу в многочисленных глянцевых покрытиях, таких как фасады, защитные окна, общественная или частная собственность, навесы, общественное освещение, сельскохозяйственные дома и т. д.
Хорошая устойчивость к атмосферным воздействиям, высокая прочность и устойчивость помогают PC производить продукцию отличного качества, которая достаточно хороша для обработки стекла.
4. Электроника: ПК и его различные смеси широко используются в электронных приборах, таких как телевизоры, холодильники, кофеварки, стиральные машины, триммеры для бороды, фены и т. д. механические свойства помогают создавать прочные и прочные изделия.
5. Медицинский:
Поликарбонат используется в медицинских приборах с учетом его термостойкости, стабильности размеров, прозрачности и прочности.
ПК стерилизуется окисью этилена и ограниченным числом циклов автоклавирования.
Основные области применения: шприцы, хирургические инструменты, термометры, продукты для хранения крови, фильтры для крови, доставка лекарств, системы хранения и доставки лекарств и т. д. заменил стекло полностью.
Основные производители —Это ведущие производители материалов для ПК и их вариантов, используемых для различных приложений.
- Ковестро АГ
- ТЕЙДЖИН Лимитед
- ЛОТТЕ Химическая Корпорация
- Mitsubishi Engineering Plastic Corporation
- SABIC (Саудовская базовая промышленная корпорация)
Поликарбонатный пластик широко используется в потребительских товарах, которые находятся в постоянном контакте с человеком. Яркие примеры включают чашки-непроливайки, детские бутылочки для кормления, бутылочки с водой и контейнеры. Фактор безопасности и здоровья вокруг ПК настолько популярен, потому что он сделан с бисфенолом А (BPA).
Яркие примеры включают чашки-непроливайки, детские бутылочки для кормления, бутылочки с водой и контейнеры. Фактор безопасности и здоровья вокруг ПК настолько популярен, потому что он сделан с бисфенолом А (BPA).
Многие публикации научно-исследовательских институтов по всему миру постоянно работают над снижением содержания бисфенола-А в поликарбонате, особенно в пищевой промышленности и производстве напитков. Эти исследования снова и снова доказывают отсутствие потенциального риска для жизни человека при контакте с продуктами для ПК.
Многие регулирующие органы по всему миру, такие как Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США, Научный комитет Европейской комиссии по пищевым продуктам, Агентство по пищевым стандартам Великобритании, признали безопасность продуктов из поликарбоната. Тем не менее, есть некоторые исследования, показывающие опасное воздействие BPA на организм человека, что привело к созданию поликарбонатных продуктов «без BPA».
Что касается возможности вторичной переработки, поликарбонатный пластик на 100 % подлежит вторичной переработке и имеет код вторичной переработки «7». Существует несколько процессов переработки, но наиболее распространенным методом является химическая переработка, если она используется; Утилизированный ПК смешивают и воссоздают с фенолом для получения мономеров.
История поликарбоната —Интересно прочитать – Как правильно выбрать пластиковый материал | Механические свойства | Особые свойства | Виды пластмасс |
Первый вариант поликарбоната на самом деле был сделан из-за ошибки, когда исследователь Э. И. Карозерс из компании DuPont начал изучать полиэфирные смолы. На самом деле он пытался найти стабильный материал, чтобы зафиксировать колебания цен на хлопковую пряжу и интегрировать доступность хлопка на рынке.
Новое творение было прочным и прозрачным, но слишком авантюрным для того времени и хранилось на полке в течение многих лет до 1952 года, когда несколько ученых заинтересовались поликарбонатным полимером и смогли успешно воссоздать его в своих лабораториях. Однако потребовалось еще несколько лет, чтобы сделать реальный продукт из поликарбоната, готовый к продаже на рынке.
Однако потребовалось еще несколько лет, чтобы сделать реальный продукт из поликарбоната, готовый к продаже на рынке.
Промышленное производство поликарбоната началось в 1959 году, и первые годы были трудными, поскольку люди все еще не принимали что-то настолько исключительно прочное, нетоксичное и прозрачное, но общий американский подход к поликарбонату замер в начале 1970-х годов с повышение осведомленности о пластмассовых изделиях и успешных маркетинговых кампаниях.
Вскоре он начал набирать обороты в медицине, пищевой промышленности и сфере общественного питания благодаря простоте стерилизации и одноразовости.
Будущее поликарбоната —Согласно исследованиям, проведенным до пандемии COVID-19, рынок ПК растет в среднем на 4 %, что является приличным показателем. К любой информации, касающейся роста всего рынка термопластов, следует относиться с долей скептицизма в краткосрочной перспективе.
Крупнейшим потребителем поликарбоната является автомобильная промышленность, которая борется с низкими продажами еще до того, как пандемия изменила нашу жизнь и заставила нас оставаться дома.
Таким образом, вскоре производственные компании, использующие ПК, будут смотреть на электронику и электротехническую промышленность с точки зрения будущего роста (по крайней мере, в краткосрочной перспективе). В североамериканском регионе, особенно в США, в ближайшие годы электронная промышленность будет расти умеренными темпами, так что в этой части также есть некоторые возможности.
Помимо электроники и электротехники, строительная отрасль также может поддерживать рост ПК в азиатском регионе, поскольку, как говорят, она восстанавливается после пандемии раньше, чем мир (экономика Китая и Индии восстанавливается после пандемии раньше, чем мир).
Часто задаваемые вопросы –1. Чем поликарбонат лучше других пластиковых материалов?
Ответ. Поликарбонат — самый надежный пластиковый материал с точки зрения ударопрочности и атмосферостойкости. Было доказано, что поликарбонатные листы лучше, чем все другие пластмассы, в приложениях, где ударная вязкость играет важную роль. Не хочу показаться дерзким, но говорят, что его невозможно сломать, если не использовать тяжелое оборудование.
Не хочу показаться дерзким, но говорят, что его невозможно сломать, если не использовать тяжелое оборудование.
2. Что лучше поликарбонат или ПВХ
Ответ. Поликарбонат намного прочнее ПВХ, но отличная ударная вязкость, о которой мы все так много говорим, делает его более дорогим, чем конкурент. Тем не менее, ПВХ лучше сопротивляется поиску, в то время как поликарбонат легче царапается.
3. Поликарбонат не ломается?
Ответ. Поликарбонат считается практически небьющимся и поэтому используется в пуленепробиваемых очках. Считается, что он в 200 раз прочнее стекла и в 30 раз прочнее акрила.
4. Как долго служат поликарбонатные панели?
Ответ. С точки зрения долговечности поликарбонат имеет впечатляющий послужной список. Любое применение поликарбоната, включая кровлю (которая, как правило, сталкивается с более суровыми условиями окружающей среды), длится около 10-20 лет. Однако конкретная гарантия варьируется от производителя к производителю, некоторые из них также предоставляют пожизненную гарантию на изделия из поликарбоната.
Однако конкретная гарантия варьируется от производителя к производителю, некоторые из них также предоставляют пожизненную гарантию на изделия из поликарбоната.
5. Что дешевле? Стекло или поликарбонат?
Ответ. Поликарбонат намного дешевле стекла (хотя разница в цене может варьироваться в зависимости от страны), имеет лучшую применимость, а также с ним проще работать.
6. Какая оптимальная толщина поликарбоната для теплицы?
Ответ. Согласно нескольким отзывам клиентов, при выборе листов поликарбоната для вашей теплицы мы рекомендуем минимальную толщину 3 мм для подходящей жесткости. Поскольку в отзывах клиентов говорится, что листы толщиной 2 мм могут легко сгибаться, и эта проблема чаще наблюдается у больших панелей.
Рекомендуем прочитать –
- Как производится пластик? Простое и подробное объяснение.
- Что такое ПТФЭ (политетрафторэтилен)? | Полное руководство
- Что такое полистирол? | Полное руководство
- Что такое пластик UHMW? | Полное руководство
- Пищевой пластик: лучший пластик для пищевых продуктов
- Что такое LDPE? | полиэтилен низкой плотности | Полное руководство
- 7 видов пластика | Полезное иллюстрированное руководство
- Что такое материал PETG? | Полное руководство
Таким образом, мои мысли были о поликарбонатном термопластическом материале. Я бы сказал, что ПК — это универсальный, прочный и жесткий материал, который должен присутствовать в вашем цеху.
Я бы сказал, что ПК — это универсальный, прочный и жесткий материал, который должен присутствовать в вашем цеху.
Поликарбонат будет играть неотъемлемую роль в вашем путешествии по производству пластмасс. Итак, выберите ПК и увеличьте свою прибыль до нового максимума.
Спасибо за прочтение. Буду признателен, если вы поделитесь своим мнением в поле для комментариев.
Волшебного дня.
Спецификация материала ПК — LORRIC
Поликарбонаты (ПК) представляют собой группу термопластичных полимеров, содержащих карбонатные группы в своей химической структуре. Поликарбонаты, используемые в машиностроении, представляют собой прочные и жесткие материалы, а некоторые марки оптически прозрачны. Они легко обрабатываются, формуются и термоформуются. Благодаря этим свойствам поликарбонаты находят множество применений.
Химические и физические свойства
Поликарбонат — прочный материал. Несмотря на высокую ударопрочность, он имеет низкую устойчивость к царапинам. Поэтому твердое покрытие наносится на поликарбонатные линзы для очков и наружные автомобильные компоненты из поликарбоната. По своим характеристикам поликарбонат сравним с полиметилметакрилатом (ПММА, акрилом), но поликарбонат прочнее и дольше выдерживает экстремальные температуры. Поликарбонат очень прозрачен для видимого света, пропуская его лучше, чем многие виды стекла.
Несмотря на высокую ударопрочность, он имеет низкую устойчивость к царапинам. Поэтому твердое покрытие наносится на поликарбонатные линзы для очков и наружные автомобильные компоненты из поликарбоната. По своим характеристикам поликарбонат сравним с полиметилметакрилатом (ПММА, акрилом), но поликарбонат прочнее и дольше выдерживает экстремальные температуры. Поликарбонат очень прозрачен для видимого света, пропуская его лучше, чем многие виды стекла.
Поликарбонат имеет температуру стеклования около 147 °C (297 °F; 420 K), поэтому он постепенно размягчается выше этой точки и течет при температуре выше примерно 155 °C (311 °F; 428 K).[8] Инструменты необходимо выдерживать при высоких температурах, обычно выше 80 ° C (176 ° F, 353 K), чтобы изготавливать изделия без деформации и напряжения. Низкомолекулярные марки легче формуются, чем более высокие марки, но в результате их прочность ниже. Самые прочные сорта имеют самую высокую молекулярную массу, но их гораздо труднее обрабатывать.
Поликарбонат может подвергаться большим пластическим деформациям, не растрескиваясь и не разрушаясь. В результате его можно обрабатывать и формовать при комнатной температуре с использованием методов обработки листового металла, таких как гибка на тормозе. Даже для изгибов под острым углом с малым радиусом нагрев может не понадобиться. Это делает его ценным при создании прототипов, где необходимы прозрачные или неэлектропроводные детали, которые нельзя изготовить из листового металла. ПММА/акрил, который внешне похож на поликарбонат, является хрупким и не может сгибаться при комнатной температуре.
* Цитирование источника: Википедия
Диаграмма химического сопротивления
Как использовать эту диаграмму
».
△: Необходимо подтвердить возможность использования путем расширенного тестирования.
X: Не рекомендуется.
» В этой таблице представлен только результат воздействия одного химического вещества на материал. Если клиент одновременно использует несколько видов химических веществ, выберите материал по опыту.
» Эта таблица предназначена только для справки и не применима ко всем рабочим средам. Пожалуйста, обратитесь к проектному оборудованию в соответствии с практическим опытом.
Категория | Химическая | ПК |
Органические кислоты | Уксусная кислота | ОК (20%) |
Уксусная кислота ледяная | ОК | |
Уксусный ангидрид | х | |
Лимонная кислота | ОК | |
Органическое соединение | Ацетальдегид | х |
Ацетон | х | |
Спирт метиловый | ОК (20%) | |
Анилин | х | |
Бензальдегид | х | |
Бензол | х | |
Бензиловый спирт | х | |
Бензилхлорид | Н/Д | |
Кукурузное масло | Н/Д | |
Этанол | ОК | |
Этиленгликоль | ОК | |
Жирная кислота | ОК | |
Формальдегид | ОК (40%) | |
Муравьиная кислота | ОК | |
Гексан | х | |
Молочная кислота | ОК | |
Метанол | ОК | |
Парафиновое масло | ОК | |
Нефть | Н/Д | |
Фенол | ОК | |
Пропан жидкий | х | |
Пропанол | ОК | |
Стеариновая кислота | ОК | |
Дубильная кислота | Н/Д | |
Винная кислота | ОК | |
Толуол | х | |
Мочевина | ОК | |
Неорганическое соединение | Аммиак | х |
Хлорид аммония | ОК | |
Гидроксид аммония | х | |
Нитрат аммония | Н/Д | |
Сульфат аммония | ОК | |
царская водка | х | |
Хлорид бария | ОК | |
Бария гидроксид | х | |
Рассол | Н/Д | |
Хлорид кальция | Н/Д | |
Гидроксид кальция | х | |
Угольная кислота | ОК | |
Хлорная кислота | Н/Д | |
| Хлорная кислота | Н/Д | |
Хлор | н/д | |
Моющее средство | х | |
Бромистоводородная кислота | Н/Д | |
Соляная кислота | х | |
Плавиковая кислота | х | |
Перекись водорода | ОК (30%) | |
Азотная кислота | ОК (5%) ОК (40%) | |
Фосфорная кислота | ОК (<40%) | |
Гидроксид калия | х | |
Нитрат калия | ОК | |
Сульфат калия | ОК | |
Карбонат натрия | ОК | |
Гидроксид натрия | х | |
Нитрат натрия | Н/Д | |
Серная кислота | х | |
Диоксид серы | Н/Д |
Свяжитесь с нами для получения подробной информации
Продукты, которые вам также могут понравиться
Обработка поликарбоната (ПК): Руководство по пластмассам Эйнхорна в Мюнхенском университете.
 Только в 1953 году компания Bayer запатентовала первый линейный поликарбонат и назвала его «Макролон». С тех пор этот материал стал одним из наиболее часто используемых полимеров во многих отраслях промышленности.
Только в 1953 году компания Bayer запатентовала первый линейный поликарбонат и назвала его «Макролон». С тех пор этот материал стал одним из наиболее часто используемых полимеров во многих отраслях промышленности.
Известный своей долговечностью, стабильностью и прозрачностью, поликарбонат обычно используется в автомобильных осветительных системах, небьющихся окнах и заменяет «стеклянные детали» в аэрокосмических приложениях, таких как фонари военных истребителей, а также лабораторные линзы, термонагруженные пластиковые детали, электрические цепи и другие электрические устройства. Поликарбонат не только прочный с отличной ударной вязкостью, но и легко обрабатывается, формуется и термоформуется.
AIP имеет более чем 35-летний опыт обработки сложных компонентов из термопластов, таких как поликарбонат. В этом содержательном техническом обзоре мы обсудим, что входит в механическую обработку поликарбоната и чем она отличается от других вариантов производства, таких как механическая обработка металлов, литье под давлением и 3D-печать.
Свойства поликарбоната
Всегда полезно иметь информацию о свойствах термопласта заранее. Это помогает в выборе правильного термопластика для применения. Это также помогает оценить, будет ли выполнено требование конечного использования. Вот некоторые из основных свойств поликарбоната:
ПК (поликарбонат) представляет собой прозрачный аморфный термопласт, характеризующийся очень высокой ударной вязкостью и высоким модулем упругости. ПК впитывает очень мало влаги, устойчив к кислотным растворам и имеет 290 ° F (145 ° C) тепловая температура отклонения при 264 фунтах на квадратный дюйм.
Кроме того, поликарбонат обладает хорошей диэлектрической прочностью, устойчивостью к ультрафиолетовому излучению и легко обрабатывается. По сравнению с ацеталем ПК имеет более высокую прочность на растяжение при температурах выше 140°F (60°C), а также низкий коэффициент рассеяния. ПК также имеет гораздо более высокую термостойкость, чем акрил, и обладает большей ударопрочностью.
Марки поликарбоната
В AIP мы обрабатываем поликарбонаты различных марок и торговых марок, включая: LEXAN, HYZOD/MAKROLON, QUADRANT PC 1000, SUSTANAT PC, TECANAT, ZELUX и 20% поликарбонат, армированный стекловолокном.
Наши тесные связи с ведущими производителями пластмасс в отрасли дают нам еще больше информации и доступ к технической помощи в выборе материалов, размеров и производственных процессов. Каким бы ни было ваше применение, наши механики могут помочь вам в выборе материала, размерах и технологиях производства от концепции до завершения.
Механическая обработка поликарбоната
Отжиг поликарбоната
Полимеры, такие как поликарбонат, склонны к растрескиванию под напряжением и преждевременному разрушению деталей при воздействии высоких температур и растягивающих нагрузок. Таким образом, отжиг имеет решающее значение, если вы хотите получить качественную, прецизионно обработанную деталь из стандартной формы. Процесс отжига в AIP значительно снижает вероятность возникновения этих напряжений из-за тепла, выделяемого при обработке поликарбоната и других полимеров. Наши операторы используют печи для отжига с компьютерным управлением для обеспечения высочайшего качества точной обработки.
Процесс отжига в AIP значительно снижает вероятность возникновения этих напряжений из-за тепла, выделяемого при обработке поликарбоната и других полимеров. Наши операторы используют печи для отжига с компьютерным управлением для обеспечения высочайшего качества точной обработки.
Обработка поликарбоната
Стержни и пластины из поликарбоната легко поддаются обработке и обладают превосходной размерной стабильностью. Мы рекомендуем неароматические водорастворимые охлаждающие жидкости, поскольку они лучше всего подходят для идеального качества поверхности и жестких допусков. К ним относятся сжатый воздух и аэрозольные туманы. Охлаждающие жидкости имеют дополнительное преимущество, заключающееся в продлении срока службы инструмента.
Некоторые компании обрабатывают как металлы, так и пластмассы, что отрицательно сказывается на обработанных полимерных изделиях. Многие прошлые опыты показали, что детали поставляются заказчику без трещин, только для того, чтобы со временем образовались поверхностные трещины и деформация из-за воздействия жидкостей металлообрабатывающего цеха. Обязательно используйте такое оборудование, как AIP, которое обрабатывает только полимеры.
Обязательно используйте такое оборудование, как AIP, которое обрабатывает только полимеры.
Узнайте больше о преимуществах пластмасс перед металлами
Прочтите наш блог
Предотвращение загрязнения
Загрязнение является серьезной проблемой при обработке полимерных компонентов, таких как аэрокосмическая промышленность и наука. Чтобы обеспечить высочайший уровень санитарии вплоть до субмолекулярного уровня, AIP Precision Machining разрабатывает, подвергает термообработке и обрабатывает только пластмассы, а любые металлоконструкции, изготовленные на полуфабрикатах, обрабатываются вне нашего предприятия. Это позволяет нам снизить риск перекрестного металлического загрязнения процесса.
Руководство по обработке поликарбоната: вспомогательная информация
Аморфные материалы
У вас есть вопрос о прецизионно обработанной детали из поликарбоната или другого полимера?
Получить консультацию
Подпишитесь на AIP Precision Machining на Linkedin
Лабораторное оборудование из поликарбоната (ПК) | Thermo Fisher Scientific
Поликарбонат* (ПК) прозрачный, удивительно прочный и жесткий. Это автоклавируемый, нетоксичный и самый прочный из всех термопластов. ПК представляет собой особый тип полиэфира, в котором двухатомные фенолы соединены карбонатными связями. Эти связи подвергаются химической реакции с основаниями и концентрированными кислотами, гидролитическому воздействию при повышенных температурах (например, при автоклавировании) и делают ПК растворимым в различных органических растворителях. Для многих приложений прозрачность и необычайная прочность ПК компенсируют эти ограничения. Поликарбонат содержит бисфенол А (BPA) по самой природе своего мономерного строительного блока. Следы BPA присутствуют во всех поликарбонатных материалах.
Это автоклавируемый, нетоксичный и самый прочный из всех термопластов. ПК представляет собой особый тип полиэфира, в котором двухатомные фенолы соединены карбонатными связями. Эти связи подвергаются химической реакции с основаниями и концентрированными кислотами, гидролитическому воздействию при повышенных температурах (например, при автоклавировании) и делают ПК растворимым в различных органических растворителях. Для многих приложений прозрачность и необычайная прочность ПК компенсируют эти ограничения. Поликарбонат содержит бисфенол А (BPA) по самой природе своего мономерного строительного блока. Следы BPA присутствуют во всех поликарбонатных материалах.
Магазин продуктов для ПК ›
Быстрые ссылки
- Физические свойства
- Химическая совместимость
- Продукты Шаг ПК
- Советы по применению
- Technical Support
- Ресурсы
 Бутыли из поликарбоната часто используются для содержания сред и других водных растворов с нейтральным pH или слабокислой реакцией.
Бутыли из поликарбоната часто используются для содержания сред и других водных растворов с нейтральным pH или слабокислой реакцией.*Соответствует требованиям Поправки о пищевых добавках к Федеральному закону о пищевых продуктах, лекарствах и косметике.
Популярные товары из поликарбоната (ПК)
Физические свойства
Температура | Физика | Проницаемость | СТЕРИЛИЗАЦИЯ[4]125.0125 | |||||
HDT [1] : 142℃ Max Use [13] : 130℃ Brittleness [12] : -135℃ | Ультрафиолетовый свет: справедливое сопротивление Жесткая Прозрачность: Window Clear Микроволновая печь [2] : маргинальный [3] Специфический гравитация: 1,2 | CC. | -24/ 100IN 2 | 4. .-атм cc.-mm/ m 2 -24 hr.-Bar | Autoclave: yes [5] EtO: yes Dry heat: no Radiation: yes Disinfectants: some | Non-cytotoxic [6 ] : да Подходит для пищевых продуктов и товаров [7] : да Регламент Часть 21 CFR: 177.1580 |
 -MIL/ 100IN 2
-MIL/ 100IN 2Химическая совместимость
В следующей таблице приведены рейтинги экспозиции общего назначения при 20 o C. Способность пластиковых материалов сопротивляться химическому воздействию и повреждению зависит также от температуры, продолжительности воздействия химического вещества и дополнительных нагрузок, таких как центрифугирование. Для получения более подробных оценок химической стойкости продуктов и материалов Nalgene обратитесь к ресурсам, указанным в нижней части этой страницы.
Для получения более подробных оценок химической стойкости продуктов и материалов Nalgene обратитесь к ресурсам, указанным в нижней части этой страницы.
| Class | General rating |
| Acids, dilute or weak | E |
| Acids*, strong and concentrated | N |
| Alcohols, aliphatic | G |
| Aldehydes | F |
| Bases/alkali | N |
| Esters | N |
| Hydrocarbons, aliphatic | G |
| Hydrocarbons, aromatic | N |
| Hydrocarbons, halogenated | N |
| Ketones, aromatic | N |
| Oxidizing agents, strong | F |
* За исключением окисляющих кислот; об окисляющих кислотах см. «Окислители сильные».
«Окислители сильные».
| E | 30 дней постоянного воздействия не вызывают повреждений. Пластик может даже терпеть годами. |
| G | Незначительные повреждения или их отсутствие после 30 дней постоянного воздействия реагента. |
| F | Некоторый эффект после 7 дней постоянного воздействия реагента. В зависимости от пластика эффект может быть растрескиванием, потерей прочности или обесцвечиванием. |
| N | Не рекомендуется для постоянного использования. Может произойти немедленное повреждение, включая сильное растрескивание, растрескивание, потерю прочности, обесцвечивание, деформацию, растворение или потерю проникновения. |
Продукция Nalgene из поликарбоната (ПК)
Бутылки
Бутыли
Центрифуга многоразовая
Криогенное хранилище
Эксикаторы
Аппарат для экологических испытаний
Колбы и культуральные сосуды
Фильтровальный аппарат
Пластиковые банки
Защитные щиты
Штативы для пробирок
Вакуумное оборудование
Советы по применению изделий из поликарбоната
Автоклавирование
Поликарбонат можно автоклавировать, но при автоклавировании материал теряет прочность. Многократная обработка в автоклаве сократит срок службы многоразовых изделий из поликарбоната, таких как бутылки и посуда для центрифугирования. Предметы, к которым будет применяться вакуум, такие как вакуумные камеры Nalgene и вакуумные эксикаторы, никогда не должны обрабатываться в автоклаве, так как ослабление материала может привести к взрыву при приложении вакуума.
Многократная обработка в автоклаве сократит срок службы многоразовых изделий из поликарбоната, таких как бутылки и посуда для центрифугирования. Предметы, к которым будет применяться вакуум, такие как вакуумные камеры Nalgene и вакуумные эксикаторы, никогда не должны обрабатываться в автоклаве, так как ослабление материала может привести к взрыву при приложении вакуума.
Очистка
Крайне важно мыть поликарбонат только чистящими растворами с нейтральным pH. Растворы с щелочным pH могут повредить прозрачную поверхность, что приведет к помутнению и точечной коррозии пластика. Моющее средство Nalgene L900 рекомендуется для мытья лабораторной посуды из поликарбоната, чтобы продлить срок ее службы.
Старение пластика
Регулярно и перед каждым использованием проверяйте поликарбонат на наличие признаков старения, включая постоянное обесцвечивание (желтый, коричневый, оранжевый или розовый), растрескивание (трещины в виде паутины), растрескивание под напряжением (вертикальные трещины) или постоянное помутнение или питтинг Заменяйте поликарбонатные детали, когда вы видите признаки старения, чтобы предотвратить поломку во время использования.
Сноски:
[1]. Температура теплового изгиба — это температура, при которой стержень, отлитый под давлением, изгибается на 0,1 дюйма при давлении 66 фунтов на кв. дюйм (ASTM D648). Материалы могут использоваться при температурах выше тепловой деформации в ненагруженных приложениях; см. Макс. Используйте темп.
[2]. Оценки основаны на 5-минутных тестах с использованием мощности 600 Вт на незащищенном пустом лабораторном оборудовании. ВНИМАНИЕ: Не превышайте макс. Используйте Temp. или подвергайте лабораторную посуду воздействию химикатов, которые при нагревании могут повредить пластик или быстро впитаться.
[3]. Пластик будет поглощать и удерживать значительное количество тепла, в результате чего поверхность становится неожиданно горячей.
[4]. СТЕРИЛИЗАЦИЯ: Автоклавирование (121°C, 15 фунтов на кв. дюйм в течение 20 минут) — перед автоклавированием очистите и ополосните предметы дистиллированной водой. (Всегда полностью отсоединяйте резьбу перед автоклавированием. ) Некоторые химические вещества, которые не оказывают заметного воздействия на смолы при комнатной температуре, могут вызвать ухудшение при температурах автоклавирования, если их предварительно не удалить дистиллированной водой.
) Некоторые химические вещества, которые не оказывают заметного воздействия на смолы при комнатной температуре, могут вызвать ухудшение при температурах автоклавирования, если их предварительно не удалить дистиллированной водой.
Газ EtO — оксид этилена: 100% EtO, смесь EtO:азот, смесь EtO:HCFC
Сухой жар — воздействие при 160°C в течение 120 минут без стресса/нагрузки на полимерные детали
Дезинфицирующие средства — хлорид бензалкония, формалин/формальдегид, перекись водорода, этанол, и т. д. 2,5 Мрад) с нестабилизированным пластиком
[5]. Стерилизация снижает механическую прочность. Не используйте сосуды из поликарбоната для вакуумных приложений, если они были автоклавированы. Подробную информацию о стерилизации см. в Руководстве по использованию и уходу за лабораторной посудой NALGENE.
[6]. «Да» означает, что смола была определена как нецитотоксичная на основании стандартов тестирования биосовместимости USP и ASTM с использованием метода элюирования MEM с диплоидной линией клеток легкого человека WI38.
[7]. «Да» означает, что смола была определена как нецитотоксичная на основании стандартов тестирования биосовместимости USP и ASTM с использованием метода элюирования MEM с диплоидной линией клеток легкого человека WI38.
[12]. Температура хрупкости — это температура, при которой предмет, изготовленный из смолы, может сломаться или треснуть при падении. Это не самая низкая рабочая температура, если соблюдать осторожность при использовании и обращении.
[13]. Максимум. Используйте темп. °C: это связано с максимальной температурой непрерывного использования, температурой пластичности/хрупкости и температурой стеклования и представляет собой самую высокую температуру, при которой полимер может подвергаться воздействию в течение от нескольких минут до 2 часов, при которой потеря прочности незначительна или отсутствует. прочность.
Стерилизация снижает механическую прочность. Не используйте сосуды из поликарбоната для вакуумных приложений, если они были автоклавированы. Подробную информацию о стерилизации см. в Руководстве по использованию и уходу за лабораторной посудой NALGENE.
Подробную информацию о стерилизации см. в Руководстве по использованию и уходу за лабораторной посудой NALGENE.
Техническая поддержка
Чтобы получить помощь в выборе продуктов, подходящих для вашей области применения, обратитесь к представителю службы технической поддержки Nalgene по телефону +1-585-586-8800 или (1-800-625-4327 США по бесплатному номеру) или отправьте запрос по электронной почте на адрес техническая поддержка@thermofisher.com.
В Австрии, Франции, Германии, Ирландии, Швейцарии и Великобритании обратитесь в службу технической поддержки по телефону +800-1234-9696 (звонок бесплатный) или +49-6184-90-6321 или по электронной почте [email protected].
Нормативная поддержка: для получения нормативной документации по продукту или материалам обращайтесь в нормативную поддержку Nalgene по адресу [email protected].
Ресурсы
Дополнительные ресурсы
- Брошюра «Разбей стекло»
- Руководство по выбору бутылок и бутылей
- Справочный магнит со свойствами пластика
- Настенный плакат о химической стойкости пластиковой лабораторной посуды
Запрос активов База знаний Prusa
Соответствует
:
EncloSureminimini+ MK2,5MK2,5SMK3MK3SMK3S+
это технический материал с большой прочностью, прочностью на растяжение и термостойкостью . Однако распечатать его очень сложно, поэтому он подходит в основном для опытных пользователей. Однако это не относится к нашим Prusament PC Blend , который значительно легче печатать по сравнению с другими поликарбонатами.
Однако распечатать его очень сложно, поэтому он подходит в основном для опытных пользователей. Однако это не относится к нашим Prusament PC Blend , который значительно легче печатать по сравнению с другими поликарбонатами.
Рекомендуемая температура сопла: 275 ° C
Рекомендуемая температура слоя: 110 ° C для первого слоя, 115 ° C для других слоев
Heatbed: Pusted-Coated Coated Txt или TXT или TXT. сатиновый лист с клеевым стержнем обеспечит наилучшую адгезию. Обратите внимание, что хотя сатиновый лист с порошковым покрытием прекрасно работает без клея-карандаша, рекомендуется использовать разделительный слой для предотвращения износа поверхности.
Описание Поликарбонаты (ПК) представляют собой группу полимеров, отличающихся прочностью, прочностью на растяжение и термостойкостью. Помимо мира 3D-печати, они используются, например, для изготовления компакт-дисков, защитных стекол и щитков или крышек для автомобильных фар.
Чистый поликарбонат не подходит для 3D-печати из-за его плохой адгезии к поверхности и значительного теплового расширения. Отпечатки имеют свойство деформироваться и трескаться. По этой причине обычно добавляют различные добавки для улучшения печатных свойств. Результатом собственной разработки является Prusament PC Blend . Обладает относительно отличными печатными свойствами и подходит для изготовления технических деталей с высокой механической и температурной стойкостью.
Мы не рекомендуем использовать PC на гладком листе PEI. Высокая адгезия может повредить поверхность! Если нужно, используйте клей-карандаш в качестве разделительного слоя.
Основным недостатком большинства поликарбонатов является то, что они чрезвычайно гигроскопичны (впитывают влагу). Их следует хранить в герметичных контейнерах с осушителем (силикагелем) и сушить в духовке перед печатью.
Некоторые производители противодействуют этому с помощью различных добавок, например, Prusament PC Blend имеет тенденцию поглощать влагу гораздо меньше, чем другие поликарбонаты . Из-за своей стойкости к высоким температурам ПК является подходящим материалом для кожухов вентиляторов принтеров.
Поликарбонат требует некоторого опыта для правильной печати. Если вы новичок, попробуйте сначала поэкспериментировать с более простыми материалами, такими как PLA или PETG .
Чтобы сравнить свойства поддерживаемых материалов, см. наш таблица материалов.
Плюсы | Минусы |
|---|---|
✔ Устойчивость к высоким температурам | ✖ Чистый поликарбонат очень гигроскопичен |
✔ Высокая ударопрочность и прочность на растяжение | ✖ Высокая температура сопла и слоя |
✔ Чистый поликарбонат прозрачный | ✖ Сильное коробление, особенно у больших моделей |
✔ Хорошие электроизоляционные свойства | ✖ Умеренный запах во время печати |
✖ Рекомендуется нанесение разделительного слоя | |
✖ Высокая цена |
Лучшее применение
ПК лучше всего использовать для печати технических деталей, требующих высокой термостойкости и механической прочности.
Советы по успешной печати
Рассмотрите возможность использования корпуса
Печать на поликарбонате часто бывает сложной задачей, так как он имеет тенденцию сильно деформироваться даже с добавками. Печать внутри корпуса помогает. Печатать поликарбонат нужно на специальной поверхности, например, на листе с порошковым покрытием с помощью клея-карандаша, PEI или Build-tak. Для малых и средних объектов вы можете увеличить заполнение до > 25% и добавить больше верхних слоев (4 или более) для более четкой печати. Однако это не рекомендуется для больших отпечатков, где мы рекомендуем уменьшить это значение.
Вы можете приобрести оригинальный корпус Prusa в нашем интернет-магазине.
Также возможно изготовление собственного корпуса.
Использование юбки в PrusaSlicer
Если у вас нет корпуса принтера, мы предлагаем разместить объект в середине платформы для печати и установить значение юбки как можно выше. Это создаст вокруг модели микроклимат с чуть более высокой температурой и повысит ваши шансы на удачный отпечаток.
Добавить поля вокруг мелких объектов
Функцию Brim следует использовать для печати деталей с небольшой площадью контакта с поверхностью печати.
Старайтесь избегать деформации
Поликарбонат не подходит для печати больших объектов, покрывающих весь лист. Отпечатки с закругленными краями деформируются меньше, чем с острыми краями (это верно для любого типа нити). На деформацию также влияет плотность заполнения и количество периметров . Более плотное заполнение (и в целом больше материала внутри объекта) увеличивает деформацию и риск отделения от поверхности печати. Меньшее количество периметров увеличивает шансы на успешную печать больших поликарбонатных моделей.
Не печатать в холодных зонах
В некоторых случаях принтер может отображать ошибку «Выход из строя кровати». Обычно это происходит при температуре окружающей среды ниже 18 °C, когда принтер не может выдерживать высокую температуру нагревательного стола.
Тщательная подготовка к печати является ключевым моментом
Prusament PC Blend легче печатать по сравнению с другими поликарбонатами. Подготовка к печати также довольно проста. Рекомендуемая температура сопла и слоя составляет 275 ± 10 °C и 110 ± 10 °C. PC Blend можно печатать на листе TXT с порошковым покрытием, если нанести на него клей-карандаш. Мы добавляем бесплатный клей-карандаш к каждому продукту Prusament PC Blend , который мы отправляем. Если вы печатаете без клеевого разделительного слоя, вы рискуете повредить печатный лист. Вопрос прошел модерацию 9Сатиновый лист 0015 с порошковым покрытием. Эта поверхность не нуждается в каком-либо разделительном слое, если время от времени вы печатаете с помощью PC Blend. Если вы регулярно печатаете поликарбонатом, мы по-прежнему рекомендуем использовать клей-карандаш, чтобы сохранить сатиновый лист в наилучшей возможной форме.
Вы можете увидеть, как подготовить каждый стальной лист для вашей нити в нашей таблице материалов.
Образцы распечаток
| Линейные подшипники шкива | Кожух вентилятора |
| Water angle valve lever | Air filter cover |
| Battery pack | Hinges |
PC-ABS: Polycarbonate Material Properties
PC- АБС представляет собой смесь двух полимеров — поликарбоната (ПК) и акрилонитрил-бутадиен-стирола (АБС) — и включает в себя преимущества (и недостатки) обоих термопластов. Материалы PC-ABS широко популярны в инженерном мире благодаря своим функциональным характеристикам.
В этой статье мы рассмотрим, что делает PC-ABS привлекательным техническим термопластом, подробно описав его желаемые свойства, области применения и уникальные свойства по сравнению с другими материалами.
1. Легкий
Насколько «легким» может быть материал, определяется его плотностью или массой на единицу объема. Плотность ПК-АБС варьируется в зависимости от конкретного соотношения ПК и АБС, но обычно она составляет 1,15 г/см³. Ниже приведен список плотностей различных других термопластов для сравнения:
- Полиэтилентерефталат (ПЭТ): 1,35 г/см³
- Поливинилхлорид (ПВХ): 1,16-1,45 г/см³
- Полилактид (PLA): 1,25 г/см³
- Полиэфиримид (ПЭИ): 1,25 г/см³3
- Полипропилен (ПП): 0,9 г/см³
Хотя PC-ABS и не самый легкий пластик, он представляет собой легкий полимер, что является впечатляющим достижением по сравнению с другими его полезными свойствами, такими как прочность и сопротивление.
2. Коэффициент пропускания/оптический характер
Коэффициент пропускания материала представляет собой отношение света, проходящего сквозь него, к свету, падающему на конкретный материал. Другими словами, это мера того, насколько эффективно материал пропускает свет через себя. Этот параметр обычно используется для измерения оптических характеристик материала; например, у бетона почти нет пропускания, а у стекла почти идеальное пропускание.
ПК — оптически прозрачный материал, а АБС — непрозрачный материал, что делает ПК-АБС в целом непрозрачным. Его нельзя использовать в оптических приложениях, для которых указан ПК. Тем не менее, PC-ABS сохраняет глянцевую поверхность ABS и может хорошо отражать свет, обеспечивая зеркальный блеск при правильной полировке. PC-ABS также легко окрашивается, пигментируется и окрашивается.
3. Теплостойкость
Теплостойкость – это способность материала выдерживать тепло и сохранять свои основные свойства при перепадах температуры. PC предлагает PC-ABS то, чего нет у одного только ABS, а именно лучшую термостойкость. PC-ABS обладает хорошей термостойкостью, что позволяет привлекательному АБС-пластику выполнять функции, в которых он обычно отклоняется (или, что еще хуже, сгорает). Повышенная термостойкость ПК-АБС также влияет на его характеристики текучести, удобоукладываемость и технологичность. Обратите внимание, что определенные смеси PC-ABS значительно изменят его термостойкость.
4. Химическая стойкость
Химическая стойкость — это способность материала противостоять кислотам, основаниям, летучим соединениям, химическим реакциям и т. д. Этот термопласт обычно не предназначен для агрессивных химических сред. ПК-АБС имеет плохую устойчивость к растворителям и окислению, но это можно уменьшить, пропитав смесь ПК-АБС армирующими агентами, такими как стекловолокно, наполнители и другие добавки.
5. Прочность и высокая ударная вязкость
Прочность материала определяется способностью поглощать поступающую энергию и пластически деформироваться без разрушения. Другой способ думать о ударной вязкости — это мера того, сколько энергии материал может поглотить без распространения по нему трещин. Хотя керамика, такая как стекло, невероятно твердая, она имеет очень низкую ударную вязкость, несмотря на более высокую прочность сцепления. Ударная вязкость представляет собой аналогичную меру, определяющую устойчивость материала к образованию трещин при однократном внезапном приложении силы. Нет необходимости понимать разницу между этими двумя атрибутами, если они звучат одинаково (поскольку они почти идентичны для глаза, не одержимого материаловедением), просто обратите внимание, что они указывают на то, насколько сложно разбить материал.
Наиболее желательными свойствами ПК-АБС являются его ударная вязкость и ударная вязкость. PC-ABS исключительно хорошо сохраняет свою прочность при низких температурах, когда даже металлы склонны к растрескиванию. Гибкость АБС плюс прочность и сопротивление ПК создают материал, который гнется, но не ломается. Высокая ударная вязкость и ударная вязкость PC-ABS делают его идеальным для внутренних автомобильных применений и электронных приборов.
6. Защита от УФ-излучения
Ультрафиолетовое (УФ) излучение исходит от солнца и может повредить некоторые материалы, особенно пластмассы. ABS имеет плохую устойчивость к ультрафиолетовому излучению, в то время как PC несколько устойчив, что делает PC-ABS более устойчивым, чем один только ABS, но все же восприимчивым к его воздействию. Эта восприимчивость к ультрафиолетовому излучению будет значительно меняться в зависимости от соотношения ПК и АБС, как и другие свойства.
Каковы механические свойства ПК-АБС?
Ниже приведена таблица с кратким описанием механических свойств PC-ABS. Ниже таблицы приведены пояснения по каждому свойству и их важности для ПК-АБС как конструкционного термопластика. Обратите внимание, что метод испытаний представляет собой стандартизацию, при которой механические свойства будут различаться в зависимости от конкретных процедур испытаний.
Прочность на растяжение материала представляет собой уровень напряжения, при котором материал переходит от упругой деформации к пластической. Другими словами, предел прочности на растяжение указывает, в какой момент материал будет постоянно деформироваться. Это значение важно при выборе материала для конструкционных применений, где прочность на растяжение никогда не должна быть превышена. PC-ABS имеет хорошую прочность на разрыв 5900 psi/41 МПа, что ниже, чем у PC, но выше, чем у ABS.
Модуль упругости материала определяется как отношение его прочности на растяжение к его деформации при упругой (непостоянной) деформации. Также известный как модуль Юнга или модуль упругости, модуль упругости описывает жесткость материала или его способность возвращаться к своей первоначальной форме под нагрузкой. Хотя сам по себе модуль упругости при растяжении не дает точного объяснения, он используется в расчетах, чтобы предсказать, насколько материал будет растягиваться при растяжении или укорачиваться при сжатии. PC-ABS обладает хорошей жесткостью, что придает ему хорошую размерную стабильность и сопротивление ползучести, а также лучшую обрабатываемость, чем любой полимер по отдельности.
Удлинение при растяжении определяет, насколько эластичным является материал. Также иногда называемое удлинением при разрыве, оно описывает величину растяжения в процентах от длины растянутого материала к его исходной длине. Удлинение при растяжении описывает как упругую, так и пластическую деформацию материала, где оно представляет собой сумму всех возможных упругих и пластических деформаций. Большие значения удлинения при растяжении представляют пластичные, липкие материалы, в то время как очень малые значения удлинения при растяжении представляют собой хрупкие, склонные к растрескиванию материалы. PC-ABS имеет хорошее удлинение при растяжении на уровне 6%, показывая, что он гибкий, но достаточно жесткий, чтобы не быть чрезмерно пластичным.
Прочность на изгиб определяется в точке максимального напряжения, в которой материал пластически изгибается (или ломается) при испытании на 3-точечный изгиб. Это общий дескриптор того, насколько изгибается материал, и он полезен для конструкционных приложений, где материал испытывает силы, перпендикулярные его рабочей оси. Прочность на изгиб PC-ABS составляет 9800 фунтов на кв. дюйм / 68 МПа, что делает его идеальным для защелок, приспособлений и других гибочных компонентов.
Модуль упругости при изгибе определяет способность материала упруго изгибаться и практически аналогичен модулю растяжения (только при изгибной нагрузке, а не при растяжении). Это еще одна мера жесткости, которая поможет предсказать, насколько материал прогибается в ситуации структурной/постоянной нагрузки. Модуль упругости при изгибе является полезной мерой для материалов, которые не разрушаются легко при приложении нагрузки (например, пластмассы), поскольку они обычно имеют большую способность к изгибу, чем хрупкие или жесткие материалы.
Ударная вязкость по ИЗОД – одноточечное испытание, при котором можно определить ударную вязкость и ударную вязкость материала. Маятник с определенным грузом на конце будет качаться вниз и ударять по образцу материала, а потеря энергии маятника плюс характеристики разрушения материала используются для установки значений ударной вязкости и ударной вязкости. Ударная вязкость по IZOD с надрезом и без надреза относится к образцу и к тому, имеется ли на нем надрез для концентрации напряжения перед испытанием. ПК-АБС обладает высокой ударной вязкостью и имеет значительно более высокие значения, чем ПК и АБС.
Каковы области использования PC-ABS?
Повышенные прочностные характеристики ПК-АБС делают его универсальным конструкционным материалом. Он обычно используется при функциональном прототипировании, поскольку дизайнеры могут свободно работать с материалом, окрашивать его и полагаться на его прочность. Он также имеет хорошую отделку, что позволяет прототипам лучше показать, как будет выглядеть и вести себя конечный продукт. Две отрасли, в которых PC-ABS выделяется, — это автомобилестроение и электроника, где он используется для изготовления компонентов салона автомобиля, перчаточных ящиков, спинок сидений, корпусов телевизоров, корпусов компьютеров, корпусов/чехлов для телефонов, корпусов портативных портативных устройств и многого другого. PC-ABS может даже применяться в других отраслях благодаря включению стекловолокна и других добавок для улучшения сопротивления и механических свойств.
ПК-АБС также находит применение в 3D-печати, поскольку и ПК, и АБС очень популярны в FDM и других приложениях аддитивного производства. PC-ABS сочетает в себе удобство и прочность своих компонентов в 3D-печати и обеспечивает более функциональную, привлекательную и прочную деталь.
В чем разница между PC-ABS и ABS?
PC-ABS представляет собой смесь ПК и АБС, а АБС представляет собой смесь акрилонитрила (полимер), бутадиена (каучук) и стирола (полимер). PC-ABS не имеет недостатков ABS, в основном непереносимости тепла. Он также обычно прочнее и легче обрабатывается, чем ABS, и обеспечивает более высокую ударопрочность. В целом PC-ABS до 60% прочнее АБС в определенных смесях, обладая более высокими общими механическими свойствами в большинстве категорий.
Используется ли PC-ABS в литье пластмасс под давлением?
Да, PC-ABS обеспечивает отличные результаты литья пластмасс под давлением. Его повышенная размерная стабильность, термостойкость, скорость усадки и характеристики текучести делают его ценным материалом для литья под давлением по сравнению с входящими в его состав полимерами. Он также полностью устойчив и в целом имеет лучшую производительность, чем ПК и АБС. Единственное важное соображение, касающееся PC-ABS при литье под давлением, заключается в том, что для эффективного формования он должен быть высушен (влажность ниже 0,04%).
Резюме
В этой статье рассказывается, что такое ПК-АБС, его материальные и механические свойства, а также его применение в промышленности. Мы надеемся, что эта статья помогла читателям понять этот широко используемый полимер и его применение.
Xometry предлагает нить PC-ABS белого или черного цвета от Xometry Supplies. Мы также предоставляем услуги 3D-печати и услуги литья пластмасс под давлением для всех ваших производственных потребностей. Посетите наш веб-сайт, чтобы изучить весь спектр наших возможностей или запросить бесплатно, ни к чему не обязывающая цитата .
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей.