Повреждения коленчатого вала · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
их причины и способы устранения
Каковы наиболее частые причины проломов коленчатого вала? Как нужно правильно монтировать коленчатый вал, чтобы предотвратить повреждения? Пошаговое описание монтажа, а также советы и секреты для обеспечения длительного срока службы коленчатого вала находятся здесь.
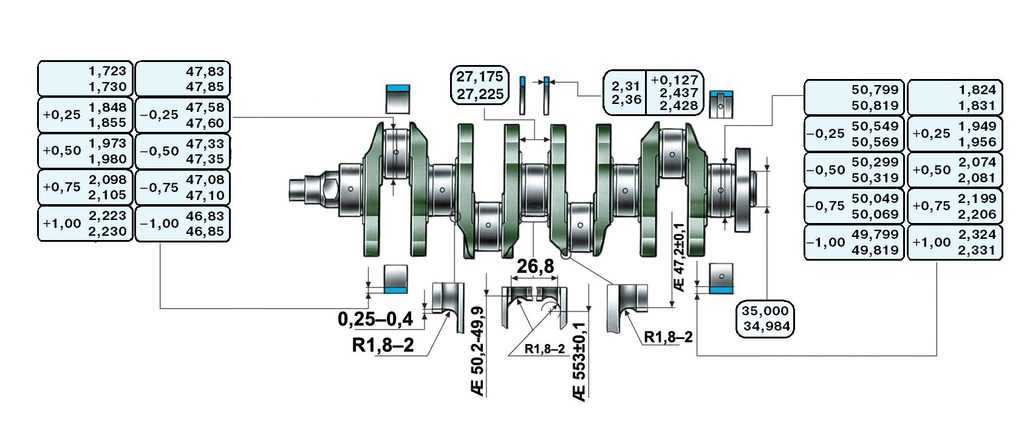
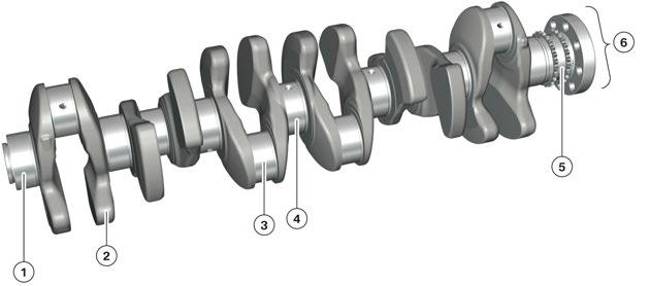
сторона маховика/ отбор мощности| 01 зона твердости | 03 отверстие для смазки | 05 шатунная шейка | 07 противовесы |
| 02 щека кривошипа | 04 ход x 2 | 08 цапфа |
УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА УЖЕ ПРИ МОНТАЖЕ
- Компетентно устраните возможные предыдущие повреждения в области осевой линии коренных подшипников и шатунов.

- Надлежащим образом установите вкладыши подшипников картера и крышки подшипников. При этом следите за проходимостью и чистотой отверстий для смазки, а также за диаметром коренных и шатунных шеек.
- Тщательно очистите сжатым воздухом масляные каналы в картере.
- Обильно смажьте рабочие поверхности вкладышей подшипников высвободившимся маслом.
- Установите крышки коренных подшипников. Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.
- Проверьте свободный ход коленчатого вала. Следует проверить и при необходимости надлежащим образом согласовать осевой зазор коленчатого вала.

ПРИЧИНЫ ПОЛОМОК КОЛЕНЧАТОГО ВАЛА РЕДКО СВЯЗАНЫ С УСТАЛОСТЬЮ МАТЕРИАЛА ПОСЛЕ ДЛИТЕЛЬНОЙ ЭКСПЛУАТАЦИИ
Наиболее частыми причинами поломок коленчатого вала являются:
- Механическая перегрузка коленчатого вала из-за сбоев в процессе сгорания, гидравлических ударов и т.
 п.
п. - Внезапная блокировка двигателя из-за неисправной коробки передач, высвобождения противовесов и т. п.
- Чрезмерные крутильные колебания, например, из-за неисправных амортизаторов, маховиков или сцеплений.
- Ослабление материала после предыдущего повреждения подшипника или из-за расплавления коренных шеек и т. п.
- Недопустимая доработка подшипников коленчатого вала.
- Механические повреждения вала перед монтажом.
ОШИБКИ ПРИ МОНТАЖЕ — САМАЯ ЧАСТАЯ ПРИЧИНА ПОВРЕЖДЕНИЙ КОЛЕНЧАТОГО ВАЛА И ПОДШИПНИКОВ, А ТАКЖЕ ИЗНОСА
- Потеря твердости коренных шеек из-за предыдущих повреждений подшипников или ненадлежащей доработки, например, чрезмерной дошлифовки.
- Использование неподходящих вкладышей подшипников, например, обычных подшипников скольжения с трехслойным вкладышем вместо подшипников скольжения с нанесённым слоем медного сплава на сталь и слоем вакуумной металлизации; неподходящие или отсутствующие отверстия для смазки.
- Несоблюдение предписанного зазора в подшипнике.
 Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы.
Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы. - Нехватка смазочного масла при пуске в ход, так как масляная система не была предварительно заполнена маслом и испытана давлением. После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.
- Не были заменены масляный радиатор, моторное масло и масляный фильтр.
- Диаметры расточенных отверстий подшипников коленчатого вала в картере не были проверены или, соответственно, восстановлены после предыдущего повреждения.
- Коренные подшипники/крышки шатунных подшипников были перепутаны между собой или неправильно установлены.
- Были применены неверные моменты затяжки и/или старые болты крышки подшипника.
- При первом пуске двигателя в ход не были учтены данные изготовителя.
СОВЕТЫ И РЕКОМЕНДАЦИИ ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА
- Достаточное количество масла в двигателе (согласно спецификации изготовителя).
- Использовать масло надлежащей спецификации, не заполнять загрязненное или отработанное масло.
- Избегать загрязнения моторного масла охлаждающим средством или топливом.
- Избегать связанных с циркуляцией масла ошибок, приводящих к проблемам с давлением масла (например, неисправный масляный насос, неисправный масляной редукционный клапан, поврежденные жиклёры или корпус масляного фильтра, засоренные трубопроводы и каналы и т. п.).
- Не допускать слишком высокой температуры моторного масла, чтобы не нарушалась маслянистая пленка.
Группы продуктов на ms-motorservice.com
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.

- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.

- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
Коленчатый вал: как будем ремонтировать? ч. 2 / Ремонт двигателей
В предыдущей статье мы рассмотрели подготовительный этап работы, предшествующий шлифовке коленчатого вала. Он включает в себя проверку шлифовального станка и вала. Только после этих операций можно приступить к шлифовке.
На первый взгляд может показаться, что шлифовка коленчатого вала больших трудностей не представляет — был бы только станок. К сожалению, такого, мягко говоря, упрощенного взгляда придерживаются не только механики-мотористы, но некоторая часть шлифовщиков. И ведет это к ошибкам при ремонте, а то и просто к преднамеренной халтуре. В результате чего и появляются неизвестно где, кем и как отремонтированные коленвалы и двигатели, которые «не ходят».
Между тем шлифовка коленвала — процесс тонкий, требует аккуратности, опыта и знания не только технологии обработки, но и условий работы вала в моторе, а также умения «чувствовать» металл. В общем, работа мастера, шлифующего иной «сложный» коленчатый вал, — не только ремесло, но и искусство. И уж никак не рутинный поточный процесс, когда о качестве должен думать кто-то другой и лишь в самую последнюю очередь, когда заказчик предъявляет претензии.
С чего все-таки начнем?
Шлифовать коленчатый вал начнем…нет, сначала думать надо. Потому как первый вопрос возникает сам собой: какие шейки шлифовать в первую очередь — шатунные или коренные?
Быть может, кому-то покажется странным, но этот вопрос имеет принципиальное значение. Дело в том, что слабое место любого коленчатого вала — это шатунные шейки, включая галтели («переходы» от шейки к щекам-противовесам). Так вот, после шлифования шатунных шеек внутренние напряжения в их поверхностном слое могут резко изменять свое значение. А это, очевидно, явится причиной деформации всего вала. И если коренные шейки «сделаны» раньше шатунных, то вал в той или иной степени «поведет» — ось коренных шеек изогнется, а сами шейки получат взаимное биение, причем далеко не всегда деформация и биение будут малыми.
А это, очевидно, явится причиной деформации всего вала. И если коренные шейки «сделаны» раньше шатунных, то вал в той или иной степени «поведет» — ось коренных шеек изогнется, а сами шейки получат взаимное биение, причем далеко не всегда деформация и биение будут малыми.
Наиболее подвержены деформации «нежесткие» валы — с шатунными шейками малого диаметра, не имеющие «полных» (с двух сторон шатунной шейки) противовесов. Такие валы установлены в ряде двигателей Volvo, Chrysler, Mercedes, Lincoln, а также многих японских фирм. Попытки шлифовать такие валы «наоборот» (сначала коренные, затем — шатунные шейки) часто заканчиваются неудачей — не только повышенным биением, но и эллипсностью шеек.
Однако не всегда начинать шлифовать вал надо с шатунных шеек. При шлифовке шатунных шеек вал устанавливается в патронах станка. Но если поверхности вала, зажимаемые кулачками, некондиционные (к примеру, хвостовик вала восстановлен наваркой металла), то вначале потребуется шлифовка этих поверхностей, и лишь затем — шатунных шеек. В противном случае будет «потеряна» база, от которой шлифуют шатунные шейки, и они окажутся непараллельны коренным.
В противном случае будет «потеряна» база, от которой шлифуют шатунные шейки, и они окажутся непараллельны коренным.
Еще одна проблема, которую нередко упускают из виду, а чаще просто игнорируют некоторые шлифовщики, — это радиус галтелей шеек. На практике известно немало случаев, когда коленчатые валы с подрезанными галтелями ломались в результате значительного снижения прочности (концентрации напряжений в подрезанных галтелях).
Исключить подрез можно, если «заправить» на краях шлифловального круга радиусы, соответствующие радиусам галтелей. Такая операция необходима для тех валов, у которых на краях шеек нет канавок для выхода шлифовального круга. Но и там, где такие канавки есть, аккуратность тоже не помешает.
Анализ излома разрушенных коленчатых валов показывает, что трещина обычно начинает развиваться от места перехода шлифованной поверхности к не тронутой шлифовальным кругом. А такое место обычно и приходится на галтель, приобретающую после неквалифицированного ремонта вала неправильную форму. Особенно опасна недооценка получающейся при ремонте формы галтелей для коленчатых валов современных высокофорсированных двигателей.
Особенно опасна недооценка получающейся при ремонте формы галтелей для коленчатых валов современных высокофорсированных двигателей.
Осторожно, шатунные шейки!
Если подготовка к работе завершена, можно приступать к шлифованию шатунных шеек. Для этого вал устанавливается в патроны станка так, чтобы его ось вращения проходила через одну из шатунных шеек.
Но шлифовать пока все равно рано. Посмотрите: смещенный вал, вращаясь вокруг оси одной из шатунных шеек, явно несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого вала и элементов станка, в результате чего качество шлифовки резко снизится — исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек.
Исключить или, по крайней мере, значительно уменьшить дисбаланс вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы вала и радиуса кривошипа.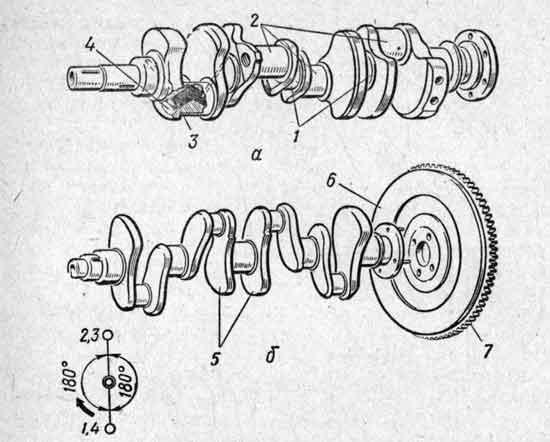
Все? Еще нет. Теперь надо точно выверить положение вала, чтобы ось его вращения совпала с осью обрабатываемой шейки. Это нетрудно сделать с помощью стойки с индикатором. Правда, только для малоизношенных шеек — в случае сильного задира шейка приобретает неправильную форму, и точная установка вала может потребовать заметно большего времени.
После такой выверки многие шлифовщики и начинают собственно шлифовку шейки. И — пропускают один весьма важный момент. Дело в том, что большинство коленчатых валов (к примеру, 4-х и 6-цилиндровых двигателей) имеют «парные» шатунные шейки, лежащие на одной оси. Если при шлифовке учесть и это условие, то выверка вала на предмет совпадения осей парных шеек в станке сильно усложнится. Но вполне оправдает себя — после шлифовки будет достигнуто наивысшее качество ремонта.
Добиваться совпадения осей «парных» шеек целесообразно не только из чисто геометрических соображений: совпадение осей — это и одинаковый угол опережения зажигания, и такой же ход поршня во всех цилиндрах.
Однако на практике обеспечить это условие удается далеко не всегда — некоторые валы после длительной эксплуатации оказываются «скрученными», т.е. их шатунные шейки получают слишком большое угловое смещение и уже не «попадают» в одну ось даже при шлифовке через ремонтный размер. Отметим, что ошибка при наладке станка, при которой патроны получаются несоосны, тоже не позволит шлифовать «парные» шейки в одной оси.
Итак, только теперь можем начинать шлифовку. Включаем вращение вала, подачу СОЖ (смазывающе-охлаждающей жидкости), подводим шлифовальный круг до касания шейки. Далее следует сделать подачу в пределах 0,05 мм «на врезание», короткую остановку и снова подачу. И так до заданного размера шейки, разумеется, с промежуточным контролем получающегося размера.
«Нежесткие» валы требуют при шлифовке еще более осторожного обращения. К примеру, подачу на врезание следует ограничить величиной 0,03 мм, а перерыв между подачами увеличить (сделать так называемое «выхаживание») — в противном случае шейка окажется с недопустимой эллипсностью (более 0,01 мм).
В общем случае ширина шлифовального круга всегда меньше ширины шейки. Чтобы обеспечить обработку шейки по всей ширине, ее надо, как говорят шлифовщики, «разогнать», т.е. подать круг по оси шейки до легкого касания щек. Эта операция должна выполняться с максимальной осторожностью — при врезании в щеки (противовесы) вал начинает вибрировать, что может привести к появлению глубокой «огранки» на поверхности шейки. Для «нежестких» валов это критично, поскольку появившуюся огранку практически не удается исправить, даже имея припуск в 0,1 мм.
А теперь — коренные!
Главный вопрос, который необходимо решить перед шлифовкой коренных шеек, — каким способом закреплять (устанавливать) вал в станке.
Многолетняя практика шлифования коленчатых валов большого числа различных двигателей позволяет указать оптимальный способ установки вала. Но прежде рассмотрим варианты.
Некоторые шлифовщики зажимают вал в патронах точно так же, как и при шлифовке шатунных шеек, только патроны сводят к оси вращения планшайб станка. Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или 1-й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом.
Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или 1-й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом.
В действительности есть ряд причин, по которым так устанавливать вал нельзя. Главное, что в первую очередь характерно для «нежестких» валов — это деформация вала при сжатии его в кулачках патронов.
Еще один неприятный момент — планшайбы при смещении патронов к центру невозможно сбалансировать. А тогда вал и элементы станка при вращении будут деформироваться, в результате чего коренные шейки окажутся некруглыми. И, наконец, зажимая вал за хвостовик и поверхность заднего сальника, очень трудно контролировать биение этих поверхностей (коренные шейки могут иметь свое биение, если когда-то вал был неправильно отремонтирован).
Правда, описанный способ проще: он не требует демонтажа планшайб с патронами (это не слишком приятная и легкая процедура), но такое «слабое» его преимущество меркнет перед серьезными недостатками.
Редко, но встречается и такой способ установки: хвостовик — в центр передней бабки станка, а поверхность заднего сальника — в патрон. Или, наоборот, центр ставят в заднюю бабку. Но суть от этого не меняется, поскольку все недостатки останутся, ну, может быть, их негативное влияние на качество шлифовки будет чуть меньше.
Свободен от указанных недостатков только один способ — установка вала в центрах. При этом задний центр должен обязательно быть неподвижен (он фиксируется с помощью стопора), иначе из-за проскальзывания в центровой фаске вал будет вращаться неравномерно, и шейки после шлифовки опять получатся некруглыми.
Шлифовка в центрах, очевидно, предполагает, что планшайбы с патронами необходимо заменять на центры. Поскольку это требует времени, во многих мастерских для ремонта коленчатых валов используют два станка — один только для шатунных шеек (с планшайбами и патронами), другой — только для коренных (с центрами). Тем самым экономится время.
Очень важно, чтобы усилие сжатия вала центрами было минимальным, в противном случае вал в станке деформируется. Если затем коренные шейки прошлифовать, то после снятия со станка вал разогнется и сразу окажется кривым.
Если затем коренные шейки прошлифовать, то после снятия со станка вал разогнется и сразу окажется кривым.
Разумеется, при установке вала в центрах необходимо контролировать биение различных поверхностей (хвостовик, шейки, задний сальник). Повышенное биение может свидетельствовать не только о необходимости правки центровых фасок, но и о повреждении или износе посадочной поверхности центров в станке.
Отметим также, что для задней части вала нередко приходится использовать различные центры, в том числе укороченные, причем перед установкой вала в станок требуется выпрессовывать подшипник опоры первичного вала КПП, чтобы он не мешал центру (для этого применяются специальные цанги с обратным молотком). Кроме того, очень важна правильная геометрия центровых фасок вала — попытки некоторых шлифовщиков поправить фаски вручную с помощью шабера (такое встречается) обычно дают повышенную эллипсность коренных шеек.
Сама шлифовка коренных шеек выполняется аналогично шатунным. Начинают обычно с шеек, имеющих максимальный износ (средняя или первая), чтобы сразу определить, в какой ремонтный размер выйдут коренные шейки. При этом не следует забывать про торцевые поверхности упорного подшипника — у некоторых двигателей с фланцевым коренным вкладышем ремонтное уменьшение коренных шеек сопровождается одновременным увеличением ширины между фланцами, что требует расшлифовки соответствующих поверхностей на валу.
При этом не следует забывать про торцевые поверхности упорного подшипника — у некоторых двигателей с фланцевым коренным вкладышем ремонтное уменьшение коренных шеек сопровождается одновременным увеличением ширины между фланцами, что требует расшлифовки соответствующих поверхностей на валу.
В заключительной стадии работы неплохо чуть тронуть поверхность переднего и заднего сальников — это повысит надежность уплотнений вала. И, конечно же, необходимо тщательно проконтролировать всю геометрию вала — без выходного контроля работа не может считаться законченной.
Только шлифовка?
Если правильно и аккуратно выполнить все операции по шлифовке коленчатого вала, то реально добиться 0,003 мм эллипсности, конусности и взаимного биения шеек, что будет даже лучше, чем у нового вала. Однако блестящие «свежешлифованные» поверхности шеек не должны вводить в заблуждение грамотного механика-моториста — микропрофиль шлифованной поверхности вала весьма далек от идеала. Дело в том, что острые выступы микронеровностей способны некоторое время в начальный период эксплуатации двигателя изнашивать вкладыши, одновременно загрязняя систему смазки продуктами износа (масло будет быстро приобретать характерный серый цвет). Кроме того, что не менее неприятно, острые, с микрозаусенцами, края смазочных отверстий необратимо повреждают вкладыши, оставляя на них характерные борозды. Да и галтели с недопустимо грубой после шлифовки поверхностью — верный путь к усталостному разрушению вала.
Кроме того, что не менее неприятно, острые, с микрозаусенцами, края смазочных отверстий необратимо повреждают вкладыши, оставляя на них характерные борозды. Да и галтели с недопустимо грубой после шлифовки поверхностью — верный путь к усталостному разрушению вала.
Устранить микронеровности и загладить острые края смазочных отверстий нетрудно — необходима доводка шеек вала после шлифовки.
Существует два основных способа доводки шеек — суперфинишная обработка и полировка. Первый способ дает более качественную поверхность, но сложен, требует специального оборудования и чаще применяется в массовом производстве.
В ремонте доступнее и проще полировка. Ее делают вручную в несколько переходов — вначале с помощью мелкозернистой наждачной бумаги, вставляемой в специальные клещи-захваты, затем — абразивной пастой. При съеме не более 0,001 мм полировка позволяет практически полностью убрать микронеровности. Что, кстати, нетрудно проверить — достаточно провести по шейке медным предметом до и после полировки: в последнем случае на шейке не остается следа, даже если она выглядит не такой блестящей и красивой.
И еще…
Иногда шейки вала «не проходят» в ближайший ремонтный размер — слишком велик их износ. В результате приходится значительно — до 0,75-1,0 мм (зависит от наличия соответствующих ремонтных вкладышей) занижать размер шейки.
Несмотря на опасения некоторых механиков о якобы срезаемом «твердом слое» и низком ресурсе отремонтированного вала, никаких неприятностей не наблюдаeтся. С одной стороны, валы после стандартной закалки токами высокой частоты (ТВЧ) имеют глубину упрочненного слоя до 1,0 мм. С другой — практика показала, что для надежной и долговечной работы вала более важна его геометрия и геометрия сопряженных деталей. А это зависит от квалификации механика-моториста, от точности шлифовального станка, на котором ремонтировали вал, но главное — от опыта и умения специалиста-шлифовщика, без которого рассчитывать на успешный ремонт коленчатого вала по меньшей мере наивно.
Как «неофициальное» использование шейных цепей в Западной Австралии для коренных жителей продолжалось 80 лет | Коренные австралийцы
В 1958 году на аборигенах Западной Австралии все еще использовались шейные цепи. Свидетели в Холлс-Крик в Кимберли сообщили, что видели заключенных-аборигенов, прикованных цепями к посту на веранде полицейского участка в течение нескольких недель.
Свидетели в Холлс-Крик в Кимберли сообщили, что видели заключенных-аборигенов, прикованных цепями к посту на веранде полицейского участка в течение нескольких недель.
Для конной полиции было обычной и систематической, хотя и в значительной степени неформальной, практикой захват и задержание аборигенов, включая женщин и детей, и изгнание их из пастырских постов. Их присутствие угрожало расширению животноводческой отрасли. В пиковые периоды, с 1880-х по 19 в.40-х годов сотни аборигенов были скованы цепями за предполагаемую кражу скота и бежали из своей страны, некоторые на расстояние до 400 км. Каждая часть шеи весила 2,4 кг. Иногда их приковывали к кольцу в полу.
Шейные цепи обычно застегивались навесными замками Yale или Hiatt. Но до 1905 года шейные цепи заключенных из Уиндема были застегнуты «железными разрезными звеньями», которые было трудно снять. Ссылки не были делом полиции, а были куплены в частном порядке у торговца скобяными изделиями в Перте. Вскрыть их можно было только, согласно милицейским протоколам, «молотком и долотом с головой заключенного на кузнечной наковальне». Процесс может занять до 10 минут.
Процесс может занять до 10 минут.
Причина использования шейных цепей была проста: финансовая целесообразность. В таких огромных районах Западной Австралии — крупнейшей полицейской юрисдикции в мире — было так мало полиции, а ранние тюрьмы были настолько ветхими, что заключенным часто удавалось бежать. Практика заключения в цепи периодически подвергалась критике, когда дела выходили на свет.
Местные жители Кимберли жаловались, что жители города Перт в 3500 км от него понятия не имеют, в каких условиях они работают. Цепи на шее считались «наиболее эффективным и гуманным» способом сдерживания заключенных, поскольку они «оставляли их руки свободными». Полицейские власти поддержали их использование, а влиятельные скотоводы одобрили их использование, чтобы увести аборигенов с их животноводческих ферм.
Однако в 1905 году печально известная королевская комиссия доктора Уолтера Рота по состоянию туземцев подвергла Западную Америку всемирной критике за жестокое обращение с аборигенами. В то время как правила полиции разрешали носить цепи на лодыжках в тюрьме, таких правил в отношении цепей на шее не было. Они оставались у заключенных на время отбывания наказания, несмотря на отсутствие юридических полномочий, разрешающих эту практику. Это было, как сказал Роту один высокопоставленный правительственный свидетель, «неофициально принятой практикой последних 30 лет».
В то время как правила полиции разрешали носить цепи на лодыжках в тюрьме, таких правил в отношении цепей на шее не было. Они оставались у заключенных на время отбывания наказания, несмотря на отсутствие юридических полномочий, разрешающих эту практику. Это было, как сказал Роту один высокопоставленный правительственный свидетель, «неофициально принятой практикой последних 30 лет».
После доклада Рота цепи на шею были запрещены. Когда общественный фурор улегся, целесообразность возобладала, и они были восстановлены – всего через год, в 1906 году.
Но не только аборигены на пастушеских постах были прикованы к шее. В 1880-х годах мужчины и женщины вокруг Брума, которых похитили, поработили или «загнали в рабство» и заставили нырять за жемчужными раковинами, также были закованы в цепи. В 1930-х годах люди в районе Уиндема, подозреваемые в заболевании проказой (болезнь Хансена), были прикованы цепями и прошли 500 км, чтобы попасть в тюрьму в Бунгаруне, лепрозории Дерби.
Система карательного контроля над аборигенами укоренилась и проявилась в других эпизодах 1953 и 1954 годов. Эти отчеты взяты из Государственного архива штата Вашингтон.
Эти отчеты взяты из Государственного архива штата Вашингтон.
В мае 1953 года на государственной пасторской станции Мула Булла, в которой находилась школа для детей аборигенов, 11-летний мальчик сообщил, что школьный учитель Роберт Джонсон сказал детям, что они «слишком много играют», поэтому Джонсон наденьте их на шейные цепи в положении стоя. Они оставались включенными в течение нескольких часов, пока один из отцов детей не пришел, «взбесился» и не потребовал их удаления. Свидетель показал, что это был не единичный случай: он видел еще трех мальчиков, одному девяти лет, а двум другим всего шесть, также скованных цепями на шее. Впоследствии Джонсон был уволен.
Смысл этого варварского наказания был ясен: провинишься и ты, как и твои родители, бабушки и дедушки, окажешься на цепи. Цепи на шею были отменены в конце 1958 года после национального и международного осуждения, особенно со стороны духовенства и профсоюзов, а также появления полицейских фургонов с замками. Но для маленьких детей в Moola Bulla это произошло недостаточно быстро.
Доктор Крис Оуэн из Университета Западной Австралии был исследователем мест массовых убийств в Вашингтоне от имени Проекта карты резни на колониальной границе Университета Ньюкасла и является автором книги «Сын каждой матери виновен: охрана Кимберлийской границы Западной Австралия 1882-1919 гг.05
«Времена убийств» основаны на данных проекта цифровой карты резни на колониальной границе под руководством профессора Линдалла Райана из Центра гуманитарных наук 21-го века Университета Ньюкасла
Почему каянские женщины с длинной шеей носят кольца? – Фонд Синчи
Перейти к содержимому
Опубликовано от Inge van Schooneveld
В горах Северного Таиланда, прямо на границе с Мьянмой, живет племя народа каренни по имени Каян Лахви. Каяны стали хорошо известны поразительной внешностью своих женщин, которые носят кольца или кольца на шее, из-за чего кажется, что шея вытянута, а голова парит над золотым пьедесталом. Настоящим отдаем дань вековой традиции. Тем не менее, есть некоторые предположения относительно того, что заставило женщин начать носить кольца и какова цель их ношения до сих пор. На вопрос даже у самих каянских женщин нет прямого ответа.
Настоящим отдаем дань вековой традиции. Тем не менее, есть некоторые предположения относительно того, что заставило женщин начать носить кольца и какова цель их ношения до сих пор. На вопрос даже у самих каянских женщин нет прямого ответа.
Одни говорят, что кольца защищают от нападений тигров, часто направленных прямо в шею, другие предполагают, что они будут препятствовать похищению женщин соперничающими племенами, уменьшая их красоту. Скорее всего, наоборот, чистая красота и гордость делают акцент на женских шеях, придавая Кайану божественную грацию. Как бы то ни было, многие туристы каждый год приезжают в свои деревни на севере Таиланда, чтобы увидеть так называемых «женщин-жирафов», чтобы созерцать эту завораживающую эстетику. Таким образом, эта традиция является отличным источником дохода для местных органов власти и возможностью для женщин продавать свои ремесленные изделия посетителям. Но многим каянским мужчинам и женщинам не разрешается покидать эти искусственные деревни или территорию без тайского удостоверения личности, и, поскольку они являются бирманскими беженцами, они не могут подать заявление на его получение, чтобы построить будущее в другом месте. Без законного гражданства они даже имеют ограниченный доступ к воде, электричеству, инфраструктуре, здравоохранению и образованию. Местные школы не предлагают образование выше 6-го класса, а без удостоверения личности каянцы не имеют права на медицинскую страховку, а это означает, что посещение больницы не по карману за небольшую заработную плату, которую они получают, продавая туристам изделия ручной работы.
Без законного гражданства они даже имеют ограниченный доступ к воде, электричеству, инфраструктуре, здравоохранению и образованию. Местные школы не предлагают образование выше 6-го класса, а без удостоверения личности каянцы не имеют права на медицинскую страховку, а это означает, что посещение больницы не по карману за небольшую заработную плату, которую они получают, продавая туристам изделия ручной работы.
Два десятилетия назад обострившаяся гражданская война между каренни и бирманским правительством заставила народ каяна бежать из Мьянмы в северные холмы Таиланда. Правительство Таиланда предоставило им доступ как экономическим мигрантам, а не беженцам. Их поместили в охраняемые деревни, где с тех пор они выставляются на обозрение для туристов и местных органов власти, чтобы заработать деньги. По оценкам, 40 000 туристов в год платят от 8 до 16 долларов, чтобы остановиться у этих горных племен, чтобы посмотреть на необычную внешность женщин и сфотографироваться. К сожалению, вступительный взнос редко распределяется между сельскими жителями напрямую.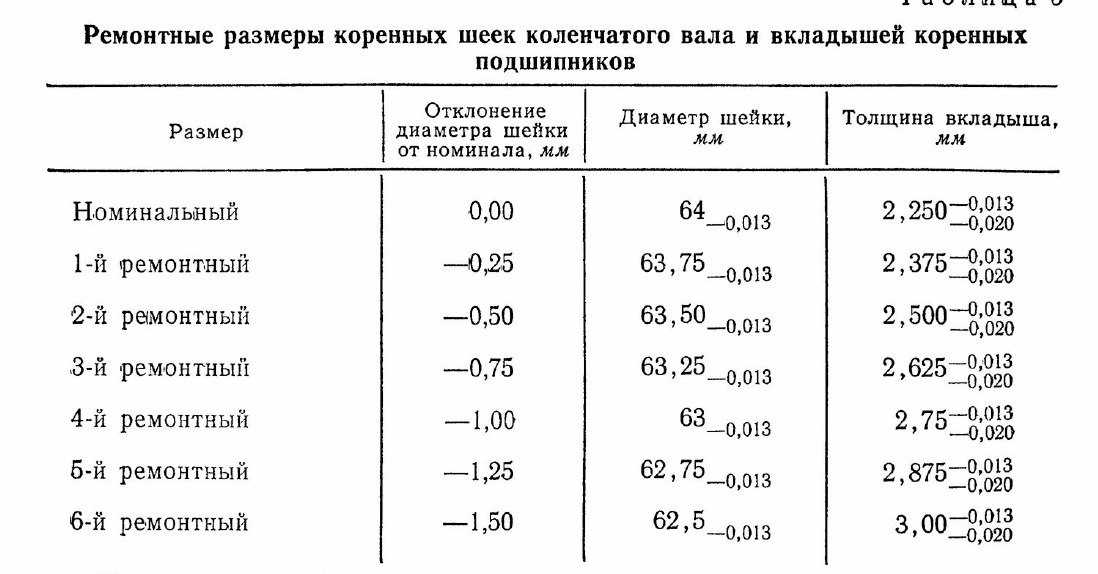 Вместо этого женщины с кольцами на шее продают безделушки, поделки и фото-возможности, по сути, работая в сувенирном магазине с проживанием. Жители получают пособие на еду и туалетные принадлежности и прибыль от продажи изделий ручной работы, а женщины, носящие латунные кольца, получают дополнительную зарплату. Владельцы деревень снижают заработную плату, если женщины обсуждают свое положение с приезжими или используют что-то современное, например, мобильные телефоны или компьютеры.
Вместо этого женщины с кольцами на шее продают безделушки, поделки и фото-возможности, по сути, работая в сувенирном магазине с проживанием. Жители получают пособие на еду и туалетные принадлежности и прибыль от продажи изделий ручной работы, а женщины, носящие латунные кольца, получают дополнительную зарплату. Владельцы деревень снижают заработную плату, если женщины обсуждают свое положение с приезжими или используют что-то современное, например, мобильные телефоны или компьютеры.
В короткометражном документальном фильме «Безмолвные надежды» некоторых женщин из деревни Каян Хуай Фу Кенг спрашивают об их обычаях. Несмотря на то, что молодое поколение все еще стремится начать носить кольца в возрасте 5 лет, кажется, что катушки не имеют прямого культурного значения, кроме эстетического принципа. Конечно, это само по себе может быть причиной для поддержания такой традиции, но границы становятся все более и более размытыми, пока эти женщины держат в живых сувенирных лавках, где традиции используются как средство привлечения капитала для вне власти.