
виды, цены, услуги нанесения цинка на металл
| Сортамент | Наименование и размер, мм | Цена за тонну, р. с НДС * |
|---|---|---|
| 48 | Труба оцинкованная э/с 48х3,0 ГОСТ 10704,10705 | 57200 руб/тн |
| 3 | ||
| 57 | Труба оцинкованная э/с 57х3,0 ГОСТ 10704,10705 | 61600 руб/тн |
| 3 | ||
| 57 | Труба оцинкованная э/с 57х3,5 ГОСТ 10704,10705 | 59400 руб/тн |
| 3,5 | ||
| 57 | Труба оцинкованная э/с 57х4,0 ГОСТ 10704,10705 | 64900 руб/тн |
| 4 | ||
| 76 | Труба оцинкованная э/с 76х3,0 ГОСТ 10704,10705 | 64900 руб/тн |
| 3 | ||
| 76 | Труба оцинкованная э/с 76х3,5 ГОСТ 10704,10705 | 63800 руб/тн |
| 3,5 | ||
| 76 | Труба оцинкованная э/с 76х4,0 ГОСТ 10704,10705 | 62700 руб/тн |
| 4 | ||
| 89 | Труба оцинкованная э/с 89х3,0 ГОСТ 10704,10705 | 64900 руб/тн |
| 3 | ||
| 89 | Труба оцинкованная э/с 89х3,5 ГОСТ 10704,10705 | 60500 руб/тн |
| 3,5 | ||
| 89 | Труба оцинкованная э/с 89х4,0 ГОСТ 10704,10705 | 62700 руб/тн |
| 4 | ||
| 102 | Труба оцинкованная э/с 102х3,5 ГОСТ 10704,10705 | 64900 руб/тн |
| 102 | Труба оцинкованная э/с 102х4,0 ГОСТ 10704,10705 | 64900 руб/тн |
| 4 | ||
| 108 | Труба оцинкованная э/с 108х3,0 ГОСТ 10704,10705 | 64900 руб/тн |
| 3 | ||
| 108 | Труба оцинкованная э/с 108х3,5 ГОСТ 10704,10705 | 60500 руб/тн |
| 3,5 | ||
| 108 | Труба оцинкованная э/с 108х4,0 ГОСТ 10704,10705 | 61600 руб/тн |
| 4 | ||
| 114 | Труба оцинкованная э/с 114х4,0 ГОСТ 10704,10705 | 63250 руб/тн |
| 4 | ||
| 114 | Труба оцинкованная э/с 114х4,5 ГОСТ 10704,10705 | 63250 руб/тн |
| 4,5 | ||
| 133 | Труба оцинкованная э/с 133х4,0 ГОСТ 10704,10705 | 63250 руб/тн |
| 4 | ||
| 133 | Труба оцинкованная э/с 133х4,5 ГОСТ 10704,10705 | 63250 руб/тн |
| 4,5 | ||
| 159 | Труба оцинкованная э/с 159х4,0 ГОСТ 10704,10705 | 63250 руб/тн |
| 4 | ||
| 159 | Труба оцинкованная э/с 159х4,5 ГОСТ 10704,10705 | 63250 руб/тн |
| 4,5 | ||
| 159 | Труба оцинкованная э/с 159х5,0 ГОСТ 10704,10705 | 66000 руб/тн |
| 5 | ||
| 159 | Труба оцинкованная э/с 159х6,0 ГОСТ 10704,10705 | 66000 руб/тн |
| 6 | ||
| 219 | Труба оцинкованная э/с 219х4,5 ГОСТ 10704,10705 | 71500 руб/тн |
| 4,5 | ||
| 219 | Труба оцинкованная э/с 219х5,0 ГОСТ 10704,10705 | 71500 руб/тн |
| 5 | ||
| 219 | Труба оцинкованная э/с 219х6,0 ГОСТ 10704,10705 | 71500 руб/тн |
| 6 | ||
| 219 | Труба оцинкованная э/с 219х8,0 ГОСТ 10704,10705 | |
| 8 | ||
| 273 | Труба оцинкованная э/с 273х5,0 ГОСТ 10704,10705 | 74800 руб/тн |
| 5 | ||
| 273 | Труба оцинкованная э/с 273х6,0 ГОСТ 10704,10705 | 74800 руб/тн |
| 6 | ||
| 273 | Труба оцинкованная э/с 273х7,0 ГОСТ 10704,10705 | 74800 руб/тн |
| 7 | ||
| 325 | Труба оцинкованная э/с 325х6,0 ГОСТ 10704,10705 | 74800 руб/тн |
| 6 | ||
| 325 | Труба оцинкованная э/с 325х7,0 ГОСТ 10704,10705 | 74800 руб/тн |
| 7 |
Антикоррозионные металлические покрытия — методы нанесения составов для холодного цинкования
Если вы когда-либо сталкивались с металлом в промышленности или в быту, то почти наверняка вам знакомо явление коррозии. То есть, ржавления металла.
То есть, ржавления металла.
Многочисленные исследования коррозии позволили разработать ряд методов ее предотвращения. Одним из самых эффективных является метод цинкования.
Химические свойства цинка
Цинкование – это нанесение на металлическую поверхность защитного слоя цинка. Цинк обладает высокой стойкостью к воздействию атмосферного кислорода за счет образования оксидной пленки на его поверхности. Кроме того, электрохимический потенциал цинка выше, чем железа. Это обеспечивает электрохимическую защиту от коррозии: цинк разрушается, а основной металл изделия остается в неизменном виде.
Раньше активно применялись разные материалы антикоррозионной защиты. Но, сегодня цинк лидирует по всем показателям.
В таблице приведены данные о долговечности цинковых покрытий в различных типах атмосферы.
Из таблицы видно, что долговечность цинковых покрытий зависит от типа атмосферы и толщины нанесенного слоя цинка. Покрытия антикоррозионные толщиной в 100 мкм срок службы которых может составлять от 5 до 75 лет. В аналогичных условиях срок службы лакокрасочных покрытий составляет от 0,5 до 7 лет.
В аналогичных условиях срок службы лакокрасочных покрытий составляет от 0,5 до 7 лет.
Толщина цинкового слоя зависит от метода нанесения покрытия на металлическую поверхность.
Методы нанесения цинкового покрытия
Цинк на поверхность можно нанести:
- электроосаждением;
- погружением в расплав;
- электродуговым и газопламенным распылением;
- термодиффузионным методом;
- методом холодного цинкования.
Выбор того или иного метода нанесения цинка определяется требованиями к покрытию, эксплуатационным факторам, условиям нанесения и экономическим аспектами.
Электроосаждение
Гальваническое цинковое покрытие получается электрокристаллизацией в ванне с раствором цинкового электролита, при этом толщина покрытий не превышает 40-60 мкм, а размер деталей ограничен размером ванны. Этот метод обычно используется для геометрически простых и небольших деталей. Удобен для покрытия мелких деталей в барабанах или для непрерывного покрытия листов и проволоки. Преимуществом электроосаждения является возможность нанесения покрытий заданной толщины с высокой точностью. Недостатком является вредность и непривлекательность производства, необходимость устройства дорогостоящих очистных сооружений.
Преимуществом электроосаждения является возможность нанесения покрытий заданной толщины с высокой точностью. Недостатком является вредность и непривлекательность производства, необходимость устройства дорогостоящих очистных сооружений.
Горячее цинкование
Горячее цинкование применяется для получения толстых, более долговечных покрытий. Это наиболее распространенный метод цинкования – около 40% мирового производства цинка затрачивается на горячие покрытия для стальных конструкций и изделий. Сущность цинкования горячим методом заключается в том, что изделие,, прошедшее ряд подготовительных операций, погружается в расплав цинка с температурой 450-460 градусов.
Размер изделия, которое подвергается обработке, ограничивается размером ванны, однако техника двойного погружения (сначала одним концом, затем другим) позволяет обрабатывать изделия длинной до 30 метров. Существенным недостатком является то, что толщину покрытия нельзя регулировать.
Электродуговое и газопламенное распыление
Преимущества процесса распыления цинка состоит в том, что оборудование компактно, переносного типа и может быть использовано в любом месте на больших и малых конструкциях. Толщину покрытий можно регулировать от 50 до 500 мкм. Цинк в виде проволоки или порошка расплавляется под действием электрической дуги и пламени газовой горелки и с помощью сжатого воздуха напыляется на поверхность защищаемой конструкции. Процесс неудобен для покрытия внутренних полостей или изделий сложной формы. Покрытия получаются пористыми, но при необходимости поры можно заполнить пропитками или нанесением поверх цинка лакокрасочных покрытий.
Толщину покрытий можно регулировать от 50 до 500 мкм. Цинк в виде проволоки или порошка расплавляется под действием электрической дуги и пламени газовой горелки и с помощью сжатого воздуха напыляется на поверхность защищаемой конструкции. Процесс неудобен для покрытия внутренних полостей или изделий сложной формы. Покрытия получаются пористыми, но при необходимости поры можно заполнить пропитками или нанесением поверх цинка лакокрасочных покрытий.
Термодиффузионный метод
Смесь из цинковой пыли с мелким песком контактирует с поверхностью при температуре 350-400 градусов. Такие покрытия отличаются равномерностью на изделиях сложной формы, поэтому предпочтительны в том случае, когда требуется определенный допуск по размеру или покрытие полых деталей. Покрытия получаются твердые, с высоким сопротивлением к истиранию.
Метод холодного цинкования технология
Метод холодного цинкования металлоконструкций заключается в нанесении на поверхность цинксодержащего состава.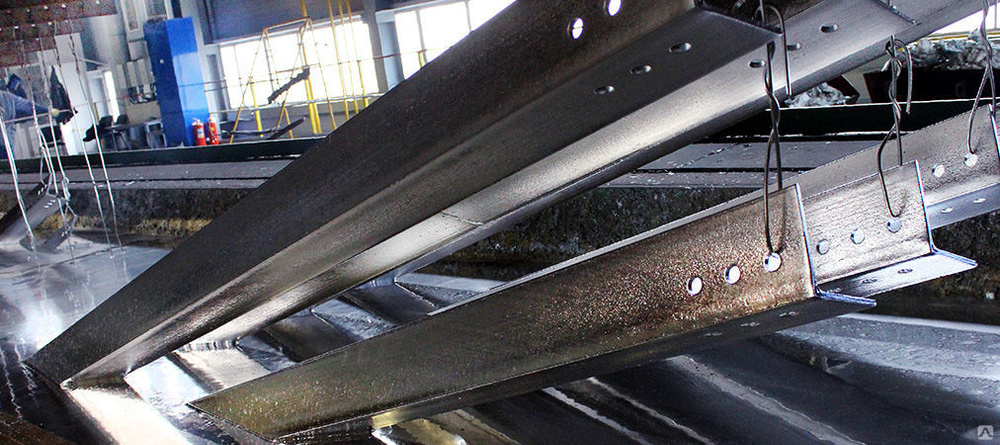 При этом используются техники и оборудование, применяемые при обычных лакокрасочных работах. Технологический процесс холодного цинкования очень экономичен, так как не требует приобретения специального оборудования.
При этом используются техники и оборудование, применяемые при обычных лакокрасочных работах. Технологический процесс холодного цинкования очень экономичен, так как не требует приобретения специального оборудования.
Содержание цинка в покрытиях для холодного цинкования может достигать 95%. После высыхания на поверхности образуется прочное покрытие с высоким содержанием цинка.
Метод холодного цинкования достаточно молодой. Он был разработан в 80-х годах двадцатого века в Уральском отделении Российской академии наук.
Холодное цинкование можно осуществлять при наличии небольших дефектов поверхности. Методика нанесения холодного цинкования не требует демонтажа конструкции. Нанесение можно осуществить на поверхность любой формы и размера. Кроме того, холодное цинкование может быть единственным слоем защиты, а может входить в состав комплексной защиты: на покрытие можно наносить лакокрасочные материалы, срок службы такого покрытия увеличивается в несколько раз.
Из краткого анализа методов нанесения цинкового покрытия видно, что оптимальным является метод холодного цинкования.
Краски и грунтовки с содержанием цинка до 96%:
- Барьер-Цинк
- Цинол
- ЦВЭС
Узнать больше о защитных составах для металла можно у наших специалистов по тел. +7 (343) 351-78-01
Равномерное осаждение цинка без дендритов благодаря полученному in situ AgZn3 для металлического цинкового анода
Юньюн Ван, и Юэцзяо Чен, * и Вэнь Лю, и Суян Ni, и Пиао Цин, и Кивен Чжао, и Вэйфэн Вэй, и Сяобо Джи, б Цзяньминь Ма с а также Либао Чен * и
Принадлежности автора
* Соответствующие авторы
и Государственная ключевая лаборатория порошковой металлургии, Центральный южный университет, Чанша, Хунань 410083, Китайская Народная Республика
Электронная почта: cyj. [email protected], [email protected]
[email protected], [email protected]
б Колледж химии и химического машиностроения, Центральный южный университет, Чанша, Хунань, 410083, Китайская Народная Республика
с Школа физики и электроники Хунаньского университета, Чанша 410082, Китай
Аннотация
Перезаряжаемые цинк-ионные аккумуляторы на водной основе (ZIB) являются привлекательными кандидатами на роль аккумуляторов следующего поколения.![]() Тем не менее, проблема неравномерного гальванопокрытия / электрозачистки цинка на голых цинковых анодах серьезно ограничивает практическое применение ZIB. Чтобы решить эту проблему, была использована прямая стратегия цинковой пластины с серебряным покрытием (обозначенной как Zn@Ag) через реакцию металлического замещения в качестве анода из металлического цинка, чтобы облегчить равномерное и стабильное цинкование/удаление. Новообразованный AgZn 3 сплав из частиц серебра в первом цикле цинкования с хорошим сродством к цинку может эффективно снизить энергетический барьер зарождения цинка и способствовать равномерному распределению электрического поля для потока ионов цинка, что приводит к стабильному осаждению цинка. Благодаря фазе сплава , сформированной in situ , анод Zn@Ag обеспечивает стабильное циклирование в течение более 1700 часов при очень низком напряжении поляризации около 21 мВ при 0,25 мА·см −2 и 0,25 мА·ч·см -2 , в то время как чистый Zn-анод демонстрирует менее 150 циклов с большими колебаниями напряжения и поляризации при тех же условиях.
Тем не менее, проблема неравномерного гальванопокрытия / электрозачистки цинка на голых цинковых анодах серьезно ограничивает практическое применение ZIB. Чтобы решить эту проблему, была использована прямая стратегия цинковой пластины с серебряным покрытием (обозначенной как Zn@Ag) через реакцию металлического замещения в качестве анода из металлического цинка, чтобы облегчить равномерное и стабильное цинкование/удаление. Новообразованный AgZn 3 сплав из частиц серебра в первом цикле цинкования с хорошим сродством к цинку может эффективно снизить энергетический барьер зарождения цинка и способствовать равномерному распределению электрического поля для потока ионов цинка, что приводит к стабильному осаждению цинка. Благодаря фазе сплава , сформированной in situ , анод Zn@Ag обеспечивает стабильное циклирование в течение более 1700 часов при очень низком напряжении поляризации около 21 мВ при 0,25 мА·см −2 и 0,25 мА·ч·см -2 , в то время как чистый Zn-анод демонстрирует менее 150 циклов с большими колебаниями напряжения и поляризации при тех же условиях.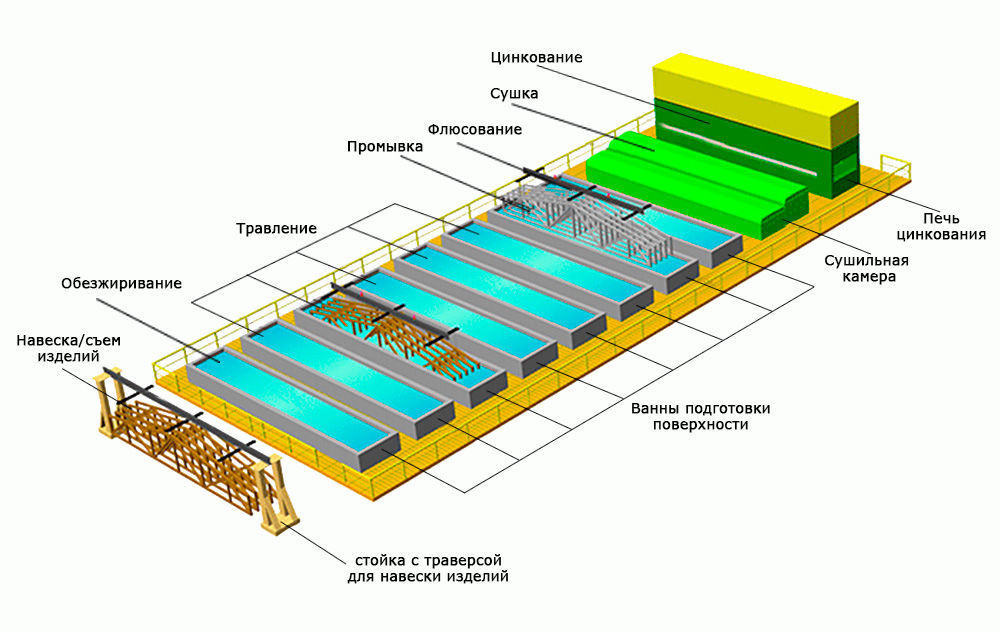 Как следствие, значительно улучшена производительность полного элемента Zn@Ag//CNT/MnO 2 с удвоенной емкостью (177 мА ч г −1 ), чем у чистого Zn//CNT/MnO. 2 полная ячейка (71 мА ч g −1 ) после 400 циклов при 0,6 A g −1 может быть реализована. Эта работа обеспечивает простой и эффективный подход к регулированию отложения Zn для получения перезаряжаемых ZIB с длительным сроком службы.
Как следствие, значительно улучшена производительность полного элемента Zn@Ag//CNT/MnO 2 с удвоенной емкостью (177 мА ч г −1 ), чем у чистого Zn//CNT/MnO. 2 полная ячейка (71 мА ч g −1 ) после 400 циклов при 0,6 A g −1 может быть реализована. Эта работа обеспечивает простой и эффективный подход к регулированию отложения Zn для получения перезаряжаемых ZIB с длительным сроком службы.
Навигация по быстрому и равномерному осаждению цинка через универсальную межфазную границу металл-органический комплекс
Хуаньян Лю, и Цзянь-Гань Ван, * и Вэй Хуа, и Лингбо Рен, и Хуаньхуань Вс, и Чжидун Хоу, и Ю Хуян, и Юньцзин Цао, и Чуньгуан Вэй б а также Фейю Кан* с
Принадлежности автора
* Соответствующие авторы
и Государственная ключевая лаборатория процессов затвердевания, Центр наноэнергетических материалов, Школа материаловедения и инженерии, Северо-Западный политехнический университет и Объединенная лаборатория графена Шэньси (NPU), Сиань 710072, Китай
Электронная почта: ванцзянган@nwpu. edu.cn
edu.cn
б Shenzhen Cubic-Science Co., Ltd, район Наньшань, Шэньчжэнь 518052, Китай
с Инженерная лаборатория функционализированных углеродных материалов, Шэньчжэнь Ключевая лаборатория материалов на основе графена, Высшая школа в Шэньчжэне, Университет Цинхуа, Шэньчжэнь 518055, Китай
Электронная почта: [email protected]
Аннотация
 rsc.org/schema/rscart38″> Перезаряжаемые металлические цинково-цинковые батареи на водной основе имеют многообещающие перспективы для хранения энергии следующего поколения в масштабе сети благодаря их достоинствам низкой стоимости, высокой безопасности и экологичности. Однако пагубная коррозия и проблемы с дендритами металлических Zn-анодов серьезно замедляют темпы коммерциализации. Здесь мы предлагаем универсальную и универсальную межфазную стратегию металлоорганических комплексов для перехода от быстрого и равномерного осаждения Zn к батареям из металлического цинка с длительным сроком службы. in situ комплексообразование интерфаз металла и фитиновой кислоты может создать цинкофильный интерфейс, который кинетически гомогенизирует зародышеобразование и рост Zn. Кроме того, функциональный промежуточный слой может служить надежной защитой цинкового анода от коррозии. Получен сверхстабильный Zn-анод со значительно улучшенной кулоновской эффективностью 99,9% в течение 800 циклов и увеличенным сроком службы при сверхвысокой совокупной емкости покрытия 4,25 А·ч·см -2 .
rsc.org/schema/rscart38″> Перезаряжаемые металлические цинково-цинковые батареи на водной основе имеют многообещающие перспективы для хранения энергии следующего поколения в масштабе сети благодаря их достоинствам низкой стоимости, высокой безопасности и экологичности. Однако пагубная коррозия и проблемы с дендритами металлических Zn-анодов серьезно замедляют темпы коммерциализации. Здесь мы предлагаем универсальную и универсальную межфазную стратегию металлоорганических комплексов для перехода от быстрого и равномерного осаждения Zn к батареям из металлического цинка с длительным сроком службы. in situ комплексообразование интерфаз металла и фитиновой кислоты может создать цинкофильный интерфейс, который кинетически гомогенизирует зародышеобразование и рост Zn. Кроме того, функциональный промежуточный слой может служить надежной защитой цинкового анода от коррозии. Получен сверхстабильный Zn-анод со значительно улучшенной кулоновской эффективностью 99,9% в течение 800 циклов и увеличенным сроком службы при сверхвысокой совокупной емкости покрытия 4,25 А·ч·см -2 .