
в чем причины и что делать?
О чем статья:
Полуавтомат не протягивает проволоку: в чем причины и что делать?
Если полуавтомат не протягивает проволоку или механизм подачи проволоки работает неисправно, то варить нельзя. В большинстве случаев проблему можно решить самостоятельно, без обращения к специалистам сервисного центра.
Перед тем, как искать неисправность, рекомендуется узнать об основных причинах, из-за которых полуавтомат может не протягивать проволоку. Их существует несколько.
Полуавтомат не протягивает проволоку — в чем могут быть причины
Очень часто случается так, что на полуавтомате не работает подача проволоки. Вроде бы и газ идёт, и реле щёлкает, а сварочная проволока не подаётся. Прежде чем проверять электродвигатель и диодный мост полуавтомата на исправность, рекомендуется присмотреться к другим причинам, возможно дело именно в них.
Слишком большой наконечник — если размеры наконечника не будут соответствовать диаметру сварочной проволоки, то, возможно прекращение её подачи. Кроме этого, из-за данной проблемы могут возникнуть проблемы с розжигом дуги, а сварной шов будет неровным и пористым. Поэтому в первую очередь нужно попробовать поменять наконечник под диаметр проволоки. Новый наконечник должен быть без сколов.
Кроме этого, из-за данной проблемы могут возникнуть проблемы с розжигом дуги, а сварной шов будет неровным и пористым. Поэтому в первую очередь нужно попробовать поменять наконечник под диаметр проволоки. Новый наконечник должен быть без сколов.
Грязная направляющая горелки — частой причиной тому, что полуавтомат не протягивает проволоку, является сильное загрязнение направляющей горелки. Следует прочистить направляющую и убедиться, что её размеры соответствуют диаметру используемой проволоки для сварки полуавтоматом.
Приводной ролик не имеет должного натяжения — если в полуавтомате не работает подача проволоки, то следует убедиться в том, что приводной ролик обеспечивает нормально натяжение. При недостаточном давлении сварочная проволока может прогорать и деформироваться.
Прокручивание кассеты в полуавтомате — также проблема может быть связана и с тем, что проволока просто соскочила с кассеты в результате её прокручивания. Нужно обязательно установить настраиваемый тормоз, который будет предотвращать появление данной проблемы в дальнейшем.
Проблемы с двигателем в полуавтомате
Более сложными проблемами, из-за которых может отсутствовать подача проволоки в полуавтомате, являются проблемы с электродвигателем. В полуавтоматах устанавливается электродвигатель на 12 либо 24 Вольта, так вот, в таком случае, если ничего вышесказанного не помогло, в первую очередь стоит проверить на исправность именно его.
Однако перед этим нужно проверить предохранитель в полуавтомате. Возможно, причина кроется именно в нем. Обычно предохранитель установлен на плате к двигателю. Ну а дальше все по порядку. Проверить следует транзистор, который отвечает за регулировку скорости вращения ротора. Самым простым способом является прозвонить транзистор.
Ну и нельзя обходить стороной также мелочи. Возможно, полуавтомат не протягивает проволоку по причине того, что в нем просто отвалился какой-нибудь разъем. Стоит внимательно всё осмотреть и перепроверить, прежде чем лезть дальше с разборкой.
Поиск и устранение неисправностей
Flexlite GX Руководство 1921390, ред. 2219
2219
| Перечисленные проблемы и их возможные причины описаны в общих чертах. Они приведены в качестве примеров некоторых типичных ситуаций, возможных при нормальной эксплуатации сварочной системы. Для получения дополнительной информации и помощи обратитесь в ближайший сервисный центр Kemppi. |
Общие:
Питание сварочной системы не включается
| • |
| • | Убедитесь, что главный выключатель источника питания находится во включенном положении. |
| • | Проверьте, есть ли напряжение в сети питания. |
| • | Проверьте предохранитель и/или автомат защиты сети. |
| • | Убедитесь, что кабель заземления подключен. |
Сварочная система перестала функционировать
| • | Возможно, горелка перегрелась. Подождите, пока она остынет. |
| • | Убедитесь, что соединения кабелей не ослабли. |
| • | Возможно, механизм подачи проволоки перегрелся. Подождите, пока он остынет, и убедитесь, что сварочный кабель правильно подключен. Подождите, пока он остынет, и убедитесь, что сварочный кабель правильно подключен. |
| • | Возможно, источник питания перегрелся. Подождите, пока он остынет, и убедитесь, что охлаждающие вентиляторы работают нормально и ничто не мешает потоку воздуха. |
Механизм подачи проволоки:
Присадочная проволока на катушке разматывается
| • | Убедитесь, что запорная крышка катушки закрыта.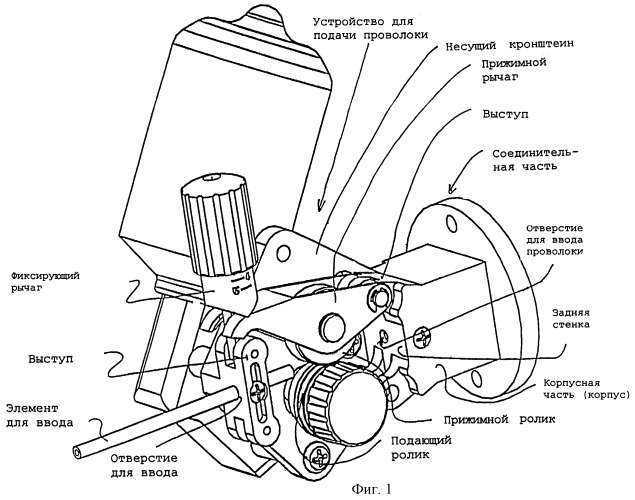 |
Механизм подачи проволоки не подает присадочную проволоку
| • | Убедитесь, что присадочная проволока не закончилась. |
| • | Убедитесь, что присадочная проволока правильно проложена через подающие ролики к направляющему каналу. |
| • | Убедитесь, что ручка прижимного усилия правильно закрыта. |
| • | Убедитесь, что прижимное усилие на подающих роликах установлено правильно для присадочной проволоки. |
| • | Продуйте сжатый воздух через направляющий канал, чтобы убедиться, что канал не засорен. |
Сварочная горелка:
Проволока застревает в контактном наконечнике
| • | Убедитесь, что размер и тип контактного наконечника и направляющего канала соответствуют присадочной проволоке.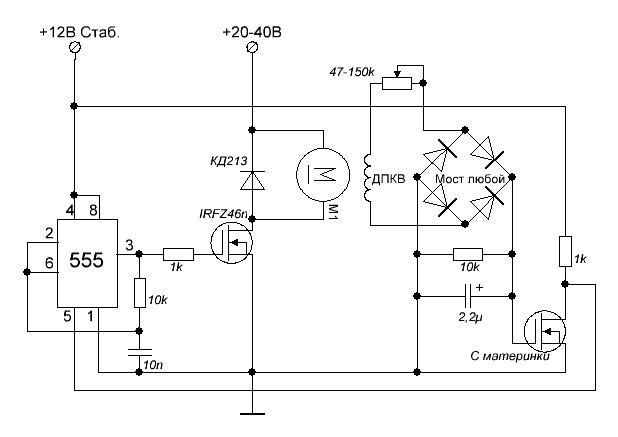 |
| • | Убедитесь, что направляющий канал не засорен. |
| • | Убедитесь, что направляющий канал не образует петель с малым радиусом. |
| • | Проверить уровень тока двигателя. Слишком высокий ток может служить признаком проблем в направляющем канале. Слишком высокий ток может служить признаком проблем в направляющем канале. |
| • | Проверьте прижимное усилие подающих роликов. Слишком большое прижимное усилие может оказывать негативное влияние на такие мягкие присадочные проволоки, как алюминиевая и с флюсовым наполнителем. |
Сварочная горелка перегревается
| • | Убедитесь, что шейка горелки правильно подключена к рукоятке: вдавите шейку как можно глубже и убедитесь, что крепление шейки правильно затянуто. |
| • | Убедитесь, что адаптер контактного наконечника правильно затянут от руки и что контактный наконечник прикреплен к нему правильно. |
| • | Убедитесь, что параметры сварки находятся в пределах рабочих диапазонов для сварочной горелки и шейки. Для горелки и шейки установлены отдельные ограничения по максимальному току. Минимальное из ограничений соответствует максимальному току, который можно использовать. Минимальное из ограничений соответствует максимальному току, который можно использовать. |
Шейка горелки перегревается
| • | Используйте только оригинальные расходуемые и запасные части Kemppi. Неправильный материал запасных частей может привести к перегреву шейки. |
Разъем сварочной горелки перегревается
| • | Убедитесь, что разъем правильно подключен к механизму подачи проволоки. |
| • | Убедитесь, что поверхность передачи тока и штыри разъема горелки не загрязнены и не повреждены. |
Горелка сильно вибрирует во время сварки
| • | Убедитесь, что адаптер контактного наконечника и контактный наконечник надежно закреплены. |
| • | Проверьте ток двигателя. |
| • | Проверьте направляющий канал (например, на отсутствие загрязнений и чтобы убедиться, что направляющий канал правильно отрезан). |
| • | Проверьте присадочную проволоку. Проволока должна быть прямой и сворачиваться после выхода из контактного наконечника. В противном случае проверьте прижимное усилие подающих роликов. |
| • | Проверьте партию присадочной проволоки на отсутствие проблем с качеством проволоки. |
Качество сварного шва:
Загрязненный и/или некачественный шов
| • | Убедитесь, что защитный газ не закончился. |
| • | Убедитесь, что защитный газ выходит беспрепятственно. |
| • | Убедитесь, что применяемый тип газа соответствует проводимым сварочным работам. |
| • | Проверьте полярность горелки/электрода. |
| • | Убедитесь, что применяемая процедура сварки соответствует проводимым сварочным работам. |
Нестабильные сварочные характеристики
| • | Убедитесь, что механизм подачи проволоки отрегулирован правильно. |
| • | Продуйте сжатый воздух через направляющий канал, чтобы убедиться, что канал не засорен. |
| • | Убедитесь, что используется правильный направляющий канал для выбранного диаметра и типа проволоки. |
| • | Проверьте размер, тип и износ контактного наконечника сварочной горелки. |
| • | Убедитесь, что сварочная горелка не перегревается. |
| • | Убедитесь, что зажим кабеля заземления надежно закреплен на чистой поверхности заготовки. |
Сильное разбрызгивание
| • | Проверьте значения параметров сварки и процедуру сварки. |
| • | Проверьте тип газа и расход. |
| • | Проверьте полярность горелки/электрода. |
| • | Убедитесь, что применяемая присадочная проволока соответствует проводимым сварочным работам. |
Руководство по поиску и устранению распространенных проблем с горелками GMAW и расходными материалами
Высококачественные горелки MIG и расходные материалы выходят из строя реже, чем изделия низкого качества, но проблемы неизбежны для всего оборудования, и знание того, как определить и устранить источник проблемы, может сократить время простоя. и повысить производительность. Сделать высококачественный сварной шов MIG — непростая задача. Но сделать качественную сварку, когда ваша горелка MIG и сварочные материалы не работают должным образом, практически невозможно. Пористость, чрезмерное разбрызгивание, подрезы и прожоги — это лишь некоторые из проблем, которые могут возникнуть, когда с этими компонентами что-то не так. Устранение дефектов сварки может быть сложной задачей, поскольку любая отдельная проблема может быть вызвана множеством факторов.
Но сделать качественную сварку, когда ваша горелка MIG и сварочные материалы не работают должным образом, практически невозможно. Пористость, чрезмерное разбрызгивание, подрезы и прожоги — это лишь некоторые из проблем, которые могут возникнуть, когда с этими компонентами что-то не так. Устранение дефектов сварки может быть сложной задачей, поскольку любая отдельная проблема может быть вызвана множеством факторов.
Зачастую проще избежать появления дефектов сварки путем тщательной проверки горелки MIG и расходных материалов перед сваркой, чем устранять существующие проблемы. Проблемы неизбежно возникнут, но возможность быстро и точно определить их источник сэкономит вам деньги и нервы.
Ниже приводится руководство по решению многих наиболее распространенных проблем, связанных с расходными материалами и горелкой, связанных со сваркой MIG.
Проволока не подается Существует ряд проблем, которые могут привести к тому, что провод не будет подаваться, в том числе проблемы, связанные с реле фидера, проводом управления, соединением адаптера, вкладышем или триггерным переключателем.
Начните поиск и устранение этой проблемы, проверив, вращаются ли приводные ролики при нажатии на спусковой крючок пистолета. Если они не вращаются, происходит нарушение целостности цепи. Проверьте клеммы и контактные штыри разъема, чтобы убедиться, что горелка правильно подключена к механизму подачи проволоки. Провод также может не подаваться, если сломан пусковой переключатель или повреждены управляющие провода в кабеле пистолета. В таком случае их необходимо заменить.
Если ведущие ролики вращаются, но проволока не подается, это обычно вызвано недостаточным давлением приводных роликов или засорением контактного наконечника или направляющего канала. Проверьте приводные ролики и контактный наконечник, прежде чем переходить к лайнеру, проверка и замена которого требует больше времени и усилий.
Если причиной является неисправное реле фидера, обратитесь к производителю фидера за информацией по устранению проблемы. Порванный управляющий провод или плохое соединение адаптера потребуют проверки и замены проводов и/или контактных штифтов. Некоторые пистолеты имеют запасной комплект управляющих проводов, которые можно использовать для устранения проблемы. В других случаях может потребоваться замена всего кабеля.
Некоторые пистолеты имеют запасной комплект управляющих проводов, которые можно использовать для устранения проблемы. В других случаях может потребоваться замена всего кабеля.
Прогорание может быть вызвано неправильной настройкой оборудования, в том числе неправильной установкой расходных материалов. Ищите простые в установке контактные наконечники, например, с крупной резьбой, которые требуют лишь быстрого поворота для правильной посадки. Обязательно проверьте следующие факторы, если вы испытываете увеличение скорости возгорания контактного наконечника.
Неправильная выемка наконечника и неправильный выступ проволоки могут привести к увеличению частоты обратного прожига. В случае неправильного углубления наконечника (или выступа) потребуется установить комбинацию насадки и наконечника с другим углублением. Точно так же регулировка расстояния между пистолетом и заготовкой (расстояние от наконечника до заготовки) решит проблемы обратного прожига, связанные с вылетом проволоки.
Неисправный рабочий провод/заземление — еще одна возможная причина прогорания. Проверьте и, возможно, замените электрические соединения и кабели, чтобы убедиться, что неисправный рабочий провод/заземление не приведет к дальнейшему возгоранию.
Неравномерная подача проволоки, проблема с несколькими возможными причинами, является частым источником возгорания. Информацию об устранении нестабильной подачи проволоки см. в разделе ниже.
Неравномерная подача проволокиНеустойчивая подача проволоки просто означает, что проволока не подается из горелки с постоянной скоростью. Эта проблема обычно возникает из-за вкладыша, приводных роликов или контактного наконечника.
Изношенная или перекрученная втулка, скопление мусора, опилок, грязи и других посторонних материалов внутри свариваемой втулки, втулка неправильного размера и несоосность или зазоры в местах соединения втулки, вызванные неправильной обрезкой втулки, могут стать причиной проволока подается неравномерно. В каждом случае вкладыш, скорее всего, потребуется заменить и правильно обрезать, чтобы он как можно плотнее прилегал к другим компонентам. Некоторые вкладыши не требуют измерения для надежной установки. После заряжания через горловину пистолета эти вкладыши фиксируются на месте и концентрически выровнены с газовым диффузором и силовым штифтом. Это создает идеально выровненный путь подачи проволоки без зазоров для улучшения подачи проволоки.
В каждом случае вкладыш, скорее всего, потребуется заменить и правильно обрезать, чтобы он как можно плотнее прилегал к другим компонентам. Некоторые вкладыши не требуют измерения для надежной установки. После заряжания через горловину пистолета эти вкладыши фиксируются на месте и концентрически выровнены с газовым диффузором и силовым штифтом. Это создает идеально выровненный путь подачи проволоки без зазоров для улучшения подачи проволоки.
Неправильный размер и натяжение приводного ролика
Чрезмерное натяжение приводного ролика вызвало эти деформации проволоки, которые могут создать дополнительные проблемы с направляющим каналом, контактным наконечником и окончательным сварным швом. Неправильный размер приводного ролика, изношенные приводные ролики и неправильное натяжение приводного ролика также являются потенциальными причинами нестабильной подачи проволоки. Замените изношенные приводные ролики или ролики неправильного размера на правильно подобранные и натянутые приводные ролики.
Другой распространенной причиной нестабильной подачи проволоки является изношенный контактный наконечник или неправильный размер используемой проволоки. Если вы подозреваете, что контактный наконечник вызывает неравномерную подачу проволоки, лучше заменить наконечник. Чтобы продлить срок службы контактного наконечника и снизить риск неправильной подачи проволоки, ищите систему расходных материалов, которая фиксирует и выравнивает контактный наконечник по отношению к направляющему каналу. Это помогает обеспечить плавную подачу проволоки через наконечник и снижает внутренний износ, трение и нагрев.
Короткий срок службы контактного наконечника Хотя качество играет решающую роль в сроке службы контактного наконечника, срок службы наконечника может значительно различаться в зависимости от области применения. Трудно дать среднюю продолжительность жизни, которую можно ожидать от ваших советов. Если вы заметили изменение срока службы контактного наконечника по сравнению с обычным сроком службы, при необходимости проверьте следующие факторы.
Использование контактного наконечника неправильного размера, воздействие чрезмерного тепла или эрозия, вызванная проволокой, — все это способствует преждевременному износу контактного наконечника.
Если ваш контактный наконечник плавится из-за чрезмерного нагрева, это, вероятно, является результатом превышения номинальной силы тока или рабочего цикла продукта, и в этом случае вам следует заменить либо наконечник, либо наконечник и горелку MIG на оборудование для тяжелых условий эксплуатации. Вы также можете уменьшить тепловое воздействие с помощью контактного наконечника, который находится глубже в диффузоре. Он не только защищен от жары, но и охлаждается защитным газом. Кроме того, ищите конические расходные материалы, которые соединяют между собой токопроводящие части, включая контактный наконечник. Это помогает свести к минимуму электрическое сопротивление и накопление тепла, которые могут сократить срок службы контактного наконечника. Соединение токопроводящих частей вместе обеспечивает концентричность, помогающую предотвратить заклинивание (или неравномерный износ контактного наконечника), которое может сократить общий срок службы контактного наконечника.
Если проволока преждевременно изнашивает контактный наконечник, приводные ролики могут создавать небольшие заусенцы на проволоке, которые могут разрушить внутреннюю часть контактного наконечника. Установка слишком высокого натяжения приводного ролика также может привести к деформации проволоки, что приведет к механическому износу ее наконечника, что особенно характерно для приводных роликов с накаткой. В этом случае необходимо правильно натянуть или заменить приводные ролики.
Другие причины короткого срока службы контактного наконечника
Зазоры и несовпадения вдоль пути подачи внутри пистолета также могут привести к износу проволоки внутри контактного наконечника, что приведет к обратному прогоранию или преждевременному засверливанию. Убедитесь, что лайнер горелки MIG был обрезан до нужной длины во время замены, или используйте систему расходных материалов, которая обеспечивает точную длину лайнера без измерения, чтобы предотвратить эти проблемы.
Провод также может привести к преждевременному выходу из строя контактного наконечника, если он ржавый, грязный или просто провод низкого качества с чрезмерными дефектами. В этом случае необходимо заменить провод.
В этом случае необходимо заменить провод.
Если не возникает неустойчивая подача проволоки, наиболее распространенной причиной неустойчивой дуги обычно является непостоянная электрическая проводимость. Если контактный наконечник либо слишком большой, либо изношен в результате использования, он может не обеспечивать постоянную передачу электричества на провод и, таким образом, вызывать неустойчивую дугу. В любом случае контактный наконечник следует заменить новым подходящего размера.
Если горловина используемого пистолета слишком прямая, это может привести к нестабильной дуге из-за отсутствия проводимости. Изгиб в шейке увеличивает электропроводность, создавая непрерывную точку контакта, поскольку провод направляется по внешней стороне изгиба во вкладыше и через наконечник. Неустойчивую дугу, вызванную недостаточным углом изгиба, необходимо устранить путем установки грифа с изгибом в 45 или 60 градусов. Другой возможной причиной нестабильной дуги является изношенная или перегнутая футеровка, неправильно обрезанная футеровка или отложения внутри футеровки. Это можно решить, заменив вкладыш, обрезав его до нужной длины и проверив состояние провода, чтобы убедиться в отсутствии несоответствий, которые могут привести к повторению проблемы.
Это можно решить, заменив вкладыш, обрезав его до нужной длины и проверив состояние провода, чтобы убедиться в отсутствии несоответствий, которые могут привести к повторению проблемы.
Также обязательно проверьте рабочий провод/заземляющий зажим и соединения пистолета, чтобы убедиться в наличии надежной электрической цепи.
Сильное разбрызгиваниеС точки зрения пистолета и расходных материалов, неправильная установка наконечника и неправильная защита сварочной ванны являются двумя распространенными причинами чрезмерного разбрызгивания (см. фото). Сначала убедитесь, что наконечник установлен правильно и находится в нужном для приложения углублении.
Сопло с разбрызгиванием Затем убедитесь, что используется правильный защитный газ и что сварной шов получает достаточное покрытие защитным газом. Слишком мало или слишком много защитного газа может привести как к плохой защите сварочной ванны, так и к чрезмерному разбрызгиванию. Засорение отверстий сопла и диффузора может привести к слишком слабому потоку защитного газа, поэтому проверьте и очистите или замените сопло и диффузор при необходимости.
Дополнительными причинами чрезмерного разбрызгивания, не связанными с оборудованием, могут быть неправильные электрические параметры или загрязненная деталь. Убедитесь, что напряжение и скорость подачи проволоки находятся на рекомендуемых уровнях для данного применения и что на заготовке нет ржавчины, прокатной окалины и других загрязнений.
Некоторые факторы сварки, такие как процесс короткого замыкания, с использованием чистого газа CO2 и оцинкованного металла, по своей природе имеют более высокую скорость разбрызгивания, которую можно уменьшить, используя газовую смесь с высоким содержанием аргона или другой процесс переноса присадочного металла.
Пористость в сварном шве Пористость, представляющая собой отверстия в валике сварного шва, вызванные захваченными загрязняющими веществами и газами, может иметь множество причин (см. фото). Воздействие атмосферного воздуха на сварочную ванну из-за закупоренных газовых портов, разрыва газового шланга, слишком большого или слишком малого потока газа или неисправного соленоида является одной из наиболее распространенных причин пористости. Перед тем, как перейти к диагностике других возможных причин пористости, убедитесь в надлежащем потоке газа.
Перед тем, как перейти к диагностике других возможных причин пористости, убедитесь в надлежащем потоке газа.
Изношенные или поврежденные детали, включая диффузор, изолятор, уплотнительные кольца и фитинги, могут привести к ухудшению газового покрытия. Проверьте каждый из этих компонентов и при необходимости замените. Другие причины пористости включают чрезмерный ветер в сварочной среде, сдувающий защитный газ. Вам нужно будет либо переместиться в менее ветреное место, либо установить экраны, чтобы блокировать ветер.
Пистолет перегрелся Если ваш пистолет слишком сильно нагревается, это, скорее всего, связано с превышением номинальной силы тока или рабочего цикла, либо из-за того, что ослабленные силовые соединения или изношенный силовой кабель вызывают чрезмерное сопротивление сварного шва. цепь питания. Если вы превысите рабочий цикл пушки, вы можете либо уменьшить параметры в пределах рейтинга пушки, либо использовать пушку с более высоким номиналом.
Если вы превысите рабочий цикл пушки, вы можете либо уменьшить параметры в пределах рейтинга пушки, либо использовать пушку с более высоким номиналом.
Если причиной проблемы являются ослабленные соединения, очистите и затяните соединения, находящиеся в хорошем рабочем состоянии, или замените изношенные. Одним из распространенных признаков ослабленных соединений питания или износа кабеля питания является обесцвечивание вкладыша (см. фото). Изменение цвета вызвано нагревом и указывает на то, что сварочный ток проходит по направляющей, а не по кабелю питания горелки. Также убедитесь, что рабочий провод/заземляющее соединение надежно затянуты и не заблокированы.
Хотя из приведенных выше проблем ясно, что существует множество причин, по которым ваши горелки MIG и расходные материалы могут привести к ухудшению качества сварки, хорошая новость заключается в том, что большинство проблем обычно имеют простые и недорогие решения. Следуя этим рекомендациям, вы сможете устранить и устранить подавляющее большинство наиболее часто встречающихся проблем при сварке.
Для получения дополнительной информации об устранении конкретных проблем, связанных со сваркой, обратитесь к ближайшему дистрибьютору сварочных материалов или в отдел обслуживания клиентов производителя оборудования.
Поиск и устранение неисправностей системы подачи проволоки
Перейти к содержимому
СваркаMIG (GMAW) и сварка с флюсовой проволокой (FCAW), обычно называемая «сваркой проволокой», предлагает потенциал для значительного повышения производительности по сравнению со сваркой электродом. Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока к проволоке, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем при их возникновении или, что еще лучше, предотвращение их до того, как они возникнут, имеет решающее значение для получения максимальных преимуществ, которые предлагают эти процессы.
В целях устранения неполадок системы для сварки проволоки можно разделить на три отдельные категории в зависимости от функции: подача проволоки, подача газа и передача электроэнергии. Отказ в любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для доработки плохих сварных швов.
ПОДАЧА ПРОВОЛОКИ
Независимо от того, используете ли вы однофунтовые катушки, большие барабаны или большие бухты проволоки, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости. Вы должны начать устранение неполадок в системе, убедившись, что проволока не заблокирована нигде на пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение втулки
Важно не перетянуть натяжение втулки, что позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, перемещающийся по катушке. Натяжение ступицы — это просто средство предотвращения разматывания проволоки с катушки при остановке подачи проволоки. Этого должно быть достаточно, чтобы проволока не разматывалась, когда вы прекращаете подачу полной катушки на максимальной скорости подачи проволоки. Чрезмерная затяжка заставит приводной двигатель работать с большей нагрузкой только для того, чтобы снять проволоку с катушки, что приведет к проблемам со сваркой.
Натяжение ступицы — это просто средство предотвращения разматывания проволоки с катушки при остановке подачи проволоки. Этого должно быть достаточно, чтобы проволока не разматывалась, когда вы прекращаете подачу полной катушки на максимальной скорости подачи проволоки. Чрезмерная затяжка заставит приводной двигатель работать с большей нагрузкой только для того, чтобы снять проволоку с катушки, что приведет к проблемам со сваркой.
Проверка давления приводного ролика
Давление приводного ролика является очень распространенной проблемой при сварке проволокой. Слишком свободно, и у вас нет провода, входящего в лужу. Если слишком туго, можно раздавить проволоку и отслоить покрытие, деформировать проволоку, изнашивать ролики и повредить двигатель.
Чешуйчатое покрытие приведет к попаданию этих мелких чешуек во втулку, что еще больше ограничит возможность простой подачи проволоки в ванну. Деформированная проволока изнашивает канавки на контактном наконечнике, ограничивая электропроводность и ухудшая подачу. Износ рифленых поверхностей роликов приводит к плохому трению для правильной подачи проволоки. Чрезмерное натяжение приводного ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на приводной вал, которое может привести к износу редуктора или приводного двигателя из-за его смещения.
Износ рифленых поверхностей роликов приводит к плохому трению для правильной подачи проволоки. Чрезмерное натяжение приводного ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на приводной вал, которое может привести к износу редуктора или приводного двигателя из-за его смещения.
Однозначного ответа на вопрос о точном давлении, необходимом для обеспечения надлежащего давления приводного ролика, не существует. Натяжение приводного ролика должно быть отрегулировано так, чтобы оно было не слишком тугим, но и не слишком слабым. Начните с очень слабого давления приводного ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы попытаться остановить подачу проволоки. Пройдите примерно пол-оборота за эту точку. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они находятся на одной линии с входной направляющей пистолета GMAW.
Проверьте входные направляющие
Входные направляющие должны соответствовать размеру используемой проволоки. На них не должно быть канавок, часто возникающих из-за несоосности или неправильного размера.
Проверка состояния вкладыша
Вкладыш пистолета должен соответствовать размеру используемой проволоки, а также должен быть чистым, без пыли и мусора. Перетянутая проволока будет отслаиваться и попадать во втулку излишними частицами, забивая ее. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и пыль может скапливаться на проволоке, затягивая ее во втулку.
Производители проволоки уже должным образом подготовили поверхность проволоки для максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-либо для «смазывания» или «вытирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой, чтобы не было загрязнения провода и пыль не могла собираться на проводе. «мокрая» поверхность. Вкладыши являются изнашиваемыми элементами и должны регулярно заменяться.
«мокрая» поверхность. Вкладыши являются изнашиваемыми элементами и должны регулярно заменяться.
Состояние контактного наконечника
Во многих случаях проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может засориться из-за брызг или прикосновения к сварочной ванне. Если проволока изнашивается на контактном наконечнике, вам необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При сварке MIG и дуговой сварке в защитных газах с порошковой проволокой может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильности дуги и другим дефекты. Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые следует предпринять для устранения возможных проблем с защитным газом:
Проверка регулятора/расходомера
Расходомер со стеклянной трубкой и шариком можно использовать в качестве индикатора утечек газа. Если шарик не опускается на дно манометра, когда сварка не ведется, это указывает на то, что газ все еще течет, что указывает на утечку. Если используется регулятор/расходомер циферблатного типа, утечку можно обнаружить путем нанесения мыльного раствора на все шланги и соединения. Выходящий газ вызовет образование пузырьков в мыльном растворе в месте утечки.
Если шарик не опускается на дно манометра, когда сварка не ведется, это указывает на то, что газ все еще течет, что указывает на утечку. Если используется регулятор/расходомер циферблатного типа, утечку можно обнаружить путем нанесения мыльного раствора на все шланги и соединения. Выходящий газ вызовет образование пузырьков в мыльном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при наличии газа. Используйте функцию очистки во время этого процесса. Кроме того, выключение цилиндра и медленное падение стороны высокого давления также указывает на утечку в системе.
Проверить расход газа
Здесь больше не значит лучше. Скорость потока газа обычно составляет от 30 до 50 CFH (кубических футов в час). Скорость потока ниже этой может обеспечить неадекватную защиту, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверьте состояние горелки
Проверьте уплотнительные кольца на конце сварочной горелки, где она крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, имеют трещины, выемки или изношены, защитный газ может вытекать или всасываться атмосфера, что в обоих случаях приводит к снижению производительности сварки.
Проверьте газовые порты, находящиеся в диффузоре, а на расходных материалах некоторых марок — в сопле. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на проблему с защитным газом.
Внутри кабеля пистолета находится шланг, который содержит как футеровку, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, а внутри кабеля могут быть созданы отверстия, через которые может выходить газ, и вы его никогда не увидите. Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянным изгибанием пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а расход газа установлен слишком большой, может возникнуть эффект Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло имеет слишком большой диаметр или контактный наконечник выходит слишком далеко от конца сопла, или если расстояние между контактным наконечником и рабочим местом слишком велико, это повлияет на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с рядом проблем, в том числе с брызгами дуги, чрезмерным разбрызгиванием и сокращением срока службы оборудования. Лучший способ избежать этих проблем или устранить их в случае их возникновения — убедиться, что все электрические соединения между сварочными компонентами затянуты и надежны.
Сопротивление — это «неизвестная» переменная сварки и основная причина несоответствий в любой системе сварки. При обычном использовании горелка MIG постоянно изгибается и скручивается. Это, в сочетании с теплом от сварочного приложения, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, есть проблема с сопротивлением.
При обычном использовании горелка MIG постоянно изгибается и скручивается. Это, в сочетании с теплом от сварочного приложения, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, есть проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и затянутыми. Между медными наконечниками и соединительными поверхностями не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимные соединения кабеля с наконечником затянуты.
Хорошим признаком плохого электрического соединения является нагрев. Через некоторое время после сварки ячейки проверьте все точки соединения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на слишком большое электрическое сопротивление в цепи. Это может быть вызвано слабыми или неисправными соединениями, кабелями, которые слишком малы для приложения, или внутренним разрывом кабеля. Кабель, который слишком мал для данного приложения, вероятно, будет горячим по всей своей длине, тогда как разрыв кабеля приведет к тому, что определенная точка на кабеле станет горячей.
Кабель, который слишком мал для данного приложения, вероятно, будет горячим по всей своей длине, тогда как разрыв кабеля приведет к тому, что определенная точка на кабеле станет горячей.
Контактный наконечник является еще одним распространенным источником прерывания электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и иметь хороший контакт со сварочной проволокой. На слабое соединение указывает обесцвеченный контактный наконечник в месте соединения с диффузором. В этом случае замените наконечник новым и убедитесь, что он плотно закреплен на диффузоре.
Хотя для перечисления всех проблем, которые потенциально могут возникнуть при сварке проволокой, и их возможных причин потребовалась бы целая книга, следование вышеприведенным рекомендациям поможет вам вновь добиться успеха в сварке.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Гаспарович назначен новым руководителем многоосевой технической службы TRUMPF
Джастин Гаспарович будет подчиняться менеджеру технической службы Алексу Эррере в Центре лазерных технологий TRUMPF Inc. в Плимуте, штат Мичиган,
в Плимуте, штат Мичиган,
Siemens создает новый вертикальный рынок, посвященный внутренней логистике в США
Несмотря на то, что отрасль развивается, чтобы удовлетворить требования рынка, предприятия продолжают бороться как с традиционными, так и с новыми проблемами. Либо это рост запасов, скорость оборота, небольшие объемы заказов с быстрыми сроками доставки, либо растущая потребность в экономии энергии и обеспечении устойчивости. С помощью надежной технологии погрузочно-разгрузочного оборудования мы поможем вам решить эти проблемы.
Недавно разработанная программа обучения младших техников
Программа развития технических специалистов INDEX — это новая восьмимесячная официальная программа обучения младших технических специалистов. Компания является ведущим поставщиком токарных станков с ЧПУ.
Просмотреть все
Календарь и события
EASTEC
16–18 мая 2023 г.
West Springfield, MA
AUTOMATE
22–25 мая 2029 г.