Как сделать контактную сварку из трансформатора микроволновки
Содержание
- 1 Как работает точечный сварочный аппарат
- 2 Изъятие и сборка трансформатора из СВЧ печи
- 3 Как соединить два трансформатора
- 4 Создание электродов
- 5 Элементы управления
Обладать личным сварочным аппаратом хотят многие домашние умельцы. Но не всегда это обязана быть громоздкая аппаратура, так как бытовые операции предполагают использование более востребованного варианта – точечной сварки. Современный рынок предлагает массу вариантов – от наиболее бюджетных до дорогостоящих. Однако покупка не всегда целесообразна ввиду возможности самостоятельного изготовления. Далее рассмотрим, как создается точечная сварка из микроволновки, ее особенности и последовательность действий. Естественно, что сваривать серьезные конструкции не выйдет, но для выполнения мелкого ремонта вполне подходящий вариант.
Содержание
- Как работает точечный сварочный аппарат
- Изъятие и сборка трансформатора из СВЧ печи
- Как соединить два трансформатора
- Создание электродов
- Элементы управления
Как работает точечный сварочный аппарат
Чтобы расплавить металл требуется приложить большую силу тока. Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт.
Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт.
Проводить эксперименты с различным уровнем тока не стоит. Каждый рассматриваемый вариант сварочного аппарата из трансформатора от микроволновки прошел неоднократное испытание. Мощности используемого трансформатора требуется подбирать из планируемой толщины соединяемых заготовок. Например:
- Толщина до 1 мм – хватит мощности в 1000 Вт;
- До 2 мм – достаточно 2000 Вт;
- До 3 мм – уровень 5000 Вт.
Первичная обмотка подбирается из расчета общей мощности собираемого устройства. Так как своими силами создать трансформатор весьма проблематично, то лучше использовать уже готовый вариант, применяя трансформатор от микроволновки. Этот вариант отлично функционирует со следующими особенностями:
- Излучающие элементы печи требуют напряжения в несколько тысяч вольт. Однако уровень силы тока не играет никакой роли;
- Мощность на обмотках одинаков. Увеличивая число витков на вторичной обмотке, величина напряжения будет также увеличиваться, теряя силу тока;
- Трансформирующие элементы в СВЧ печах имеют мощность до 3000 Вт.
 Этого хватит для создания контактной сварки своими руками.
Этого хватит для создания контактной сварки своими руками.
 Этого хватит для создания контактной сварки своими руками.
Этого хватит для создания контактной сварки своими руками.Требуемые детали можно легко найти на радиорынках или изъять в своей старой печи. Выход из строя старых микроволновок характеризуется перегоранием вторичной обмотки, так как она имеет меньший диаметр.
Создаваемый уровень тока в 1 кА позволит с легкостью расплавить металл в точках контактирования, обеспечив надежное сваривание. Добиться этого можно от трансформатора в 3 кВт.
Принцип сваривания может наглядно объяснить видео урок.
Изъятие и сборка трансформатора из СВЧ печи
В любой микроволновке имеется магнетрон. Он, как было сказано, нуждается в повышенном напряжении. Встроенный трансформатор обладает меньшим количеством витков в первичной обмотке и больше во вторичной, на которой наводится напряжение до 2000 Вольт. При наличии удвоителя это значение увеличивается еще в 2 раза. Это свойство используется при создании точечной сварки своими руками из микроволновки.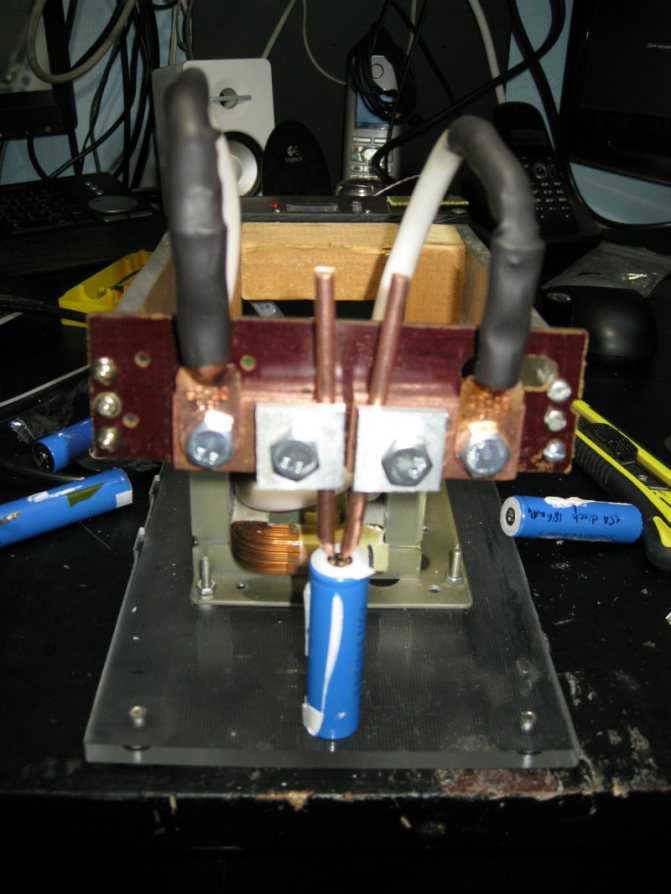
Проводить извлечение трансформатора необходимо с аккуратностью. Во избежание повреждения устройства не следует использовать тяжелые инструменты. Для начала удаляется корпус и все крепежные элементы. Трансформирующий элемент вынимается с точки фиксации. В этом устройстве потребуются магнитопровод и первичная обмотка, обладающая более толстым проводом и меньшим числом витков.
Вторичная обмотка в конструкции не нужна и она должна быть удалена. Это можно сделать молотком и зубилом. Как сделать вырубку наверняка учить не стоит. Однако необходимо делать это аккуратно, чтобы не навредить первичной обмотке. Возможно, что во время работы вы отыщете шунтирующие устройства, которые используются в некоторых типах печей. Их также необходимо удалять.
При наличии магнитопровода не на клеевой основе, а на основе сварки, то извлекать из него обмотку удобнее будет стамеской или ножовкой по металлу. Обмотка может быть достаточно плотно посажена в магнитопроводе. В этом случае потребуется высверливание или удаление подручными средствами. Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
Далее сборка контактной сварки из микроволновки своими руками предполагает создание новой вторичной обмотки. Чтобы ее создать потребуется наличие целого провода, имеющего диаметр не меньше, чем 100 мм2, что соответствует 1 см. Возможно даже применять пучок из проводов, обеспечивающих подходящий диаметр. Когда вы создадите новую обмотку в вашем трансформаторе можно будет создавать силу тока до 1 кА.
Если есть желание собрать дуговую сварку из микроволновки более мощной, то одного трансформирующего элемента может быть не достаточно. В этом случае потребуется совмещать два элемента из двух СВЧ.
Достаточно будет создать два — три витка. При наличии слишком толстой изоляции, можно ее убрать и заменить на более тонкую, например, тканевую. При использовании сразу двух трансформаторов вторичную обмотку необходимо делать общую. Однако в этом случае необходим верно соединять выходы с первичных.![]()
Как соединить два трансформатора
Создавая сварку из микроволновки своими руками из двух трансформаторов возможно добиться значительного увеличения мощности устройства. В этом случае можно добиться повышения до двух раз.
В подобной же пропорции будет увеличиваться сварочный ток. Однако будут иметься существенные потери, так как сопротивление цепи будет также велико. При этом концы вторичной обмотки требуется соединять с электродами.
Если у вас имеются 2 трансформатора, но их напряжения не хватит для того, чтобы сделать сварочник, то можно последовательно соединять их выходные обмотки. Но необходимо равное число витков на каждом элементе. Это также делается в случаях, когда на магнитопроводе не получается намотать необходимого количества витков.
Также, когда собирается подобный аппарат своими руками необходимо контролировать направление витков и их согласование между собой. Иначе возможно создание противофазы и получение практически нулевого итогового напряжения. В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения.
В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения.
Создание электродов
Делая точечную сварку из трансформатора от микроволновки требуется создать подходящие электроды. При этом они по диаметру обязаны соответствовать диаметру проводов, с которыми будут соединяться. Для этого подойдут медные прутки, а при небольших мощностях можно применять жало от профессионального паяльника.
Работая, самодельная точечная сварка активно изнашивает электроды. Для корректировки геометрических размеров они нуждаются в постоянной подточке. Соответственно с течением времени их придется заменять.
Чтобы соединить аппарат с электродами необходимо использовать провода как можно короче.
Иначе будут существенные потери мощности. Они также будут иметь место при наличии большого количества соединений.
Чтобы повысить эффективность аппарата, созданного своими силами, можно на проводах, соединяющих электроды, создать медные наконечники. Так можно избежать появляющихся потерь мощности в точках контактирования.
Так можно избежать появляющихся потерь мощности в точках контактирования.
Провода требуется подбирать довольно большого диаметра. Для облегчения пайки можно использовать луженые наконечники. Так как электроды выполняются съемного типа, в точках фиксации с наконечником пайку делать не следует. Естественно, что в этих точках будет происходить окисление и последующие потери мощности. Однако очищать их существенно легче, чем при обжатых наконечниках.
Наконечники фиксируются с электродами простым болтовым соединением. Его необходимо создавать надежным, чтобы не происходило повышение переходного сопротивления, способствующего потере мощности споттера. Целесообразно создать отверстия равного диаметра в обоих деталях.
Соединительные элементы лучше подбирать медные или сплава, который имеет минимальное электрическое сопротивление.
Элементы управления
Собственноручно сделанная контактная сварка не является сложным аппаратом. Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные — выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок.
Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные — выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок.
От степени нажатия будет зависеть уровень качества создаваемых соединений.
Именно поэтому стоит предусмотреть возможно более длинный рычаг. Также необходимо учитывать то, что сварку из микроволновки нужно надежно устанавливать на рабочую поверхность. Возможно даже стоит ее зафиксировать, например, струбциной.
Повышать прикладываемые усилия возможно с помощью рычагов или рычажно-винтовых механизмов, которыми допускается оснащать свою конструкцию. Целесообразно фиксировать подобный механизм на рычаге. В этом случае он не будет отнимать много времени при операциях с ним. Помимо этого появляется свобода для другой руки, которой возможно удерживать свариваемые элементы.
Немаловажной особенностью является то, что подавать ток к электродам можно лишь в сомкнутом положении. Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
Выключатель следует устанавливать в цепь первичной обмотки. Если смонтировать его во вторичную, то он будет создавать дополнительное сопротивление, приводящее к свариванию между собой электродных частей. Также следует учесть, что во вторичной обмотке протекает ток значительной величины, который не каждый автомат способен выдержать.
Также сварка из трансформатора микроволновки должна снабжаться элементарной системой охлаждения. Возможно использовать обыкновенный кулер от компьютера. Таким образом можно проводить охлаждение самого трансформатора, электродов и токоведущих элементов. Естественно, что эффективно охлаждать устройство не получится и придется выполнять регулярные перерывы в работе для охлаждения всех деталей.
Самодельный аппарат сваривает детали ничуть не хуже заводских моделей. Поэтому стоит подробнее изучить процесс сборки на видео и попытаться собрать его самостоятельно.
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
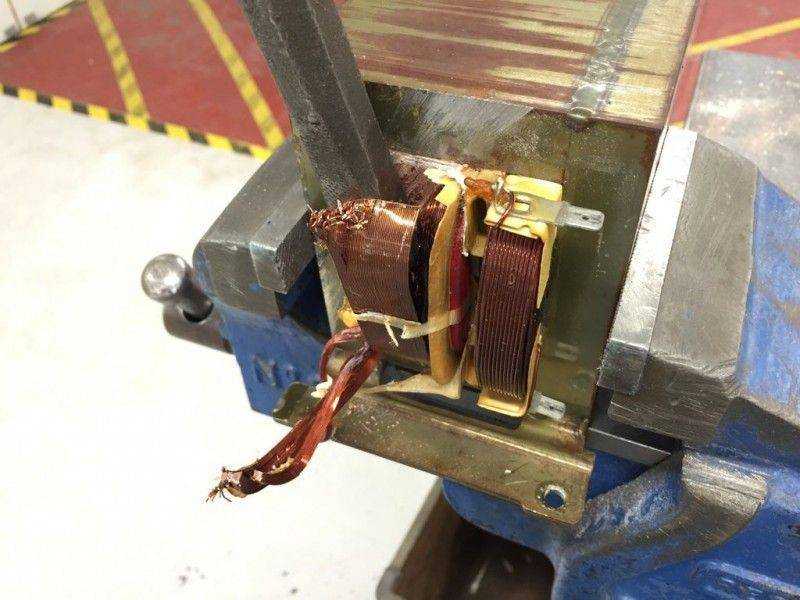
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку.
 Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу.

Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
drive.google.com/file/d/0B0QDn8EiGpgMQmdYUk5fLXpEYzQ/view?usp=sharing&resourcekey=0-KoOwsck69XTz8EjPrRpMEg
Ссылка на проект протеус
drive. google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/file/d/1P9wkaBqdjM-lXSXexDpcgminD9IMXkWo/view?usp=sharing
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
пошаговая инструкция своими руками, что можно сделать для самодельной дуговой сварки от трансформатора СВЧ-печи – Виды сварочных аппаратов на Svarka.guru
Сварочный аппарат точечного действия можно использовать при ремонте различных бытовых приборов в квартире и частном доме.
Если позволяют возможности, можно приобрести бытовой агрегат для контактной сварки небольшой мощности, однако гораздо приятнее изготовить его самостоятельно, сэкономив время и средства для более полезных занятий.
При желании, подобный аппарат можно изготовить из подручных материалов. Исходя из этого, тема данной статьи – «контактная сварка из микроволновки своими руками пошаговая инструкция».
Содержание
- 1 Принцип
- 2 Порядок работы
- 2.1 Извлечение
- 2.2 Изготовление нового
- 3 Объединение
- 3.1 Технологический процесс
- 3. 2 Определение правильности последовательно присоединенных проводов
- 3.3 Создание корпуса
- 3.4 Выбор электродов
- 4 Испытания
- 5 Процесс эксплуатации
- 6 Заключение
 2 Определение правильности последовательно присоединенных проводов
2 Определение правильности последовательно присоединенных проводовПринцип
По большому счету, самодельные сварочные трансформаторы, изготовленные из микроволновых печей, не имеют принципиальных отличий от устройства заводского производства. Основное отличие заключается в реализации конструкции, где применяются материалы, находящиеся под рукой. Основными элементами самодельного устройства являются:
- Управляющий блок;
- Автоматический выключатель;
- Сварочный трансформатор;
- Зажимающие электроды;
- Блок питания.
Принцип действия любого прибора, независимо от условий производства, заключается в воздействии тока значительной силы на место соединения.
[stextbox id=’info’]Любопытно, что на качественные характеристики шва абсолютно не влияет уровень напряжения. В некоторых моделях данная величина не превышает 3В. [/stextbox]
[/stextbox]
Соединяемые элементы помещают между двумя электродами. Сварка происходит вод воздействием электрических импульсов, которые сопровождаются значительным выделением температуры. Перед поступлением на электроды, ток проходит через блок питания и трансформатор, в котором создаются условия, необходимые для проведения сварки изделий. Сам процесс характеризуется коротким интервалом воздействия на место соединения, в течение которого происходит значительный выброс электрической энергии, расплавляя металл в зоне контакта.
Порядок работы
Промышленный сварочный аппарат обладает не только хорошим качеством, но и высокой стоимостью, которая далеко не каждому по карману, особенно если эксплуатация устройства носит непостоянный характер. Чуть позже можно увидеть, что можно сделать из трансформатора от микроволновки и ее составляющих. Очередность создания самоделки выглядит следующим образом.
Извлечение
Средняя модель СВЧ печи обладает преобразователем, мощностью 700-900Вт. Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Этот узел относится к категории повышающего типа. Он способен вырабатывать достаточно высокое напряжение, с целью обеспечения питания магнетрона, условия эксплуатации которого, требуют особых условий.
В связи с этим, трансформаторы в микроволновых печах отличаются меньшим количеством витков на первичной обмотке, и большей на вторичной.
Следует соблюдать особую осторожность при демонтаже трансформатора. Не следует использовать для этих целей молоток, долото, либо прочие инструменты интенсивного механического воздействия.
Изготовление нового
После извлечения трансформатора можно приступить к его модификации, для соответствия требованиям сварочного оборудования. В первую очередь необходимо удалить вторичную обмотку, ввиду ее ненадобности. Вместе с ней следует удалить все ограничители силы тока, если таковые будут в наличии.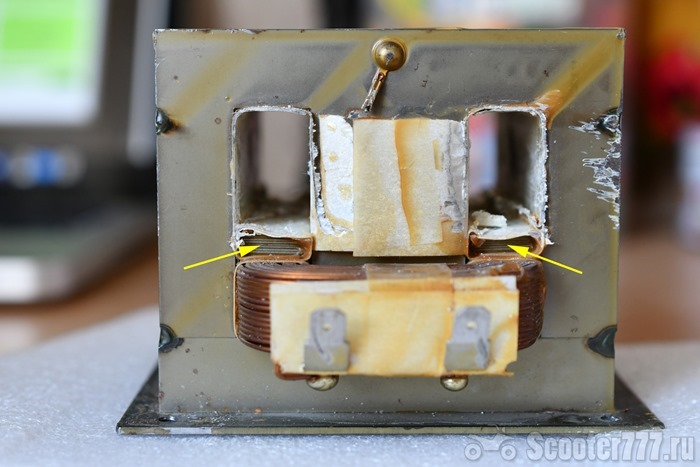
Следующим этапом будет создание новой вторичной обмотки. С этой задачей лучше всего справятся профессиональные намотчики трансформаторов, особенно в случая отсутствия базовых знаний о том, как перемотать трансформатор.
[stextbox id=’info’]Сечение провода для намотки трансформатора должно быть не менее 1 см. Экономия на данном этапе может привести к коту, что все последующие действия окажутся напрасными.[/stextbox]
После завершения намотки новое устройство должно вырабатывать ток с силой около 1000 А. В этом случае результат можно считать успешным.
С целью увеличения производительности практикуют изготовление сварочных трансформаторов из двух одинаковых.
Объединение
Для работы с толстостенным металлом два или более трансформаторов объединяют в единую сеть. Использование сразу нескольких узлов практикуют при малой мощности трансформатора в микроволновой печи.
Контакт осуществляется с помощью электродного соединения. Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Технологический процесс
С технологической точки зрения, идеальным решением будет намотка тороидального трансформатора своими руками. Высокая себестоимость преобразователей данного типа обусловлена сложностью их создания. Кроме того, сердечники и внутренности лабораторных автотрансформаторов встречаются довольно редко, потому их применяют не так часто, как хотелось бы домашним умельцам.
Однако следует помнить, что не обладая опытом изготовления данных устройств вероятность впустую потратить дорогостоящий провод стремится к единице, несмотря на то, что тороидальные трансформаторы своими руками – это лучший прибор для контактной сварки, который только можно придумать: он отличается повышенной устойчивость к перегрузкам и обладает отличными внешними характеристиками.
Определение правильности последовательно присоединенных проводов
Наиболее надежным методом определения выводов является создание схемы – она поможет соблюсти правильную последовательность подключения и существенно упростит процесс технического обслуживания и ремонта.
[stextbox id=’info’]В процессе сборки соединения не обойтись без вольтметра, который укажет напряжения на обмотках.[/stextbox]
Создание корпуса
В качестве корпуса будущего аппарата допустимо использование защитного кожуха старой микроволной печи, который подвергают некоторой обработке:
- В местах расположения автоматического выключателя и силовых кабелей вырезают отверстия подходящих размеров.
- Выполняют восстановление лакокрасочного покрытия поверхности корпуса.
- Надежно фиксируют все внутренние элементы сварочного агрегата.
- Присоединяют провод для подключения к сети.
Выбор электродов
При подборе электродов следует помнить основное правило – их диаметр должен быть больше, чем величина сечения провода. Кроме того, необходимо помнить следующее:
- Заточка электродов. Процесс эксплуатации сопровождается изменением формы, электродов. Поэтому периодически необходимо проводить шлифовку формы для сохранения качества соединения. В случае невозможности восстановления геометрии электрода, они подлежат замене.
- Увеличение длины соединительных проводов ведет к потере мощности.
- Очистка медных наконечников. Необходимо проводить данную процедуру не реже чем раз за два месяца. В противном случае возможна потеря производительности.
 В случае невозможности восстановления геометрии электрода, они подлежат замене.
В случае невозможности восстановления геометрии электрода, они подлежат замене.Испытания
После завершения сборочных работ необходимо убедиться в надежности конструкции аппарата и его соединений. После этого выполняется проверка с помощью универсального цифрового мультиметра.
В случае положительного результата всех исследований можно выполнить пробный запуск сварочного агрегата для контактной сварки. Дальнейшая проверка заключается в подробном изучении свойств полученного неразъемного соединения. На нарушение работы будут указывать следующие дефекты:
- Низкая степень проварки шва. Причиной является недостаточно сильное температурное воздействие на место соединения. Причинами могут быть перебои напряжения сети, низкий сварочный ток или плохое качество подготовки свариваемых элементов.
- Пережег соединения. Является следствием нарушения формы электродов, их смещения в процессе работы или попадания посторонних частиц в зону сварки.
- Сколы и трещины. Как правило, они появляются в случае слишком быстрого охлаждения шва.

Процесс эксплуатации
Поскольку сварка считается работой повышенной опасности, в процессе эксплуатации следует соблюдать определенные правила:
- Перед началом рабочего цикла необходимо проверить фиксацию электродов. Их смещение приведет к снижению качества соединения.
- Соблюдайте температурный режим. Для дополнительного охлаждения рекомендуем установить несколько дополнительных вентиляторов в корпус.
- Выбирайте режим соединения с учетом свойств материала. Лучше всего осуществлять визуальный контроль над рабочим процессом.
Заключение
Не стоит избавляться от старой микролновой печи. С помощью ее трансформатора можно сделать не только аппарат для контактной сварки, но полноценный агрегат для дугового способа выполнения работ. Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
[stextbox id=’info’]Сварщик-любитель Шаповалов Анатолий Геннадьевич: «Я люблю конструировать различное оборудование в домашних условиях. Изготовление аппарата для контактной сварки из СВЧ-печи заняло всего два дня, с учетом закупки электродов. В основном использую ее для соединения алюминия. Качество ничуть не хуже, чем сварка цеховым аппаратом».[/stextbox]
[stextbox id=’warning’]Также читайте на нашем сайте статьи о самостоятельном изготовлении:
- Газовой горелки
- Сварочного инвертора
- Тележки для сварочного баллона[/stextbox]
Контактная сварка своими руками из микроволновки :: SYL.ru
В данной статье будет рассказано о том, что такое контактная сварка, своими руками как ее сделать, для каких целей использовать. Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Преимущество точечной сварки
Для начала необходимо разобраться с тем, что такое точечная (контактная) сварка, какие у нее имеются особенности. Сразу бросается в глаза первое отличие ее от обычной – процесс сваривания происходит при помощи высокого тока и сжатия. Причем сжатие производится в том месте, где делает шов контактная сварка. Своими руками из сварочного аппарата изготавливается путем небольшой модернизации. А именно – установкой клещей с медными электродами. О том, как изготовить электроды, какие к ним предъявляются требования, будет рассказано ниже.
Качество точечной сварки зависит от нескольких параметров, но наиболее важными являются сила тока, при которой происходит сварка, а также величина сжатия деталей. К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Какое оборудование необходимо?
Первое — и самое главное – это сам сварочный аппарат. Изготовить аппарат контактной сварки своими руками можно без труда, если ознакомиться с основными принципами работы этого устройства. Причем можно выделить несколько типов оборудования:
- стационарное;
- переносное;
- передвижное;
- подвесное;
- специализированное.
У каждого имеются свои особенности, но для использования в быту разумнее применять второй вид – переносной сварочный аппарат. Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными. Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Типы сварных швов
Зачатую используется точечная сварка. Она характеризуется тем, что соединение металла производится в нескольких (или одной) точках. Причем скорость проведения сварки очень высокая, поэтому точек может быть различное количество – до 600 штук в минуту промышленные образцы способны сделать. Конечно, вряд ли такими параметрами сможет похвалиться самодельная контактная сварка. Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Но иногда наносится и сплошной шов, хотя таковым его назвать можно с натяжкой. Это не сплошной шов, а множество близко расположенных точек. Производится такая сварка при помощи специальных электродов, которые имеют роликовую конструкцию. С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
Как определяется качество шва
Когда окончены сварочные работы, нужно провести оценку полученного соединения. Помните, что качество сварного шва зависит от всего: от подготовительных работ, от режима проведения сварки. А если речь идет о точечной и шовной сварке, то стоит обращать внимание и на параметр, называемый величиной ядра точки сварки. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Частый брак в сварке – это образование пустот и трещин, проявление недостаточной проварки металла. Но все эти недостатки всплывают от того, что интенсивность прогрева недостаточна или чрезмерна. Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Инструменты для сварки
Чтобы качество сварного шва было максимальным, вам потребуется наличие минимального арсенала.
- Во-первых, сам сварочный аппарат. О том, как сделать контактную сварку своими руками, будет рассказано несколько ниже.
- Во-вторых, электроды для проведения сварки.
- В-третьих, металлические щетки, ветошь, кислоты или растворители для того, чтобы провести подготовку свариваемой поверхности металла.
- В-четвертых, необходимо иметь средства защиты: краги, маску, закрывающую все части тела, одежду из плотного негорючего материала.
- В-пятых, все оборудование необходимо заземлять, чтобы не произошло поражения электрическим током.
Это весь комплект сварщика, теперь нужно поговорить о том, как микроволновку превратить в сварочный аппарат.
Материалы для изготовления сварочного аппарата
Ну вот, вы решились самостоятельно изготовить контактную сварку. Но все упирается в элементную базу. А поможет в конструировании простая бытовая микроволновая печь. Кстати, обычно, если она выходит из строя, то разрушается магнетрон – излучатель микроволн. Все остальные узлы остаются невредимыми, в частности силовой трансформатор. Ко всему прочему, корпус микроволновки можно использовать в качестве шасси самой сварки. Но вам потребуется для изготовления некоторый инструмент и материал.
Самое главное – это трансформатор. У него мощность около 0,5 кВт. Но если необходима сварка с большой мощностью, потребуется применить два таких трансформатора. Для изготовления вторичной обмотки необходим либо один провод с большим сечением (причем именно медный), либо же пучок. Рычаги для изготовления держателя электродов, шасси (как было упомянуто, корпус микроволновки для этой цели использовать можно).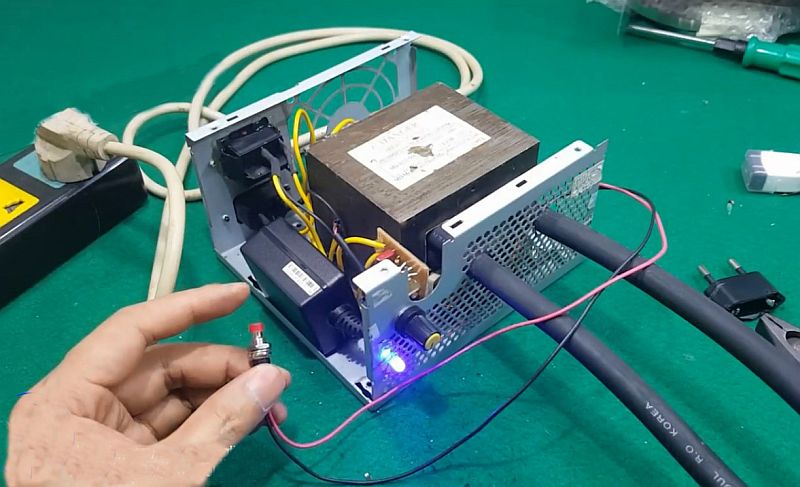 Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Отвертки, провода, струбцину, электроды из меди с необходимыми размерами для проведения сварки.
Изготовление трансформатора
А теперь о том, как сделать трансформатор, с помощью которого будет работать контактная сварка. Точечная, своими руками изготовленная, требует особого внимания к качеству используемых элементов. Следует при выборе трансформатора придерживаться средних параметров, а именно – 1 кВт мощности устройства позволит проводить сварку листовой стали, толщина которой максимум 1 мм. Если же возникает необходимость проводить работы с более толстым металлом, нужно увеличивать мощность – добавлять еще один трансформатор. От них вам потребуется только сердечник (магнитопровод) и первичная обмотка.
Дело в том, что вторичная обмотка по умолчанию выдает около 2000 Вольт, причем сила тока крайне мала. Проводить сварочные работы с такими параметрами не получится, поэтому вторичная обмотка должна быть полностью снята. Вместо нее укладывается максимально возможное количество витков (как правило, помещается не более двух) провода сечением около 10 кв. см. Вместо провода можно использовать медную шину, покрытую изоляцией.
см. Вместо провода можно использовать медную шину, покрытую изоляцией.
Электроды для сварки
При проведении точечной сварки применяются электроды, конструкция которых отличается от тех, которые вы привыкли видеть. Они должны иметь высокую прочность, чтобы между ними можно было провести сжатие. От размеров и формы зависит качество сварки металла. Минимальный диаметр стержня должен составлять 1 см. Максимальный – 4 см. В качестве материала для электродов необходимо использовать только медь. Обратите внимание на то, что сечение электрода необходимо выбирать таким образом, чтобы оно не было больше, нежели у провода вторичной обмотки. Конечно же, вам необходимо своевременно проводить замену медных электродов, так как они теряют свои свойства. Только в этом случае контактная сварка, своими руками из микроволновки изготовленная, будет работать с максимальной эффективностью.
Точечная сварка из микроволновки своими руками
Содержание:
- Как сделать трансформатор
- Изготовление электродов точечной сварки
- Корпус для сварки из микроволновки
- Сварочные клещи
- Выключатель сварки
- Что я получил в итоге
- Как можно усовершенствовать сварку из микроволновки?
Насмотревшись интересных видео на YouTube, а также вдохновившись вот этой темой на ЧипМейкере я тоже очень захотел сделать точечную сварку из микроволновки своими руками.
Для изготовления сварки из микроволновки я приобрел трансформатор от микроволновки, медный многожильный провод 50 кв.мм. длиной порядка 2 м, но этого оказалось много… В качестве электродов для точечной сварки я использовал жала от паяльников диаметром 13 мм, другого медного прутка в моем городе раздобыть не удалось.
Итак, как изготавливал точечную сварку из трансформатора от микроволновки.
Как сделать трансформатор
Сначала я распилил трансформатор, чтобы снять вторичную обмотку, и повторю еще раз:
Обратите внимание, что трансформатор от микроволновки опасен для жизни! Т.е. его не стоит включать в сеть для проверки, пока не удалена вторичная обмотка, т.к. на ней напряжение порядка 2000В и он может убить человека на расстоянии!
С медного провода на 50кв. мм я снял изоляцию, т.к. она слишком толстая и рассчитана на 600 вольт, а у точечной сварки бывает напряжение 2-3 вольта всего.
Как шутят бывалые: Хватит и папируса для изоляции 🙂
Новую изоляцию я сделал из тканевой изоленты, провод получился заметно тоньше, в итоге на трансформатор влезло 3 вика провода — это уже хорошо, с родной изоляцией влезало всего 2 витка.
Что следует учесть при намотке вторичной обмотки трансформатора для точечной сварки:
- чем толще провод вы используете, тем меньше он будет греться и больший ток во вторичной обмотке вы получите, лучше даже использовать 70-100 кв.мм. Вся проблема в том, что окно для намотки провода в трансформаторе микроволновки остается не такое большое, как хотелось бы. Но если использовать другой трансформатор с большим железом, например ОСМ-1, то можно впихнуть и провод потолще.
- чем больше витков вы намотаете, тем больше будет напряжение во вторичной обмотке, у меня получилось 2.5 в, т.е. 0.8 в на виток, а чем выше напряжение, тем длиннее можно будет сделать провода до электродов, т.к. в проводах происходит падение напряжения.
- для наивысшего кпд сварки, провода до электродов должны быть минимальной длины, в проводах длиной пару метров, вы уже получите значительное падение напряжения, также следует максимально заполнить окно магнитопровода обмоткой.
После намотки вторичной обмотки транса, я склеил сердечник эпоксидной смолой.
Далее я припаял медные наконечники на концы провода от трансформатора, паял их газовой горелкой, сначала залудив их, а затем вставил в наконечники и добавлял припой пока наконечники не наполнил им полностью. Затем, после остывания я натянул на них термоусадки, которые были заранее надеты на провода. С одной стороны я зачистил наконечники до меди, чтобы избежать лишних потерь из-за сопротивления припоя. Хотя в паяном соединении уже будут потери, но тут уже ничего не поделаешь…
Изготовление электродов точечной сварки
Для электродов, как говорилось выше, я использовал 2 жала от паяльников, отпилил необходимые куски, просверлил в них отверстия на 7 мм и нарезал резьбу М8.
Затем я сделал для них медные шпильки, еще из двух жал от паяльников меньшего диаметра 9мм — на них я нарезал резьбу М9, затем резьбу М8, чтобы получить шпильки нужного диаметра. Шпильки закручиваются в электроды, на них одеваются клеммы от трансформатора и сверху притягивается шайбой и обычной гайкой, не медной, так я получил хороший контакт с низким сопротивлением между клеммами от транса и электродами.
Электроды для своей точечной сварки я заточил как иголки, а затем изготовил третий электрод, который не затачивал — с таким электродом гораздо удобнее сваривать проволоку, а двумя острыми удобнее сваривать листовую сталь.
Корпус для сварки из микроволновки
Затем я изготовил корпус из фанеры толщиной 16 мм и верхнюю крышку из стали толщиной 1мм.
В корпус также был установлен компьютерный вентилятор с отдельным трансформатором и диодным мостом для него на 12 вольт, если есть в налчии вентилятор на 220 вольт, то конечно лишний трансформатор уже не нужен. Просто я делал из имеющихся материалов.
Ножки у корпуса — ножки от системного блока компьютера.
На задней стенке корпуса я разместил также двухполюсный автомат на 20 А.
На передней панели корпуса я установил 2 лампы — красная — питание прибора включено, зеленая — идет сварка.
Сварочные клещи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.![]()
Ручка — кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей — 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Выключатель сварки
Использован микропереключатель от микроволновки, который подает 12В на управляющую катушку реле РЭК-77/4. Т.к. моя сварка потребляет ток до 18А, я решил использовать такое реле, в нем есть 4 пары контактов, каждая из которых рассчитана на ток 10А, а соединил их параллельно и получил реле на 40А (спасибо пользователю с форума ChipMaker.ru).
Благодаря такому реле я даже не стал сильно изолировать выключатель, т.к. на нем всего 12в и небольшой ток (можно использовать любой микропереключатель), а не 220в, если бы я использовал выключатель без реле, тем более выключатель рассчитан на максимальный ток до 15А всего.
Реле включается в первичную обмотку трансформатора, т.к. использовать реле во вторичной обмотке представляется малореальным из-за большого тока. ..
..
Далее я собрал все вместе в аппарат, который вы видите на фото.
Что я получил в итоге
Мощность моего аппарата точечной сварки из микроволновки во время сварки порядка 4150 вт, потребляемый ток после 2 сек. сварки порядка 18 А, напряжение на вторичной обмотке получилось порядка 2.5 В, примерный ток во вторичной обмотке 1650 А.
Аппарат сваривает проволоку 3 мм очень быстро, даже плавит ее, если передержать… Сваривает листовую сталь 2 куска по 1.5 мм отлично, а также сваривает: 2 куска по 1 мм, 3 куска по 1 мм, больше еще не пробовал, думаю, что оно сможет варить сталь до 2 мм (2 куска по 2 мм).
Вторичная обмотка греется после примерно 7-10 точек.
Как можно усовершенствовать сварку из микроволновки?
- можно добавить в него реле времени , т.е. вы сможете выставлять точное время сварки, это удобно при сваривании множества одинаковых деталей.
- возможно, что стоит добавить в него термореле, чтобы при нагреве трансформатора, аппарат отключался до остывания, как в утюге
P. S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
S. Статью написал довольно сумбурно, не все моменты рассмотрел, т.к. их довольно много, аппарат я переделывал 3 раза в течение 3 месяцев, поэтому в будущем статья будет дополняться новым подробностями и фото.
Приятно то, что сделал вполне рабочую точечную сварку из микроволновки своими руками, хотя нельзя сказать, что за так, т.к. на материалы ушло порядка 2 тыс., но настоящий плюшкин, все эти материалы найдет у себя в запасах 🙂
Фото точечной сварки из микроволновки:
Видео о точечной сварке из трансформатора микроволновки:
Точечная сварка из микроволновки сделать самому своими руками: инструкция по изготовлению
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.

Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с достижением максимума в конце нагрева.
- Наличие электродов с высокими электро- и теплопроводностью. Для этого подходит электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав марки ЭВ. Площадь контакта рабочего конца электрода должна быть меньше размера сварочного шва в 2-3 раза.
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
Сварщик из микроволновки своими руками: контактная или точечная сварка
Из неисправных устройств можно извлечь большое количество различных запчастей, которые можно использовать не только для ремонта других устройств, но и для самостоятельного изготовления оригинальных изделий . Одной из таких домашних самоделок является точечная сварка, которую очень легко сделать из ненужных микроволновых печей.
Одной из таких домашних самоделок является точечная сварка, которую очень легко сделать из ненужных микроволновых печей.
Не выбрасывайте старую микроволновку
Как самостоятельно сделать споттер из старой микроволновки будет подробно рассказано в этой статье.
Споттер микроволновки своими руками: сборка трансформатора
Микроволновая печь может быть использована для изготовления сварочного аппарата только при условии исправности ее высоковольтного трансформатора. Для самостоятельной точечной сварки потребуется снять эту деталь с бытового прибора. Для демонтажа высоковольтного преобразователя:
- Снимите заднюю крышку, предварительно открутив несколько винтов;
- Отсоедините клеммы от силового трансформатора;
- Открутить винты крепления трансформатора;
- Часть извлечения.
Теперь из повышающего трансформатора можно сделать понижающий, который будет использован в конструкции самодельной точечной сварки. Для такой переделки в первую очередь следует аккуратно демонтировать вторичную высоковольтную обмотку. Для этого потребуются следующие инструменты:
Для такой переделки в первую очередь следует аккуратно демонтировать вторичную высоковольтную обмотку. Для этого потребуются следующие инструменты:
- Ножовка по металлу;
- Молоток;
- Шпилька;
- Плоскогубцы;
- Электродрель;
- Сверло по металлу.
Демонтаж вторичной обмотки производится в следующей последовательности:
- Закрепите трансформатор в тисках, чтобы не повредить первичную обмотку;
- Ножовкой отрезается вторичная обмотка с двух сторон.
Снятие вторичной обмотки высоковольтного трансформатора
- Сверло для сверления проводов вторичной обмотки, оставшихся в корпусе трансформатора;
- С помощью шпильки и молотка выбейте остатки медной проволоки.
При полном снятии высоковольтной обмотки необходимо правильно намотать провод для понижающей обмотки. Диаметр медного провода для вторичной обмотки должен быть не менее 16 мм. Если проводника подходящего диаметра нет, то можно использовать несколько проводов в жгуте.
Трансформатор точечной сварки
При таком варианте изготовления обмотки токопроводящие жилы следует выбирать таким образом, чтобы сумма диаметров всех медных жил была не менее 16 мм. Для вторичной обмотки достаточно будет намотать 2 — 3 витка, чтобы получить ток достаточно высокой мощности.
Витки должны располагаться как можно ближе друг к другу.
На этом сборку трансформатора можно считать завершенной.
Изготовление электродов
Точечная сварка из старой микроволновки будет работать эффективно только при использовании качественных электродов. Можно самостоятельно изготовить электроды из медного стержня. Соединение электродов с контактным проводом осуществляется через наконечник, который следует качественно припаять к медному проводнику.
Рабочая сторона электрода должна быть заточена в виде конуса для получения более качественного сварного соединения.
Электрод для точечной сварки
Если нет желания самостоятельно изготавливать электроды, то можно купить готовые, но стоимость фабричных изделий будет не менее 500 рублей за 1 шт.
Изготовление органов управления
Для того, чтобы точечной сваркой было просто и удобно управлять, необходимо изготовить корпус аппарата, с помощью которого можно будет легко сваривать металлы.
Первое, что нужно сделать, это починить трансформатор. Для этой цели можно использовать толстый лист фанеры, в котором дрелью проделываются отверстия для крепления трансформатора. Управление процессом точечной сварки может осуществляться как на внешнем устройстве, когда трансформатор располагается отдельно от корпуса и от него по проводам подается напряжение на контакты зажимов. Такое устройство позволит производить сварку в труднодоступных местах и на крупногабаритных объектах.
Существенным недостатком выносного аппарата является необходимость использования достаточно длинного кабеля, при прохождении по которому будет значительно снижен электрический ток из-за нагрева проводника в момент сварки металла. Также к неспособности дистанционного устройства относится невозможность использования клещей с длинным рычагом, поэтому контактное усилие будет незначительным, что не может не сказаться на качестве сварки.
Клещи можно изготовить самостоятельно на инверторном сварочном аппарате. Для изготовления клещей потребуется найти 2 большие шайбы-прокладки толщиной не менее 8 мм и диаметром 50 мм. При отсутствии подходящих деталей их можно изготовить самостоятельно на токарном станке. Если шайбы изготавливаются своими руками, то в середине каждой из них нужно будет сделать отверстие диаметром 20 мм.
Следующим этапом самостоятельного изготовления клещей является вырезание из толстого эбонитового стержня утеплителя.
Стержни из эбонита
Стержень желательно подобрать таким образом, чтобы его диаметр соответствовал внешнему диаметру металлических шайб. Средняя изоляция изготавливается следующим образом.
- От эбонитового стержня отрезается кусок длиной 30 мм.
- Шайба эбонитовая прочно закрепляется в сверлильном станке и ровно посередине делается сквозное отверстие диаметром 8 мм.
- На токарном станке снимается материал с обеих сторон эбонитовой шайбы до диаметра 20 мм. Материал следует снимать на расстояние, равное толщине металлической шайбы.
 Материал следует снимать на расстояние, равное толщине металлической шайбы.
Материал следует снимать на расстояние, равное толщине металлической шайбы.Таким образом, получится надежный изолятор, который не допустит короткого замыкания между рычагами зажима.
На следующем этапе изготовления самодельных клещей приваривают к металлическим шайбам, с одной стороны ручки длиной около 40 см, а с другой контактную часть прибора, к которой будет подведен силовой кабель и зажим электрода прикрепил. Ручки и контактная часть устройства могут быть выполнены из металлического прутка, который со стороны оператора должен быть прямым, а со стороны контактной части — Г-образным. Подгибание клещей со стороны рабочей части необходимо для того, чтобы соприкосновение контактов производилось только в месте сварки деталей. Металлические шайбы, к которым были приварены ручки и контактные детали, после сварки зачищают напильником или наждаком, чтобы после сборки клещей детали свободно скользили по эбонитовой изоляции.
Сборка самодельных клещей осуществляется следующим образом:
- На болт длиной 50 мм и диаметром 8 мм надевается металлическая шайба, затем шайба из любого изоляционного материала с внешним диаметром не менее 30 мм.
- Половина клещей установлена.
- Установлен разделительный эбонитовый изолятор.
- Вторая половина галочки установлена.
- Ставится изолирующая шайба, затем металлическая шайба, после чего накручивается гайка М8.

Клещи самодельные
Помимо значительной потери мощности на проводнике, при использовании клещей не всегда удается свести контакты с необходимым усилием. Особенно этот недостаток отмечается при контактной сварке металлических деталей толщиной 0,5 мм и более. Для обеспечения достаточного усилия контактная сварка своими руками из старой микроволновки выполняется в виде стационарного аппарата.
Стационарный сварочный аппарат
Пружина рычага
Все основные детали этого вида контактной сварки выполнены по описанному выше принципу, но с той лишь разницей, что рабочая часть перемещается только в вертикальной плоскости, а контакты, благодаря наличию более длинного рычага, замыкаются под гораздо большим усилием.
В стационарном устройстве подвижным выполнено только верхнее плечо, которое, как и при изготовлении клещей, должно быть надежно изолировано от основного корпуса с помощью эбонитовой вставки.
Применение одного рычага значительно упрощает управление сварочным аппаратом, а также позволяет изготовить механизм, автоматически включающий аппарат при перемещении рычага вниз.
Также потребуется оснастить рычаг пружиной, которая вернет верхний контакт сразу после прекращения давления.
Нет необходимости оснащать стационарную конструкцию рычагами типа «ножницы», поэтому достаточно сделать один подвижный верхний рычаг, на котором будет установлен зажим для подключения провода от трансформатора и механизм фиксации электрода.
Нижняя часть выполнена в виде неподвижной платформы с выступающим вверх элементом, на котором также закреплен кабель питания и нижний рабочий электрод.
Точечная сварка самодельная
Преимущество стационарного аппарата в том, что этот аппарат легко сваривает металл толщиной до 1 мм. Более высокая мощность достигается за счет того, что установлен трансформатор
Более высокая мощность достигается за счет того, что установлен трансформатор
на одной платформе с рабочей частью. Такое расположение минимизирует потери электрического тока за счет использования более короткого кабеля между вторичной обмоткой и электродами.
Вывод
Споттер из микроволновки можно сделать самостоятельно, что сэкономит минимум 10 000 руб.
Заводской аппарат
Электроды также изготавливаются самостоятельно, поэтому достаточно иметь СВЧ трансформатор, чтобы получить эффективный и безопасный в эксплуатации аппарат для точечной сварки металла.
Точечная сварка из микроволновки своими руками: инструкция по изготовлению
В хозяйстве часто требуется аппарат для точечной сварки, но купить его сложно из-за высокой цены. Между тем ничего сложного в этом нет, и сделать устройство можно самостоятельно. Основой сварочного аппарата является трансформатор. Для личных нужд точечную сварку из микроволновки можно сделать своими руками. Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Чтобы лучше понять устройство, сначала нужно понять, как оно работает.
Принцип действия аппарата точечной сварки
Металлические детали помещают между электродами из меди или латуни, которыми они прижимаются друг к другу. После этого через них пропускают электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте соединения образуется жидкостная ванна диаметром около 12 мм. Под действием давления соединение сваривается.
Подача тока и прогрев происходят в виде импульса, после чего детали продолжают фиксироваться в одном положении до их незначительного остывания.
Знакомясь с принципом работы, проще разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основные преимущества точечной сварки:
- Экономичность;
- Высокая прочность соединения;
- Простота устройства;
- Возможность изготовления своими руками;
- Возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичности шва, что является существенным недостатком.
Требования к сварочному аппарату
- Возможность изменения продолжительности процесса.
- Создание значительного давления в месте сварки с максимумом в конце нагрева.
- Наличие электродов с высокой электро- и теплопроводностью. Для этой цели подходят электролитическая медь, ее сплавы с хромом и вольфрамом, бронза с добавками кадмия и кобальта. Для домашнего мастера наиболее доступны медь и ее сплав ЭВ. Площадь контакта рабочего конца электрода должна быть в 2-3 раза меньше площади сварного шва.
Изготовление сварочного аппарата своими руками
Из описания принципа действия становится понятно, что ручная точечная сварка должна предварительно обеспечивать нагрев деталей в месте соприкосновения до температуры плавления. Мощность нагрева аппарата разная, и надо представлять, для каких целей будет использоваться самодельный прибор.
Детали для изготовления:
- трансформатор;
- Провод изолированный диаметром 10 мм;
- Электроды;
- переключатель;
- Наконечники;
- Болты;
- Подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).
Аппарат в основном изготавливается настольным. Портативные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся к концам сварочных клещей, изолированных друг от друга. Проще всего сделать их из деревянных брусков вместе с кожухом из фанеры.
Передвигает только верхнюю руку, а нижняя прикреплена к основанию. Усилие сжатия требуется обеспечить как можно больше, особенно когда нужно сваривать толстые листы металла. Для этого нужен мощный рычаг. Его нужно подколоть так, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечивать не более 30 кг давления.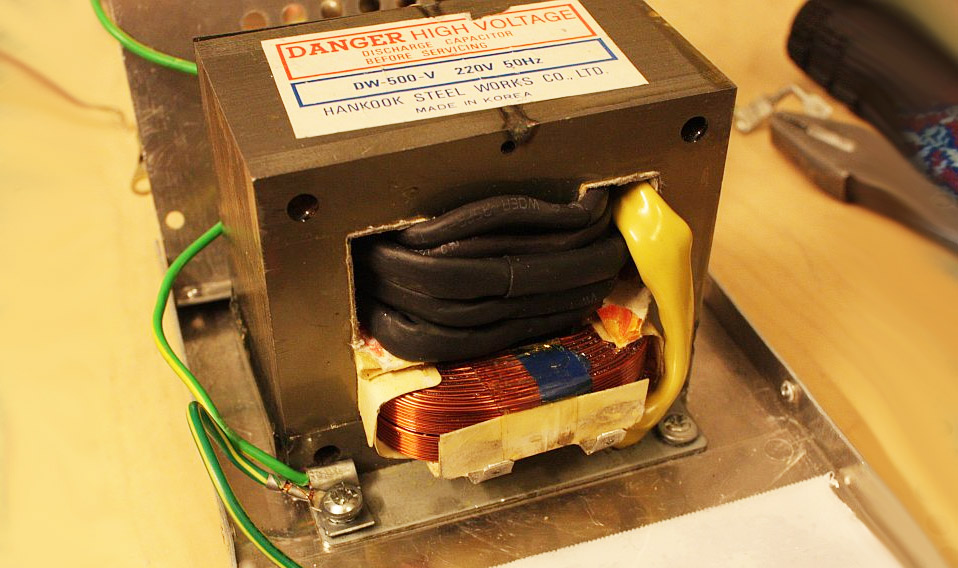 Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так что рука составляет 1:10. В промышленности применяют пневматические и гидравлические устройства для необходимой запрессовки деталей с регулируемым усилием.
Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, так что рука составляет 1:10. В промышленности применяют пневматические и гидравлические устройства для необходимой запрессовки деталей с регулируемым усилием.
Выключатель удобно подводить к ручке. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Устройство также управляется с помощью магнитного пускателя с помощью ножной педали. Вторичная обмотка и корпус трансформатора заземлены.
Трансформатор в сборе
При точечной сварке от СВЧ своими руками основной частью аппарата является силовой трансформатор мощностью 700-1000 Вт. Чем она будет выше, тем лучше. Трансформатор СВЧ имеет сварную конструкцию. Ему нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого необходимо перемотать новую обмотку сверху первичной обмотки, из проволоки диаметром не менее 1 см. Для этого в щелях трансформатора имеется зазор, через который проходят 2-3 витка толстого изолированного провода, Отверстие между сердечником и первичной обмоткой. Аппарат на 1 кВт подходит для сварки листов толщиной до 3 мм.
Аппарат на 1 кВт подходит для сварки листов толщиной до 3 мм.
Точечная сварка из микроволновой печи создает ток во вторичной обмотке до 2 тыс. А своими руками. При большем его значении будут заметны скачки напряжения в сети и в квартире это может негативно сказаться на работе электронных устройств. В частном доме можно использовать более мощное устройство.
Как разобрать микроволновку не проблема. Важно, чтобы его трансформатор обеспечивал необходимую мощность. Часто для его повышения применяют два одинаковых преобразователя напряжения, включенных параллельно друг другу. Для этого создается схема точечной сварки из двух одинаковых вторичных обмоток с соединением одинаковых выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать клеммы, чтобы не произошло короткого замыкания. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. В этом случае также необходимо избегать неправильного подключения в противофазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
В этом случае также необходимо избегать неправильного подключения в противофазе. Для этого выход подключается к нагрузке и вольтметр измеряет переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Производство электродов
Для изготовления электродов проще всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их необходимо периодически подтачивать. В них сверлят отверстие, через которое болты соединяются с проводами вторичной обмотки.
Требования к электродам:
- Прочность при рабочей температуре;
- Простота обработки;
- Высокая тепло- и электропроводность.
Медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий, в наибольшей степени удовлетворяют этим требованиям. EV считается лучшим сплавом.
Нижний электрод закреплен, а верхний электрод прикреплен к плечу. Важно обеспечить их надежную изоляцию.
Устройство подключено к сети с помощью автоматического выключателя на 20 А.
Соединительные провода
Подсоедините провода к электродам, длина которых должна быть как можно меньше. Они припаяны к медным наконечникам. Отдельные жилы провода также спаивают друг с другом, т.к. при большом токе места контактов могут окисляться, и мощность теряется. Обжим наконечников не рекомендуется, так как в местах контакта возникает дополнительное контактное сопротивление.
Технология контактной сварки
Сварку производить только после прижатия электродов, иначе они могут обгореть. Основные параметры сварки следующие:
- Сила тока;
- длительность импульса;
- Сила прижатия электродов;
- Форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при прохождении тока и вскоре после него. При этом металл успевает кристаллизоваться, а соединение получается более прочным.
Желательно охлаждать агрегат вентилятором. Необходимо следить за температурой электродов, проводов и обмоток трансформатора. Если они разогреты, происходит перерыв.
Необходимо следить за температурой электродов, проводов и обмоток трансформатора. Если они разогреты, происходит перерыв.
Время точечной сварки зависит от величины тока и подбирается экспериментально. Обычно это несколько секунд. Листовой материал в основном связанный, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой длительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим характеризуется большей длительностью импульса. Он больше подходит для домашних условий, где не всегда удается добиться необходимой мощности. Заготовки свариваются из обычных углеродистых сталей.
Давление, плотность тока и размер пятна зависят от диаметра контактной поверхности электрода.
В бытовых конструкциях аппаратов точечной сварки значение тока обычно не регламентируется. В основном ориентация ориентирована на продолжительность нагрева, а управление осуществляется изменением цвета деталей. Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключаемый на входе. Чтобы катушка не перегорала при большом токе, при замыкании колесиком применяют устройства со ступенчатой регулировкой напряжения.
Если требуется регулировка напряжения, можно использовать лабораторный автотрансформатор, подключаемый на входе. Чтобы катушка не перегорала при большом токе, при замыкании колесиком применяют устройства со ступенчатой регулировкой напряжения.
Применение точечной сварки
Для домашних ремонтников контактная сварка необходима при мелком ремонте, когда необходимо соединить небольшие листы металла. Он используется для замены аккумуляторов электроинструментов, ноутбуков и аналогичного оборудования, чтобы снизить стоимость замены аккумуляторов. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор аппаратов для точечной сварки на рынке велик, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно изготовить самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, собранной своими руками, работает надежно и обеспечивает необходимый мелкий ремонт деталей, если правильно подобрать все параметры. Здесь важно понимать, для каких целей он изготовлен.
Здесь важно понимать, для каких целей он изготовлен.
точечная сварка — Перевод на английский — примеры русский
Английский
Арабский Немецкий Английский испанский Французский иврит итальянский Японский Голландский польский португальский румынский Русский Шведский турецкий украинец Китайский
китайский язык
Синонимы арабский Немецкий Английский испанский Французский иврит итальянский Японский Голландский польский португальский румынский Русский Шведский турецкий украинец китайский язык Украинский
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
Предыдущий: Ежедневное техническое обслуживание аппарата точечной сварки
上一个: 点焊机 的日常保养维护
Специальный быстрый контроллер имеет время непрерывного отклика <= 20 мс, что соответствует рабочему циклу точечной сварки .
专用快速控制器连续响应时间<=20ms满足 点焊机 工作周期;
Аппарат точечной сварки UB29 linear DC micro обеспечивает непревзойденный уровень контроля контактной микросварки и термокомпрессионного соединения.
UB29线性直流微型 点焊机 能够为微型电阻焊和热压帮定应用提供前所未有的控制性能。
Точечная сварка (требуется аппарат точечной сварки TML W-50R)
点焊(需要TML 点焊机 W-50R)
2, сварочный ток, настольный точечный сварщик сварочный ток определяется размером, толщиной и контактной поверхностью сварного шва.
2、焊接电流:台式 点焊机 焊接电流决定于焊件之大小、厚度及接触表面的情况。
CX-40DAZ Ультразвуковой аппарат для точечной сварки металла : подходит для автосварочного аппарата с литий-ионным аккумулятором, автоматический сварочный аппарат для полюсных наконечников
CX-40DAZ 超声波金属 点焊机 :配套锂电池主动卷绕机, 主动极片焊接机
ортодонтические щипцы; иглодержатель/ножницы с золотой коронкой; аппарат для точечной сварки ; формирователь квадратной проволоки; локатор кронштейна; отражатель
正畸钳;持针器/金冠剪; 点焊机 ;方丝成形器;托槽定位器;反光板;其他。
Трансформатор микроволновой печи перерабатывается в аппарат точечной сварки трансформатор. Снять высоковольтную часть, оставив конец 220В, а конец снятия намотать проводом более 10 кв.
微波炉 变压器 成 成 点焊机 变压器。 将 高压 拆除 , 留下 220V 那 端 拆除 端用 10 平方以上 的 绕 到 绕 进 为止。。
Ассортимент продукции: Сварочный аппарат (MMA, TIG, MIG), Плазменный резак, Аппарат для точечной сварки
产品范围:焊接机(MMA,TIG,MIG),等离子切割机, 点焊机
Аппарат точечной сварки серии 600W
Тип: 600 Вт, тип , тип
Аппарат точечной сварки Micro для микросварки
用于微型焊接的微型 点焊机
返回 Аккумулятор Точечная сварка
[返回 电池 点焊机 ]
Импульсная батарея переменного тока APM-10K Аппарат для точечной сварки
APM-10K交流脉冲电池 点焊机
Аккумуляторная батарея Аппарат для точечной сварки SWD-2119
SWD-2119 动力电池 点焊机
Типичная батарея сопротивления 9Установка для точечной сварки 0309 будет состоять из аккумулятора для точечной сварки , такого как аппараты для точечной сварки с емкостным разрядом Amada Miyachi в паре со сварочной головкой Thinline, или наш линейный точечный сварочный аппарат постоянного тока micro в паре с нашей новой электромагнитной сварочной головкой с низким усилием.
一 个 典型 电池 电阻 电阻 点焊机 的 配置 一 个 电池 电池 点焊机 电源 如 如 amada miyachi 的 充放 电式 电焊机 配 有 一 个 Thinline 焊头 , 我们 的 直流 微型 电焊机 配 有 一 个 焊头 , 或 的 线性 微型 微型 配 有 一 一 个 焊头 , 我们 的 直流 微型 电焊机 配 有 一 一 个 焊头 或 我们 线性 微型 微型 电焊机 配 一 一 一 个 焊头 的配有我们的新型 电磁低功率电焊头。
Компания занимается проектированием и производством аппарата для точечной сварки AC и складского аппарата для точечной сварки , история которого насчитывает 30 оставшихся лет. Благодаря собственным усилиям предприятия разрабатывает ультразвуковой аппарат для сварки металлов, три вида режимов сварки с заменой, хранением. и ультразвуковое, а также неавтоматизированное и полуавтоматическое оборудование производственных линий последовательно, основанное на оригинальном базовом продукте, в последние несколько лет пользуется очень высоким престижем. в отечественных и зарубежных странах…
真空注液机 固态锂电池一次热封 PZF-Y2 型真空热封机JC-2型极片自动焊机JC-3/JC-3A/JC-7锂离子电扠池枨期液机 固态 电池 一 次 热封 pzf-y2 型 热封机 热封机 jc-2 型 片 自动 焊机 铝壳 负极 底 半 焊机 焊机 pt1020Q-3 储能 焊机 镇江市 机电 产品 有限 公司 公司 公司 公司从事 交流 点焊机 、 储能 点焊机 、 设备 设计 制造 已 具备 三十余 年 的 历史 , 企业 自身 , 近 年 来 在 原 基础 产品 的 上 相继 出 超声波 来 在 原 基础 的 上 相继 了 超声波焊接机 , 、 储能 、 超声波 三 种 焊接 方式 下 的 非 自动化 、 半 生产线 生产线 设备 , 在 国内外 很 高 的。 公司 的 产品 保 保 已 二 00 三 年 获得 获得 认证 国家 体系 已 二 00 三 获得 获得 认证 ,认证。
Как отрегулировать давление сварки нержавеющей стали точечная сварка ?
不锈钢点 焊机 焊接压力应该怎样调节?
ВИП-102С 2000А инвертор высокочастотный аппарат точечной сварки источник сварочного тока
VIP-102S 2000A 高频 逆变点焊机 焊接电源
Контроллер аппарата контактной сварки Фильтр дисковый соковыжималки автоматический точечная сварка
电阻焊机控制器 榨汁机过滤网盘自动点 焊机
Моя жизнь полностью изменилась, когда я нашел аппарат для точечной сварки .
当我发明了一个 电焊机 之后,我的生命彻底改变了
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах. Они не отбираются и не проверяются нами и могут содержать неприемлемые термины или идеи. Пожалуйста, сообщайте о примерах, которые нужно отредактировать или не отображать. Грубые или разговорные переводы обычно выделены красным или оранжевым цветом.
Зарегистрируйтесь, чтобы увидеть больше примеров Это простой и бесплатный
регистр Соединять
Микромашины | Бесплатный полнотекстовый | Исследование сварки нанопроводов с использованием микроволн Ag для повышения проводимости мягких электродов
1. Введение
Электроды с хорошей проводимостью, прилегаемостью и биосовместимостью очень востребованы в мягкой электронике для обнаружения сигналов, обнаружения движения и медицинских приложений [1] .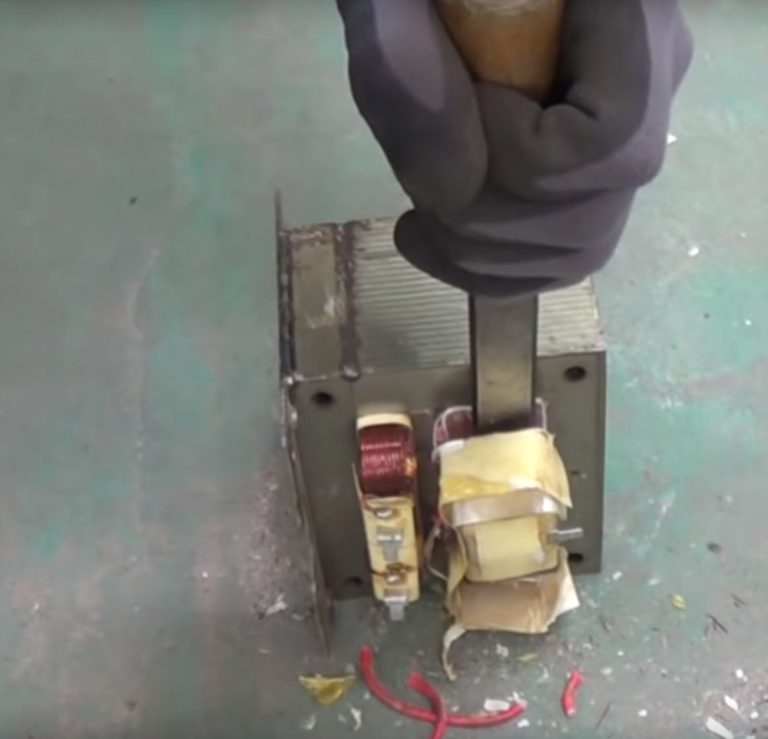 В первые годы оксид индия-олова (ITO) использовался для мягких электродов из-за его хорошей прозрачности и проводимости. Тем не менее, изготовление ITO требует специального выращивания материала, высокой температуры осаждения и вакуумной обработки [2]. Кроме того, ITO также легко ломается при сгибании, что в значительной степени ограничивает его применение в быстрорастущих технологиях носимой электроники. Позже были предложены различные другие материалы для замены ITO, такие как проводящие полимеры, нанотрубки и металлические нанопроволоки и т. д. [3,4,5,6,7,8]. Однако полимер обычно имеет ограничение в виде низкой проводимости, а нанотрубки могут подрываться из-за дефектов трубок или их скручивания. Вместо этого металлические нанопроволоки (МНН) обладают преимуществами хорошей гибкости, высокой прозрачности, большой проводимости и экономичности. Между тем, MNW можно легко нанести на мягкие тонкие пленки, такие как полиэтилентерефталат (PET) или полидиметилсилоксан (PDMS), поэтому они стали многообещающими кандидатами на мягкие электроды в носимых технологиях [9].
В первые годы оксид индия-олова (ITO) использовался для мягких электродов из-за его хорошей прозрачности и проводимости. Тем не менее, изготовление ITO требует специального выращивания материала, высокой температуры осаждения и вакуумной обработки [2]. Кроме того, ITO также легко ломается при сгибании, что в значительной степени ограничивает его применение в быстрорастущих технологиях носимой электроники. Позже были предложены различные другие материалы для замены ITO, такие как проводящие полимеры, нанотрубки и металлические нанопроволоки и т. д. [3,4,5,6,7,8]. Однако полимер обычно имеет ограничение в виде низкой проводимости, а нанотрубки могут подрываться из-за дефектов трубок или их скручивания. Вместо этого металлические нанопроволоки (МНН) обладают преимуществами хорошей гибкости, высокой прозрачности, большой проводимости и экономичности. Между тем, MNW можно легко нанести на мягкие тонкие пленки, такие как полиэтилентерефталат (PET) или полидиметилсилоксан (PDMS), поэтому они стали многообещающими кандидатами на мягкие электроды в носимых технологиях [9]. ,10,11,12].
,10,11,12].
При нанесении на тонкие пленки МНВ физически контактируют друг с другом и образуют сетчатую текстуру. Контактное сопротивление между МНЛ неизбежно влияет на электрические характеристики пленки. Для снижения контактного сопротивления МНЛ выполнено много замечательных работ, в том числе холодная сварка [6], плазмонная сварка [13,14,15], лазерное спекание [16], механическое давление [17], термический отжиг [18,19]. , электронно-лучевая сварка [20], сварка с использованием растворителя [21,22] и так далее. Вышеуказанные работы можно в целом разделить на методы сварки давлением и сварки тепловым способом. Метод сварки давлением оказывает большое давление на все устройство без селективности, что требует больших затрат энергии и может привести к повреждению тонкой пленки. Традиционный подход к тепловой сварке требует очень тонкого и дорогого оборудования для контроля термического воздействия на небольшой выбранной площади, что увеличивает стоимость и препятствует крупномасштабному производству.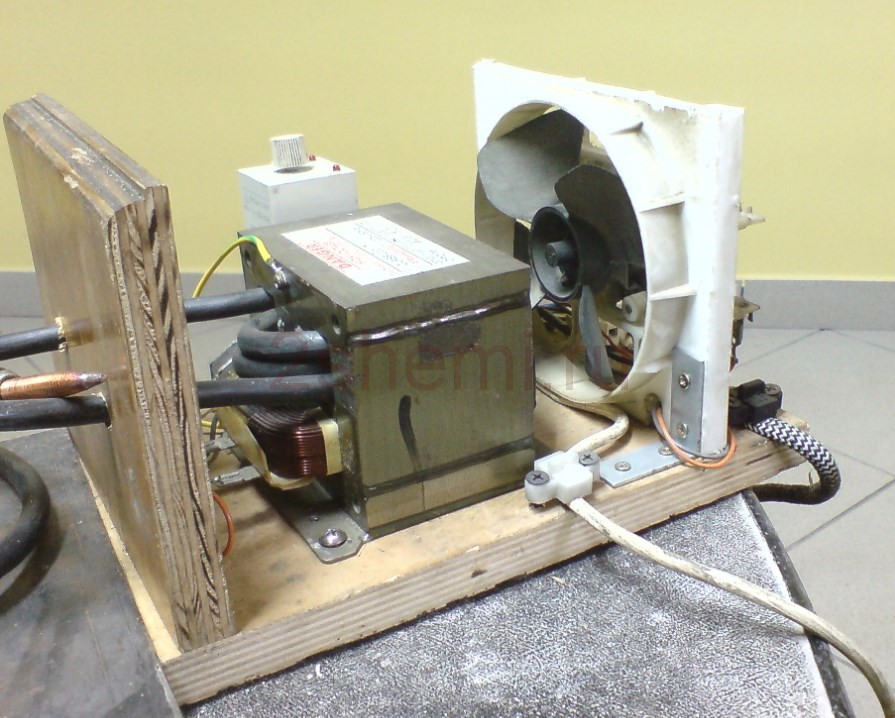 Поэтому очень востребован простой метод сварки, который подходит как для выборочной обработки, так и для крупномасштабного производства.
Поэтому очень востребован простой метод сварки, который подходит как для выборочной обработки, так и для крупномасштабного производства.
Микроволновый нагрев является широко используемым методом синтеза наноматериалов из-за его преимуществ в селективности теплового воздействия, сокращении времени обработки и повышении чистоты продукта [23,24]. Недавно некоторые ученые предложили использовать микроволновую обработку для сварки MNW, которая значительно улучшила тепло- и электропроводность пленок с покрытием из нанопроволоки [25]. Хотя эти предварительные работы были сосредоточены только на демонстрации микроволновой сварки МНЛ, количественный анализ микроволнового теплового воздействия на МНЛ необходим для управления микроволновой сваркой в реальных приложениях. В этой работе мы проанализировали вызванное микроволновым излучением повышение температуры, сварку и повышение проводимости AgNW при различной плотности нанопроводов, диаметрах и различной мощности и времени воздействия микроволн. Повышение проводимости было оптимизировано для тонких пленок, покрытых AgNW, которые применялись в качестве мягкого электрода для измерения концентрации глюкозы.
Повышение проводимости было оптимизировано для тонких пленок, покрытых AgNW, которые применялись в качестве мягкого электрода для измерения концентрации глюкозы.
2. Материалы
Ниже приведены материалы для синтеза AgNW и экспериментального процесса: нитрат серебра (AgNO 3 , CAS: 7761-88-8, 99,9999%, Sigma-Aldrich, Сент-Луис, Мичиган, США) , хлорид меди (CuCl 2 , CAS: 7447-39-4, 99%, Sigma-Aldrich, Сент-Луис, Мичиган, США), этиленгликоль (EG, CAS: 107-21-1, безводный 99,8%, Sigma-Aldrich), поливинилпирролидон (PVP, CAS: 9003-39-8, MW = 360 000, Sigma-Aldrich), полидиметилсилоксан (PDMS, DC Sylgard 184), полиэтилентерефталат (PET, Dupont, Шэньчжэнь, Китай). Перед синтезом AgNO 3 , CuCl 2 и ПВП растворяли в ЭГ с образованием однородного раствора.
3. Методы
3.1. Синтез AgNW
AgNW были синтезированы восстановлением предшественника соли металла полиолом. Сначала 20 мл этиленгликоля (ЭГ) нагревали до 155 °C, чтобы удалить всю воду внутри. Затем в ЭГ последовательно добавляли 160 мкл (4 мМ) раствора CuCl 2 и 6 мл (115 мМ) раствора поливинилпирролидона (ПВП) с интервалом 15 мин. Наконец, 6 мл (9К смеси добавляли 5 мМ) раствора AgNO 3 и выдерживали при 155°C в течение двух часов для обеспечения полного синтеза AgNW. Затем AgNW несколько раз промывали ацетоном и деионизированной (ДИ) водой для очистки. Затем очищенные AgNW диспергировали в этаноле для экспериментов на следующем этапе.
Сначала 20 мл этиленгликоля (ЭГ) нагревали до 155 °C, чтобы удалить всю воду внутри. Затем в ЭГ последовательно добавляли 160 мкл (4 мМ) раствора CuCl 2 и 6 мл (115 мМ) раствора поливинилпирролидона (ПВП) с интервалом 15 мин. Наконец, 6 мл (9К смеси добавляли 5 мМ) раствора AgNO 3 и выдерживали при 155°C в течение двух часов для обеспечения полного синтеза AgNW. Затем AgNW несколько раз промывали ацетоном и деионизированной (ДИ) водой для очистки. Затем очищенные AgNW диспергировали в этаноле для экспериментов на следующем этапе.
3.2. Дисперсия AgNW в неполярном растворе
AgNW были диспергированы в базовом растворе для оценки микроволнового теплового воздействия на нанопроволоки. В качестве базового раствора рассматривалась неполярная жидкость Isopar H, имеющая низкую диэлектрическую проницаемость 1,89.и высокой температурой кипения 189°С. Из-за своей неполярности Isopar H поглощает очень мало микроволновой энергии и, следовательно, не влияет на анализ микроволнового нагрева AgNW. Однако AgNW являются гидрофильными и будут агрегировать в растворе Isopar H (рис. 1а). Поэтому мы изменили рецептуру базового раствора, добавив в Isopar H гипердиспергатор CH-5 (5% масс.) и поверхностно-активное вещество Span-20 (10% масс.). AgNWs в этаноле из раздела 3.1 центрифугировали при 5000 об/мин в течение 5 минут, затем нагревают при 70°С в течение 10 мин для удаления остаточного этанола. AgNW, не содержащие этанола, быстро высыпали в раствор основания и интенсивно перемешивали вихревой мешалкой в течение 5 мин. Была получена гомогенная дисперсия AgNW, как показано на рисунке 1b. На раствор воздействовали микроволновым излучением с частотой 2,45 ГГц. Температура раствора непрерывно контролировалась с помощью сенсорной системы (серия OMEGA FOB-100) (рис. 1c) для количественного анализа теплового воздействия микроволн на AgNW.
Однако AgNW являются гидрофильными и будут агрегировать в растворе Isopar H (рис. 1а). Поэтому мы изменили рецептуру базового раствора, добавив в Isopar H гипердиспергатор CH-5 (5% масс.) и поверхностно-активное вещество Span-20 (10% масс.). AgNWs в этаноле из раздела 3.1 центрифугировали при 5000 об/мин в течение 5 минут, затем нагревают при 70°С в течение 10 мин для удаления остаточного этанола. AgNW, не содержащие этанола, быстро высыпали в раствор основания и интенсивно перемешивали вихревой мешалкой в течение 5 мин. Была получена гомогенная дисперсия AgNW, как показано на рисунке 1b. На раствор воздействовали микроволновым излучением с частотой 2,45 ГГц. Температура раствора непрерывно контролировалась с помощью сенсорной системы (серия OMEGA FOB-100) (рис. 1c) для количественного анализа теплового воздействия микроволн на AgNW.
3.3. AgNW с покрытием на ПЭТ-пленках
Проводимость тонких пленок с AgNW-покрытием можно повысить с помощью микроволновой сварки нанопроволок. Здесь в качестве подложки нанопроволоки использовалась ПЭТ-пленка из-за ее хорошей прозрачности и мягкости, которая подходит для мягких электронных приложений. Синтезированные нанопроволоки сначала равномерно диспергировали в этаноле с массовой концентрацией 0,0125 мас.%, а затем прикапывали вдоль одного края ПЭТ-пленки. Для прокатки растворов по пленке использовали стержень Мейера, как показано на рисунке 2. Несколько слоев AgNW можно получить, повторяя вышеуказанные шаги несколько раз, при этом направление прокатки менялось на ортогональное после каждого шага, чтобы обеспечить лучшее качество. единообразие. Покрытую пленку нагревали при 70°С в течение 1 мин для удаления остатка этанола.
Здесь в качестве подложки нанопроволоки использовалась ПЭТ-пленка из-за ее хорошей прозрачности и мягкости, которая подходит для мягких электронных приложений. Синтезированные нанопроволоки сначала равномерно диспергировали в этаноле с массовой концентрацией 0,0125 мас.%, а затем прикапывали вдоль одного края ПЭТ-пленки. Для прокатки растворов по пленке использовали стержень Мейера, как показано на рисунке 2. Несколько слоев AgNW можно получить, повторяя вышеуказанные шаги несколько раз, при этом направление прокатки менялось на ортогональное после каждого шага, чтобы обеспечить лучшее качество. единообразие. Покрытую пленку нагревали при 70°С в течение 1 мин для удаления остатка этанола.
3.4. AgNW, нанесенные на PDMS для применения в качестве электрода
Мы покрыли AgNW пленкой PDMS в качестве мягкого и биосовместимого электрода для применения в качестве биосенсора. Электрод формировали, сначала создавая гидрофильную область на пленке с помощью обработки кислородной плазмой через теневую маску, как показано на рис. фильм. AgNW хорошо прилипают к гидрофильной области и формируют рисунок электрода после испарения этанола. Микроволны воздействовали на AgNW в течение 30 с для улучшения проводимости электродов. Глюкозооксидаза (GO ×) затем капали на электрод для электрохимического определения глюкозы.
фильм. AgNW хорошо прилипают к гидрофильной области и формируют рисунок электрода после испарения этанола. Микроволны воздействовали на AgNW в течение 30 с для улучшения проводимости электродов. Глюкозооксидаза (GO ×) затем капали на электрод для электрохимического определения глюкозы.
3.5. Посев клеток для тестирования биосовместимости AgNW
Мы посеяли клетки T24 на четыре тонкие пленки PDMS, покрытые AgNW, которые затем поместили в 48-луночный планшет для тестирования биосовместимости AgNW. На каждую пленку высевали около 20 000 клеток в 100 мкл заполненной среды, а затем культивировали в инкубаторе при температуре 37 °C и концентрации CO 2 5%. Рост клеток в четырех группах культивирования исследовали через 12, 24, 48 и 72 часа соответственно. При этом такое же количество клеток Т24 культивировали непосредственно в пятой лунке в течение 72 ч, что и в контрольной группе, при сохранении других параметров такими же. Для исследования роста клеток использовали 5 мкМ флуоресцентного красителя Calcein-AM (ThermoFisher C3100MP, Уолтем, Массачусетс, США).
4. Результаты и обсуждение
4.1. Исследование структуры синтезированных AgNW
Синтезированные AgNW в разделе 3.1 были нанесены на тонкую ПЭТ-пленку для исследования структуры с использованием электронного сканирующего микроскопа (SEM, Hitachi S-4800), как показано на рисунке 4a,b. AgNW образовывали сетчатую структуру на тонкой пленке диаметром около 30 нм. Диаметр AgNW можно регулировать, изменяя количество CuCl 2 в процессе синтеза. Как показано на рис. 4c,d, средний диаметр AgNW увеличился до 9 мкм.0 нм и 120 нм, когда добавленный объем CuCl 2 (4 мМ) был увеличен до 320 мкл и 480 мкл в процессе синтеза соответственно. На рис. 4д показаны средние диаметры нанопроволок при различных значениях отклонения.
4.2. Микроволновый нагрев AgNW в неполярном растворе
Чтобы понять микроволновое тепловое воздействие на AgNW, мы отслеживали температуру диспергированного неполярного раствора AgNW при микроволновом нагреве. Сначала к 20 мл базового раствора Isopar H (без AgNW) применяли микроволновую печь мощностью 300 Вт. Для сравнения была измерена температура того же объема деионизированной воды при том же микроволновом излучении. Начальная температура была установлена на уровне комнатной температуры, 25°С. Как показано на рис. 5, повышение температуры ΔT было измерено на уровне 0,78 К для основного раствора после 30-секундного микроволнового нагрева, что, с другой стороны, составило почти 20 К для деионизированной воды. Это подтвердило, что базовый раствор поглощает меньше микроволновой энергии по сравнению с обычным полярным растворителем.
Сначала к 20 мл базового раствора Isopar H (без AgNW) применяли микроволновую печь мощностью 300 Вт. Для сравнения была измерена температура того же объема деионизированной воды при том же микроволновом излучении. Начальная температура была установлена на уровне комнатной температуры, 25°С. Как показано на рис. 5, повышение температуры ΔT было измерено на уровне 0,78 К для основного раствора после 30-секундного микроволнового нагрева, что, с другой стороны, составило почти 20 К для деионизированной воды. Это подтвердило, что базовый раствор поглощает меньше микроволновой энергии по сравнению с обычным полярным растворителем.
Затем мы отслеживали повышение температуры в 20 мл основного раствора при диспергировании в растворе различных количеств AgNW. Начальную температуру поддерживали на уровне 25°С. Поскольку глубина проникновения микроволн Ag (≈1,3 мкм) [26] намного больше диаметра AgNW, сильный электрический ток в AgNW возбуждается электрическим и магнитным полем микроволн и выделяется большое количество тепла [27] . При СВЧ-нагреве мощностью 300 Вт температура раствора увеличилась на 1,22, 2,07 и 3,73 К через 30 с для базового раствора с массовой концентрацией AgNW C масс. = 0,0125%, 0,025% и 0,05% соответственно, как показано на фиг.6а. Учитывая, что повышение температуры в базовом растворе составило 0,78 К, дополнительное повышение температуры из-за AgNW составило 0,44, 1,29 и 2,95 К для растворов трех вышеуказанных концентраций соответственно. Это указывало на пропорциональную зависимость между повышением температуры и массовой концентрацией AgNW.
При СВЧ-нагреве мощностью 300 Вт температура раствора увеличилась на 1,22, 2,07 и 3,73 К через 30 с для базового раствора с массовой концентрацией AgNW C масс. = 0,0125%, 0,025% и 0,05% соответственно, как показано на фиг.6а. Учитывая, что повышение температуры в базовом растворе составило 0,78 К, дополнительное повышение температуры из-за AgNW составило 0,44, 1,29 и 2,95 К для растворов трех вышеуказанных концентраций соответственно. Это указывало на пропорциональную зависимость между повышением температуры и массовой концентрацией AgNW.
Для дальнейшего анализа микроволнового нагрева AgNW мы протестировали термический эффект 20 мл основного раствора без/с 0,05 мас.% AgNW при различной мощности микроволнового нагрева. После 30-секундного микроволнового нагрева температура увеличилась на 0,78, 1,54 и 1,9°С.9 K для раствора без AgNW и на 3,73, 9,62 и 18,14 K для раствора с AgNW при мощности микроволн 300 Вт, 600 Вт и 800 Вт соответственно, как показано на рисунке 6b. Таким образом, повышение температуры за счет AgNW составило 2,95, 8,08 и 16,15 К при мощности СВЧ 300 Вт, 600 Вт и 800 Вт соответственно. Видно, что изменение температуры зависело от мощности СВЧ линейно. Также стоит отметить, что при увеличении мощности с 300 Вт до 600 Вт, а затем до 800 Вт температура базового раствора увеличилась всего на 97% и 155%, а повышение температуры за счет AgNW составило 212% и 447%. Это еще раз продемонстрировало высокую способность AgNW поглощать микроволновую мощность. Затем мы сравнили микроволновый нагрев на AgNW различного диаметра d = 30 нм, 90 нм и 120 нм в 20 мл основного раствора при фиксированной массовой концентрации 0,05% масс. Повышение температуры раствора с AgННК разного диаметра регистрировалось каждые 5 с, как показано на рис. 7, что составило 2,3, 4,8 и 7,8 К для базового раствора с AgННК диаметром 30, 9°.0 и 120 нм соответственно, что указывает на линейную зависимость микроволнового теплового эффекта от диаметра нанопроволоки.
Таким образом, повышение температуры за счет AgNW составило 2,95, 8,08 и 16,15 К при мощности СВЧ 300 Вт, 600 Вт и 800 Вт соответственно. Видно, что изменение температуры зависело от мощности СВЧ линейно. Также стоит отметить, что при увеличении мощности с 300 Вт до 600 Вт, а затем до 800 Вт температура базового раствора увеличилась всего на 97% и 155%, а повышение температуры за счет AgNW составило 212% и 447%. Это еще раз продемонстрировало высокую способность AgNW поглощать микроволновую мощность. Затем мы сравнили микроволновый нагрев на AgNW различного диаметра d = 30 нм, 90 нм и 120 нм в 20 мл основного раствора при фиксированной массовой концентрации 0,05% масс. Повышение температуры раствора с AgННК разного диаметра регистрировалось каждые 5 с, как показано на рис. 7, что составило 2,3, 4,8 и 7,8 К для базового раствора с AgННК диаметром 30, 9°.0 и 120 нм соответственно, что указывает на линейную зависимость микроволнового теплового эффекта от диаметра нанопроволоки.
4.
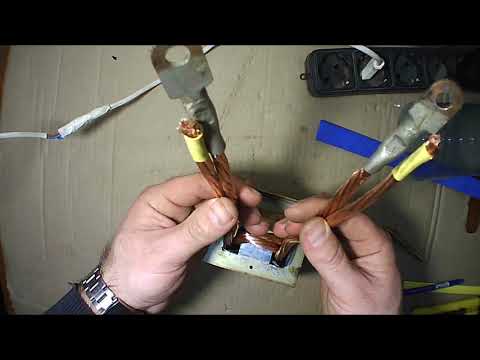 3. Микроволновый нагрев AgNW на тонкой пленке PET
3. Микроволновый нагрев AgNW на тонкой пленке PETВ этом разделе мы исследовали микроволновую сварку AgNW, нанесенных на тонкую пленку PET, как показано на рисунке 8a. Пленка была покрыта двумя слоями AgNW и обладала отличной прозрачностью. Контактную сеть наблюдали под оптическим микроскопом, как показано на рисунке 8b. Оптические пропускания достигали около 80% во всем видимом диапазоне спектра для пленок с AgNW диаметром 30 нм,90 нм и 120 нм соответственно, как показано на рисунке 8c. Небольшое падение пропускания для пленки AgNW большего диаметра является результатом немного более высокого отражения света большими AgNW.
Эффект микроволновой сварки AgNW на тонкой пленке PET был затем оценен с использованием нанопроводов диаметром 90 нм, которые имеют лучший коэффициент пропускания, чем у AgNW 120 нм, и более сильный тепловой эффект, чем AgNW 30 нм. СЭМ-изображение сети AgNW показано на рисунке 9 (a1) до микроволнового нагрева. AgNW случайным образом распределяются по пленке и контактируют друг с другом, как показано на рисунке 9. (а2, а3). Электрическое сопротивление в контактных соединениях, а именно контактное сопротивление, было значительно выше, чем у самой нанопроволоки, и могло индуцировать локальные горячие точки при микроволновом нагреве [28]. После 30-секундного микроволнового нагрева мы заметили, что AgNW начали слипаться в некоторых контактных соединениях (рис. 9(b3)), оставаясь при этом слабо контактированными в остальных местах (рис. 9(b2)). Это свидетельствует о том, что на всех переходах нагрев был неравномерным. Поскольку микроволновый нагрев продолжался до 90 с, большинство контактных соединений заваривались. Кроме того, тепловой эффект был настолько велик, что некоторые AgNW начали плавиться (рис. 9).(c2)) и даже предохранитель, как показано на рис. 9(c3). Точки плавления в основном были закрыты контактными соединениями, а не контактными соединениями, что означает, что выделяемого тепла недостаточно для плавления сварных соединений, а может быть проведено только в близлежащие места и расплавить нанопроволоку.
(а2, а3). Электрическое сопротивление в контактных соединениях, а именно контактное сопротивление, было значительно выше, чем у самой нанопроволоки, и могло индуцировать локальные горячие точки при микроволновом нагреве [28]. После 30-секундного микроволнового нагрева мы заметили, что AgNW начали слипаться в некоторых контактных соединениях (рис. 9(b3)), оставаясь при этом слабо контактированными в остальных местах (рис. 9(b2)). Это свидетельствует о том, что на всех переходах нагрев был неравномерным. Поскольку микроволновый нагрев продолжался до 90 с, большинство контактных соединений заваривались. Кроме того, тепловой эффект был настолько велик, что некоторые AgNW начали плавиться (рис. 9).(c2)) и даже предохранитель, как показано на рис. 9(c3). Точки плавления в основном были закрыты контактными соединениями, а не контактными соединениями, что означает, что выделяемого тепла недостаточно для плавления сварных соединений, а может быть проведено только в близлежащие места и расплавить нанопроволоку.
Исследовано влияние микроволнового нагрева на изменение электрического сопротивления тонкой пленки, покрытой AgNW. AgNW диаметром 90 нм из 1–5 слоев были нанесены на пять тонких пленок ПЭТ соответственно для сравнения стойкости. Тонкую пленку нагревали СВЧ-излучением мощностью 300 Вт на частоте 2,4 ГГц и каждые 30 с регистрировали изменение сопротивления, как показано на рис. 10. До СВЧ-обработки исходное сопротивление пленки R 0 составляло 2370, 658, 385, 234 и 97 Ом/м 2 для пленок с 1, 2, 3, 4 и 5 слоями AgNW соответственно, как указано в момент времени 0 с на рис. 10a–e. В первые 30 с сопротивление начало уменьшаться для всех пяти тонкопленочных случаев, что было связано со сваркой контактных переходов в сети AgNW и согласовывалось с изображением SEM, как показано на рисунке 9b. При увеличении времени СВЧ-облучения с 30 с до 60 с сопротивление для тонких пленок с AgNW 1 и 5 слоев продолжало снижаться за счет эффекта сварки, а для тонких пленок, покрытых 2, 3 и 4 слоями AgNW , сопротивление стало увеличиваться из-за взрыва AgNW, что соответствует случаю на рис. 9в. После 60-секундной обработки нанопроволоки были перегреты микроволновым излучением, и плавление нанопроволоки значительно увеличило электрическое сопротивление, которое было даже примерно в 10 раз больше, чем исходное значение для пленки с однослойным покрытием при обработке в течение 90 с. Относительные электрические сопротивления R T /R 0 для различных слоистых пленок AgNW представлены на рис. 10f для сравнения. Видно, что электрическое сопротивление для пленок с числом слоев от 1 до 5 может быть уменьшено на 79%, 52%, 67%, 25% и 37% после обработки СВЧ в течение 60, 30, 30, 30 и 60 с соответственно. Это указывает на то, что время микроволновой сварки необходимо контролировать, чтобы оптимизировать проводимость тонкой пленки.
9в. После 60-секундной обработки нанопроволоки были перегреты микроволновым излучением, и плавление нанопроволоки значительно увеличило электрическое сопротивление, которое было даже примерно в 10 раз больше, чем исходное значение для пленки с однослойным покрытием при обработке в течение 90 с. Относительные электрические сопротивления R T /R 0 для различных слоистых пленок AgNW представлены на рис. 10f для сравнения. Видно, что электрическое сопротивление для пленок с числом слоев от 1 до 5 может быть уменьшено на 79%, 52%, 67%, 25% и 37% после обработки СВЧ в течение 60, 30, 30, 30 и 60 с соответственно. Это указывает на то, что время микроволновой сварки необходимо контролировать, чтобы оптимизировать проводимость тонкой пленки.
4.4. Электрод AgNW для определения концентрации глюкозы
В этом разделе мы покрыли AgNW тонкой пленкой в качестве рабочего электрода для измерения концентрации глюкозы. Сначала мы проверили биосовместимость пленки PDMS, покрытой нанопроволокой, с использованием клеток T24, как описано в разделе 3. 5. Условия роста клеток показаны на рис. 11. Количество клеток на электроде стабильно росло и было обнаружено, что оно близко к количеству клеток на культуральном планшете через 72 часа роста. Следовательно, AgNW биосовместимы и подходят для измерения концентрации глюкозы.
5. Условия роста клеток показаны на рис. 11. Количество клеток на электроде стабильно росло и было обнаружено, что оно близко к количеству клеток на культуральном планшете через 72 часа роста. Следовательно, AgNW биосовместимы и подходят для измерения концентрации глюкозы.
На рис. 12a,b показан электрод PDMS с покрытием AgNW до и после покрытия GO x . Как показано на рисунке 12c, этот электрод мягкий и может гибко сгибаться, поэтому он имеет значительные преимущества в приложениях конформного биосенсора. Затем пленку AgNWs погружали в раствор PBS, содержащий глюкозу, в качестве рабочего электрода для определения концентрации, как показано на рисунке 13a. Между рабочим электродом и противоэлектродом прикладывали электрический потенциал V глюкоза и измеряли электрический ток от рабочего электрода к электроду сравнения. Циклическую вольтамперометрию проводили, варьируя V глюкоза между -0,2 В и 0,8 В, как показано на рисунке 13b. Видно, что пики восстановления возникают при V глюкоза = 0,6 В на кривой циклической вольтамперометрии для различных концентраций глюкозы. Это напряжение было установлено для измерения концентрации глюкозы. Концентрация глюкозы увеличивалась каждые 50 с, и измеренный электрический ток соответственно увеличивался, как показано на рисунке 13c. Средний ток при каждой концентрации был нанесен на фиг. 13d и следовал хорошей линейной зависимости от концентрации глюкозы в режиме между 1 мМ и 10 мМ. Уклон 1,13 и R 2 Значение 0,976 было получено с помощью анализа линейной подгонки, что указывает на чувствительность 1,13 мкА/мМ в этом режиме концентрации. Значения электрического тока при концентрации глюкозы 16 мМ и 20 мМ были намного ниже линии подбора, что указывает на то, что чувствительность начала снижаться в этом режиме с высокой концентрацией.
Это напряжение было установлено для измерения концентрации глюкозы. Концентрация глюкозы увеличивалась каждые 50 с, и измеренный электрический ток соответственно увеличивался, как показано на рисунке 13c. Средний ток при каждой концентрации был нанесен на фиг. 13d и следовал хорошей линейной зависимости от концентрации глюкозы в режиме между 1 мМ и 10 мМ. Уклон 1,13 и R 2 Значение 0,976 было получено с помощью анализа линейной подгонки, что указывает на чувствительность 1,13 мкА/мМ в этом режиме концентрации. Значения электрического тока при концентрации глюкозы 16 мМ и 20 мМ были намного ниже линии подбора, что указывает на то, что чувствительность начала снижаться в этом режиме с высокой концентрацией.
5. Выводы
Таким образом, мы исследовали тепловое воздействие микроволн на нанопроволоки Ag и обнаружили значительное повышение проводимости тонкой пленки, покрытой AgNW, за счет микроволновой сварки. Мягкий и биосовместимый электрод на основе покрытия из нанопроволоки и микроволновой сварки был продемонстрирован и применен для измерения концентрации глюкозы. Микроволновый нагрев AgNW исследовался путем диспергирования нанопроволок в неполярном базовом растворе. Были получены линейные зависимости между повышением температуры раствора и массовой концентрацией нанопроволоки в растворе, диаметром нанопроволоки и приложенной мощностью микроволн. В контактных соединениях под действием микроволнового излучения наблюдалась сварка нанопроволок и снижение электрического сопротивления на 79% было достигнуто. Наконец, мы продемонстрировали хорошую биосовместимость мягкого электрода на основе AgNW, который реализовал чувствительность 1,13 мкА/мМ для приложений определения уровня глюкозы.
Микроволновый нагрев AgNW исследовался путем диспергирования нанопроволок в неполярном базовом растворе. Были получены линейные зависимости между повышением температуры раствора и массовой концентрацией нанопроволоки в растворе, диаметром нанопроволоки и приложенной мощностью микроволн. В контактных соединениях под действием микроволнового излучения наблюдалась сварка нанопроволок и снижение электрического сопротивления на 79% было достигнуто. Наконец, мы продемонстрировали хорошую биосовместимость мягкого электрода на основе AgNW, который реализовал чувствительность 1,13 мкА/мМ для приложений определения уровня глюкозы.
Вклад авторов
Концептуализация, М.З. и Х.-Дж.К.; методология, М.З. и С.Х.; валидация, М.З. и С.Х.; формальный анализ, М.З. и З.-Ю.Х.; расследование, X.F. и С.Х.; ресурсы, H.-J.C.; курирование данных, WZ; написание – черновая подготовка, М.З.; написание — обзор и редактирование, WZ; визуализация, XL; надзор, H.-J.C.; приобретение финансирования, М.З.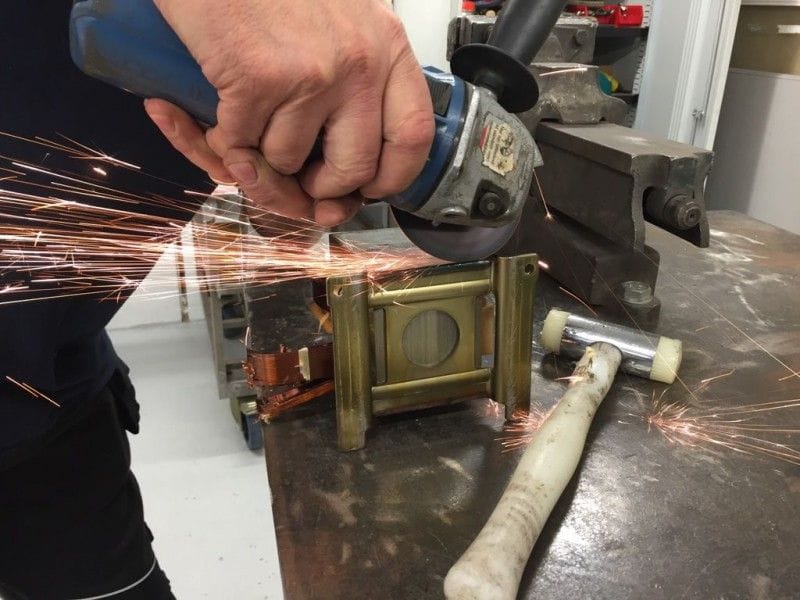 Все авторы прочитали и согласились с опубликованной версией рукописи.
Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Авторы выражают благодарность Китайскому фонду постдокторских наук (грант № 2020M683044, грант № 2020M683047), Национальному фонду естественных наук Китая (грант № 61
5, грант № 616, грант № 61871003), Гуандунский фонд фундаментальных и прикладных фундаментальных исследований (грант № 2019A1515012087, 2020A1515110157, грант № 2021A1515011937), Научно-техническая программа Гуанчжоу (№ 202102080192, 202102020668 Университета информационных технологий провинции Гуандун), Технология, Грант № ГКПТ20-08).
Заявление о доступности данных
Необработанные данные, представленные в этом исследовании, доступны по запросу от соответствующего автора.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Триколи, А.; Насири, Н .; Де, С. Носимые и миниатюрные сенсорные технологии для персонализированной и профилактической медицины. Доп. Функц. Матер. 2017 , 27, 1605271. [Google Scholar] [CrossRef]
- Hecht, D.S.; Ху, Л.Б.; Ирвин Г. Новые прозрачные электроды на основе тонких пленок углеродных нанотрубок, графена и металлических наноструктур. Доп. Матер. 2011 , 23, 1482–1513. [Google Scholar] [CrossRef]
- Кинтеро, А.В.; Молина-Лопес, Ф.; Смитс, ECP; Данеш, Э .; ван ден Бранд, Дж.; Персо, К.; Опря, А .; Барсан, Н .; Веймар, Ю.; де Рой, Н.Ф.; и другие. Этикетка Smart RFID с печатной мультисенсорной платформой для мониторинга окружающей среды. Флекс. Распечатать. Электрон. 2016 , 1, 025003. [Google Scholar] [CrossRef][Green Version]
- Фалько, А.; Салмерон, Дж. Ф.; Логин, ФК; Лугли, П.; Риваденейра, А. Полностью напечатанная гибкая одночиповая RFID-метка с возможностью обнаружения света. Датчики 2017 , 17, 534. [Google Scholar] [CrossRef]
- Маглиуло, М.; Мулла, М.Ю.; Сингх, М.; Маккиа, Э . ; Тивари, А .; Торси, Л.; Маноли, К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. С 2015 , 3, 12347–12363. [Google Scholar] [CrossRef]
- Лу, Ю.; Хуанг, JY; Ван, К.; Солнце, С .; Лу, Дж. Холодная сварка ультратонких золотых нанопроволок. Нац. нанотехнологии. 2010 , 5, 218–224. [Google Scholar] [CrossRef]
- Хан, С.; Лю, К.; Сюй, Х .; Яо, Д.; Ян, К .; Чжэн, Х .; Чен, Х.-Дж.; Гуй, X .; Чу, С .; Лю, К. Многомасштабные гибридные датчики деформации нанопроволока-микрожидкость с высокой чувствительностью и растяжимостью. НПЖ Flex. Электрон. 2018 , 2, 16. [Google Scholar] [CrossRef]
- Бени В.; Нильссон, Д.; Арвен, П.; Норберг, П.; Густафссон, Г.; Тернер, А.П.Ф. Печатные электрохимические приборы для биосенсоров. В материалах симпозиума по нано-микродатчикам и системам в здравоохранении и мониторинге окружающей среды — 227-е совещание ECS, Чикаго, Иллинойс, США, 24–28 мая 2015 г. ; стр. 1–13. [Google Scholar]
- Балачандер, Н.; Сешадри, И.; Мехта, Р.Дж.; Шадлер, Л.С.; Борка-Тащук, Т.; Кеблински, П.; Раманат, Г. Полимерные композиты, наполненные нанопроволокой, со сверхвысокой теплопроводностью. заявл. физ. лат. 2013 , 102, 093117. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Коннор, ST; Цуй, Ю .; Пеуманс, П. Прозрачные электроды из металлической нанопроволоки, обработанные раствором. Нано Летт. 2008 , 8, 689–692. [Google Scholar] [CrossRef]
- De, S.; Хиггинс, ТМ; Лайонс, ЧП; Доэрти, Э.М.; Нирмалрадж, П.Н.; Блау, WJ; Боланд, Дж. Дж.; Коулман, Дж.Н. Серебряные нанопроводные сети как гибкие, прозрачные, проводящие пленки: чрезвычайно высокое соотношение постоянной и оптической проводимости. САУ Нано 2009 , 3, 1767–1774. [Google Scholar] [CrossRef] [PubMed]
- Mutiso, R.M.; Шерротт, MC; Ратмелл, А.Р.; Уайли, Би Джей; Вини, К.И. Интеграция моделирования и экспериментов для прогнозирования поверхностного сопротивления и оптического пропускания в пленках нанопроволоки для прозрачных проводников. ACS Nano 2013 , 7, 7654–7663. [Google Scholar] [CrossRef]
- Park, JH; Хван, Г.-Т.; Ким, С .; Сео, Дж .; Парк, Х.-Дж.; Ю, К.; Ким, Т.-С.; Ли, К.Дж. Индуцированная вспышкой самоограниченная плазмонная сварка сети серебряных нанопроволок для прозрачного гибкого сборщика энергии. Доп. Матер. 2017 , 29, 1603473. [Google Scholar] [CrossRef] [PubMed]
- Garnett, EC; Кай, В .; Ча, JJ; Махмуд, Ф .; Коннор, ST; Грейсон Кристофоро, М.; Цуй, Ю .; МакГихи, доктор медицины; Бронгерсма, М.Л. Самоограниченная плазмонная сварка соединений серебряных нанопроволок. Нац. Матер. 2012 , 11, 241–249. [Google Scholar] [CrossRef]
- Park, JH; Хан, С .; Ким, Д .; Вы, Б.К.; Джо, ди-джей; Хонг, С .; Сео, Дж .; Квон, Дж.; Чон, CK; Парк, Х.-Дж.; и другие. Плазмонно-настроенная флэш-наносварка Cu со сверхбыстрым фотохимическим восстановлением и блокировкой гибких пластиков. Доп. Функц. Матер. 2017 , 27, 1701138. [Google Scholar] [CrossRef]
- Joe, D.J.; Ким, С .; Парк, Дж. Х.; Парк, Д.Ю.; Ли, Его Превосходительство; Им, TH; Чой, И.; Руофф, Р.С.; Ли, К.Дж. Взаимодействие лазера с материалом для гибких приложений. Доп. Матер. 2017 , 29, 1606586. [Google Scholar] [CrossRef] [PubMed]
- Токуно, Т.; Ноги, М.; Каракава, М.; Джиу, Дж.; Нге, Т.Т.; Асо, Ю.; Суганума, К. Изготовление прозрачных электродов из серебряных нанопроволок при комнатной температуре. Нано Рез. 2011 , 4, 1215–1222. [Академия Google] [CrossRef]
- Лэнгли, Д.П.; Лагранж, М.; Джусти, Г.; Хименес, К.; Бреше, Ю.; Нгуен, Северная Дакота; Беллет Д. Сети металлических нанопроволок: влияние термического отжига на электрическое сопротивление. Наношкала 2014 , 6, 13535–13543. [Google Scholar] [CrossRef][Зеленая версия]
- Хоссейнзаде Халиг, Х.; Голдторп, И.А. Горячекатаные прозрачные электроды из нанопроволоки для минимизации шероховатости поверхности. Наномасштаб Res. лат. 2014 , 9, 310. [Google Scholar] [CrossRef][Green Version]
- Сюй, С.; Тиан, М .; Ван, Дж.; Сюй, Дж.; Редвинг, Дж. М.; Чан, М.Х.В. Модификация в нанометровом масштабе и сварка кремниевых и металлических нанопроволок высокоинтенсивным электронным пучком. Малый 2005 , 1, 1221–1229. [Google Scholar] [CrossRef] [PubMed]
- Чжан, К.; Ли, Дж.; Фанг, Ю .; Луо, Б.; Чжан, Ю .; Ли, Ю .; Чжоу, Дж .; Ху, Б. Распутывание индуцированной растворителем сварки серебряных нанопроволок для высокопроизводительных гибких прозрачных электродов. Наномасштаб 2018 , 10, 12981–12990. [Google Scholar] [CrossRef]
- Юн С.-С.; Ханг, Д.-Ю. Химическая сварка и спекание металлических наноструктур при комнатной температуре методом капиллярной конденсации. Нано Летт. 2016 , 16, 3550–3556. [Google Scholar] [CrossRef]
- Дахал, Н.; Гарсия, С .; Чжоу, Дж .; Хамфри, С. М. Благоприятные эффекты нагрева с помощью микроволн по сравнению с обычным нагревом в синтезе наночастиц благородных металлов. АСУ Нано 2012 , 6, 9433–9446. [Академия Google] [CrossRef] [PubMed]
- Багбанзаде М.; Карбоне, Л.; Коццоли, PD; Каппе, К.О. Микроволновой синтез коллоидных неорганических нанокристаллов. Ангью. хим. Междунар. Эд. 2011 , 50, 11312–11359. [Google Scholar] [CrossRef] [PubMed]
- Jung, P.-H.; Ким, Ю.Д.; Сун, Ю.Х.; Ли, Х. Микроволновая сварка серебряных нанопроволок для высокопрозрачных проводящих электродов. физ. Статус Солид. 2017 , 214, 1600908. [Google Scholar] [CrossRef]
- Гедеванишвили С.; Агравал, Д.; Рой, Р. Синтез сжигания в микроволновой печи и спекание интерметаллидов и сплавов. Дж. Матер. науч. лат. 1999 , 18, 665–668. [Google Scholar] [CrossRef]
- Мишра П.; Упадхьяя, А .; Sethi, G. Моделирование микроволнового нагрева твердых частиц металлов. Металл. Матер. Транс. В 2006 , 37, 839–845. [Google Scholar] [CrossRef]
- Tohmyoh, H.; Фукуи, С. Самозавершенная сварка сверхтонкой платиновой проволоки с помощью джоулева тепла. физ. Rev. B 2009 , 80, 155403. [Google Scholar] [CrossRef]
 Доп. Функц. Матер. 2017 , 27, 1605271. [Google Scholar] [CrossRef]
Доп. Функц. Матер. 2017 , 27, 1605271. [Google Scholar] [CrossRef] ; Тивари, А .; Торси, Л.; Маноли, К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. С 2015 , 3, 12347–12363. [Google Scholar] [CrossRef]
; Тивари, А .; Торси, Л.; Маноли, К. Печатная и гибкая электроника: от TFT до биоэлектронных устройств. Дж. Матер. хим. С 2015 , 3, 12347–12363. [Google Scholar] [CrossRef] ; стр. 1–13. [Google Scholar]
; стр. 1–13. [Google Scholar]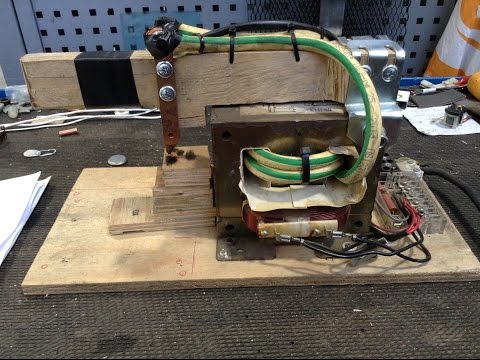 ACS Nano 2013 , 7, 7654–7663. [Google Scholar] [CrossRef]
ACS Nano 2013 , 7, 7654–7663. [Google Scholar] [CrossRef] [Google Scholar] [CrossRef]
[Google Scholar] [CrossRef]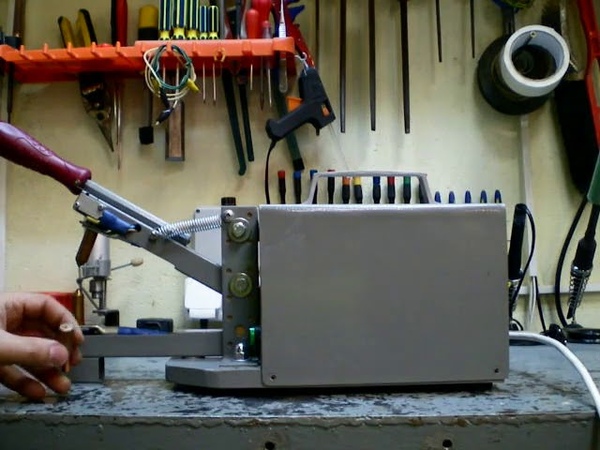 Наномасштаб Res. лат. 2014 , 9, 310. [Google Scholar] [CrossRef][Green Version]
Наномасштаб Res. лат. 2014 , 9, 310. [Google Scholar] [CrossRef][Green Version] М. Благоприятные эффекты нагрева с помощью микроволн по сравнению с обычным нагревом в синтезе наночастиц благородных металлов. АСУ Нано 2012 , 6, 9433–9446. [Академия Google] [CrossRef] [PubMed]
М. Благоприятные эффекты нагрева с помощью микроволн по сравнению с обычным нагревом в синтезе наночастиц благородных металлов. АСУ Нано 2012 , 6, 9433–9446. [Академия Google] [CrossRef] [PubMed] Металл. Матер. Транс. В 2006 , 37, 839–845. [Google Scholar] [CrossRef]
Металл. Матер. Транс. В 2006 , 37, 839–845. [Google Scholar] [CrossRef]Рисунок 1. ( a ) Агрегация AgNW в растворе Isopar H; ( б ) дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) установка для приготовления основного раствора, нагретого в микроволновой печи.
Рисунок 1. ( a ) Агрегация AgNW в растворе Isopar H; ( b ) Дисперсия AgNW в базовом растворе Isopar H, Span-20 и CH-5; ( c ) установка для приготовления основного раствора, нагретого в микроволновой печи.
Рисунок 2. AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рис. 2. AgNW, нанесенный на ПЭТ-пленку с помощью стержня Мейера.
Рисунок 3. Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 3. Процесс изготовления электродов из PDMS с покрытием AgNW.
Рисунок 4. ( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм. ( e ) Средний диаметр AgNW при различном добавлении CuCl 2 объем в процессе.
Рис. 4. ( a ) Сеть AgNWs; ( b ) крупное изображение AgNW со средним диаметром 30 нм; ( c ) средний диаметр 90 нм; и ( d ) средний диаметр 120 нм. ( e ) Средний диаметр AgNW при различном добавленном объеме CuCl 2 в процессе.
Рисунок 5. Сравнение увеличения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 5. Сравнение увеличения температуры основного раствора и воды при микроволновом нагреве.
Рисунок 6. ( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности микроволн.
Рисунок 6. ( a ) Изменение температуры AgNW в растворе неполярного основания при различных концентрациях; ( b ) изменение температуры AgNW в неполярном основном растворе при различной мощности СВЧ.
Рисунок 7. Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0,05 мас.% для AgNW различного диаметра 30, 90 и 120 нм.
Рис. 7. Изменение температуры дисперсии AgNW при мощности 300 Вт с концентрацией 0,05 мас.% для AgNW различного диаметра 30, 90 и 120 нм.
Рисунок 8. ( a ) Фотография двухслойной ПЭТ-пленки, покрытой AgNW; ( b ) структура нанопроволоки под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рис. 8. ( a ) Фотография двухслойной ПЭТ-пленки, покрытой AgNW; ( b ) структура нанопроволоки под оптическим микроскопом; ( c ) оптическое пропускание пленки AgNW.
Рисунок 9. ( a ) Соединение AgNW перед микроволновым нагревом; ( b ) соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.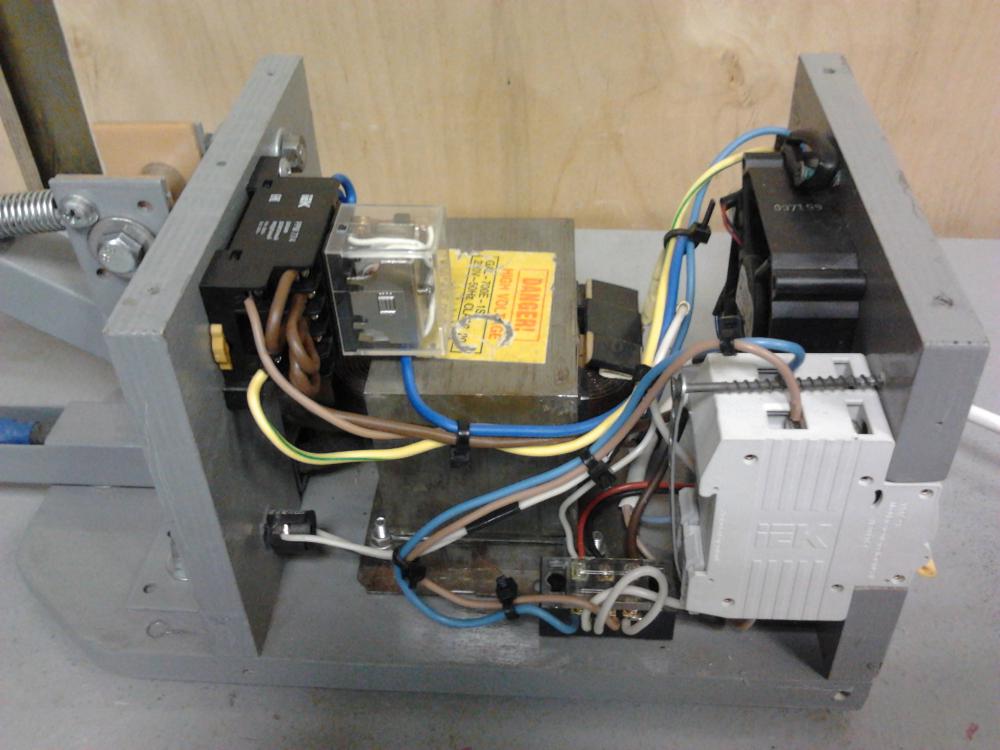
Рис. 9. ( a ) Соединение AgNW перед микроволновым нагревом; ( b ) Соединение AgNW после микроволнового нагрева; ( c ) Соединение AgNWs путем чрезмерной обработки микроволнами.
Рисунок 10. ( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW. ( f ) Относительное сопротивление R T /R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рис. 10. ( a – e ) Изменение сопротивления пленки при различном времени микроволнового нагрева с 1–5-слойными AgNW. ( f ) Относительное сопротивление R T /R 0 при различном времени СВЧ-нагрева с 1–5-слойными AgNW.
Рисунок 11. Рост клеток Т24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.
Рис. 11. Рост клеток Т24 на AgNW в течение 72 ч и сравнение с таковым на культуральном планшете.
Рисунок 12. Электрод AgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) Изгиб электрода.
Рисунок 12. Электрод AgNWs ( a ) до и ( b ) после покрытия GO x ; ( c ) Изгиб электрода.
Рисунок 13. ( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
Рис. 13. ( a ) Установка для измерения уровня глюкозы с электродом AgNW; ( b ) кривая циклической вольтамперометрии для определения глюкозы; ( c ) измеренный ток для различной концентрации глюкозы; ( d ) средний ток при различной концентрации глюкозы и линейной аппроксимации.
Примечание издателя: MDPI остается нейтральным в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности. |

© 2021 авторами. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (https://creativecommons.org/licenses/by/4.0/).
Как работает точечный сварочный аппарат? Обзор, разборка и анализ аппарата для точечной сварки с аккумулятором BIFRC Dh30 – Керри Д. Вонг
Как работает аппарат для точечной сварки? Обзор, разборка и анализ аппарата точечной сварки с аккумулятором BIFRC Dh30
квонг
Некоторое время назад я построил аппарат для точечной сварки со старым трансформатором для микроволновой печи (ТМО). С тех пор я использовал его во многих своих проектах, в том числе для создания банка батарей. Хотя этот аппарат для точечной сварки отлично справляется со своей задачей, он очень громоздкий, поэтому на этот раз я приобрел имеющийся в продаже аппарат для точечной сварки с батарейным питанием и хотел проверить, насколько хорошо он работает.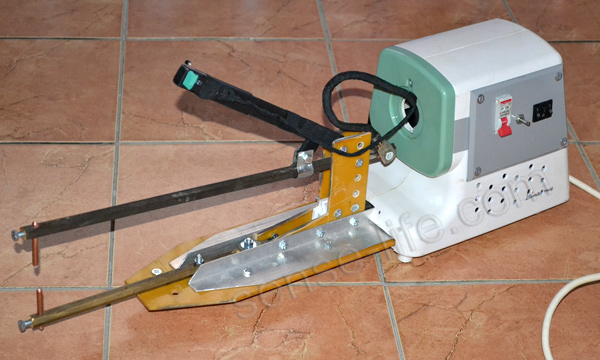
Аппарат для точечной сварки, который у меня есть, это аппарат для точечной сварки BIFRC Dh30 с батарейным питанием. Он довольно популярен благодаря своим компактным размерам, высокому выходному току и регулируемой продолжительности сварки.
Прибор, который я получил, поставляется с двумя наборами сварочных наконечников. Один набор представляет собой сварочные наконечники в виде ручки, которые подходят для работы двумя руками. Другой набор представляет собой фирменную сборку YXKY, подходящую для использования одной рукой.
Одной из уникальных особенностей этого аппарата для точечной сварки Dh30 является отсутствие отдельного выключателя для включения сварки. Скорее, он определяет, когда сварочные наконечники соприкасаются со свариваемым материалом (например, полосками никеля), и после небольшой задержки автоматически инициируется сварка.
Принцип работы аппарата для точечной сварки концептуально очень прост. Аппарат для точечной сварки обычно состоит из источника питания с низким внутренним сопротивлением. Этот источник питания может быть литий-ионным или липо-аккумулятором с низким внутренним сопротивлением, или он может быть суперконденсатором. Затем вы можете включать и выключать выход через МОП-транзистор или группу параллельно включенных МОП-транзисторов, чтобы получить желаемую длительность сварочного импульса.
Этот источник питания может быть литий-ионным или липо-аккумулятором с низким внутренним сопротивлением, или он может быть суперконденсатором. Затем вы можете включать и выключать выход через МОП-транзистор или группу параллельно включенных МОП-транзисторов, чтобы получить желаемую длительность сварочного импульса.
В моей сборке для точечной сварки МОЛ переключение происходит на первичной стороне МОЛ, и поэтому оно менее требовательно к переключающему элементу из-за меньшего тока. Но для аппарата точечной сварки с батарейным питанием, такого как Dh30, переключение является более важным, поскольку оно происходит вдоль основного пути тока, пиковый ток которого при работе может достигать более 1000 А.
Dh30 имеет девять выбираемых продолжительностей сварки, а форма волны состоит из двух отдельных импульсов: пилотный импульс длительностью примерно 11 мс, который используется для предварительной сварки материалов. Вторичный импульс, который задерживается на 3 мс, используется для завершения сварки. Ширина вторичного импульса выбирается в диапазоне от 30 мс до 150 мс с интервалом примерно от 10 до 15 мс на шаг. На приведенных ниже снимках осциллографа показаны фактические формы сигналов с наименьшей настройкой длительности (уровень 1):
Ширина вторичного импульса выбирается в диапазоне от 30 мс до 150 мс с интервалом примерно от 10 до 15 мс на шаг. На приведенных ниже снимках осциллографа показаны фактические формы сигналов с наименьшей настройкой длительности (уровень 1):
А вот форма импульса при выборе наибольшей длительности (уровень 9). Обратите внимание, что ширина пилот-импульса и интервал между двумя импульсами остаются неизменными.
Во время работы импульсный ток составляет примерно от 300 до 400 А. Вы можете просмотреть видео ближе к концу и увидеть его в действии.
Печатная плата может быть легко извлечена из алюминиевого корпуса после отвинчивания любой из панелей.
На рисунке ниже вы можете увидеть четыре параллельно включенных МОП-транзистора. Они обозначены как 4N04R8 (точное совпадение в даташите я не нашел) N-канальные МОП-транзисторы. Переключатель размещается на низкой стороне цепи, учитывая близость к клемме заземления. Силовые дорожки усилены дополнительными толстыми медными проводами для дополнительной токопроводящей способности.
Силовые дорожки усилены дополнительными толстыми медными проводами для дополнительной токопроводящей способности.
В качестве основного контроллера используется микроконтроллер STC 15W404AS на базе 8051. Он имеет встроенные 10-разрядные АЦП для измерения напряжения. С правой стороны вы можете увидеть оптрон PC357.
Dh30 также имеет выход USB 5 В, поэтому его также можно использовать в качестве аккумулятора. Схема зарядки и повышающий преобразователь 5 В управляются IP5306.
Аккумулятор Lipo установлен на обратной стороне печатной платы. Вы можете видеть, что батарея припаяна непосредственно к печатной плате, а схема защиты не находится на клеммах батареи. Это связано с тем, что при нормальной работе требуется большой импульсный ток. Поэтому необходимо соблюдать крайнюю осторожность при извлечении печатной платы из корпуса. При разрядке через USB батарея защищена микросхемой зарядки/разрядки IP5306.
Вот видео с подробным анализом этого аппарата для точечной сварки Dh30:
Будьте общительны, поделитесь!
Нужна помощь по точечной сварке своими руками
01-03-2022 #1
Нужна помощь по точечной сварке своими руками.
Извините, если это не в том районе. Может электрический?
Прикрепленные изображенияЯ собираю аппарат для точечной сварки с использованием микроволнового трансформатора. На ютубе куча видео как это делается. Я следовал им точно. Металл раскаляется докрасна сверху и снизу, но кусочки совсем не прилипают. Они просто разваливаются. Я пробовал 16 ga и 24 ga. Мой сосед инженер-электрик, и он сказал, что я все правильно подключил, но говорит, что он не сварщик, поэтому не знает, почему они не приклеиваются. Раньше я думал об очистке поверхности, но никто на YouTube этого не делает, и их версии работают нормально.
Я все это аккуратно собрал и протестировал перед добавлением переключателя, вентилятора и крышки. Потом мне пришлось разорвать все это на части, чтобы работать с проблемой, какой вы видите ее сейчас.
Есть идеи, что не так? Это трансформатор мощностью 700 Вт, но он выдает более 500 ампер / 1,5 вольта, как он настроен. Я вынул одну катушку из трансформатора, и напряжение немного увеличилось, но она все еще не соединялась с металлом.
На фото металла видны места сварки. Они были скреплены плоскогубцами, а затем развалились, когда я вынул их из сварочного аппарата.Ответить с цитатой
01-04-2022 #2
Re: Нужна помощь по точечной сварке своими руками.
Если металл оцинкованный. это проблема. Оцинкованный листовой металл не поддается точечной сварке.
Снимите гальваническое покрытие в местах сварки и повторите попытку.
Или найдите чистый лист металла или транспортировочную ленту для другого теста.Ответить с цитатой
01-04-2022 #3
Re: Нужна помощь по точечной сварке своими руками.
Первоначально Послано ccawgc
Если металл оцинкован.
Согласен. Голая сталь для теста. 16 га. Может контакты почистить? Это медь? Какое усилие при загрузке? это проблема. Оцинкованный листовой металл не поддается точечной сварке. Снимите гальваническое покрытие в местах сварки и повторите попытку.
Или найдите чистый лист металла или транспортировочную ленту для другого теста.Пожалуйста, сообщите о своем прогрессе. У меня есть похожий трансформатор, ожидающий того же проекта своими руками.
С уважением
Ответить с цитатой
01-04-2022 #4
Re: Нужна помощь по точечной сварке своими руками.
У вас есть контактор на первичной обмотке трансформатора? Без него вам, вероятно, придется постоянно чистить контакты. Вы всегда можете установить ножную педаль (дает больше давления), чтобы освободить руки, и вы можете использовать ручной переключатель (HD, например, 20 ампер), чтобы включать и выключать питание трансформатора.
С наилучшими пожеланиями
Airco 250 AC/DC Heliwelder Прямоугольная волна
Миллер Synchrowave 180 sd
Миллер Econo Twin HF
Линкольн 210 МП
Дейтон 225 переменного/постоянного тока
Виктор факел
Защелка YA-212
Лотос Cut60D
Primeweld 225 пер./пост. тока
Праймвелд миг180
Миллер AEAD-200Ответить с цитатой
01-04-2022 #5
Re: Нужна помощь по точечной сварке своими руками.
Уменьшите площадь контактного наконечника и счистите покрытия (в зоне сварного шва). Вот одна ссылка:
https://www.millerwelds.com/-/media/…resistance.pdfОтветить с цитатой
01-04-2022 #6
Re: Нужна помощь по точечной сварке своими руками.
Что ж, я почистил детали, как было предложено, почистил контактные наконечники и пропустил еще одну петлю через трансформатор.
Я удалил один в качестве теста. 24 калибра сварены в порядке. Или, может быть, он был тоньше, чем тот ИДК — материал для печных каналов. 22 га не сварил. Я думаю, что 700-ваттный трансформатор не достаточно большой. Пытаюсь найти на 1200 ватт. Надеюсь, он справится даже с 16 ga.Сосед дал мне контактор, но я не был уверен, что он мне нужен. Если это сохранит советы в чистоте, я добавлю это. Я планирую добавить педаль, когда все заработает как надо. Диаметр наконечника составляет около 1/8 дюйма, так что, возможно, это слишком много. Я уменьшу их до 1/16 дюйма. Все медное, сопротивления почти нет при измерении. Медный стержень 3/8 дюйма было довольно трудно найти. Видимо, странного диаметра. Наконец-то я нашел его на etsy.0003
@Континуум
Если вы делаете один, используйте средство для мытья посуды на проводе, чтобы протолкнуть его. Сварочная проволока № 2, которая делает несколько петель через эту щель, очень тугая. Я порвал изоляцию, прежде чем намылиться.@Денис
Спасибо за этот Миллер PDF. Очень полезно.Последний раз редактировалось JD1; 04.01.2022 в 10:58.
Ответить с цитатой
01-04-2022 #7
Re: Нужна помощь по точечной сварке своими руками.
материал воздуховода печи ДЕЙСТВИТЕЛЬНО тяжело оцинкован. надо смыть весь этот налет. получить лучший материал стали.
линкольн 125сп
Дейтон 250 переменного/постоянного тока
Miller 211 с шпульным пистолетом
ахп 200 скс тиг
лотос ltp5000d
Кубота B3200 FEL BH
конечно duramax дизельОтветить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
01-04-2022 #8
Re: Нужна помощь по точечной сварке своими руками.
@Continuum
Мой сосед недавно уехал, и, как уже упоминалось, цель контактора — поддерживать чистоту кончиков электродов, чтобы вам не приходилось постоянно их шлифовать. Мы решили, что мне нужно, чтобы он функционировал, так как тогда мы будем беспокоиться о контакторе. Для меня это звучит немного сложно, если вы собираетесь использовать его с ножной педалью, что я и собираюсь сделать.Если бы не инженер-электрик по соседству, я бы пошел простым путем и просто периодически чистил наконечники. Есть над чем подумать, если будете делать. Я не думаю, что какой-либо из YouTube, которые я смотрел, установил контактор. Тем более не третьего мира.
Ответить с цитатой
01-06-2022 #9
Re: Нужна помощь по точечной сварке своими руками.
Первоначально отправлено JD1
@Continuum
Мой сосед недавно уехал, и, как уже упоминалось, цель контактора состоит в том, чтобы поддерживать кончики электродов в чистоте, чтобы вам не приходилось постоянно их шлифовать. Мы решили, что мне нужно, чтобы он функционировал, так как тогда мы будем беспокоиться о контакторе. Для меня это звучит немного сложно, если вы собираетесь использовать его с ножной педалью, что я и собираюсь сделать.Если бы не инженер-электрик по соседству, я бы пошел простым путем и периодически чистил наконечники. Есть над чем подумать, если будете делать. Я не думаю, что какой-либо из YouTube, которые я смотрел, установил контактор. Тем более не третьего мира.
Доброе утро,Я снова думал об этом. Вы ставите реле на вторичной стороне сильного тока? Разве вы не можете просто поставить простой выключатель на 20 А на первичную сторону 6 А? Это переживет индуктивный разрыв.
Вставьте медные стержни на место. Власть почти до расплавленного состояния. Разомкнутая цепь. Отдельная медь.Эти советы выглядели очень глупо. Вскрываете медь под нагрузкой 500 ампер?
Ссылка Миллера выше очень ценна. Насколько я помню, при использовании магазинного сварочного аппарата 24-го калибра для достижения оранжево-горячего состояния сварки потребовалось всего 2 секунды.
Последний раз редактировалось Continuum; 06.01.2022 в 02:59.
Ответить с цитатой
01-06-2022 #10
Re: Нужна помощь по точечной сварке своими руками.
Просто для приблизительного понимания вот ссылка на ожидаемые значения, используемые с коммерческими аппаратами для точечной сварки:
https://www.resistanceweldsupplies.c…data-sheet.pdfОтветить с цитатой
01-06-2022 #11
Re: Нужна помощь по точечной сварке своими руками.
При нагрузке 500 ампер при 1,5 вольт вам определенно нужен контактор на первичной обмотке трансформатора.
Я думаю, что выключатель света в удобной коробке «S» на входе и «S» на выходе был бы хорошим способом проверить концепцию. 500 ампер * 1,5 вольта = х ампер * 120 вольт?
Приблизительно 6-7 ампер на входе? Я уверен, что большее давление помогло бы, я всегда помню, что точечные сварщики на одном заводе, на котором я работал, оказывали изрядное давление.Для чего вы используете точечный сварочный аппарат? Есть ли что-то, что вы строите или производите, что требует этого? Если это для плоского листового металла и вам не нужен большой зазор, вы можете поместить контакты ближе к шарниру, чтобы получить больше рычага / давления.
Airco 250 AC/DC Heliwelder Прямоугольная волна
Миллер Synchrowave 180 sd
Миллер Econo Twin HF
Линкольн 210 МП
Дейтон 225 переменного/постоянного тока
Виктор факел
Защелка YA-212
Лотос Cut60D
Primeweld 225 пер./пост. тока
Праймвелд миг180
Миллер AEAD-200Ответить с цитатой
01-06-2022 #12
Re: Нужна помощь по точечной сварке своими руками.
Я видел аппараты точечной сварки DYI, но для точечной сварки требуется давление и тысячи ампер.
Отлично смотрится использование трансформируемой микроволновки и дерева для точечной сварки.
Я не знаю, как они работают.Лично я всегда использую сварку MIG для точечной сварки
Дэйв
Первоначально написал JD1
Извините, если это не в том месте. Может электрический?
Я собираю аппарат для точечной сварки с использованием микроволнового трансформатора. На ютубе куча видео как это делается. Я следовал им точно. Металл раскаляется докрасна сверху и снизу, но кусочки совсем не прилипают. Они просто разваливаются. Я пробовал 16 ga и 24 ga. Мой сосед инженер-электрик, и он сказал, что я все правильно подключил, но говорит, что он не сварщик, поэтому не знает, почему они не приклеиваются. Раньше я думал об очистке поверхности, но никто на YouTube этого не делает, и их версии работают нормально.
Я все это аккуратно собрал и протестировал перед добавлением переключателя, вентилятора и крышки. Потом мне пришлось разорвать все это на части, чтобы работать с проблемой, какой вы видите ее сейчас.
Есть идеи, что не так? Это трансформатор мощностью 700 Вт, но он выдает более 500 ампер / 1,5 вольта, как он настроен. Я вынул одну катушку из трансформатора, и напряжение немного увеличилось, но она все еще не соединялась с металлом. На фото металла видны места сварки. Они были скреплены плоскогубцами, а затем развалились, когда я вынул их из сварочного аппарата.
Ответить с цитатой
01-06-2022 №13
Re: Нужна помощь по точечной сварке своими руками.
Я экспериментировал с подобной установкой. Он работал на легком материале
, но время цикла было намного выше, чем на реальных машинах для точечной сварки, которые я использовал.
Как уже упоминалось, сила тока ниже, чем у настоящих аппаратов для точечной сварки. У переработанного трансформатора
гвозди и маленькие винты светятся через несколько секунд,
, что довольно забавно, и я использовал его для пайки мелких деталей с использованием комбинированной пасты наполнитель/флюс
.Miller a/c-d/c Thunderbolt XL
Миллерматик 180
Пурокс О/А
Смит Литтлторч O/A
Хобарт Чемпион ЭлитаОтветить с цитатой
01-06-2022 №14
Re: Нужна помощь по точечной сварке своими руками.
Первоначально Послано jpump5
Я экспериментировал с подобной установкой. Он работал на легком материале
Фото этого было бы занимательно,
, но время цикла было намного выше, чем на реальных машинах для точечной сварки, которые я использовал.
Как уже упоминалось, сила тока ниже, чем у настоящих аппаратов для точечной сварки. Переработанный трансформатор
заставит гвозди и маленькие винты светиться через несколько секунд,
, что довольно забавно, и я использовал его для пайки мелких деталей с помощью наполнителя.Комбинированная паста флюс 1093.Ответить с цитатой
01-07-2022 №15
Re: Нужна помощь по точечной сварке своими руками.
Вы также можете сделать это с помощью сварочного трансформатора. Нет недостатка в усилителях. Раньше я использовал свой AC225 для нагрева болтов при снятии с резиновых или уретановых втулок на пружинах и поворотных рычагах. Просто прикрепите стержень к одной стороне болта, а землю к другому концу, нажмите переключатель. Когда болт нагреется докрасна, выключите его или освободите раскаленный стержень. Затем ударьте по раскаленному болту пневматическим молотком с тупым острием, и выскочит пылающий болт. С инверторными сварочными аппаратами вы не можете сделать это сейчас. Сейчас для этого используется горелка, но она намного более дымная, и нужно быть осторожным с датчиками, тормозными магистралями, топливными магистралями и т. д.
Мне нравится идея с паяльной пастой, я думаю, что она даст вам лучшие результаты с точки зрения прочности с этим трансформатором. 700-750 Вт может быть достаточно для 24-28 ga, мягкой стали, но, вероятно, не 14-16 ga. стали. Дайте нам знать, как это происходит.
Может быть, изображение каких-то красных горячих точек.Airco 250 AC/DC Heliwelder Прямоугольная волна
Миллер Synchrowave 180 sd
Миллер Econo Twin HF
Линкольн 210 МП
Дейтон 225 переменного/постоянного тока
Виктор факел
Защелка YA-212
Лотос Cut60D
Primeweld 225 пер./пост. тока
Праймвелд миг180
Миллер AEAD-200Ответить с цитатой
01-09-2022 №16
Re: Нужна помощь по точечной сварке своими руками.
Вам нужно часто подшивать наконечники… Я постоянно использую аппарат для точечной сварки в производстве листового металла, в котором я работаю…
Износ наконечника — это лишь его часть…Поскольку он не имеет таймера или настроек сварки, подробнее постоянное время и давление…
Поскольку похоже, что эта машина еще не закончена, возможно, это часть проблемы. Надлежащая изолированная ручка и хороший метод сжатия щипцов — хорошее начало.Похоже, ваши фотографии не имеют достаточного давления для соединения. То есть листы нагреваются, но должны плавиться в местах контакта.
Не имеет значения, если гальванопластика на листах … Это делается все время в промышленности, по большей части используйте вентилятор за спиной, местную вытяжку или используйте на открытом воздухе, если есть опасения ….Ваш подпиленный наконечник «заплатка», кажется, там примерно правильный.. Отшлифуйте его от голой меди, оставьте плоскую заплатку того же диаметра, что и у вас, на обоих.

 На фото металла видны места сварки. Они были скреплены плоскогубцами, а затем развалились, когда я вынул их из сварочного аппарата.
На фото металла видны места сварки. Они были скреплены плоскогубцами, а затем развалились, когда я вынул их из сварочного аппарата. Снимите гальваническое покрытие в местах сварки и повторите попытку.
Снимите гальваническое покрытие в местах сварки и повторите попытку.  это проблема. Оцинкованный листовой металл не поддается точечной сварке. Снимите гальваническое покрытие в местах сварки и повторите попытку.
это проблема. Оцинкованный листовой металл не поддается точечной сварке. Снимите гальваническое покрытие в местах сварки и повторите попытку. 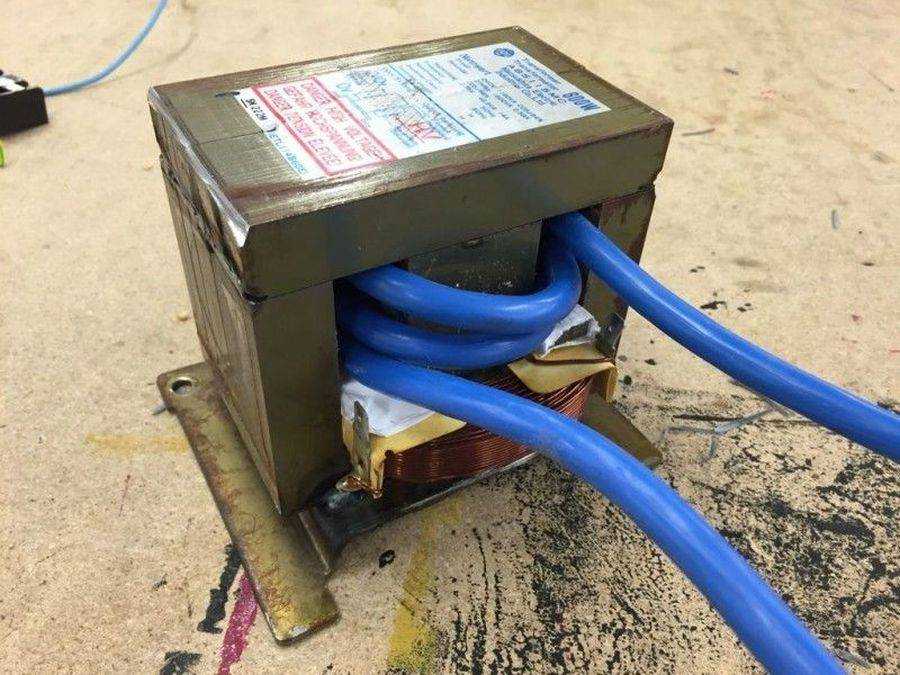

 Я удалил один в качестве теста. 24 калибра сварены в порядке. Или, может быть, он был тоньше, чем тот ИДК — материал для печных каналов. 22 га не сварил. Я думаю, что 700-ваттный трансформатор не достаточно большой. Пытаюсь найти на 1200 ватт. Надеюсь, он справится даже с 16 ga.
Я удалил один в качестве теста. 24 калибра сварены в порядке. Или, может быть, он был тоньше, чем тот ИДК — материал для печных каналов. 22 га не сварил. Я думаю, что 700-ваттный трансформатор не достаточно большой. Пытаюсь найти на 1200 ватт. Надеюсь, он справится даже с 16 ga. Очень полезно.
Очень полезно.

 Вставьте медные стержни на место. Власть почти до расплавленного состояния. Разомкнутая цепь. Отдельная медь.
Вставьте медные стержни на место. Власть почти до расплавленного состояния. Разомкнутая цепь. Отдельная медь.
 Я думаю, что выключатель света в удобной коробке «S» на входе и «S» на выходе был бы хорошим способом проверить концепцию. 500 ампер * 1,5 вольта = х ампер * 120 вольт?
Я думаю, что выключатель света в удобной коробке «S» на входе и «S» на выходе был бы хорошим способом проверить концепцию. 500 ампер * 1,5 вольта = х ампер * 120 вольт?