
Полуавтоматическая сварка GROVERS MIG/MMA — 500(MIG/MAG/MMA) — Сваркатверь
156,240.00 ₽
Нашли дешевле? Снизим цену!
Количество Полуавтоматическая сварка GROVERS MIG/MMA — 500(MIG/MAG/MMA)
Категории: Инверторы (MMA), Сварочные полуавтоматы (MIG-MAG)
Товар доступен в наличии на складе.
Звоните 8 (4822) 75-22-53
Доставляем по всей России ТК
ОПЛАТА КУРЬЕРУ ПРИ ПОЛУЧЕНИИ!!!!
Полуавтоматическая сварка GROVERS MIG/MMA — 500(MIG/MAG/MMA)
Полуавтомат GROVERS MIG 500 – это принципиально новая модель промышленного инверторного полуавтомата для сварки в среде защитных газов (MIG\MAG) а также ручная дуговая сварка (ММА).
Практичный и мобильный сварочный полуавтомат GROVERS MIG 500 изготавливается в декомпактном исполнении, в корпусе с выносным 4-х роликовым подающим устройством. Электронная схема управления включает в себя уникальную систему контроля сварочных динамических характеристик; обеспечивает стабильность горения дуги, низкий уровень разбрызгивания металла,
 Компоновка аппарата позволяет увеличивать радиус его действия, не передвигая источник питания, выносная ось катушки позволяет применять сварочную проволоку в евро катушках до 18 кг.
Компоновка аппарата позволяет увеличивать радиус его действия, не передвигая источник питания, выносная ось катушки позволяет применять сварочную проволоку в евро катушках до 18 кг.- Мощный 4-х роликовый механизм подачи сварочной проволоки.
- На источнике установлены большие колеса, так же имеются колеса на подающем механизме, что облегчает транспортировку данного полуавтомата.
- Два цифровых дисплея и постоянный контроль динамических параметров сварки – сварочного тока и напряжения.
- Мягкий старт — минимум разбрызгивания металла.
- Плавная регулировка индуктивности ( мягкости , жесткости дуги).
- Силовая часть состоит из высокоскоростных IGBT модулей последнего поколения с 50% запасом по мощности.
- Кабель управления 6м в прорезиненном чехле уже в комплекте!
- Радиаторы охлаждения в 1,5-2 раза толще, чем у аналогов! Благодаря этому обеспечивается хороший отвод тепла и охлаждение силовых компонентов.

- Функция ММА позволяет использовать источник питания для ручной дуговой сварки штучными покрытыми электродами.
- Платы управления в источнике покрыты тройным слоем высококачественного лака.
Технические характеристики:
| Параметр | MIG 500 |
| Входное напряжение, (В) | 380± 10% |
| Частота, (Гц) | 50 |
| Потребляемая мощность, (кВТ) | 23,6 |
| Рабочий цикл (40°C, 10 минут) ПВ, % | 60%-500A |
| Рабочее напряжение, (В) | 14-46 |
| Рабочий ток, (A) | 40-500 |
| Кратерное напряжение, (B) в режиме 4Т | 14-46 |
| Кратерный ток (A) в режиме 4Т | 40-500 |
| Диаметр проволоки, (мм) | Ф 0,8-1,6 |
| Структура | Раздельная |
| Вес, (кг) ИП | 59 |
| Вес, (кг) ПМ | 10 |
| Габариты, (мм) ИП с тележкой и колесами | 725*340*590 |
| Габариты, (мм) ПМ | 600*230*450 |
Комплектация товара:
- Сетевой кабель 2,5 м;
- Кабель заземления 3 м с клеммой;
- Дополнительно два подающих ролика 0,8 — 1,0 мм;
- Комплект соединительных кабелей 10 м;
- Полуавтоматическая горелка приобретается отдельно.

ИНСТРУКЦИЯ MIG 350 500
Вы смотрите: Полуавтоматическая сварка GROVERS MIG/MMA — 500(MIG/MAG/MMA) 156,240.00 ₽
В корзину
что это такое, сварочные аппараты и полуавтоматы
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.

- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
Недостатки ММА
На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Сварочное оборудование для ММА
Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА:
Трансформаторы
Устройство инвертора для сварки MMA.
Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты.
Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе.
Сварочные выпрямители
Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке.
Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика.
Инверторы
Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем.
На выходе уже получается постоянный ток с корректировкой его стабильности.
Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги.
Инверторы компактны, имеют небольшой вес и способны к передвижению. Инвертор можно повесить даже на плечо.
TIG
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.
Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе. В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла.
- Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы. В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное – получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно – дуга потухнет, ниже – электрод залипнет на поверхности.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата. Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги.
Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Достоинства и недостатки
Ручная дуговая сварка, для обозначения которой используется аббревиатура ММА, имеет такие преимущества перед иными методами соединения металлов:
- простота и доступность оборудования,
- надежная защита зоны сварки от ветра,
- возможность применения в труднодоступных местах,
- пригодность для большинства цветных и черных металлов независимо от их толщины,
- возможность производства работ в любом пространственном положении.
К недостаткам следует отнести:
- необходимость периодического назначения технологических перерывов, связанных со сменой электрода,
- удаление образовавшегося шлака,
- невозможность работы с металлами, имеющими низкую температуру расплавки – свинца, цинка, олова и сплавов на их основе,
- непригодность применения для металлов с высокой степенью химической активности (тантала, циркония, титана) в связи с невозможностью обеспечения надлежащей защиты околошовной области от кислорода,
- ограничение в максимально допустимом токе.

Что такое сварка MMA (ручная металлическая дуга)?
Welding Tech
Сварка ММА представляет собой процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между покрытым металлическим (стержневым) электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода. Сварка ММА может выполняться как постоянным, так и переменным током, хотя чаще всего используется постоянный ток. Сварку ММА иногда называют дуговой сваркой или дуговой сваркой.
Для чего можно использовать сварку ММА?
Сварка ММА — это универсальный процесс сварки, который можно использовать для различных материалов, включая:
- углеродистую сталь,
- нержавеющую сталь,
- алюминий,
- и чугун.

Он часто используется в строительной и производственной отраслях для всего, от общего ремонта до сварки тяжелых конструкций.
Что такое дуговая сварка MMA?
Дуговой сварочный аппарат ММА представляет собой сварочный аппарат, использующий дугу для соединения двух металлических частей. Дуга создается электрическим током, проходящим через металлический электрод, который расплавляет электрод и основной металл, в результате чего образуется сварочная ванна.
ММА — это то же самое, что сварка МИГ?
Нет, сварка MMA и сварка MIG — это два разных процесса. При сварке MIG (металл в среде инертного газа) используется подача проволоки для автоматической подачи присадочного металла в сварочную ванну, в то время как при сварке MMA электрод необходимо подавать в сварочную ванну вручную.
Преимущества сварки MMA
Сварка MMA имеет ряд преимуществ, в том числе:
- Это универсальный процесс сварки, который можно использовать для различных материалов.

- Этому относительно просто научиться, и его можно выполнять с помощью основного сварочного оборудования.
- Это портативный процесс сварки, который можно использовать в самых разных условиях.
- Это относительно недорогой процесс сварки.
Недостатки сварки ММА
Сварка ММА также имеет ряд недостатков, в том числе:
- Это более медленный процесс сварки, чем другие процессы дуговой сварки.
- Получение чистых швов при сварке MMA может быть затруднено.
Автоматическая дуговая сварка под флюсом
Автоматическая дуговая сварка под флюсом (SAW) — это тип дуговой сварки, в котором используется автоматически подаваемый электрод для создания слияния между двумя кусками металла.
Ссылки по теме
Процесс ручной дуговой сварки (сварка ММА) – TWI
Что такое сварка ММА? | Методы сварки | Сервис | Сварочное оборудование | Kjellberg Finsterwalde
Ручная дуговая сварка металлическим электродом (MMA) | Linde Gas
Ручная дуговая сварка металлическим электродом (MMA) – OpenLearn – Открытый университет
Процесс сварки ММА | Oerlikon
дуговая сварка для начинающих
View More
Ручная металлическая дуговая сварка
Просмотр Подробнее
Ручная металлическая дуговая сварка
Просмотр More
Shieted Metal Arc Swidd
Посмотреть ещё
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием появились только в начале 19 века.00-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании внедрен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием появились только в начале 19 века.00-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании внедрен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы, прежде чем потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
- Целлюлозный
- Рутил
- Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».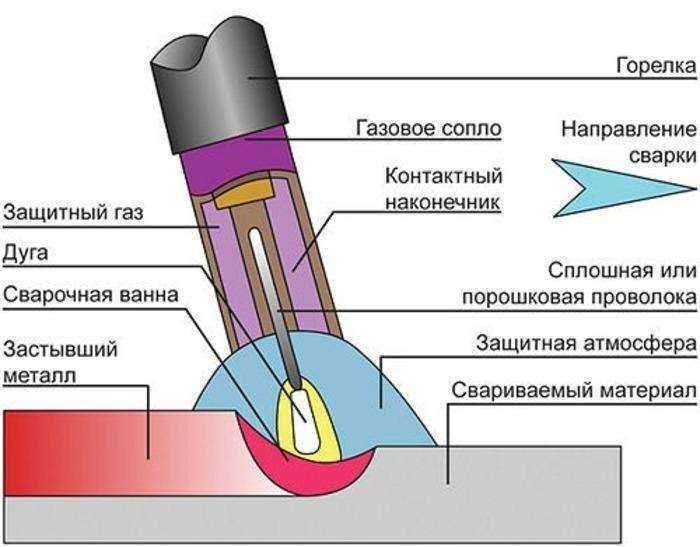
Особенности:
- глубокое проникновение во всех положениях
- пригодность для вертикальной сварки вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
- умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
- хороший профиль борта из вязкого шлака
- Возможна позиционная сварка с жидким шлаком (содержащим фторид)
- легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Характеристики:
- металл с низким содержанием водорода
- требует высоких сварочных токов/скоростей
- плохой профиль борта (выпуклый и грубый профиль поверхности)
- удаление шлака затруднено
Металлические порошковые электроды
содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода – производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр). Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология в настоящее время позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания.