
Сварка tig lift что это
Рейтинг статьиЗагрузка…
Что такое «контактное зажигание дуги» (TIG LIFT)?
Чтобы начать сварку TIG, необходимо переключить аппарат в режим сварки TIG. Электрическая дуга возбуждается при соприкосновении электрода с изделием:
— Газовое сопло горелки и наконечник вольфрамового электрода необходимо осторожно установить на изделие (протекает ток контактного зажигания, независимо от настроенного значения основного тока).
— Опираясь на газовое сопло, повернуть горелку, пока между наконечником электрода и изделием не останется зазор 2-3 мм (возбуждается дуга, значение тока поднимается до настроенного значения).
— Увеличить длину дуги до рабочего значения.
Как подобрать сварочный электрод?
Сварочный электрод состоит из металлического стержня и электродного покрытия.
Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей.
Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
В таблице представлены рекомендации для нижнего положения шва.
ТОЛЩИНА МЕТАЛЛА, мм
ДИАМЕТР ЭЛЕКТРОДА, мм
Что необходимо для стабильного горения дуги?Сварка короткой дугой
Возможно залипание электрода
Ржавый, с окалинами или загрязненный металл
Затруднен поджиг дуги
Подводка тока далеко от места сварки
Нахождение у места сварки большого количества ферромагнитных масс
Отклонение дуги в сторону внешнего источника магнитных масс
Большое расстояние между электродом и свариваемым изделием
Невозможен поджиг дуги из-за большого воздушного промежутка
Какие газы используются для полуавтоматической сварки?При полуавтоматической сварке используются следующие защитные газы
Углекислота (углекислый газ — 100%СО2.
Существует пищевая и техническая.
Техническая более предпочтительна, т. к. содержит значительно меньшее количество влаги. Углекислота наиболее доступна и более дешевая. Применяется для сварки только углеродистой стали.
к. содержит значительно меньшее количество влаги. Углекислота наиболее доступна и более дешевая. Применяется для сварки только углеродистой стали.
Смесь газов — аргон плюс углекислота в различных пропорциях (80% Аr + 20% CO2; 92% Ar+ 8% СО2; 98% Ar + 2% CO2 и др.)
Самой популярной и распространенной является смесь 80%/20%. Данная смесь используется для сварки углеродистой стали, иногда и для нержавеющей стали.
Смеси газов более дорогие, но качество сварки выше (меньше разбрызгивание, более гладкий шов, устойчивое горение дуги).
Для сварки алюминия применяется аргон 100% Ar.
Как выбрать полярность при полуавтоматической сварке проволокой?
Полуавтоматическая сварка сплошной проволокой производится в среде защитного газа СО2 или смесях (например, Аr + CO2).
Как правило, проволока покрывается тонким слоем меди для лучшего скольжения и электрического контакта. Наиболее распространенная сварочная проволока — Св -08Г2С или импортные аналоги SG 2, SG 3.
При полуавтоматической сварке сплошной проволокой применяется обратная полярность (сварочная горелка подключается к положительному выводу).
Полуавтоматическая сварка флюсовой проволокой производится без применения защитного газа или смесей, так как она имеет покрытие, которое выполняет функции, аналогичные обмазке штучного электрода.
Что такое «синергетика»?
СИНЕРГЕТИКА — наука о способности системы к самоорганизации. Сущность синергетики в применении к сварочному процессу сводится к упрощенной процедуре настройки и оптимизации параметров режима сварки.
Полуавтоматы MIG/MAG с синергетическим управлением содержат библиотеку программ, занесенную в память. Все параметры устанавливаются автоматически за счет встроенного программного обеспечения.
Что такое «заварка кратера»? Как правильно ее проводить?
Правильная заварка кратера при обрыве дуги — окончании сварки играет важную роль в сварочном процессе. В зоне кратера скапливается наибольшее количество вредных примесей, образовавшихся в процессе кристаллизации металла.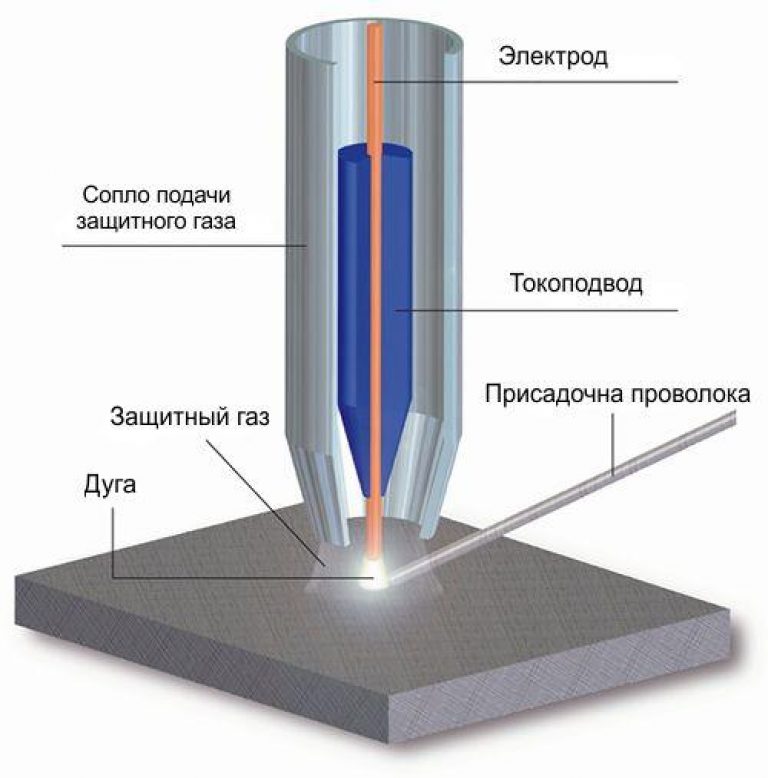
В этой зоне трещины образуются наиболее часто. Если сварка закончена, то при обрыве дуги не рекомендуется резко отводить электрод от изделия. Перемещения электрода следует прекратить, и до обрыва медленно удлинять дугу. Такой прием способствует заполнению кратера электродным металлом.
В некоторых случаях, например, при сварке низкоуглеродистой стали, кратер выводят на основной металл, в сторону от шва. Если понадобилась смена электродов или произошел случайный обрыв дуги, то ее можно возбудить на еще не расплавленном основном металле перед кратером. Металл проплавляют на кратере. Если ведется сварка стали, которая образует закалочные структуры, то вывод кратера в сторону недопустим из-за возможности образования трещин.
Особенности и преимущества технологии TIG сварки
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.

- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.

Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Cварка TIG — что это ?
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?
Аргонодуговая сварка TIG — что это?
Аббревиатура, используемая для обозначения данного вида сваривания металлических элементов, имеет перевод с английского как «вольфрам и инертный газ». Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Это отражает суть сварочного процесса — электрическая дуга горит в среде инертного газа.
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.

Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.

- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Особенности и преимущества TIG сварки
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.
Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.
В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.
Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
ПрименениеTIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.
Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).

- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать.

Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.
Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
0 0 голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock
detector
TIG сварка: особенности и преимущества
Екатерина
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.
В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Содержание статьи
- Общая информация
- Применение
- Преимущества
- Недостатки
- Как варить TIG сваркой
- Вместо заключения
Общая информация
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.
TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.
Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.
Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).

- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.
Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
Похожие публикации
Сварочные процессы и функции
M
MicroTack
Функция сварки TIG, которая оптимизирует характеристики точечной сварки. Используется для выполнения прихваточных швов на тонких листах или материалах различных толщин. Обеспечивает быстрое и простое выполнение качественных прихваточных сварных швов с минимальным тепловложением.
Обеспечивает быстрое и простое выполнение качественных прихваточных сварных швов с минимальным тепловложением.
Minilog
Функция сварки TIG, которая позволяет использовать переключатель сварочной горелки для переключения между сварочным током и током Minilog. Параметры предустанавливаются пользователем. Сварка прихваточных швов — это одна из областей применения. Кроме того, эта функция может применяться в качестве «тока паузы», например, при изменении положения.
MMA
Процесс ручной дуговой сварки, в котором используется расходуемый электрод. Электрод покрыт флюсом, который защищает область сварки от окисления и загрязнения.
P
Pulse current (Ток импульса)
Верхний уровень тока для цикла импульса. При сварке TIG его основной ролью является формирование или повышение температуры сварочной ванны.
T
TIG
Процесс ручной сварки, в котором, как правило, используется нерасходуемый вольфрамовый электрод, отдельный присадочный материал и инертный защитный газ для защиты области сварки от окисления и загрязнения во время сварки. Для сварки TIG использование присадочного материала не всегда является обязательным.
W
Weld Assist
Утилита, подобная мастеру, предназначенная для облегчения выбора параметров сварки. Эта утилита предлагает пользователю пошаговый процесс выбора необходимых параметров и представляет выбор в легкодоступном виде для пользователя, не обладающего глубокими техническими знаниями. Доступна в панели управления MTP35X в семействе продукции MasterTig.
А
Автоматическая импульсная сварка
Процесс сварки TIG, в котором сварочный ток колеблется между двумя уровнями: базовым током и током импульса. Требуется регулировка только сварочного тока, а параметры импульса устанавливаются автоматически. Используется для оптимизации характеристик дуги в зависимости от области применения сварки.
Требуется регулировка только сварочного тока, а параметры импульса устанавливаются автоматически. Используется для оптимизации характеристик дуги в зависимости от области применения сварки.
Антифриз для MMA
Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Ее можно использовать для исключения перегрева электрода MMA при его контакте с заготовкой.
Антифриз для TIG
Функция, которая автоматически существенно понижает сварочной ток при касании заготовки электродом. Может, например, применяться для исключения нежелательного растворения материала электрода в свариваемом металле.
Б
Базовый ток
Нижний уровень тока для цикла импульса. При сварке TIG его основной ролью является охлаждение сварочной ванны и поддержание дуги.
Баланс переменного тока
Функция, предназначенная для регулировки положительного и отрицательного циклов тока при сварке TIG переменным током. Низкое процентное значение означает, что в среднем сварочный ток находится с отрицательной стороны, а высокое процентное значение, — что в среднем сварочный ток находится с положительной стороны.
Баланс, макс.
Устанавливает максимальное значение для баланса переменного тока.
Баланс, мин.
Устанавливает минимальное значение для баланса переменного тока.
В
Время горения дуги
Указывает время горения сварочной дуги.
Время отр. заж.
Регулирует продолжительность последовательности зажигания током обратной полярности (TIG).
Время полож. заж.
Регулирует продолжительность последовательности зажигания током прямой полярности. Только для источников питания ACDC (TIG).
Высокочастотное зажигание
Режим зажигания при сварке TIG. При высокочастотном зажигании нажатие на кнопку сварочной горелки приводит к формированию импульса высокого напряжения, который создает искру для зажигания дуги. Режим высокочастотного зажигания можно активировать на панели управления.
Г
Газ до
Функция сварки, которая обеспечивает подачу защитного газа перед зажиганием дуги. Это гарантирует, что металл не будет контактировать с воздухом перед началом выполнения сварного шва. Время устанавливается пользователем. Используется для всех металлов, но в основном для нержавеющей стали, алюминия и титана.
Это гарантирует, что металл не будет контактировать с воздухом перед началом выполнения сварного шва. Время устанавливается пользователем. Используется для всех металлов, но в основном для нержавеющей стали, алюминия и титана.
Горячий старт
Функция сварки, которая повышает сварочный ток в начале сварного шва. После периода горячего старта ток падает до нормального уровня сварочного тока. Значения для уровня тока и продолжительности горячего старта предустанавливаются вручную. Это облегчает начало выполнения сварного шва, особенно для материалов на основе алюминия.
Д
Давление дуги
Регулирует динамику короткого замыкания (жесткость) сварки MMA путем изменения, например, уровней тока.
Двухимпульсная сварка
Двухимпульсную сварку TIG можно, например, использовать для увеличения скорости перемещения или получения сварных швов с высокими требованиями к внешнему виду. Сварочный ток пульсирует с двумя различными частотами: низкой и высокой. Высокая частота улучшает направленность дуги, а низкая частота обеспечивает привлекательный внешний вид в виде рыбьей чешуи.
З
Зажигание Lift TIG
Режим зажигания при сварке TIG. При зажигании Lift TIG быстро прикоснитесь электродом к заготовке, а затем нажмите кнопку сварочной горелки и отведите электрод на небольшое расстояние от заготовки. Зажигание Lift TIG можно активировать на панели управления. Также известно как «зажигание касанием» и «контактное зажигание».
Зажигание Lift TIG можно активировать на панели управления. Также известно как «зажигание касанием» и «контактное зажигание».
Затухание дуги
Устанавливает точку гашения дуги в зависимости от длины дуги при сварке MMA. Предназначена для оптимизации завершения сварки для электродов каждого типа с целью предотвращения случайного гашения дуги в процессе сварки и исключения прижога заготовки при завершении сварки.
И
Импульсная сварка TIG
Процесс сварки TIG, в котором сварочный ток меняется между двумя уровнями: базовым током и током импульса. Параметры можно устанавливать вручную или автоматически. Используется для оптимизации характеристик дуги в зависимости от области применения сварки.
Параметры можно устанавливать вручную или автоматически. Используется для оптимизации характеристик дуги в зависимости от области применения сварки.
К
Канал памяти
Место для хранения настроек сварочных параметров. Сварочный аппарат может включать целый ряд предустановленных каналов. Пользователи могут создавать новые каналы для их собственных сварочных работ и изменять или удалять их. Это облегчает выбор параметров и в некоторых случаях позволяет переносить настройки из одного сварочного аппарата у другой.
КОМБИНИРОВАННАЯ СВАРКА TIG
Функция сварки TIG, в которой процессы сварки TIG переменным током и постоянным током чередуются предопределенным образом. Параметры предустановлены пользователем в зависимости от области сварки. Используется главным образом для оптимизации сварки материалов на основе алюминия разных толщин.
Параметры предустановлены пользователем в зависимости от области сварки. Используется главным образом для оптимизации сварки материалов на основе алюминия разных толщин.
Л
Логика 2T кнопки горелки
Режим работы кнопки сварочной горелки. При нажатии кнопки сварочной горелки в режиме 2T подается защитный газ и зажигается дуга. Держите кнопку сварочной горелки во время сварки и отпустите, когда сварку нужно закончить.
Логика 4T кнопки горелки
Режим работы кнопки сварочной горелки. При нажатии кнопки сварочной горелки в режиме 4T подается защитный газ, но дуга зажигается до отпускания кнопки. Для завершения сварки еще раз нажмите кнопку, а затем отпустите ее для гашения дуги.
Для завершения сварки еще раз нажмите кнопку, а затем отпустите ее для гашения дуги.
Логика кнопки горелки
Сварочные горелки поддерживают два альтернативных режима работы: 2T и 4T. Они отличаются принципом работы кнопки сварочной горелки. В режиме 2T кнопку необходимо удерживать во время сварки, в то время как в режиме 4T кнопку необходимо нажать и отпустить, чтобы начать или завершить сварку и использовать такие специальные функции кнопки, как Minilog.
М
Медленное нарастание тока
Это функция, которая автоматически обеспечивает медленное нарастание тока для предотвращения износа электрода, вызванного резким увеличением тока при высоких сварочных токах. Она используется, только когда сварочный ток превышает 100 А.
Она используется, только когда сварочный ток превышает 100 А.
Мощность HF-искры
Регулирует напряжение высокочастотной искры, которая используется для зажигания дуги.
Н
Нарастание тока
Функция сварки, которая устанавливает время, в течение которой сварочный ток постепенно повышается до необходимого уровня сварочного тока в начале сварки. Значение для времени нарастания тока предустанавливается пользователем. Нулевое значение соответствует отключению этой функции.
Начальный уровень
Уровень начала понижения сварочного тока.
Нелин. пониж. тока
Определяет уровень, до которого быстро понижается ток, после чего начинается нормальное снижение.
Непрерывная сварка
Обычная сварка TIG без пауз.
О
Отрицательное зажигание
Последовательность зажигания при сварке TIG с обратным током. Как правило, это последний этап зажигания для источников питания ACDC. Для источников питания постоянного тока это единственный этап зажигания при сварке TIG.
Для источников питания постоянного тока это единственный этап зажигания при сварке TIG.
Отсеч. пониж. тока 2T
Это функция, которая позволяет пользователю остановить понижение силы тока быстрым нажатием переключателя сварочной горелки.
П
Плавный старт
Функция сварки, которая понижает сварочный ток в начале сварного шва. После периода плавного старта ток поднимается до нормального уровня сварочного тока. Значения для уровня тока и продолжительности плавного старта предустанавливаются вручную. Плавный старт применяется для смягчения начального периода сварки особенно при сварке сталей.
Поисковая дуга
Функция сварки, которая позволяет использовать короткий период низкого тока в начале сварного шва. Это обеспечивает точное начало сварки. Параметры предустанавливаются пользователем.
Положительное зажигание
Последовательность зажигания при сварке TIG с прямым током. Как правило, это первый этап зажигания для источников питания ACDC. Источники питания постоянного тока не используют зажигание током прямой полярности для сварки TIG.
Понижение силы тока
Функция сварки, которая устанавливает время, в течение которой сварочный ток постепенно снижается до уровня конечного тока. Значение для времени понижения тока предустанавливается пользователем. Нулевое значение соответствует отключению этой функции.
Значение для времени понижения тока предустанавливается пользователем. Нулевое значение соответствует отключению этой функции.
Последующая продувка газом
Функция сварки, которая обеспечивает подачу защитного газа после гашения дуги. Это гарантирует, что горячий сварной шов не будет контактировать с воздухом после гашения дуги, что защищает как сварной шов, так и электрод. Используется для всех металлов. Нержавеющая сталь и титан в основном требуют более продолжительной последующей подачи газа.
Р
Режим зажигания
Принцип зажигания сварочной дуги. При сварке TIG доступны два режима зажигания: высокочастотное зажигание и зажигание Lift TIG. Высокочастотное зажигание основано на использовании импульса напряжения для зажигания дуги, а зажигание Lift TIG требует физического контакта между электродом и заготовкой.
При сварке TIG доступны два режима зажигания: высокочастотное зажигание и зажигание Lift TIG. Высокочастотное зажигание основано на использовании импульса напряжения для зажигания дуги, а зажигание Lift TIG требует физического контакта между электродом и заготовкой.
Ручная импульсная сварка
Процесс сварки TIG, в котором сварочный ток колеблется между двумя уровнями: базовым током и током импульса. Параметры предустанавливаются пользователем. Используется для оптимизации характеристик дуги в зависимости от области применения сварки.
С
Сварка TIG переменным током
Процесс сварки TIG переменным током, в котором полярность электрода быстро меняется между положительной и отрицательной. Используется, как правило, при сварке алюминия.
Используется, как правило, при сварке алюминия.
Сварка TIG постоянным током
Процесс сварки TIG постоянным током, в котором полярность электрода либо положительная, либо отрицательная в течение всего процесса сварки. Отрицательная полярность (DC-) обеспечивает глубокий провар, в то время как положительная полярность (DC+) применяется только в определенных областях.
Скважность импульсов
Указывает долю тока импульса во всем цикле импульса.
Т
Ток Lift TIG
Контактный ток в начале зажигания Lift TIG.
Ток зажигания
Регулирует уровень тока для последовательности зажигания током обратной полярности (TIG).
Ток окончания
Функция сварки, которая позволяет использовать короткий период низкого тока в конце сварного шва. Это позволяет сократить число дефектов сварки, вызванных заваркой кратера в конце шва. Параметры предустанавливаются пользователем. Нулевое значение соответствует отключению этой функции.
Ток отр. заж.
Регулирует уровень тока для последовательности зажигания током обратной полярности (TIG).
Ток перекл. фаз AC
Изменяет уровень сварочного тока, при котором начитается переход через нуль. Влияет только на сварку TIG переменным током.
Ток полож. заж.
Регулирует уровень тока для последовательности зажигания током прямой полярности. Только для источников питания ACDC (TIG).
Точечная сварка
Это функция сварки TIG, которая автоматически выполняет сварку заранее установленной продолжительности. Параметры предустанавливаются пользователем. Эта функция используется для соединения двух заготовок прихваточными швами, например, для соединения тонких листов с низким тепловложением.
Параметры предустанавливаются пользователем. Эта функция используется для соединения двух заготовок прихваточными швами, например, для соединения тонких листов с низким тепловложением.
У
Уровень отсеч. пониж. тока
Уровень завершения понижения сварочного тока.
Устройство снижения напряжения (VRD)
Устройство защиты, применяемое в сварочном оборудовании для понижения напряжения холостого хода для его поддержания ниже определенного напряжения. Это снижает риск поражения электрическим током в особенно опасных условиях, например в закрытых или влажных помещениях. Кроме того, в определенных странах и регионах использование устройств снижения напряжения может требоваться по закону.
Кроме того, в определенных странах и регионах использование устройств снижения напряжения может требоваться по закону.
Ф
Фиксация тока
Сварочный ток можно зафиксировать на определенном уровне в процессе понижения, нажав кнопку горелки.
Форма волны переменного тока
Функция, предназначенная для изменения формы волны переменного тока при сварке TIG переменным током. Доступны три варианта: синусоидальная, прямоугольная и оптимальная. Форма волны влияет на форму сварного валика, провар сварного соединения и уровень шума в процессе сварки. Выберите вариант, который лучше всего подходит для конкретной области применения.
Выберите вариант, который лучше всего подходит для конкретной области применения.
Ч
Частота импульсов
Указывает количество импульсов в секунду (Гц).
Частота переменного тока
Функция, предназначенная для изменения частоты переменного тока при сварке TIG переменным током. Этот параметр регулирует количество циклов в секунду. Используется для изменения частоты сварочного тока для обеспечения оптимального соответствия пожеланиям сварщика и области применения.
Объяснение сварщика TIG Lift
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка и ее методы гораздо более сложны и интенсивны, чем кажется большинству не сварщиков, поэтому такие механизмы, как подъемный сварочный аппарат TIG, нуждаются в объяснении. Двумя наиболее распространенными сварочными технологиями и процессами, используемыми на заводах в США, являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). И в процессах MIG, и в процессах TIG используются электрические дуги для производства тепла и, следовательно, соединения металлических материалов и/или объектов. TIG — это более новая форма сварки, и многие до сих пор не знакомы с ней.
Так как же объяснить сварочный аппарат TIG с подъемником? Сварочный аппарат TIG с подъемом — это аппарат, использующий процесс сварки TIG с подъемом дуги. В этом процессе используется нерасходуемый вольфрамовый электрод, который пропускает ток через соединяемые металлы, и запускается легким плавным движением горелки, которая касается вольфрама к металлу, что называется подъемным пуском . Сварка TIG имеет множество преимуществ, а также возможность старта с подъема.
Сварка TIG имеет множество преимуществ, а также возможность старта с подъема.
Процессы дуговой сварки сильно различаются, и успех любого сварочного проекта зависит от выбора правильного метода в дополнение к развитию отличных навыков сварки. Поэтому важно понимать методы сварки и зажигание дуги, такие как сварочный аппарат TIG с подъемным механизмом, в дополнение к его преимуществам и потенциальным ограничениям. Таким образом, сварщики смогут правильно, достаточно и успешно выполнять сварные швы.
Сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод для получения сварного шва. Зона сварки и электрод защищены от окисления и других загрязнений инертным защитным газом, таким как аргон или гелий. Кроме того, в большинстве случаев также используется присадочный металл.
Сварка ВИГ — это процесс ручной сварки, который в основном используется для сварки ответственных соединений или там, где требуются точные небольшие сварные швы . Он также используется для сварки тонких срезов металлов, не являющихся обычной сталью, таких как нержавеющая сталь и алюминиевые, магниевые или медные сплавы. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла.
Вольфрам — твердый, но хрупкий, слегка радиоактивный металл. По сравнению с другими металлами, он имеет ограниченное применение. Однако при сварке TIG вольфрам превращается в неплавящийся электрод. Этот электрод используется для создания сварочной дуги.
Сварка ВИГ требует, чтобы сварщик использовал обе руки: одну для удержания горелки ВИГ, которая создает дугу, а другую для добавления присадочного металла в сварной шов. Этот уникальный процесс сварки затрудняет изучение сварки TIG, но он считается универсальным и высококачественным методом сварки.
Сварка ВИГ имеет много преимуществ, в том числе:
- Улучшенный контроль оператора над сваркой
- Позволяет выполнять более прочные, качественные и точные сварные швы
- Универсальность при сварке альтернативных материалов
Однако сварка ВИГ имеет и недостатки, в том числе:
- Более сложный процесс, чем другие виды сварки
- Сварщику может быть трудно научиться и освоить
- Медленнее, чем большинство других методов сварки
Чаще всего в процессе сварки TIG используется постоянный ток (DC), а при сварке алюминия используется переменный ток (AC).
Как работает сварка TIG
Для сварки TIG требуются три элемента: нагрев, экранирование и присадочный металл.
- Тепло вырабатывается электричеством, проходящим через вольфрамовый электрод, создавая дугу на металле.
- Экранирование производится из баллона со сжатым газом, который поступает в зону сварки для защиты от воздуха.

- Присадочный металл представляет собой проволоку, которую вручную погружают в дугу для плавления.
Сварщик включает подачу газа, часто расположенную через клапан на горелке TIG. Этот поток газа защищает зону сварки от воздуха. Затем сварщик держит горелку над сварным швом достаточно близко, чтобы горелка не касалась металла. Сварщик нажимает на педаль, и вольфрамовый электрод на горелке зажигает дугу.
Как только эта дуга зажглась, два свариваемых куска металла начинают плавиться и образовывать лужу. Затем сварщик погружает сварочную проволоку в дугу, чтобы заполнить стык и создать единый металлический элемент.
Свойства вольфрама позволяют дуге поддерживать температуру до 11 000 градусов по Фаренгейту. Благодаря высокой температуре плавления и хорошей электропроводности вольфрамовый электрод не горит.
Три способа запуска дуги TIG
Существует три основных способа запуска дуги TIG. Дуговая сварка используется для соединения металла с другим металлом с помощью электричества, которое создает достаточно тепла для расплавления металла . Когда расплавленный металл остывает, происходит связывание между собой. Дуговая сварка использует источник питания для создания электрической дуги между металлическим электродом и основным материалом, чтобы расплавить металлы в точке контакта дуги. Дуга TIG запускается тремя способами: царапаньем, подъемом и высокой частотой.
Когда расплавленный металл остывает, происходит связывание между собой. Дуговая сварка использует источник питания для создания электрической дуги между металлическим электродом и основным материалом, чтобы расплавить металлы в точке контакта дуги. Дуга TIG запускается тремя способами: царапаньем, подъемом и высокой частотой.
Запуск с нуля
Запуск с нуля для сварки TIG — это более старый метод зажигания дуги. Это похоже на зажигание спички в том смысле, что оно включает в себя «проведение» расплавленного вольфрама по металлу до тех пор, пока не загорится дуга. Этот запуск работает просто отлично и позволяет почти любому сварщику электродом постоянного тока стать сварщиком TIG без особых усилий.
Однако у старта с нуля для дуг есть некоторые недостатки. Вольфрам становится горячим почти мгновенно, когда зажигается дуга. Кроме того, мелкие кусочки вольфрама часто отрываются и застревают в сварном шве. Это может привести к последующим структурным проблемам и загрязнению материала сварного шва.
В целом, запуск с нуля является эффективным способом начала сварки TIG и обычно используется для обычных сварочных работ. Тем не менее, этот запуск дуги считается довольно рудиментарным, менее чистым и менее чистым, когда речь идет о сварке, чем другие запуски дуги, такие как подъемный и высокочастотный запуски.
Запуск подъема
Запуск подъема часто путают с запуском с нуля, но это совершенно разные вещи. С началом подъема сварщик быстро и легко опускает вольфрамовую вольфрамовую вставку, касаясь металла, а затем быстро поднимает ее, чтобы зажечь дугу. Это действие выглядит как начало с нуля, но вместо этого это более чистый процесс с меньшим контактом с металлом.
Для работы сварочного аппарата TIG с подъемным пуском оператор использует курок или ножную педаль, но между кончиком вольфрамового электрода и металлом не происходит скачка дуги. Вместо этого оператор кладет чашку на металл, нажимает на спусковой крючок или нажимает на педаль. Затем оператор поворачивает горелку вертикально так, чтобы вольфрам касался металла, когда горелка поднимается легким плавным движением.
При запуске подъема напряжение холостого хода (OCV) сварочного аппарата снижается до низкого выходного напряжения, когда устройство обнаруживает непрерывность соединения с заготовкой. Когда вольфрам поднимается и покидает поверхность, устройство увеличивает выходное напряжение. В отличие от пуска с нуля, это приводит к небольшому загрязнению и сохраняет острие на вольфраме. Он не совсем чистый, и вольфрам все еще подвержен загрязнению.
Подъемный пуск является лучшим вариантом для сварки TIG, чем использование царапины для запуска дуги. Особенно это касается стали и нержавеющей стали. Однако это не лучший вариант для алюминия из-за реакции этого металла с вольфрамом.
Высокочастотный пуск
Многие операторы считают использование высокочастотного пуска при сварке ВИГ наиболее популярным и лучшим вариантом благодаря его чистоте и эффективности. Этот запуск генерирует высокочастотную дугу, которая ионизирует воздух и перекрывает зазор между вольфрамовым наконечником и заготовкой. В результате это бесконтактный метод, который почти не вызывает загрязнения, если только вольфрам не заточен слишком сильно или сила тока не слишком высока для запуска.
В результате это бесконтактный метод, который почти не вызывает загрязнения, если только вольфрам не заточен слишком сильно или сила тока не слишком высока для запуска.
Высокочастотный пуск почти единственный выбор для сварки TIG с алюминием, так как нет контакта между вольфрамовым электродом и металлическим алюминием. Тем не менее, в противном случае это не является необходимым для сварки TIG. Тем не менее, это хороший вариант для сварщиков TIG, которые могут позволить себе более дорогое оборудование и хотят иметь новейшие технологии, когда речь идет о запуске дуги.
Lift TIG Welder Разъяснение
Lift Запуск TIG считается положительным моментом в качестве альтернативы запуску с нуля или высокочастотному запуску дуги. Lift start обеспечивает стабильный положительный запуск дуги при сварке с выходом постоянного тока. Есть две основные причины для развития подъемной TIG:
- Высокочастотный ток мешает работе электроники, включая все виды компьютеров и некоторые механизмы.

- Техника начала с нуля, при которой оператор царапает кончик вольфрама на свариваемом изделии, как спичка, ударенная о коробку, создает высокий риск загрязнения сварного шва частицами вольфрама. В этом случае, если приложение было критическим, начало дуги необходимо было бы зашлифовать и приварить заново.
В результате сварочный аппарат TIG с подъемным механизмом устраняет любые проблемы, связанные с высокочастотными пусками. Кроме того, при правильном выполнении подъемный пуск также почти полностью устраняет риск включения вольфрама и, следовательно, загрязнения сварного шва.
Операторы-новички могут поначалу испытывать разочарование при работе с подъемным аппаратом для сварки TIG, прежде всего потому, что они лучше знакомы с техникой пуска с нуля. Для запуска подъемника очень важно, чтобы оператор просто слегка коснулся вольфрамом заготовки, а не царапал ее. Кроме того, вольфрамовый электрод необходимо ненадолго приложить к заготовке, прежде чем оператор поднимет горелку TIG.
Важно отметить, что метод Lift TIG неприемлем для процедур сварки, в которых указан бесконтактный метод зажигания дуги. Это может быть в случае с сосудами под давлением и технологическими трубопроводами или другими сварочными системами, требующими высокочастотного зажигания дуги.
Однако использование высокочастотных компонентов может увеличить стоимость источника питания на сотни долларов. Не все сварщики готовы платить за эту функциональность, которую они могут не использовать. Поэтому большинство производителей сварочного оборудования предлагают только источники питания для сварочных аппаратов TIG с подъемным механизмом или источники питания как с подъемным, так и с высокочастотным запуском дуги TIG.
Преимущества аппарата для сварки TIG с подъемником
Использование аппарата для сварки TIG с подъемником имеет много преимуществ, включая качество сварного шва, возможность использования рядом с компьютерами или электроникой и более низкую стоимость :
- Качество сварного шва: Использование подъемника Сварочный аппарат TIG позволяет получить высокое качество сварного шва за счет чистоты сварного шва и чистоты поверхности.
 Эти сварные швы плотные и тонкие. Другие преимущества этой процедуры включают полное проникновение и чистый процесс. Это особенно эффективно, когда речь идет о сварке труб или других важных и сложных проектах в таких отраслях, как полупроводниковая, фармацевтическая, пищевая, молочная и аэрокосмическая.
Эти сварные швы плотные и тонкие. Другие преимущества этой процедуры включают полное проникновение и чистый процесс. Это особенно эффективно, когда речь идет о сварке труб или других важных и сложных проектах в таких отраслях, как полупроводниковая, фармацевтическая, пищевая, молочная и аэрокосмическая.
- Сварка рядом с компьютерами или электроникой: Многие сварщики TIG используют высокочастотный пуск. Тем не менее, подъемный старт намного эффективнее при выполнении сварочных работ на автомобиле или рядом с компьютерами и электроникой. Это связано с тем, что высокочастотный пуск может негативно повлиять на компьютеры и электронику, даже на сегодняшние автомобильные компьютеры.
- Стоимость: Сварщикам часто рекомендуется приобретать аппараты, которые обеспечивают как высокую частоту, так и подъемный пуск. Это обеспечивает универсальность сварки, которой нет у других аппаратов. Однако есть разница в стоимости. Машина с высокой частотой будет стоить дороже, чем машина с простым стартом.
 Таким образом, аппараты для сварки TIG с лифтом более экономичны, чем высокочастотные аппараты.
Таким образом, аппараты для сварки TIG с лифтом более экономичны, чем высокочастотные аппараты.
Подъемный запуск дуги TIG представляет собой разумный и эффективный компромисс между элементарным процессом запуска дуги с нуля и дорогостоящим процессом запуска дуги с высокой частотой. Несмотря на то, что аппараты для сварки TIG с лифтом имеют некоторые ограничения, когда требуются методы бесконтактного зажигания дуги, в целом метод запуска с лифтом является чистым, доступным и надежным. Его также можно использовать рядом с компьютерным и электронным оборудованием, тогда как высокочастотные запуски могут мешать таким объектам.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теории о сварке и соединении.
Оборудование, необходимое для сварки TIG с подъемником
Для сварки TIG и запуска подъемника требуется несколько элементов оборудования. Это оборудование включает:
- сварочную горелку
- неплавящийся вольфрамовый электрод
- сварочный источник постоянного тока
- 0007 Источник защитного газа
Сварочная горелка
Горелки для сварки TIG могут работать автоматически или вручную. Они похожи по конструкции, но у ручной горелки есть ручка. Кроме того, на некоторых ручных резаках «угол головы» можно изменять по желанию оператора.
Они похожи по конструкции, но у ручной горелки есть ручка. Кроме того, на некоторых ручных резаках «угол головы» можно изменять по желанию оператора.
Эти металлические горелки эффективно передают ток и тепло, а вольфрамовый электрод прочно удерживается в центре горелки. Порты, окружающие электрод, обеспечивают подачу защитного газа. Горелка изготовлена из термостойкого и изолирующего пластика, покрывающего металлические компоненты для защиты сварщика от тепла и электричества.
Электрод
Электрод TIG изготовлен из вольфрама или сплава из-за его самой высокой температуры плавления среди чистых металлов. Из-за этого электрод не расходуется при сварке, хотя может иметь место его выгорание или эрозия.
Блок питания
В сварке TIG используется источник питания постоянного тока, так что ток и тепло остаются относительно постоянными, даже если длина дуги или напряжение меняются. Это особенно важно при ручной сварке TIG, поскольку оператор должен держать горелку и поддерживать стабильность дуги. Источник питания постоянного тока предотвращает перепады температуры, которые могут усложнить сварку.
Источник питания постоянного тока предотвращает перепады температуры, которые могут усложнить сварку.
Источники питания для сварки TIG имеют либо возможность запуска подъемной дуги, либо возможность одновременного запуска подъемной и высокочастотной дуги.
Защитный газ
Защитные газы необходимы при сварке TIG для защиты зоны сварки от атмосферных газов, таких как азот и кислород. Эти газы могут вызывать дефекты плавления и охрупчивать сварочный материал, если они вступают в контакт с электродом, дугой или сварочным металлом. Защитный газ также передает тепло от вольфрамового электрода к металлу и помогает зажигать и поддерживать стабильную дугу.
Состав защитного газа зависит от нескольких факторов, таких как свариваемый материал, конструкция соединения и ожидаемый вид окончательного вида сварного шва.
Ручная сварка ВИГ Области применения и характеристики
Сварка ВИГ применяется во многих областях, включая сборочные и производственные линии, а также ремонт на месте. Представленный и широко используемый в 1940-х годах процесс TIG известен высокими стандартами качества и надежными сварными швами. При этом типе сварки почти не остается сварочного дыма или остатков, особенно если используется лифт или высокочастотный пуск.
Представленный и широко используемый в 1940-х годах процесс TIG известен высокими стандартами качества и надежными сварными швами. При этом типе сварки почти не остается сварочного дыма или остатков, особенно если используется лифт или высокочастотный пуск.
С помощью процедур TIG можно сваривать большинство металлов, включая нержавеющую сталь, титан, магний и медь. Процесс стабилен, обеспечивает превосходное качество, а дефекты сварки, как правило, встречаются редко. Однако в большинстве случаев оборудование для сварки TIG требует более высоких инвестиций, чем другие виды сварки. Кроме того, процесс может занять больше времени, а необходимая энергия для сварки может быть несколько выше. Сварка TIG также может потребовать немного более чистой окружающей среды.
Сварка в любой форме — это высокоразвитый навык. Ручная сварка TIG требует даже больше навыков и опыта, чем другие методы и процессы. Для сварщиков, которые хотят приступить к сварке TIG, важно понимать все аспекты процесса, а также достоинства, недостатки и фундаментальное объяснение таких элементов, как подъемный сварочный аппарат TIG.
Если вы все еще ищете хороший сварочный аппарат начального уровня с функцией Lift TIG, вот моя рекомендация.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Что такое Scratch-Start, Lift-Arc и ВЧ-зажигание?
Дата: 12.01.2018
Академия Weldclass
Что такое зажигание TIG с нуля?
Запуск с нуля — очень простой и рудиментарный процесс, обычно применяемый в недорогих инверторных сварочных аппаратах, которые в основном предназначены для сварки электродом (MMA).
Вольфрамовый электрод для сварки ВИГ поцарапался во время работы, чтобы зажечь дугу, и его необходимо быстро снять с работы, чтобы предотвратить его прилипание, но не поднимать слишком далеко, чтобы избежать гашения дуги. Не очень удобный процесс!
Несмотря на то, что некоторые поставщики оборудования рекламируют свои машины с пуском с нуля как TIG (или сварку с ручкой/TIG), мы в Weldclass считаем, что машины с пуском с нуля не подходят для использования с TIG. Все сварочные аппараты Weldclass «TIG» имеют подъемную дугу или высокочастотное зажигание.
Что такое зажигание Lift-Arc TIG?
С функцией зажигания дуги, чтобы запустить дугу, вольфрамовый электрод прикасается к рабочему месту и поднимается. Пусковой ток очень мал, поэтому вольфрам практически не прилипает к работе, а заостренное острие не повреждается. Затем вольфрам легко снимается с работы. Аппарат определяет, что контакт разорван, и начинает подавать полный сварочный ток.
Подъемная дуга привлекает внимание оператора, поскольку она удобна в использовании и очень управляема. Однако это может стать проблемой для производителей, поскольку электронные процессы должны быть тщательно откалиброваны для достижения хороших результатов. Если пусковой ток не минимизирован, это приведет к чрезмерному прилипанию вольфрама к работе.
В сварочных аппаратах Weldforce от Weldclass сила тока и процессы были тщательно усовершенствованы, чтобы обеспечить оптимальную работу процесса подъемной дуги.
Lift-Arc против Scratch-Start
Важно знать разницу между системой зажигания «Lift-Arc» и системой зажигания «Scratch-Start».
Часто инверторные сварочные аппараты постоянного тока рекламируются как имеющие возможность сварки TIG, когда они предназначены только для «с нуля».
Внимание! Scratch-Start — это , а не , удобный для пользователя процесс: к вольфраму нужно очень быстро прикасаться во время работы, и он может очень легко прилипнуть (что означает, что вольфрамовый электрод необходимо снимать и заново затачивать каждый раз, когда это происходит).
Для сравнения, «Lift-Arc» очень удобен в использовании и очень управляем.
Что такое ВЧ-зажигание TIG?
ВЧ (высокочастотное зажигание) позволяет оператору расположить вольфрамовый электрод рядом с рабочим местом и просто нажать кнопку горелки, чтобы зажечь дугу.
HF обычно используется на профессиональных сварочных аппаратах для сварки TIG с функцией переменного/постоянного тока, таких как Weldclass 201T или 202T. На этих машинах органы управления часто позволяют оператору выбирать между пуском по дуге или высокочастотным пуском.
Другие статьи сварки TIG:
Процесс сварки TIG — на ваши вопросы ответили
, в то время как все уход за ней не принимает на себя никакой ответственности за любые неток. или ссылки и вложения. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Э.&О.Э.
Метки
Сварочные аппаратыВИГ-сварка
КомментарииДата: 20.07.2022
РутгерСпасибо из Голландии!
Дата: 03.12.2022
Джонни ХеджСпасибо это была очень хорошая информация поможет мне в покупке машины
Дата: 14-01-2020
Класс сваркиСпасибо за вопрос, Аюб. Одной из причин включения вольфрама в сварочную ванну является «погружение электрода» (контакт вольфрамового электрода со сварочной ванной).
 Да, ВЧ-старт помогает предотвратить это, так как при ВЧ нет необходимости в контакте электрода с заготовкой/заготовкой.
Да, ВЧ-старт помогает предотвратить это, так как при ВЧ нет необходимости в контакте электрода с заготовкой/заготовкой.Дата: 14-01-2020
айуб абдаллаКак начать хэппинг ВЧ, чтобы избежать включения вольфрама????
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
TIG с зажиганием с нуля и с подъемной дугой
Методы зажигания TIG с зажиганием с нуля и с подъемной дугой кажутся схожими. Но они не похожи друг на друга. Метод подъемной дуги обеспечивает гораздо более чистые сварные швы, которые многие используют для работ профессионального уровня.
В этой статье рассказывается об основных различиях между двумя методами запуска дуги и о том, почему многие предпочитают вариант подъема дуги для процесса TIG. Но, поскольку вещи никогда не бывают черными и белыми, мы также обсудим преимущества и недостатки обоих.
Что такое TIG с нуля?
Запуск с нуля TIG — это метод зажигания дуги, который требует царапания вольфрамовым электродом поверхности металла. Это основной способ зажигания дуги с использованием недорогих сварочных аппаратов TIG или переоборудованных сварочных аппаратов.
Но поцарапать вольфрамовый электрод о металлическую деталь непросто. Поскольку вольфрамовый электрод электрически горячий, его довольно легко приклеить к заготовке. В результате сварной шов загрязняется включениями вольфрама, образуя твердые участки, которые могут привести к трещинам. Если вольфрамовый электрод прилипает, необходимо зашлифовать сварной шов и кончик электрода. Поверьте нам, когда мы говорим, что это не весело.
Поскольку легко создать проблемные вольфрамовые включения, не рекомендуется использовать TIG с началом сварки для критических сварных швов. Сварка любой конструкции, которая может представлять опасность для кого-либо в случае отказа сварного шва, требует более надежного метода зажигания дуги, такого как подъемная TIG или высокочастотный («ВЧ») запуск дуги.
Но пуск с нуля хорошо подходит для сварки углеродистой и нержавеющей стали в таких хобби-проектах, как мебель и изделия из металла. Мы много писали о TIG с нуля в другой нашей статье, где мы также рассмотрели преобразование аппарата для сварки электродом в машину для начала сварки TIG на постоянном токе.
Что такое Lift Arc TIG?
Зажигание подъемной дуги не требует царапания поверхности свариваемого материала, а вольфрамовый электрод выдает слабый ток, чтобы предотвратить прилипание к металлической детали. Итак, метод подъемной дуги работает, касаясь заготовки вольфрамовым наконечником, а затем поднимая электрод вверх.
Обратите внимание, что царапать нельзя, достаточно простого прикосновения. Дуга возникает между вольфрамом и заготовкой, когда вы поднимаете электрод.
Таким образом, существенная разница между подъемной ТИГ и стартом с нуля заключается в том, что при подъемной ТИГ нельзя приклеить вольфрамовый электрод к металлу. Поскольку начальный ток ничтожен и позволяет машине узнать только о том, что вы коснулись металла, она не может расплавить вольфрам или свариваемую деталь. Это означает отсутствие загрязнения вольфрамом, шлифовки и повторной обработки сварных швов.
Чтобы правильно использовать процесс подъема TIG, вы должны сначала коснуться основного металла вольфрамовым наконечником. Затем нажмите кнопку питания на фонарике или нажмите педаль, чтобы активировать тонкую струйку тока. Наконец, медленно немного приподнимите горелку TIG. Как только аппарат обнаружит, что электрическая цепь струйки разорвана, он активирует дугу с большей выходной силой тока, которую вы установили на сварочном аппарате.
Подъемная дуга TIG стала широко доступна, и поддерживающие ее аппараты TIG не так дороги, как раньше. Сварочные аппараты TIG с нуля практически не продаются. Сегодня даже сварщики-любители предпочитают начинать сварку TIG с подъемной дуги.
Связанные : Объяснение процесса сварки TIG
Запуск с нуля и TIG с подъемной дугой
Теперь, когда мы объяснили принципы работы этих двух методов зажигания дуги, давайте сравним их непосредственно.
Несмотря на то, что TIG с подъемом лучше и обычно предпочтительнее, метод запуска с нуля имеет некоторые преимущества в определенных ситуациях.
Преимущества сварки TIG с нуля
Наиболее значительным преимуществом сварки TIG с началом сварки с нуля является то, что она доступна, если у вас уже есть аппарат для сварки электродом. Присоедините горелку TIG с воздушным охлаждением и газовым клапаном к аппарату для ручной сварки, добавьте немного газа, и все готово к работе. Итак, все, что вам нужно приобрести, это горелка TIG и баллон с аргоновым защитным газом.
Итак, все, что вам нужно приобрести, это горелка TIG и баллон с аргоновым защитным газом.
Это простой способ опробовать процесс сварки TIG, не покупая новый сварочный аппарат. Недостатки старта с нуля не должны отпугивать новичков, потому что качество сварки не имеет первостепенного значения для большинства проектов по сварке своими руками.
Если у вас нет сварочного аппарата, вы можете купить его подешевле. Большинство бюджетных сварочных аппаратов с инверторным стержнем хорошо справляются с началом сварки TIG с нуля. Итак, если вы заинтересованы в сварке TIG и не хотите тратить больше денег, недорогой сварочный аппарат в качестве источника питания подойдет как нельзя лучше.
Недостатки пуска с нуля TIG
Основным недостатком пуска с нуля является высокая вероятность загрязнения вольфрамом. Даже если вы не приклеиваете электрод к металлу, царапанья достаточно, чтобы немного вольфрама попало в сварочную ванну.
Но новички часто приклеивают вольфрам к металлу, что раздражает. Повторная заточка заготовки и вольфрамового электрода занимает много времени и увеличивает усилия, необходимые для выполнения работы. Плюс вольфрамовые электроды стоят недешево. Каждый раз, когда вольфрамовый наконечник прилипает и ломается, вы должны заново заточить новый наконечник, что преждевременно сокращает ожидаемый срок службы электрода.
Повторная заточка заготовки и вольфрамового электрода занимает много времени и увеличивает усилия, необходимые для выполнения работы. Плюс вольфрамовые электроды стоят недешево. Каждый раз, когда вольфрамовый наконечник прилипает и ломается, вы должны заново заточить новый наконечник, что преждевременно сокращает ожидаемый срок службы электрода.
Короче говоря, метод запуска с нуля не является чистым процессом, независимо от того, как вы его нарезаете. Сварные швы могут загрязниться, а сварка с началом с нуля требует гораздо больше усилий, чем сварка TIG с подъемом или ВЧ. Но если это все, что у вас есть, он отлично подойдет для домашних работ и простых сварочных работ.
Преимущества сварки Lift Arc TIG
Наиболее заметным преимуществом сварки Lift Arc TIG являются чистые сварные швы. Загрязнение сварного шва вольфрамом случается нечасто, поэтому TIG с подъемной дугой легко проходит рентгеновский контроль. Профессионалы регулярно используют аппараты для запуска TIG с подъемником для выполнения точных и чистых сварных швов TIG в критически важных отраслях, таких как аэрокосмическая промышленность, транспорт, пищевая промышленность и энергетика.
Кроме того, гораздо проще зажечь дугу с помощью сварочного аппарата с поддержкой TIG с подъемным механизмом. Любители или люди, изучающие сварку TIG, находят подъемные дуги намного проще в использовании. Кроме того, вам не нужно беспокоиться о прилипании или эрозии вольфрама, что уменьшает потребность в постоянной переточке соединения и вольфрамового электрода.
Преимущество подъемной дуги, о котором часто забывают, заключается в том, что она может заменить запуск ВЧ TIG при работе с чувствительным оборудованием. Высокочастотная сварка TIG может создавать помехи для станков с ЧПУ, смартфонов, ноутбуков, радиомачт, автомобильной электроники и медицинского оборудования. Итак, Lift TIG — отличное решение, когда вы сталкиваетесь с потенциальными помехами. Однако, хотя это и маловероятно, все же возможно сделать небольшие вольфрамовые включения с помощью подъемной дуги. Таким образом, было бы упущением, если бы мы не упомянули, что инициирование ВЧ дуги по-прежнему является методом номер один, используемым профессиональными сварщиками TIG для ответственных сварных швов.
Недостатки сварки TIG с подъемной дугой
У подъемной дуги нет реальных недостатков по сравнению с сваркой TIG с нуля. Единственным недостатком подъемной дуги является то, что вы должны приобрести сварочный аппарат TIG или многоцелевой аппарат, который его поддерживает. Но сегодня большинство недорогих инверторных сварочных аппаратов постоянного тока (CC) включают подъемную TIG, а не старт с нуля.
Если вы используете старый сварочный аппарат для сварки TIG, вы можете начать с нуля, если хотите сваривать TIG. Таким образом, в этом смысле старты с подъемной дуги находятся в невыгодном положении, поскольку требуют более специализированного оборудования. Но, поскольку вы можете получить сварочный аппарат с поддержкой TIG с подъемником менее чем за 200 долларов, мы не можем жаловаться. Например, YesWelder ARC PRO 165A поддерживает MMA и TIG с подъемной дугой на постоянном токе и стоит меньше, чем продукты на неделю.
Summary Table of Pros and Cons
| Feature | Scratch Start TIG | Lift Arc TIG |
|---|---|---|
| Chance Of Weld Contamination | High | Low |
| Chance Of Tungsten Electrode Contamination | Высокая | Очень низкая |
| Сложность зажигания дуги | Жесткая | Легкая |
| Способ зажигания дуги | Царапание металлической поверхности | Подъемный электрод вверх |
| Применение | DIY, некритические рабочие места | DIY и профессиональные рабочие места |
| Работайте с любым палочкой | ||
. Методы МетодыЧтобы помочь вам визуализировать различия между стартом с нуля и TIG с подъемом, вы можете посмотреть видео на YouTube ниже. В Интернете есть много видео, но это наглядно демонстрирует различия. Кроме того, он сравнивает два метода зажигания дуги с высокочастотным зажиганием, чтобы дать вам полное представление о ваших вариантах зажигания дуги TIG. УпаковкаLift TIG лучше во всех отношениях. Так что, если у вас нет возможности начать с нуля, подумайте о приобретении машины с возможностями подъема TIG. Если вы сварщик-любитель и у вас уже есть аппарат для сварки электродом, вы можете обойтись методом пуска с нуля, особенно если все, что вы хотите сделать, это попробовать сварку TIG, не покупая новый сварочный аппарат. |
