
Настройка сварочного полуавтомата перед сваркой
Настройка сварочного полуавтомата перед сваркой – важный этап перед началом процесса. Идеально подобрать сам аппарат и расходники под конкретную задачу – только половина дела. Не выставив правильно параметров сварки, даже самому опытному исполнителю не получить качественного шва и не добиться оптимальной производительности процесса. Поэтому значения этого этапа нельзя преуменьшать. А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
Содержание
- Настройка сварочного аппарата: общие сведения
- Настройка сварочного полуавтомата: регулируем напряжение
- Настройка силы тока и скорости подачи проволоки
- Подбор газа и настройка сварочного полуавтомата по его расходу
- Настройка полярности при сварке полуавтоматическим инвертором
- Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Настройка сварочного аппарата: общие сведения
Прежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
При этом в распоряжении сварщика всего четыре возможные регулировки:
- Значение силы тока;
- Скорость подачи присадочной проволоки выбранной толщины;
- Величина напряжения дуги;
- Расход защитного газа.
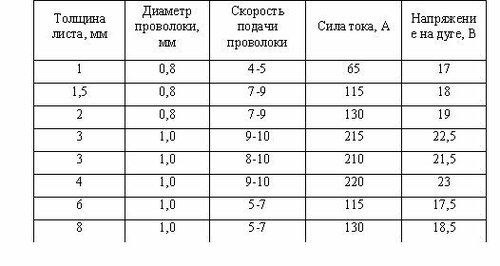
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
Настройка сварочного полуавтомата: регулируем напряжение
Регулировка напряжения сварочной дуги является первым шагом при настройке сварочного полуавтомата. Рекомендуется установить для начала (тестового процесса варения) невысокие значения – 15-20 В и силу тока до 100 А.
Процесс варения требует наличия горелки в одной руке сварщика, в то время как вторая остается свободной. Вот ею и регулируются параметры в режиме реального времени. Для этого применяется цифровые или механические регуляторы на инверторе. Регулировка может выполняться плавно либо ступенчато. При этом отслеживаются несколько факторов – процесс формирования сварного валика, звук дуги и ее горение, степень разбрызгивания металла.
Таким образом, возможно прийти к оптимальному показателю рабочего напряжения. Это имеет важное значение, потому что:
- Слишком низкое в сравнении с оптимальным значение параметра дает слишком узкий шов с плохим проваром.
 Это негативно сказывается на прочности соединения;
Это негативно сказывается на прочности соединения; - Слишком высокое напряжение (в сравнении с оптимальной величиной) дает очень широкий шов, приводит к риску прожига и привару проволоки к наконечнику горелки.
Для конкретных полуавтоматических аппаратов производители нередко вкладывают табличку с рекомендуемыми значениями напряжений. Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.
Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки.
 Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.
Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.
Подбор газа и настройка сварочного полуавтомата по его расходу
Выбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
- Углекислый газ как наиболее дешевый вариант защитного покрытия сварочной ванны предпочтителен. Но стоит помнить, что несмотря на глубокий проплав, его применение дает довольной грубый шов. Поэтому для изделий с высокими требованиями по эстетике или аэродинамике такой вариант не подходит;
- Сочетание аргона и углекислоты в пропорции 3:1 отлично подходит для сварки тонкостенных конструкций.
 Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях; - Алюминий и алюминиевые сплавы требуют применения чистого аргона;
- Оптимальным вариантом защиты для соединения нержавейки является аргон (98%) с небольшой добавкой углекислого газа (2%).
Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Алюминиевые конструкции ввиду специфики материала являются наиболее сложными при сварке и требуют особого подхода. Но если следовать рекомендациям, то проблем с соединением таких элементов не возникнет. В числе таковых особенностей:
- Сварочные работы необходимо выполнять с обратной полярностью подключения. Такой вариант эффективнее разрушает оксидную пленку на поверхности конструкций;
- В подающем механизме должно быть четыре ролика для подачи расходника без ощутимого смятия мягкого металла;
- Диаметр используемой проволоки должен быть меньшим в сравнении с диаметров наконечника горелки.
 За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;
За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке; - Канал подачи расходника в горелке для снижения трения должен быть тефлоновым.
Выполняя перечисленные рекомендации, Вы получите оптимальный результат сварки, который потребует минимальной доработки.
Как настроить сварочный полуавтомат
Главная
Сварочные полуавтоматы MIG/MAG
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования — сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
- на строительных площадках и станциях технического обслуживания автомобилей. Используются полупрофессиональные устройства с силой тока до 300А;
- в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
Для лучшего понимания, как настроить сварочный полуавтомат следует разобраться с его конструктивными особенностями. Также компетентная оценка основных характеристик данного оборудования поможет правильно определиться с покупкой нового аппарата.
Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
- Механизм для подачи проволоки. В зависимости от способов перемещения они бывают:
- толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
- тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку;
- толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.
-
Горелка с рукавом.
- нагрузкой напряжения;
- средой охлаждения;
- способом управления;
- подключением.
Важно. Выбор горелки должен соответствовать силе тока. При длительной работе несоответствие показателей может привести к перегреву и поломке слишком легкого узла. Для кратковременных работ лучше приобретать горелку, рассчитанную на низкие токи.
- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.
Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная — в процессе работы.
Перед началом работы линию подключения полуавтомата необходимо выделить дифференцированным предохранителем и розеткой с заземлением. Газовый баллон к аппарату подключается посредством редуктора и газового шланга. Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность — «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока.
 Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
Важно. Чем больше толщина металла, тем выше сила тока.
- Скорость подачи проволоки. Этот процесс зависит от узла — регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке.
 Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки. Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства.
Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки. Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства. - Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором.
Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.

Использование сварочного оборудования предполагает определенную теоретическую и практическую подготовку.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
Не допускайте ошибку, приобретая морально устаревшее оборудование. Новые технологии позволяют работать быстрее, удобнее и качественней. Своевременное профилактическое обслуживание, замена расходных частей и использование материалов в соответствии с требованиями модели, поможет длительное время наслаждаться качественной работой полуавтомата и значительно сократить средства на ремонт.
Вернуться в раздел
Преимущества автоматических сварочных аппаратов по сравнению с ручными сварочными аппаратами
Если вы новичок в мире сварки или ваш бизнес связан только с мелкими сварочными задачами, вы, возможно, имели опыт ручной сварки. Как следует из названия, здесь сварочные операции выполняются сварщиком-человеком. Успех сварочных проектов во многом зависит от набора навыков человека, выполняющего задачи.
Как следует из названия, здесь сварочные операции выполняются сварщиком-человеком. Успех сварочных проектов во многом зависит от набора навыков человека, выполняющего задачи.
Однако в последние годы все больше и больше компаний делают выбор в пользу автоматической сварки. То, что когда-то использовалось только крупными организациями для крупномасштабных сварочных проектов — например, массовое производство автомобилей — малые и средние предприятия теперь переняли автоматизацию сварки.
Что такое автоматическая сварка?
Может показаться неожиданным, но автоматическая сварка, также известная как автоматическая сварка, существует с 1960-х годов. Технология автоматической сварки, впервые использованная в автомобильной промышленности, теперь используется многими другими производителями.
Автоматическая сварка означает, что сварка выполняется машиной, которая выполняет большую часть работы, хотя для одной из двух ролей требуется присутствие человека. Первая роль заключается в управлении машиной, когда используется полуавтоматическая сварка. Вторую роль играет человек, наблюдающий за процессом сварки и обеспечивающий правильную работу машины.
Вторую роль играет человек, наблюдающий за процессом сварки и обеспечивающий правильную работу машины.
Как автоматизация процесса сварки поможет вам и вашему бизнесу? Чтобы ответить на этот вопрос полностью, вот основные преимущества автоматической сварки по сравнению с ручной.
Дополнительная производительность
Если вы ежедневно выполняете большое количество сварочных операций, с точки зрения производительности имеет смысл использовать автоматическую сварку. Даже если у вас есть опытные сварщики, работающие над задачами вручную, они даже близко не смогут приблизиться к уровням производства, достигнутым за счет автоматизации.
Причина этого проста: автоматическое производство дает возможность постоянно повторять цикл сварки. Машина может продолжать работать в течение дня без каких-либо замедлений или снижения качества.
Чего нельзя сказать о ручной сварке. При использовании ручного маршрута вы должны учитывать предел, который может достичь сварщик-человек. Хотя они могут работать часами, у всех сотрудников есть порог, и если его превысить, они будут напряжены, и в результате качество их работы резко упадет. Вы также не можете объяснить, что сварщик заболел и ему пришлось отпроситься с работы.
Хотя они могут работать часами, у всех сотрудников есть порог, и если его превысить, они будут напряжены, и в результате качество их работы резко упадет. Вы также не можете объяснить, что сварщик заболел и ему пришлось отпроситься с работы.
Без ухудшения качества
Как подчеркивалось в предыдущем разделе, вам не нужно беспокоиться о том, что качество сварки может быть разным. Благодаря тому, как работает автоматический сварочный аппарат, каждый производимый продукт имеет одинаковое качество. Нет никакой разницы в том, как один сварной шов выглядит по сравнению с другим.
Такого стабильного качества не могут достичь даже самые опытные сварщики. Ни один рабочий не может соответствовать 100% постоянству, которое производит машина. Человеческая ошибка всегда будет возникать в какой-то момент, будь то из-за самодовольства или из-за настоящей ошибки.
Помимо человеческой ошибки, при ручной сварке могут возникнуть и другие проблемы с качеством. Эти проблемы включают неглубокое проплавление, пористость и образование сварочных брызг. Однако с автоматическим сварочным аппаратом, выполняющим эту работу, такие проблемы не вызывают беспокойства.
Однако с автоматическим сварочным аппаратом, выполняющим эту работу, такие проблемы не вызывают беспокойства.
Гибкая система
В сравнении с ручной сваркой обе стороны получают преимущества с точки зрения гибкости. Например, человек-сварщик может легко перемещаться с одного рабочего места на другое. Это означает, что они могут выполнять несколько различных сварочных задач в течение ограниченного периода времени и, как правило, быстрее, чем при использовании сварочного автомата.
Однако не стоит недооценивать гибкость автоматизации. Эти сварочные аппараты сконструированы таким образом, что они могут выполнять любую возможную регулировку, необходимую для соответствия вашим сварочным операциям. Добавьте к этому их легкую мобильность, и автоматические системы обеспечат высокий уровень гибкости.
Меньший спрос на сотрудников
Ладно, ни один бизнес не любит, когда люди теряют работу. Однако работники стоят дорого. Особенно это касается высококвалифицированных сварщиков. Кроме того, вы не только должны покрывать их заработную плату, но также должны учитывать другие льготы и расходы, которые необходимо покрывать для работников, работающих полный рабочий день.
Кроме того, вы не только должны покрывать их заработную плату, но также должны учитывать другие льготы и расходы, которые необходимо покрывать для работников, работающих полный рабочий день.
Автоматическая система позволяет значительно снизить эти расходы. Хотя вам все равно нужно будет нанять кого-то для управления машиной, он не обязательно должен быть опытным сварщиком. Им просто нужно научиться управлять машиной по мере необходимости.
Кроме того, производственные затраты также значительно снизятся. Поскольку человеческие ошибки, как правило, исключаются из уравнения, количество производственных отходов резко снижается. Вам также не нужно беспокоиться о травмах сотрудников в результате несчастного случая на сварке.
Разумное долгосрочное вложение
Когда вы посмотрите на цены на автоматический сварочный аппарат, вы можете подумать, что они слишком высоки для ваших нужд. Это особенно актуально для начинающего бизнеса, который ищет более дешевое оборудование, также известное как инструменты для ручной сварки. Несмотря на то, что вы можете найти недорогие сварочные автоматы, некоторым все же может показаться, что ручная сварка является более экономичным вариантом.
Несмотря на то, что вы можете найти недорогие сварочные автоматы, некоторым все же может показаться, что ручная сварка является более экономичным вариантом.
При этом автоматизация сварки в долгосрочной перспективе обеспечивает рентабельность.
Это правда: инвестиции в ручную сварочную установку изначально дешевле. Это даже в том случае, когда вы учитываете сварочные материалы и необходимость нанять квалифицированного сварщика. Тем не менее, этот подход может оказаться более дорогим в долгосрочной перспективе. Как упоминалось ранее, необходимо учитывать постоянные затраты на оплату труда и производственные отходы. Вскоре они накапливаются, что в долгосрочной перспективе дает преимущество сварочному автомату.
Даже при всех этих преимуществах в пользу автоматических сварочных аппаратов решение о том, какой вариант лучше, в конечном итоге зависит от ваших планов. Тем не менее, если вы хотите увеличить производительность, максимально повысить качество и снизить затраты, автоматическая сварка — это то, что вам нужно.
Нужна поддержка или совет? Позвоните нам! Мы рады помочь!
Сварка МИГ — Как сварить МИГ, обзор процесса и настройка аппарата
Что такое сварка МИГ?
Сварка MIG — это аббревиатура от Metal Inert Gas Welding. Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемый шов, и электроды не нужно менять между сварками.
Сварка MIG Сварочные аппараты MIG состоят из четырех основных частей, необходимых для сварки. Во-первых, это источник питания для сварки MIG, который обеспечивает электричество для создания тепла. Во-вторых, это система подачи проволоки, которая подает проволоку с катушки на сварной шов. Третий — ручка с триггером, который управляет механизмом подачи проволоки, подающим проволоку с катушки к сварному соединению. Он очень похож на бесконечный тормозной трос велосипеда. Четвертый — защитный газ для защиты сварного шва от воздуха.
Для чего используется сварка MIG?
Сварка MIG чаще всего используется в производственных цехах с высокой производительностью, и маловероятно, что ветер сдует вашу газовую защиту. Его основное назначение – производство и обработка листового металла.
MIG Welding Names
Тем, кто ищет работу сварщика, рекомендуется знать все названия, под которыми известен этот процесс. Работодатели могут использовать другие имена в объявлениях или на письменном тесте.
Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc. Он также известен как; GMAW или дуговая сварка металлическим газом. Технически различия в названиях заключаются в типе используемого газа, инертного газа и неинертного газа. GMAW или
Дуговая сварка металлическим газом — это официальное название, используемое в сертификатах сварки и инженерами.
Как работает сварка MIG?
Сварка MIG требует трех вещей: электричества для производства тепла, электрода для заполнения шва и защитного газа для защиты сварного шва от воздуха. Сварка MIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем сварного шва. В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
Все это работает следующим образом: сварщик нажимает на спусковой крючок горелки MIG, затем электричество заряжает электрод, в то время как подача начинает подавать проволоку, и, наконец, защитный газ подается через сопло горелки MIG. Что происходит, как только электрод соприкасается с металлом, он образует дугу и начинает плавить сварной шов и присадочный металл одновременно, будучи защищенным от воздуха защитным газом.
Сопло для сварки MIG, подающее сварочный шовЛегко ли научиться сварке MIG?
MIG очень прост по сравнению со сваркой Stick и TIG. Есть подвох. Сварка MIG проста, но знание того, как настроить оборудование, может быть затруднено в зависимости от типа используемого оборудования. Я работал в цехах, где сварщики умели сваривать, но не умели настраивать свои машины, что делало их бесполезными.
Есть подвох. Сварка MIG проста, но знание того, как настроить оборудование, может быть затруднено в зависимости от типа используемого оборудования. Я работал в цехах, где сварщики умели сваривать, но не умели настраивать свои машины, что делало их бесполезными.
В наши дни новые сварочные аппараты MIG, выходящие на рынок, не требуют особых знаний, и каждый может сваривать с ними. На изображении ниже показан MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла и нажать на спусковой крючок.
MillerMatic 211 Сварочный аппарат MIG для начинающихТип напряжения и полярность сварки MIG
Сварка MIG, в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Используемое напряжение представляет собой постоянный ток постоянного тока, очень похожий на ток в автомобильном аккумуляторе. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+).
Используемая полярность также является стандартной и представляет собой положительную (+) электроду постоянного тока. Это означает, что ручка является положительной стороной цепи, или можно сказать, что электричество течет от металла к сварочной ручке.
Это означает, что ручка является положительной стороной цепи, или можно сказать, что электричество течет от металла к сварочной ручке.
Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения». При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
Более подробная информация ниже о:
- Сварочные аппараты и источники питания для сварки MIG
- Сварочное оборудование и аксессуары для сварки MIG
Как выбрать электроды для сварки MIG?
При выборе подходящей проволоки или электрода для сварки MIG тип проволоки должен соответствовать типу свариваемого металла. Некоторые другие соображения включают тип переноса, положение для сварки и устойчивость к истиранию. В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это обратиться в магазин сварочных принадлежностей, и они настроят вас. Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это обратиться в магазин сварочных принадлежностей, и они настроят вас. Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
Наиболее часто используемая проволока для сварки MIG
Наиболее распространенной проволокой, используемой для сварки углеродистой стали, является ER 70S-6. В некоторых случаях вы можете сварить два разных металла вместе. Примером этого является сварка нержавеющей стали 304 с углеродистой сталью А36 с использованием электрода из нержавеющей стали 309 «ER 309L».
Наиболее распространенные размеры проволоки для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры:
Наиболее распространенные размеры:
- .023
- .030
- .035
- .045
Сварочная проволока MIG Обозначение и значение Например, код на этикетке
ER 70S-6 представляет собой следующее:- ER — Электрод или присадочный стержень, который используется либо для сварки с подачей проволоки, либо для сварки TIG.
- 70 – Минимум 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде.
Типы сварочного газа MIG, настройки и использование
Сварка MIG требует использования защитного газа. Как следует из названия, «Сварка металлов в среде инертного газа», электрод или присадочная проволока не защищены. Сварка MIG невозможна без защитного газа. Принцип работы защитного газа заключается в том, что он подается через горелку MIG и буквально удушает зону сварки от любого воздуха. Это обеспечивает свободную от воздуха зону, в которой сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Принцип работы защитного газа заключается в том, что он подается через горелку MIG и буквально удушает зону сварки от любого воздуха. Это обеспечивает свободную от воздуха зону, в которой сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Для сварки MIG обычно используются три типа защитного газа:
- Аргон
- Двуокись углерода
- Гелий
Эти три газа обычно используются в виде смеси в зависимости от металлов, которые свариваются. сварной. Защитный газ должен соответствовать электроду и основному металлу. Если они несовместимы, то сварные швы будут либо непрочными, либо просто не сварятся должным образом.
Тип использования газа также определяет:
- Насколько глубоко шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG со схемой внутри, как показано ниже, вы можете следовать этим рекомендациям.
Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG со схемой внутри, как показано ниже, вы можете следовать этим рекомендациям.
Более подробная информация о очках для сварки MIG приведена ниже:
Выбор газа для сварки MIG и настройки для стали, нержавеющей стали и алюминия
Типы переноса при сварке MIG
Сварка MIG имеет четыре способа подачи проволоки к соединению.
- Короткое замыкание
- Шаровидное
- Распыление
- Импульсное распыление
Типы переноса, используемые для сварки MIG, зависят от типа металла, используемого защитного газа и настроек аппарата. Типы переноса сварки MIG больше связаны с настройкой машины, чем со сваркой.
Для получения более подробной информации о типах переноса нажмите на ссылку ниже:
Сварка MIG Типы переноса, газы и настройки
Какие металлы можно сваривать MIG?
Сварка MIG — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию. Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию. Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным механизмом подачи, так как алюминиевая проволока очень мягкая.
Самый простой способ сварки MIG-сваркой металлов — углеродистая сталь
Сварка углеродистой стали почти безупречно выполняется с помощью сварочного аппарата MIG. Проблем очень мало, если не считать недостатков конструкции сварочного аппарата MIG. Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.
Для получения более подробной информации о сварке этих металлов щелкните по ссылкам ниже:
Сварка стали MIG – настройки, газы и выбор проволоки
Сварка MIG нержавеющей стали – настройки, выбор газов и проволоки
Алюминий MIG – настройки, газы, выбор проволоки и оборудование
Сварка MIG за и против
Сварка MIG имеет много преимуществ и некоторые недостатки, и все зависит от того, где и что вы свариваете. Вот плюсы и минусы:
MIG Welding Pros
Сварка MIG имеет ряд очень хороших преимуществ!
- Сварные швы чистые с очень небольшим дымом.
- Производство дешевое и быстрое.
- Длинные сварные швы с меньшим количеством перезапусков.
- Требуемый уровень навыков по сравнению с другими процессами сварки упрощает процесс,
- Сварочная проволока работает непрерывно с меньшим временем простоя для замены электродов.
- Отлично подходит для точечной и прихваточной сварки.

Сварка MIG Минусы
Сварка MIG имеет несколько проблем!
- Сварщик не может отходить слишком далеко от аппарата MIG.
- Ветер является основным фактором на открытом воздухе.
- Всегда нужен баллон с газом.
- Трос, по которому катится проволока, требует хорошего обслуживания.
- На контактные наконечники попадают брызги, после чего они заедают.
- Требуется чистое соединение.
- Наконец, в сварочном аппарате MIG есть много частей, которые должны работать правильно, и иногда это может очень раздражать, пытаясь выяснить, что не так.
Установка и подготовка шва
При сварке MIG очень важно, чтобы зона сварки была чистой. Сварка MIG не будет успешной с грязным соединением. В отличие от некоторых стержней для сварки палочкой / SMAW, которые могут прожечь ржавчину, сварка MIG имеет много трудностей при сварке более грязных металлов. Он также не содержит шлака, защищающего сварной шов при отсутствии газа.