
Контактная сварка своими руками из инвертора: инструкция
Время чтения: 9 минут
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Содержание
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится. Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Читайте также: Как сделать сварочные клещи?
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Как вам статья?
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Его вполне возможно реализовать на практике собственными силами.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.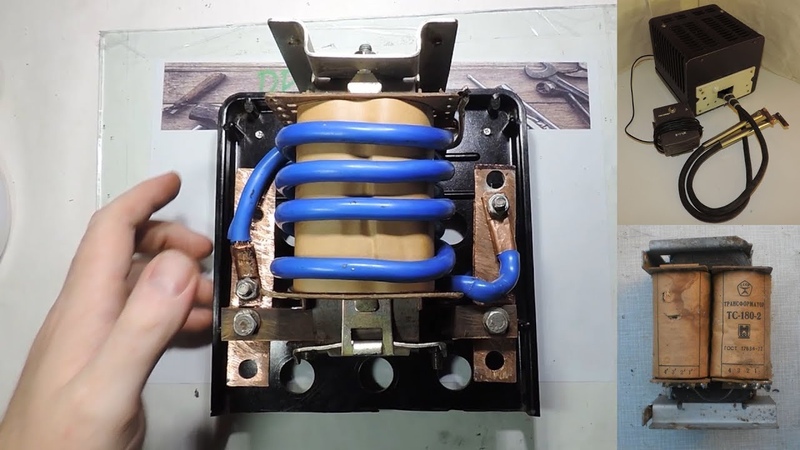
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания.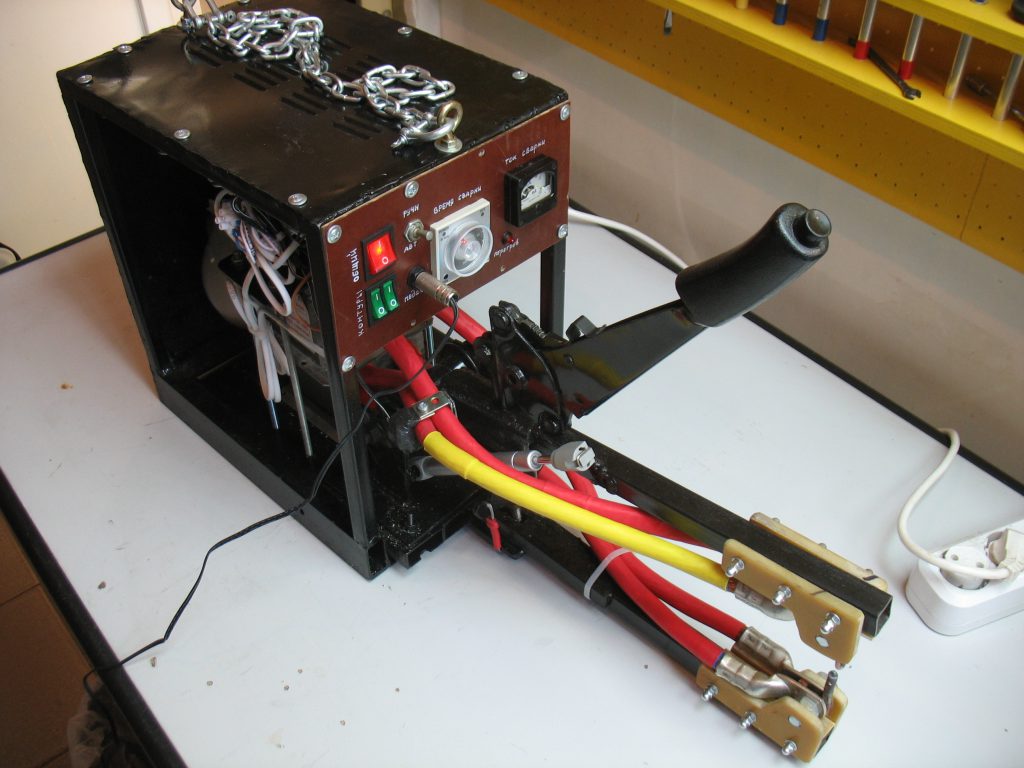 От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.

- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
Видео: как выбрать сварочный инвертор
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм.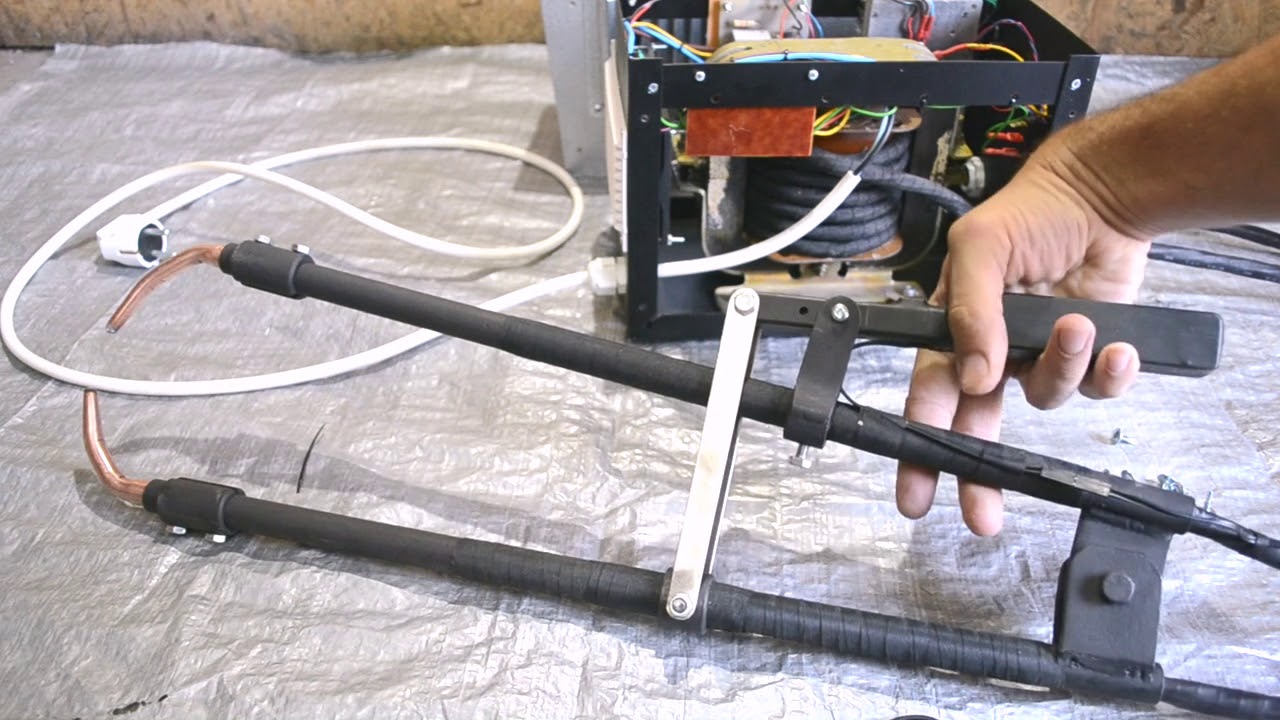 Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
5 видов контактной сварки
28 февраля 2023 г. 28 февраля 2023 г. | 9:42 утра
Сварка сопротивлением — это процесс, в котором используется тепло, выделяемое электрическим сопротивлением, для соединения нескольких металлических деталей. Это эффективный способ создания прочных и долговечных сварных швов из широкого спектра металлов и сплавов, что делает его одним из самых популярных методов изготовления металлов. Но прежде чем вы сможете реализовать этот процесс, важно ознакомиться с различными доступными типами контактной сварки. Давайте рассмотрим некоторые из наиболее часто используемых сортов.
Давайте рассмотрим некоторые из наиболее часто используемых сортов.
Различные виды контактной сварки
Точечная сварка
Точечная сварка, пожалуй, самый известный вид контактной сварки. В этом процессе два металлических куска помещаются между двумя электродами, пропуская через них ток. Это вызывает сопротивление между двумя металлами, выделяя достаточно тепла, чтобы соединить их. Точечная сварка часто используется для тонких листов металла, поскольку она требует меньше энергии и создает меньшие точки сварки, чем другие формы контактной сварки.
Сварка с выступом
Сварка с выступом аналогична точечной сварке, но включает размещение выступов на одной или обеих частях, которые необходимо соединить вместе. Затем эти выступы нагреваются за счет пропускания через них электрического тока, создавая связь между двумя частями, не вызывая искажения или деформации их формы. Выступающая сварка идеальна для соединения сложных деталей, так как позволяет получить прочные сварные швы даже в ограниченном пространстве и труднодоступных местах.
Шовная сварка
Сварка швом включает соединение двух металлических деталей вдоль их краев с помощью электрической дуги, которая создает достаточно тепла, чтобы сплавить их в один непрерывный кусок. Этот тип сварки часто используется для цилиндрических изделий, таких как трубы, из-за его способности создавать прочные, но гибкие соединения между двумя металлами с минимальным искажением или деформацией их формы. Сварные швы также идеально подходят для создания водонепроницаемых уплотнений, что делает их полезными для таких применений, как сантехника и системы кондиционирования воздуха, где необходимы водонепроницаемые соединения.
Сварка оплавлением
Сварка оплавлением — это процесс, который используется во многих отраслях промышленности для получения высококачественных сварных швов. Эта уникальная форма сварки использует электричество для быстрого нагрева двух кусков металла, которые затем быстро прижимаются друг к другу для создания прочного соединения. Сварка оплавлением отличается от других видов сварки тем, что для нее не требуется присадочный материал — связь между металлами создается за счет высокой температуры и давления. Мобильные сварщики часто используют сварку оплавлением из-за ее скорости и эффективных методов, что делает ее идеальным вариантом в ситуациях, когда время имеет решающее значение. Кроме того, эта экономичная форма сварки обеспечивает более прочное и быстрое соединение, чем традиционные методы, что делает ее ценной для проектов, требующих высокого уровня точности. Сварка оплавлением продолжает зарекомендовать себя как бесценный инструмент во многих отраслях промышленности.
Сварка оплавлением отличается от других видов сварки тем, что для нее не требуется присадочный материал — связь между металлами создается за счет высокой температуры и давления. Мобильные сварщики часто используют сварку оплавлением из-за ее скорости и эффективных методов, что делает ее идеальным вариантом в ситуациях, когда время имеет решающее значение. Кроме того, эта экономичная форма сварки обеспечивает более прочное и быстрое соединение, чем традиционные методы, что делает ее ценной для проектов, требующих высокого уровня точности. Сварка оплавлением продолжает зарекомендовать себя как бесценный инструмент во многих отраслях промышленности.
Сварка с осадкой
Сварка с осадкой используется для сварки деталей, когда к сплавляемым металлам прикладывается давление. Это отличный выбор для приложений, где требуется точная подгонка, а также необходимо достичь большей прочности и стабильности двух кусков металла. Он работает, нагревая соединяемые поверхности обеих частей, а затем оказывая давление. Это давление вызывает эффект сдвига, позволяя формировать одно на другом для прочной связи. Сварка с осадкой часто используется в проектах, требующих прочности, ударопрочности и точности, таких как трансмиссия здания, компоненты рамы или детали двигателя. Его точность делает его идеальным вариантом для структурных, строительных или инженерных проектов, где важна надежность.
Это давление вызывает эффект сдвига, позволяя формировать одно на другом для прочной связи. Сварка с осадкой часто используется в проектах, требующих прочности, ударопрочности и точности, таких как трансмиссия здания, компоненты рамы или детали двигателя. Его точность делает его идеальным вариантом для структурных, строительных или инженерных проектов, где важна надежность.
Заключение:
Как видите, существует множество различных типов контактной сварки, которые можно использовать в различных областях во всех отраслях промышленности. Правильный тип будет зависеть от потребностей вашего проекта — от толщины материала и сложности формы до желаемой прочности и гибкости соединения — поэтому обязательно изучите, прежде чем решить, какой вариант лучше всего соответствует вашим требованиям! Обладая необходимыми знаниями и опытом, вы сможете легко найти идеальный метод для достижения надежных результатов в каждом проекте, за который вы беретесь.
Палак Кариа
Увлеченный эксперт в области металлургии и блоггер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
СОБЕРИТЕ СВАРОЧНЫЙ СТОЛ СВОИМИ САМИ
Собрать собственный сварочный стол очень просто! Следуйте нашим пошаговым инструкциям с полезными изображениями, которые разбивают проект, или прокрутите до конца, чтобы посмотреть видео.
Сварочный аппарат предлагает бесконечные возможности для ваших домашних нужд, не обременяя ваш кошелек. Ваша сломанная газонокосилка нуждается в ремонте? Вам нужно починить металлическую решетку или ворота? Как насчет того, чтобы построить собственную коптильню или кострище? Вы можете не только ремонтировать сломанное оборудование, но и создавать собственные скульптуры, предметы садового искусства или мебель, которые прослужат вам всю жизнь.
В дополнение к основным предметам каждому сварщику необходим сварочный стол, чтобы начать работу. Это неотъемлемая часть успешного сварщика, которая предлагает множество преимуществ. Металлический стол позволяет легко заземлить вашу работу и достаточно прочен, чтобы справиться с самыми сложными сварочными работами, кроме того, его легко сделать самостоятельно.
Это неотъемлемая часть успешного сварщика, которая предлагает множество преимуществ. Металлический стол позволяет легко заземлить вашу работу и достаточно прочен, чтобы справиться с самыми сложными сварочными работами, кроме того, его легко сделать самостоятельно.
В Forney Industries нам понадобился новый сварочный стол для нашей зоны обслуживания. Мы начали с того, что набросали идею металлического стола.
Инструменты и материалы
Мы собрали все инструменты, необходимые для этого проекта, в том числе:
- Сварочный аппарат 190 MP (в режиме триггера 2T, опция MIG, АРТ. № 324) с проволокой MIG диаметром 0,030 дюйма (АРТ. № 42286). )
- Плазменный резак 700 P (АРТ. № 303) или сабельная пила
- Расширенный металл (АРТ. № 49613)
- Сталь шириной 2 дюйма и толщиной ¼ дюйма (угловой и плоский металл)
- Стальной лист толщиной ¼”
- Угловая шлифовальная машина с шлифовальными и отрезными дисками
- Отрезная пила
- Сверхмощные магниты
- С-образные зажимы
- Сварочная маска
- Защитные очки
- сварочные перчатки
- огнеупорная куртка/фартук
Project Prep
Не забывайте о защитных очках или сварочном шлеме при шлифовке, резке или сварке! Кроме того, следует носить огнеупорную куртку или фартук для защиты одежды и тела, а также рабочие перчатки и сварочные перчатки, когда это необходимо.
1. Первым шагом является нарезка всех уголков, плоского железа и просечно-вытяжного листа до желаемой длины. Начали с каркаса столешницы. С помощью нашего плазменного резака Forney 700 P мы разрезали уголки на два 4-футовых куска по длине и два 2-футовых куска по ширине.
2. Затем мы разрезаем уголок на четыре 3-футовых куска для ножек.
3. Для нижней полки будет использоваться просечно-вытяжной лист. Мы начали с куска размером 24 x 24 дюйма и разрезали его пополам. Каждая вырезанная деталь размером 12 x 24 дюйма будет соответствовать четверти нижней полки и будет поддерживаться утюгом.
4. С помощью угловой шлифовальной машины с отрезным кругом Тип 27 (Forney № 71801) прорежьте просечно-вытяжной лист.
PRO-TIP: Используйте зажим или мощный магнит (на фото ниже), чтобы удерживать просечно-вытяжной лист на месте во время резки.
5. На двух 2-футовых железных уголках для каркаса столешницы вырежьте часть углов, чтобы 4-футовые уголки могли лежать внутри него. Вы в конечном итоге сварите эти части вместе. Мы использовали сабельную пилу, чтобы разрезать эти маленькие кусочки. Зашлифуйте края, если они не совпадают; Вы хотите, чтобы они соответствовали друг другу. Не забудьте подровнять эти части и убедиться, что они образуют 9угол 0°; это поможет таблице сохранить свою прямоугольную форму.
Вы в конечном итоге сварите эти части вместе. Мы использовали сабельную пилу, чтобы разрезать эти маленькие кусочки. Зашлифуйте края, если они не совпадают; Вы хотите, чтобы они соответствовали друг другу. Не забудьте подровнять эти части и убедиться, что они образуют 9угол 0°; это поможет таблице сохранить свою прямоугольную форму.
6. Если вы заметили, что края не совпадают точно, отшлифуйте их, а не обрезайте заново. Шлифовать проще и поможет вам добиться плотного прилегания, которое вы ищете. Если вам нужно удалить большой кусок, вернитесь к плазменному резаку или сабельной пиле.
7. Разложите фигуры на земле и убедитесь, что все выровнено и хорошо подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
8. Разложите фигуры на земле и убедитесь, что все выровнено и хорошо подходит друг к другу. Мы сняли мерки в этой точке, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
9. Подготовьте машину к сварке. Мы использовали многопроцессорную машину 190 (№ 324). Мы установили машину на 45 ампер, 19,2 вольта и перевели ее в режим запуска 2T. Мы использовали проволоку MIG диаметром 0,030 дюйма (артикул № 42286).
Пошаговая сборка
1. Для начала сварите каркас верхней части. Заземлите зажим на заготовку. Это гарантирует, что сварщик готов зажечь дугу.
2. Используйте прихваточные сварные швы, чтобы соединить детали. Прихваточная сварка временно скрепляет детали.
3. Начните со сварки по краям/углам. Как только вы убедитесь, что рамка квадратная и ровная, заделайте остальные зазоры.
4. Затем прихватите ножки к раме (четыре 3-футовых куска железа). Мы положили раму столешницы на плоскую поверхность и использовали мощные магниты, чтобы удерживать ножки на месте. Используйте магниты в своих интересах и закрепите его как можно лучше. Если у вас нет мощных магнитов, используйте струбцины. Преимущества использования сверхмощных магнитов заключаются в том, что они обеспечивают более прочную фиксацию, в то время как С-образные зажимы могут мешать или смещаться, если вы случайно заденете их. Выполняйте по одной ноге за раз и не пытайтесь закрепить все ноги сразу. Мы использовали уровень, чтобы убедиться, что ножки плотно прилегают к раме, и использовали прихваточные сварные швы, чтобы закрепить ножки на месте.
Выполняйте по одной ноге за раз и не пытайтесь закрепить все ноги сразу. Мы использовали уровень, чтобы убедиться, что ножки плотно прилегают к раме, и использовали прихваточные сварные швы, чтобы закрепить ножки на месте.
5. Приварите ножки на место после завершения выравнивания и прихватки.
6. Затем добавьте нижнюю полку для сварочных аппаратов, инструментов, шнуров и т. д. Полка будет изготовлена из просечно-вытяжного листа, а каркас полки — из уголкового железа. Угловое железо имеет размеры 2 дюйма в ширину, 20 дюймов в длину и ¼ дюйма в толщину. Мы использовали С-образные зажимы, чтобы удерживать угол в девяти дюймах от дна. Мы выровняли детали и приварили их к ножкам.
ПРОФЕССИОНАЛЬНЫЙ СОВЕТ: Если ваша полка неровная, вместо того, чтобы снимать зажимы и менять положение, попробуйте с помощью молотка переместить металл вверх или вниз, пока он не окажется там, где вам нужно.
7. Закрепив каркас полки прихваточными швами, переместите стол на пол и начните сварку. Перемещение стола на пол даст вам больше места для выполнения сварных швов.
Перемещение стола на пол даст вам больше места для выполнения сварных швов.
PRO-TIP: Мы использовали храповой ремень, чтобы выровнять стол и закрыть зазор между ножками и полкой. При сварке тепло может легко сдвинуть ваши детали; ремешок с храповым механизмом поможет удержать все на месте и стянуть ноги вместе.
8. Добавьте опорные перекладины для полки из листовой стали (один 4-футовый элемент и два 1-футовых элемента). Используйте С-образный зажим, чтобы удерживать их на месте, прихватите каждую сторону и прикрепите детали к раме полки.
9. Возьмите каждый кусок просечно-вытяжного листа размером 12 x 24 дюйма и приварите его точечной сваркой к угловому и плоскому металлу. Точечная сварка более надежна, чем прихватка, и ее достаточно для сплавления металла при длительном использовании. Точечная сварка также поможет предотвратить прожоги. Прожог возникает из-за применения слишком большого количества тепла и прожигания отверстия или зазора в металле.
PRO-TIP: Используйте металлический груз или тяжелый предмет, чтобы усилить давление на просечно-вытяжной лист, чтобы облегчить точечную сварку.
PRO-TIP : Поскольку вы свариваете 1/4-дюймовую сталь, всегда начинайте сварку с 1/2-дюймового уголка, чтобы предотвратить прожог и образование лужи.
10. Мы хотели добавить угол 90° под рамой столешницы, чтобы мы могли подвесить наши угловые шлифовальные машины. Мы измерили один 14-дюймовый кусок и один 8-дюймовый кусок плоской стали шириной 2 дюйма, зажали их на месте с помощью С-образного зажима и приварили к уголку.
11. Наконец, подготовьтесь к установке стальной пластины ¼ дюйма на верхнюю раму. Очистите и подготовьте стальной лист денатурированным спиртом, чтобы обеспечить более чистый и прочный сварной шов.
12. С помощью угловой шлифовальной машины со шлифовальным кругом (АРТ. № 71987) отшлифуйте сварные швы в верхней части рамы, чтобы стальная пластина прилегала заподлицо.
13. Выровняйте стальную пластину и приварите ее к раме с помощью 3-дюймовых сварных швов по краям. Выполнение меньших 3-дюймовых сварных швов будет поддерживать выравнивание стола и предотвратит деформацию. Если вы сделаете непрерывную линию, тепло деформирует стол, и в итоге вы получите неровное основание. Вы можете оставить 3-дюймовые сварные швы как есть или вернуться и заполнить промежутки. Вы также можете отшлифовать края или оставить их, чтобы продемонстрировать свою отличную работу.
14. Завершите стол, добавив краску или отполировав столешницу, чтобы придать ей желаемый вид. Конечным результатом будет работающий прочный стол, на котором можно не только держать и хранить ваш сварочный аппарат и сварочные материалы, но и помогать вам в будущих сварочных проектах.
ПРОФЕССИОНАЛЬНЫЙ СОВЕТ: Добавьте подставку на край стола, чтобы вы могли легко заземлить свои будущие детали.