
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.

Наличие оксидной пленки

Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т. к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь.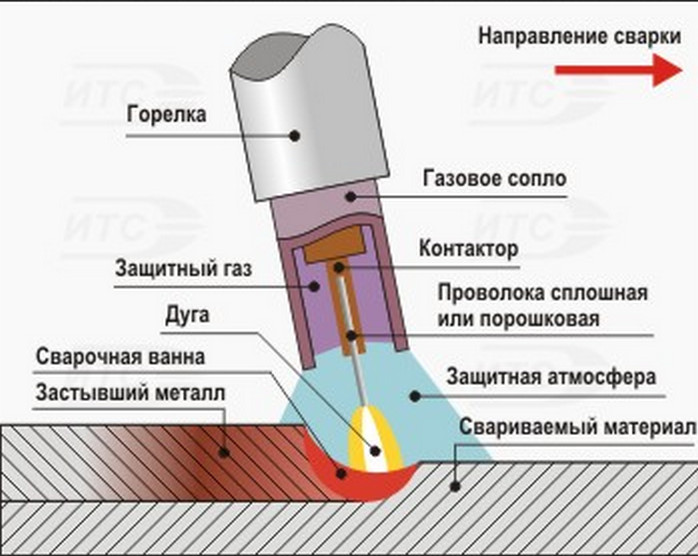 Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Токи для струйного переноса указаны в табл.2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
| 1.2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Как правильно сваривать алюминий полуавтоматом
Содержание:
- Поэтапная инструкция сварки алюминия при помощи полуавтомата
- Сварка алюминия в среде газа и без использования газа
- Нюансы выбора полуавтоматической сварки
Полуавтомат — довольно распространенный метод сваривания металлов. Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Возможно возникновение некоторых трудностей только при сварке алюминия — металла мягкого и обладающего высокой теплопроводимостью. При сварке алюминия полуавтоматом важно знать все детали сварного устройства, тщательно следовать установленным правилам сварки и придерживаться техники безопасности. Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
О том, как правильно варить алюминий полуавтоматом, чтобы не испортить материал, как сделать сварочный шов на алюминии прочным и качественным, я расскажу в этой статье.
Как сваривать алюминий полуавтоматом
Сварка полуавтоматом алюминия используется в случае необходимости что-то наплавить, а также для закрытия зазоров. Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий — металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
- Подготовка материала до сварочного процесса. Для начала нужно сделать шлифовку, чтобы поверхность была гладкой и ровной.
 С помощью щеток, флюсов и специальных машинок сделать поверхность чистой, без оксидной пленки и загрязнений. Затем нужно обезжирить поверхность детали (для этого используют ацетон). Если толщина детали составляет 5 и более мм, то необходимо расширять кромки. Следующий этап — подрезка заготовки, которая осуществляется под углом 30-45 градусов. Затем поверхность обрабатывается флюсом. Последний шаг подготовки материала к сварке — подогрев, это убережет детали от деформации и продлит их срок службы.
С помощью щеток, флюсов и специальных машинок сделать поверхность чистой, без оксидной пленки и загрязнений. Затем нужно обезжирить поверхность детали (для этого используют ацетон). Если толщина детали составляет 5 и более мм, то необходимо расширять кромки. Следующий этап — подрезка заготовки, которая осуществляется под углом 30-45 градусов. Затем поверхность обрабатывается флюсом. Последний шаг подготовки материала к сварке — подогрев, это убережет детали от деформации и продлит их срок службы. - Контроль за подачей проволоки, которая должна двигаться плавно, без лишних движений, при этом находиться перед горелкой. Что касается механизма подачи проволоки, то лучше выбирать специальный ролик для алюминия, который имеет канавку в форме U. Это обеспечит плавное скольжение проволоки по ролику.
- Регулировка горелки во время работы. Сваривая алюминий, нужно следить, чтобы горелка двигалась вдоль шва. Здесь также очень важно правильно выбрать канал, который будет направлять проволоку, этот канал находится в рукаве горелки.
 Для алюминия лучше выбирать канал тефлонового вида.
Для алюминия лучше выбирать канал тефлонового вида. - Выбор скоростного режима, который должен быть максимальным.
- Настройка параметров. Чтобы аппарат работал с максимальной точностью, нужно правильно выставить параметры сварочного устройства.
- Проверка качества соединений. Для этого можно использовать керосин, но проверять качество нужно после остывания материала.
- Обработка шва. Шов после сварки должен выглядеть эстетическим, без недостатков.
Также нужно учитывать некоторые нюансы. Во-первых, коэффициент усадки алюминия выше, чем у других металлов, поэтому следует тщательно контролировать усадку. Во-вторых, для сваривания тонких деталей нужно под алюминий класть нержавеющую сталь, чтобы сварка не прожгла пластину. Что касается наконечника, то лучше всего подойдет медный наконечник, выполнен по технологии сверления.
Сварка алюминия с газом и без газа
Использования газа защищает сварочную поверхность, делает сварочный шов более качественным и прочным. Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа — более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа — более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Сварка полуавтоматом без аргона выполняется порошковой проволокой. Этот расходный материал для сварки имеет специальные испарения, которые заменяют защитный газ, оберегают деталь от окисей.
Выбор полуавтомата для сварки алюминия
Выбирая полуавтомат для сварки алюминиевых деталей, нужно учитывать такие технические характеристики:
- Мощность — этот критерий зависит от продолжительности работы со сварочным аппаратом. Если устройство используется часто и в большом объеме, лучше выбрать полуавтомат профессионального класса, который, несмотря на свою дороговизну, отличается большим запасом мощности;
- Режим работы — лучше всего устраняет оксидную пленку, предотвращает прожог деталей, обеспечивает качество сварочного шва полуавтомат, работающий в режиме PULSE;
- Напряжение — наибольшую стабильность дуги обеспечивают полуавтоматы, подключенные к трехфазной сети (380В).

На долговечность и качество сварочных аппаратов также влияет марка. Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Как пользоваться электронным программатором
- Последнее обновление
- Сохранить как PDF
Электронный программатор представляет собой устройство, объединяющее следующие функции:
- 12-часовые часы с подсветкой дисплея.

- Таймер (до 3 часов).
- Программа для полуавтоматического приготовления в духовке.
- Программа для автоматического приготовления в духовке.
- Управление функциями приготовления пищи. Программист может управлять настройкой
- температуры в различных функциях приготовления.
- Управление функцией самоочистки.
Рис. 5.1
Описание кнопок
| Таймер (1) | ||
| Время приготовления или время самоочистки (2) | ||
| Окончание времени приготовления или возможность запуска функций приготовления или цикла самоочистки (3) | ||
| Настройка температуры духовки (4) | ||
| Обратный отсчет значений всех функций или устанавливаемой температуры (5) | ||
| Опережение значений всех функций или устанавливаемой температуры (6) | ||
Описание световых символов
Первое включение после отключения электроэнергии После подключения прибора к сети или после отключения электроэнергии необходимо активировать программатор, чтобы он мог работать. « 12:00 » мигает на дисплее.
Установка времениПрограмматор имеет электронные часы (12 часов) со светящимися цифрами, которые показывают часы и минуты.
Звуковой сигнал Прерывистый звуковой сигнал звучит, когда таймер, полуавтоматическое или автоматическое приготовление пищи достигли конца установленного времени. Чтобы отключить звуковой сигнал, нажмите любую из клавиш программатора. |


ТаймерФункция таймера используется только для отсчета времени и не влияет на работу духового шкафа или любые выполняемые или установленные программы.
|

Автоматическое приготовление( Начать приготовление в запрограммированное время и автоматически выключить духовку по истечении запрограммированного времени приготовления) ИЛИ Полуавтоматическое приготовление( Начать автоматически сразу после приготовления и выключить духовку запрограммированное время приготовления) Настройка
Начало приготовления
Во время приготовления
В конце приготовления
|




Отмена заданной программы
Чтобы отменить любую программу, просто одновременно нажмите и и удерживайте более 3 секунд или поверните селектор функций на OFF (духовка OFF).
Если во время выполнения установленной программы селектор функций повернут на (самоочистка), (подсветка духовки), (размораживание замороженных продуктов) или на другую функцию приготовления, программа отменяется.
Пример программирования автоматического приготовления
Рис. На этой странице нет тегов.
