
Как сделать контактную сварку из трансформатора микроволновки
Содержание
- 1 Как работает точечный сварочный аппарат
- 2 Изъятие и сборка трансформатора из СВЧ печи
- 3 Как соединить два трансформатора
- 4 Создание электродов
- 5 Элементы управления
Обладать личным сварочным аппаратом хотят многие домашние умельцы. Но не всегда это обязана быть громоздкая аппаратура, так как бытовые операции предполагают использование более востребованного варианта – точечной сварки. Современный рынок предлагает массу вариантов – от наиболее бюджетных до дорогостоящих. Однако покупка не всегда целесообразна ввиду возможности самостоятельного изготовления. Далее рассмотрим, как создается точечная сварка из микроволновки, ее особенности и последовательность действий. Естественно, что сваривать серьезные конструкции не выйдет, но для выполнения мелкого ремонта вполне подходящий вариант.
Содержание
- Как работает точечный сварочный аппарат
- Изъятие и сборка трансформатора из СВЧ печи
- Как соединить два трансформатора
- Создание электродов
- Элементы управления
Как работает точечный сварочный аппарат
Чтобы расплавить металл требуется приложить большую силу тока. Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт.
Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт.
Проводить эксперименты с различным уровнем тока не стоит. Каждый рассматриваемый вариант сварочного аппарата из трансформатора от микроволновки прошел неоднократное испытание. Мощности используемого трансформатора требуется подбирать из планируемой толщины соединяемых заготовок. Например:
- Толщина до 1 мм – хватит мощности в 1000 Вт;
- До 2 мм – достаточно 2000 Вт;
- До 3 мм – уровень 5000 Вт.
Первичная обмотка подбирается из расчета общей мощности собираемого устройства. Так как своими силами создать трансформатор весьма проблематично, то лучше использовать уже готовый вариант, применяя трансформатор от микроволновки. Этот вариант отлично функционирует со следующими особенностями:
- Излучающие элементы печи требуют напряжения в несколько тысяч вольт. Однако уровень силы тока не играет никакой роли;
- Мощность на обмотках одинаков. Увеличивая число витков на вторичной обмотке, величина напряжения будет также увеличиваться, теряя силу тока;
- Трансформирующие элементы в СВЧ печах имеют мощность до 3000 Вт.
 Этого хватит для создания контактной сварки своими руками.
Этого хватит для создания контактной сварки своими руками.
Требуемые детали можно легко найти на радиорынках или изъять в своей старой печи. Выход из строя старых микроволновок характеризуется перегоранием вторичной обмотки, так как она имеет меньший диаметр.
Создаваемый уровень тока в 1 кА позволит с легкостью расплавить металл в точках контактирования, обеспечив надежное сваривание. Добиться этого можно от трансформатора в 3 кВт.
Принцип сваривания может наглядно объяснить видео урок.
Изъятие и сборка трансформатора из СВЧ печи
В любой микроволновке имеется магнетрон. Он, как было сказано, нуждается в повышенном напряжении. Встроенный трансформатор обладает меньшим количеством витков в первичной обмотке и больше во вторичной, на которой наводится напряжение до 2000 Вольт. При наличии удвоителя это значение увеличивается еще в 2 раза. Это свойство используется при создании точечной сварки своими руками из микроволновки.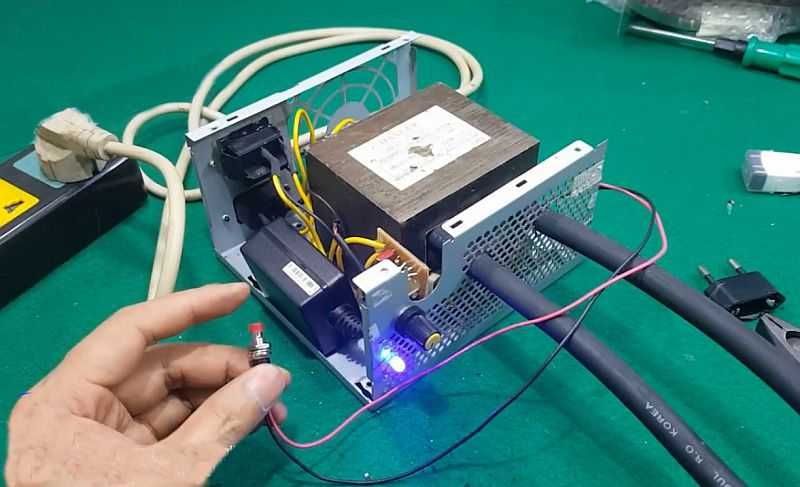
Проводить извлечение трансформатора необходимо с аккуратностью. Во избежание повреждения устройства не следует использовать тяжелые инструменты. Для начала удаляется корпус и все крепежные элементы. Трансформирующий элемент вынимается с точки фиксации. В этом устройстве потребуются магнитопровод и первичная обмотка, обладающая более толстым проводом и меньшим числом витков.
Вторичная обмотка в конструкции не нужна и она должна быть удалена. Это можно сделать молотком и зубилом. Как сделать вырубку наверняка учить не стоит. Однако необходимо делать это аккуратно, чтобы не навредить первичной обмотке. Возможно, что во время работы вы отыщете шунтирующие устройства, которые используются в некоторых типах печей. Их также необходимо удалять.
При наличии магнитопровода не на клеевой основе, а на основе сварки, то извлекать из него обмотку удобнее будет стамеской или ножовкой по металлу. Обмотка может быть достаточно плотно посажена в магнитопроводе. В этом случае потребуется высверливание или удаление подручными средствами. Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
Далее сборка контактной сварки из микроволновки своими руками предполагает создание новой вторичной обмотки. Чтобы ее создать потребуется наличие целого провода, имеющего диаметр не меньше, чем 100 мм2, что соответствует 1 см. Возможно даже применять пучок из проводов, обеспечивающих подходящий диаметр. Когда вы создадите новую обмотку в вашем трансформаторе можно будет создавать силу тока до 1 кА.
Если есть желание собрать дуговую сварку из микроволновки более мощной, то одного трансформирующего элемента может быть не достаточно. В этом случае потребуется совмещать два элемента из двух СВЧ.
Достаточно будет создать два — три витка. При наличии слишком толстой изоляции, можно ее убрать и заменить на более тонкую, например, тканевую. При использовании сразу двух трансформаторов вторичную обмотку необходимо делать общую. Однако в этом случае необходим верно соединять выходы с первичных.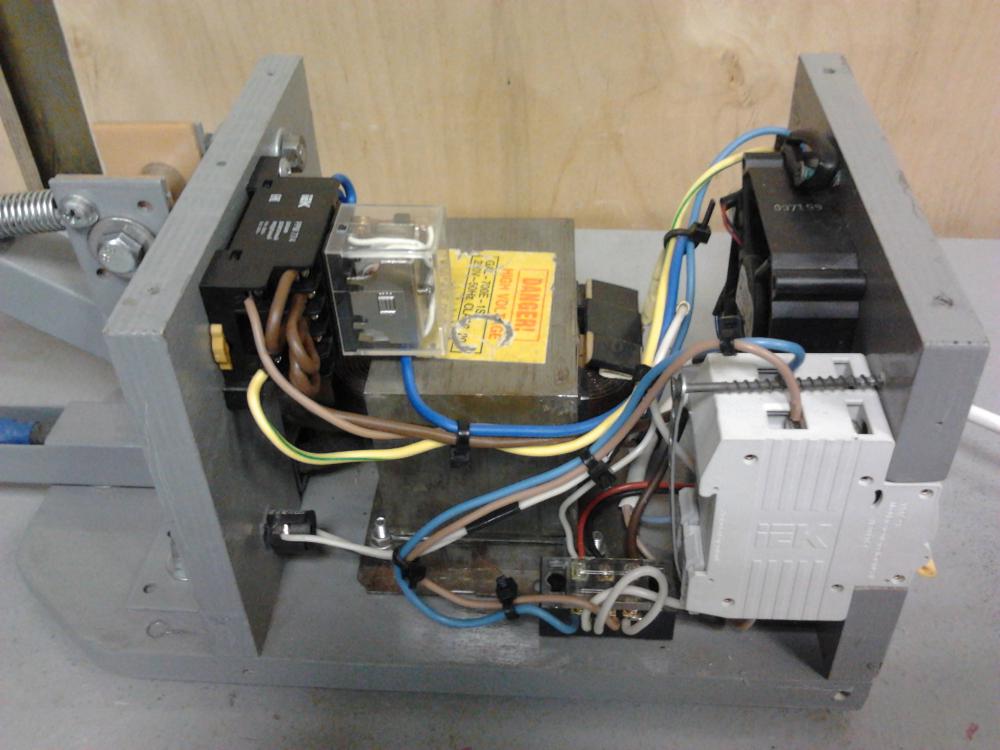
Как соединить два трансформатора
Создавая сварку из микроволновки своими руками из двух трансформаторов возможно добиться значительного увеличения мощности устройства. В этом случае можно добиться повышения до двух раз.
В подобной же пропорции будет увеличиваться сварочный ток. Однако будут иметься существенные потери, так как сопротивление цепи будет также велико. При этом концы вторичной обмотки требуется соединять с электродами.
Если у вас имеются 2 трансформатора, но их напряжения не хватит для того, чтобы сделать сварочник, то можно последовательно соединять их выходные обмотки. Но необходимо равное число витков на каждом элементе. Это также делается в случаях, когда на магнитопроводе не получается намотать необходимого количества витков.
Также, когда собирается подобный аппарат своими руками необходимо контролировать направление витков и их согласование между собой. Иначе возможно создание противофазы и получение практически нулевого итогового напряжения. В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения.
В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения.
Создание электродов
Делая точечную сварку из трансформатора от микроволновки требуется создать подходящие электроды. При этом они по диаметру обязаны соответствовать диаметру проводов, с которыми будут соединяться. Для этого подойдут медные прутки, а при небольших мощностях можно применять жало от профессионального паяльника.
Работая, самодельная точечная сварка активно изнашивает электроды. Для корректировки геометрических размеров они нуждаются в постоянной подточке. Соответственно с течением времени их придется заменять.
Чтобы соединить аппарат с электродами необходимо использовать провода как можно короче.
Иначе будут существенные потери мощности. Они также будут иметь место при наличии большого количества соединений.
Чтобы повысить эффективность аппарата, созданного своими силами, можно на проводах, соединяющих электроды, создать медные наконечники. Так можно избежать появляющихся потерь мощности в точках контактирования.
Так можно избежать появляющихся потерь мощности в точках контактирования.
Провода требуется подбирать довольно большого диаметра. Для облегчения пайки можно использовать луженые наконечники. Так как электроды выполняются съемного типа, в точках фиксации с наконечником пайку делать не следует. Естественно, что в этих точках будет происходить окисление и последующие потери мощности. Однако очищать их существенно легче, чем при обжатых наконечниках.
Наконечники фиксируются с электродами простым болтовым соединением. Его необходимо создавать надежным, чтобы не происходило повышение переходного сопротивления, способствующего потере мощности споттера. Целесообразно создать отверстия равного диаметра в обоих деталях.
Соединительные элементы лучше подбирать медные или сплава, который имеет минимальное электрическое сопротивление.
Элементы управления
Собственноручно сделанная контактная сварка не является сложным аппаратом. Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные — выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок.
Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные — выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок.
От степени нажатия будет зависеть уровень качества создаваемых соединений.
Именно поэтому стоит предусмотреть возможно более длинный рычаг. Также необходимо учитывать то, что сварку из микроволновки нужно надежно устанавливать на рабочую поверхность. Возможно даже стоит ее зафиксировать, например, струбциной.
Повышать прикладываемые усилия возможно с помощью рычагов или рычажно-винтовых механизмов, которыми допускается оснащать свою конструкцию. Целесообразно фиксировать подобный механизм на рычаге. В этом случае он не будет отнимать много времени при операциях с ним. Помимо этого появляется свобода для другой руки, которой возможно удерживать свариваемые элементы.
Немаловажной особенностью является то, что подавать ток к электродам можно лишь в сомкнутом положении. Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
Выключатель следует устанавливать в цепь первичной обмотки. Если смонтировать его во вторичную, то он будет создавать дополнительное сопротивление, приводящее к свариванию между собой электродных частей. Также следует учесть, что во вторичной обмотке протекает ток значительной величины, который не каждый автомат способен выдержать.
Также сварка из трансформатора микроволновки должна снабжаться элементарной системой охлаждения. Возможно использовать обыкновенный кулер от компьютера. Таким образом можно проводить охлаждение самого трансформатора, электродов и токоведущих элементов. Естественно, что эффективно охлаждать устройство не получится и придется выполнять регулярные перерывы в работе для охлаждения всех деталей.
Самодельный аппарат сваривает детали ничуть не хуже заводских моделей. Поэтому стоит подробнее изучить процесс сборки на видео и попытаться собрать его самостоятельно.
как сделать для контактной сварки, схема и инструкция – Виды сварочных аппаратов на Svarka.guru
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Содержание
- 1 Источник трансформатора печь СВЧ
- 1.1 Разборка трансформатора
- 1.2 Подбор кабеля на вторичку
- 1.3 Добавление новой обмотки
- 1.4 Определение правильности последовательного соединения трансформаторов
- 1.5 Электроды
- 1.6 Установка
- 1.7 Органы управления и контроля
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.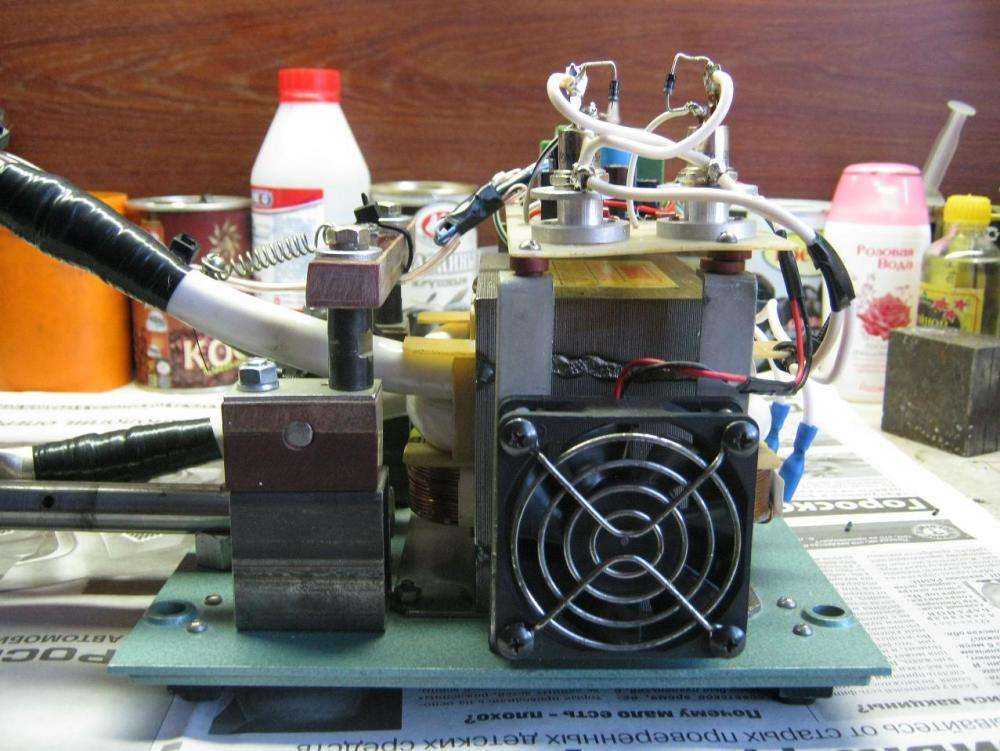
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- продолжительная нагрузка 300А;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
[stextbox id=’info’]Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей![/stextbox]
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.
[stextbox id=’info’]На этом этапе заботимся об установке защитного кожуха и заземления.[/stextbox]
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения:
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
[stextbox id=’warning’]Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами
 Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
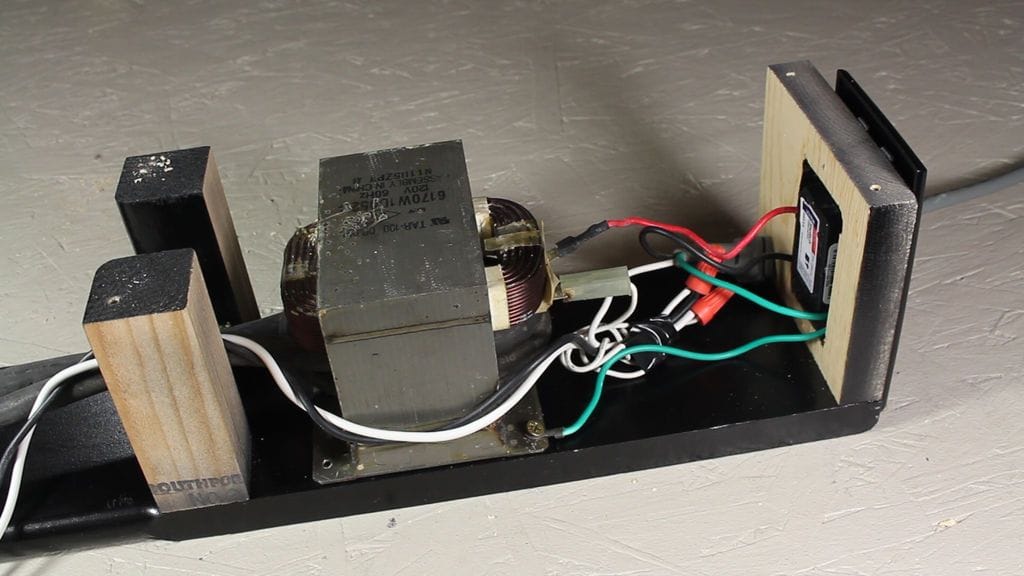
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
[stextbox id=’info’]Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.[/stextbox]
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
[stextbox id=’warning’]Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.[/stextbox]
Sunstone Welders > Сварочные аппараты CD > Микросопротивление
Встроенный мониторинг сварки
Сварку сопротивлением можно легко контролировать и контролировать с помощью CDDCP-A, чтобы обеспечить и гарантировать высококачественные результаты сварки. Для обеспечения надлежащего мониторинга сварного шва можно контролировать несколько факторов. Одним из наиболее важных факторов контроля сварных швов является контроль тока. Измерение пикового тока гарантирует, что каждый сварной шов разряжается до желаемой величины. Sunstone CDDP-A измеряет и отображает фактический пиковый ток предыдущих сварных швов. Можно отобразить гистограмму для просмотра ряда ваших прошлых сварных швов. Существует три типа мониторинга; тока, напряжения и мощности.
Одним из наиболее важных факторов контроля сварных швов является контроль тока. Измерение пикового тока гарантирует, что каждый сварной шов разряжается до желаемой величины. Sunstone CDDP-A измеряет и отображает фактический пиковый ток предыдущих сварных швов. Можно отобразить гистограмму для просмотра ряда ваших прошлых сварных швов. Существует три типа мониторинга; тока, напряжения и мощности.
Контроль тока будет подавать запрограммированный ток независимо от изменений сопротивления детали. Он может компенсировать небольшие отклонения в толщине детали, не влияя на качество сварки. Он лучше всего подходит для сварки плоских деталей, когда контакт между деталями и электродами является контролируемым и постоянным.
Контроль напряжения контролирует напряжение на заготовке во время сварки. Это помогает компенсировать смещение деталей и проблемы с усилием. Он автоматически уменьшает разбрызгивание при сварке, которое часто связано с неплоскими деталями и сварными швами. Контроль напряжения идеально подходит для сварки круглых деталей.
Мониторинг мощности точно изменяет сварочный ток и напряжение, чтобы подавать постоянную энергию сварки на детали. Это особенно полезно для разрушения поверхностных оксидов и покрытия. Его следует рассматривать для автоматизированных приложений, где состояние поверхности детали или электрода может меняться с течением времени. Мониторинг мощности продлевает срок службы электродов в автоматизированных приложениях.
Что такое двойной импульс?
Что такое двухимпульсный сварочный аппарат и почему это важно? Система двойной импульсной сварки использует два импульса для обеспечения наилучших возможных результатов сварки.
При контактной сварке правильная посадка электродов и хороший контакт имеют жизненно важное значение для направления тепла в нужную область. При контактной сварке тепло выделяется из-за сопротивления в зазоре между деталями, которые вы пытаетесь сварить.
Если электроды не установлены должным образом с хорошим контактом, может произойти сварка между электродами и заготовкой, а не в желаемом месте сварки. Это условие приводит к тому, что электроды прилипают и застревают в заготовках. Это вызывает чрезмерный износ электродов и, как следствие, более высокие затраты.
Это условие приводит к тому, что электроды прилипают и застревают в заготовках. Это вызывает чрезмерный износ электродов и, как следствие, более высокие затраты.
В системе с двумя импульсами первый импульс представляет собой небольшой импульс очистки или посадки, который отправляется перед вторым импульсом (или сварочным импульсом). Первый импульс устраняет любые возможные загрязнения и проблемы с контактом электрода.
Система двойного импульса уменьшит разбрызгивание при сварке, улучшит качество и стабильность сварки, снизит затраты и упростит сварку материалов с покрытием. Этот очищающий импульс можно легко отключить, если требуется одиночный импульс.
Прокатное пятно – Режим непрерывной сварки
Функция Roll Spot позволяет пользователям выполнять непрерывную цепочку сварных швов в течение любого длительного периода времени. Пока триггер активирован, сварочная система будет продолжать выполнять последовательность сварных швов. Прокатное пятно позволяет прокатывать сетку, экран или фольгу и выполнять сварку с заданным интервалом. Это похоже на сварку швейной машиной по рисунку стежка. Роликовая точечная сварка требует использования роликового электрода и наконечника или сварочной головки. С помощью пользовательского интерфейса можно отрегулировать количество сварных швов в секунду, чтобы получить нужную частоту. Две переменные будут влиять на расстояние между сварными швами, когда электрод прокатывается по поверхности. Первая переменная — это параметр количества сварок в секунду, а вторая — скорость, с которой электрод прокатывается по зоне сварки. Функция Roll Spot даст вам возможность быстро и легко выполнять сварные швы на сетке, экране или фольге. Это может быть использовано для нескольких приложений, включая фильтры, сетки, корзины, трубы и многие другие приложения для фильтрации.
Это похоже на сварку швейной машиной по рисунку стежка. Роликовая точечная сварка требует использования роликового электрода и наконечника или сварочной головки. С помощью пользовательского интерфейса можно отрегулировать количество сварных швов в секунду, чтобы получить нужную частоту. Две переменные будут влиять на расстояние между сварными швами, когда электрод прокатывается по поверхности. Первая переменная — это параметр количества сварок в секунду, а вторая — скорость, с которой электрод прокатывается по зоне сварки. Функция Roll Spot даст вам возможность быстро и легко выполнять сварные швы на сетке, экране или фольге. Это может быть использовано для нескольких приложений, включая фильтры, сетки, корзины, трубы и многие другие приложения для фильтрации.
Установка лимитов импульсов
Управление процессом может осуществляться путем измерения и установки контрольных лимитов для пикового тока, мощности и напряжения. Эти пределы могут быть скорректированы для каждого отдельного приложения. Эти пределы представляют диапазон приемлемой прочности сварки. CDDP-A будет отслеживать и определять, находится ли пиковый ток в пределах диапазона или за его пределами. Затем его можно запрограммировать на остановку сварки и отправку сигнала тревоги или пометку этого конкретного сварного шва и продолжение. Этот контроль сварки гарантирует, что каждый сварной шов находится в пределах параметров, которые гарантируют успешную сварку в полностью автоматизированных системах. Эти устанавливаемые пользователем контрольные пределы помогают предотвращать и обнаруживать слабые сварные швы.
Эти пределы представляют диапазон приемлемой прочности сварки. CDDP-A будет отслеживать и определять, находится ли пиковый ток в пределах диапазона или за его пределами. Затем его можно запрограммировать на остановку сварки и отправку сигнала тревоги или пометку этого конкретного сварного шва и продолжение. Этот контроль сварки гарантирует, что каждый сварной шов находится в пределах параметров, которые гарантируют успешную сварку в полностью автоматизированных системах. Эти устанавливаемые пользователем контрольные пределы помогают предотвращать и обнаруживать слабые сварные швы.
Время нарастания быстрого емкостного разряда
Усовершенствованный двухимпульсный емкостной разряд (или CDDP-A) использует энергию, поступающую от подключения вашей системы к розетке. Эта энергия хранится в конденсаторах внутри системы CDDP-A. Эти конденсаторы хранят энергию до тех пор, пока не произойдет сварка. Через интерфейс сенсорного экрана пользователь регулирует желаемое количество энергии в ватт-секундах. Когда инициируется сварка, CDDP-A быстро разряжает накопленную энергию из конденсаторов и обеспечивает быстрое время нарастания. Эта способность точно контролировать и отводить энергию является основой того, как CDDP-A может достигать результатов микросварки с точностью и повторяемостью.
Когда инициируется сварка, CDDP-A быстро разряжает накопленную энергию из конденсаторов и обеспечивает быстрое время нарастания. Эта способность точно контролировать и отводить энергию является основой того, как CDDP-A может достигать результатов микросварки с точностью и повторяемостью.
Гистограмма
Sunstone CDDP-A включает использование гистограммы для визуализации качества и постоянства сварных швов. Эти гистограммы используются для просмотра и анализа непрерывных данных. Каждый сварной шов в серии сварных швов отображается на гистограмме, чтобы показать долгосрочные тенденции, влияющие на качество сварки. Эти важные функции контроля качества разработаны и созданы для производственных и автоматизированных сварочных систем. Гистограмму можно просмотреть для предыдущих сварных швов, а также можно отобразить большое количество сварных швов, чтобы обеспечить постоянно высокое качество сварки.
Простой сенсорный экран
Sunstone CDDP-A оснащен полностью сенсорным дисплеем высокой четкости. Этот интерфейс сенсорного экрана используется для изменения всех настроек. Экран также используется для отображения информации мониторинга, а также обучающих видео и материалов. Сенсорный экран позволяет быстро и эффективно увидеть все, что вам нужно. Пользовательский интерфейс прост для понимания и позволяет легко настроить необходимые параметры. Никаких кнопок, циферблатов или старых показаний. CDDP-A использует новейшие технологии сенсорного экрана и дисплея, чтобы помочь вам работать более продуктивно.
Этот интерфейс сенсорного экрана используется для изменения всех настроек. Экран также используется для отображения информации мониторинга, а также обучающих видео и материалов. Сенсорный экран позволяет быстро и эффективно увидеть все, что вам нужно. Пользовательский интерфейс прост для понимания и позволяет легко настроить необходимые параметры. Никаких кнопок, циферблатов или старых показаний. CDDP-A использует новейшие технологии сенсорного экрана и дисплея, чтобы помочь вам работать более продуктивно.
Простая настройка и клонирование машины
Настройка CDDP-A проста, подробные инструкции и видеоролики помогут вам пройти весь процесс. С несколькими различными конфигурациями, которые будут соответствовать вашим потребностям и приложениям. Хватит тратить время на настройку сложных машин, часами читая сложные руководства, чтобы выполнить несколько простых сварных швов. Настройка нескольких устройств с одинаковыми настройками? Sunstone CDDP-A включает возможность клонирования настроек с одного компьютера и загрузки их на другой. Клонирование позволяет копировать все параметры/настройки и легко экспортировать/импортировать их в другое устройство. Это делает настройку нескольких машин простой и легкой.
Клонирование позволяет копировать все параметры/настройки и легко экспортировать/импортировать их в другое устройство. Это делает настройку нескольких машин простой и легкой.
Сварка аккумуляторов с помощью CDDP-A
Одним из типичных применений CDDP-A является приваривание выступов на аккумуляторных батареях. Эти аккумуляторные элементы могут включать в себя цилиндрические элементы, призматические элементы, пакетные элементы и ультраконденсаторы.
Сварка CD обычно используется для сварки элементов литиевых батарей для изготовления индивидуальных аккумуляторных блоков. Эти аккумуляторные блоки могут быть огромными с тысячами сварных швов каждый. CDDP-A можно использовать вместе с роботом с ЧПУ для выполнения автоматизированных сварных швов. Эти автоматизированные сварные швы могут значительно улучшить качество и количество серийно выпускаемых аккумуляторных батарей.
CDDP-A Включает в себя множество функций, которые помогают в производстве аккумуляторных батарей, включая мониторинг сварки, управление ПЛК, удаленную настройку расписания и многочисленные варианты запуска.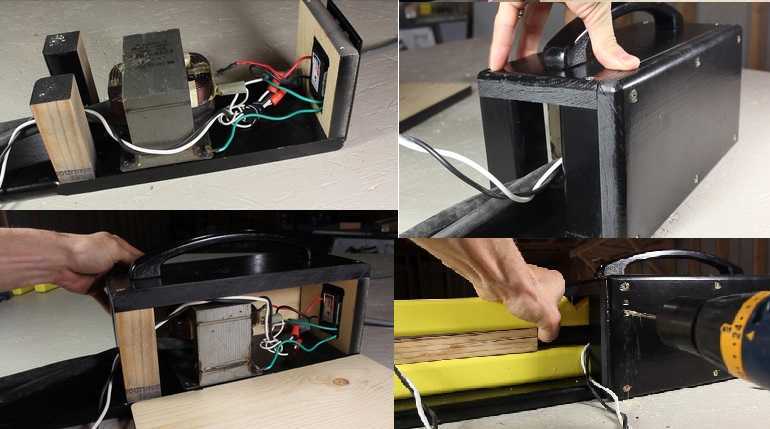 Узнайте больше о том, как повысить эффективность и качество с помощью CDDP-A для сварки аккумуляторов.
Узнайте больше о том, как повысить эффективность и качество с помощью CDDP-A для сварки аккумуляторов.
Встроенная система управления сварочной головкой
CDDP-A в сочетании с пневматической головкой может управлять сварочной головкой и позволяет управлять одной ножной педалью. Пользователь может контролировать время сжатия, параметры сварки и отпускание.
Это позволяет постоянно контролировать точное время сварки каждый раз. Пользователь может ориентировать свариваемые детали под электродом либо с помощью приспособления, либо вручную. Затем просто нажмите одну педаль. Это активирует сварочную головку и приложит заданное усилие к сварному соединению.
Затем CDDP-A инициирует сварку с установленным временем или управлением срабатыванием со сварочной головки. Затем можно запрограммировать сварочную головку так, чтобы она оставалась в сжатом состоянии, пока детали остывают. Позже давление сварочной головки будет сброшено. Эта функция обеспечивает согласованность независимо от того, кто использует машину. Это обеспечит более стабильные и точные результаты сварки.
Это обеспечит более стабильные и точные результаты сварки.
Совместимость как с ручными, так и с пневматическими сварочными головками
CDDP-A можно использовать с различными насадками. Эти насадки включают в себя как сварочные головки, так и ручные сварочные насадки. Эти сварочные приспособления помогают передавать энергию от источника питания к заготовке. Сварочные головки различаются по конфигурации и системам привода. Насадка для параллельной сварки или двойной зонд имеет два электрода с одной стороны и позволяет выполнять сварку бок о бок, например, приваривание язычка к аккумулятору. Приспособление для сварки с противоположным или одним датчиком прикладывает давление к обеим сторонам сварного шва и выполняет защемление, например, сварку двух листов вместе. Противоположный сварной шов пропускает энергию через всю деталь. Сварочные головки могут управляться как вручную, так и ножным приводом, или с помощью пневматического привода для приложения давления к месту сварки.
Связь с ПЛК
включая входы, такие как первичный и вторичный триггер, блокировка, дистанционное управление
Многие автоматизированные приложения требуют использования связи с ПЛК и инструментов. CDDP-A Включает в себя множество функций ПЛК, которые позволяют как вводить, так и выводить данные из компьютеризированных систем. Доступные входы включают первичный и вторичный запуск, функции блокировки и удаленный выбор расписания. Выходные данные, которые устройство отправляет: готовность к сварке, сварка в порядке, сварка не в порядке, любое предупреждение, любой аварийный сигнал, а также аварийный останов. Эта функциональность ПЛК обеспечивает простое подключение и обмен данными с автоматизированными системами. CDDP-A готов к автоматизации и может быть легко добавлен в новую или существующую производственную линию.
Совместимость с аварийным остановом
Каждая сварочная система CDDP-A имеет функцию аварийного останова. Это позволяет пользователю настроить аварийную остановку, которая отключит питание сварочной системы в случае аварии. Это предотвратит высвобождение энергии машиной в случае аварийной ситуации. Эта функция безопасности включена на каждом блоке и должна быть закрыта с помощью заглушки аварийного байпаса. Эта важная функция помогает как в автоматизированных, так и в ручных сварочных операциях и может использоваться в сочетании со многими другими системами безопасности для обеспечения безопасности оператора и машины.
Это позволяет пользователю настроить аварийную остановку, которая отключит питание сварочной системы в случае аварии. Это предотвратит высвобождение энергии машиной в случае аварийной ситуации. Эта функция безопасности включена на каждом блоке и должна быть закрыта с помощью заглушки аварийного байпаса. Эта важная функция помогает как в автоматизированных, так и в ручных сварочных операциях и может использоваться в сочетании со многими другими системами безопасности для обеспечения безопасности оператора и машины.
Встроенные обучающие видеоролики и PDF-файлы
Правильная настройка аппарата и знание того, как использовать его для выполнения функций сварки, являются ключом к успеху любой сварочной системы. Здесь, в Sunstone, мы стремимся сделать это как можно проще, предоставляя подробные инструкции по настройке и обучая эксплуатации. К этому обучению можно легко получить доступ прямо с самой машины. В каждую сварочную систему встроена библиотека учебных материалов. Эти материалы включают в себя подробные видеоролики о настройке параметров, инструкции по настройке, настройке приложений и поддержке. Это дает вам инструменты для достижения успеха с самого начала именно там, где они вам нужны. Это позволяет вам приступить к работе раньше, с меньшими простоями, обучением и обучением работе и настройке машины. Как всегда, мы здесь, чтобы помочь в вашем процессе. Если на ваш вопрос нет ответа, мы готовы обучить и оказать поддержку в любое время. Знание того, как использовать вашу машину, является ключом к вашему успеху, и мы являемся вашим партнером в поиске решения для сварки.
Это дает вам инструменты для достижения успеха с самого начала именно там, где они вам нужны. Это позволяет вам приступить к работе раньше, с меньшими простоями, обучением и обучением работе и настройке машины. Как всегда, мы здесь, чтобы помочь в вашем процессе. Если на ваш вопрос нет ответа, мы готовы обучить и оказать поддержку в любое время. Знание того, как использовать вашу машину, является ключом к вашему успеху, и мы являемся вашим партнером в поиске решения для сварки.
Сохранение и загрузка предустановленных графиков сварки
Легко сохраняйте идеальные настройки для этого приложения в пользовательском интерфейсе. Функция сохранения позволяет сохранить все ваши подробные настройки одним нажатием. Как только вы определили идеальные параметры, просто нажмите кнопку сохранения, назовите приложение для легкой идентификации и даже добавьте примечания, чтобы запомнить важные детали вашей настройки или операции. Когда вы будете готовы снова использовать эти настройки, просто нажмите клавишу загрузки и найдите сохраненные настройки.![]() Это мгновенно загрузит все ваши настройки точно в том виде, в каком они были у вас, и позволит вам продолжить, как вы остановились. Сохраняйте столько приложений, сколько хотите, так как память для сохранения вместит столько сохраненных настроек, сколько вам нужно. Это экономит ваше время и усилия, чтобы запомнить или записать и повторно ввести настройки каждый раз, когда вы меняете приложения.
Это мгновенно загрузит все ваши настройки точно в том виде, в каком они были у вас, и позволит вам продолжить, как вы остановились. Сохраняйте столько приложений, сколько хотите, так как память для сохранения вместит столько сохраненных настроек, сколько вам нужно. Это экономит ваше время и усилия, чтобы запомнить или записать и повторно ввести настройки каждый раз, когда вы меняете приложения.
Функция блокировки
После того, как для устройства установлены правильные настройки и оно находится в рабочем состоянии, CDDP-A включает функцию блокировки. Это позволяет пользователям блокировать машину для любых изменений. Эта блокировка позволяет устройству функционировать и выполнять сварку, использовать мониторинг и запускать сварку. Он просто блокирует любые изменения настроек. Эту блокировку можно включать и выключать с помощью простого пароля, который разрешает и запрещает любые изменения. Блокировка необходима в производственной среде, где на машине работает множество пользователей. Это позволяет одному пользователю настраивать и настраивать сварные швы, а затем применять блокировку. После запуска производства каждый сварной шов будет последовательным и неизменным.
Это позволяет одному пользователю настраивать и настраивать сварные швы, а затем применять блокировку. После запуска производства каждый сварной шов будет последовательным и неизменным.
Сварочный аппарат для точечной сварки, Сварочный аппарат для аккумуляторной батареи, Аппарат для точечной сварки
Машина для точечной сварки цилиндрических аккумуляторов с одной стороны для сборки аккумуляторной батареи для электромобилей и велосипедов
Литиевая батарея NiMH и другие батареи соединяются с полосой из никелевого сплава, алюминиево-никелевой композитной полосой, проволокой и направляющей полосой, бытовыми электрическими деталями и направляющей полосой, аппаратными аксессуарами, изделиями из меди и серебра, периферийным соединением из нержавеющей стали, сваркой опоры лампы, электронными деталями, все виды сварки металлов с высокой и низкой проводимостью и т. д. Пожалуйста, не стесняйтесь обращаться к нам для получения более подробной информации о Автомобильный аккумулятор EV в сборе .
д. Пожалуйста, не стесняйтесь обращаться к нам для получения более подробной информации о Автомобильный аккумулятор EV в сборе .
ХАРАКТЕРИСТИКА
1) Индуктивное напряжение нагрузки, контроль напряжения в режиме обратной связи и осуществление высококачественной сварки.
2) Включите режим предварительного нагрева и основного нагрева: предварительный нагрев перед сваркой для обеспечения стабильного качества сварки.
3) Сохраняйте непрерывность плотности энергии, короткое время сварки, уменьшайте деформацию и обесцвечивание основного металла. (время сварки регулируется в микросекундах, режим непрерывного вывода)
4) Легко переключается с слабого тока на сильноточный, подходит для точной сварки.
5) Верхний и нижний пределы тока могут быть установлены, чтобы судить о том, хорошее качество сварки или нет, что подходит для платформы автоматизации сварки.
6) Сварочный ток будет увеличиваться вместе с включением питания, чтобы обеспечить сварочный эффект.
7) Стабильная система управления
8) Устройство регулирования высокой конфигурации
9) Высокоточная рабочая процедура
10) Высокая рентабельность продуктов
Все наши аккумуляторы для электровелосипедов в сборе высоко ценятся на различных рынках по всему миру.
СПЕЦИФИКАЦИЯ
Блок питания 220 В/380 В переменного тока ±10% 50 Гц ± 2 Гц Электрический ток DC Режим сварки Инвертор постоянного тока Силовая форма Автоматический Предметы сварки Листовой металл Толщина стыковой сварки 1мм +1мм Толщина плоской сварки 0,03–0,5 мм Выход высокой мощности 5000 Вт Конденсатор для накопления энергии 10000 мкФ Выходной ток большого короткого замыкания 8000А Предварительное напряжение 80,0–330 В, регулируемый, точность 0,5 В Время сварки 1,0–20,0 мс, регулируемое, точность 0,1 мс Габаритный размер 350Дx180Шx330В (единица измерения: мм) Перемещение по оси Y 500 мм Перемещение по оси X 400 мм Скорость точечной сварки 0,35 с/точка; 2800шт/час Высокая скорость моторного привода 1000 мм/с Количество загруженных ядер Направление X: 26 Направление Y: 26 Количество групп файлов, которые можно сохранить 99 группа Операционная система Встроенная система + человеко-машинный интерфейс
Преимущества
1. 10-дюймовый сенсорный экран, более удобный в эксплуатации и более четкий для отображения
10-дюймовый сенсорный экран, более удобный в эксплуатации и более четкий для отображения
2. Сварочная головка имеет функцию воздушного или водяного охлаждения, которая может эффективно уменьшить влияние температура иглы точечной сварки на качество сварки.
3. Он может хранить 99 групп файлов, которые легко вызывать и не требуют сложной смены строки и процесса настройки машины.
4. Одна ключевая функция калибровки для общего отклонения паяных соединений, которую можно использовать для калибровки отклонения положения точки, вызванного заменой паяных контактов или другими причинами.
5. Эффективность точечной сварки выше, а скорость каждой точечной сварки составляет ≤ 0,35 с (в зависимости от различных скоростей выбранного сварочного аппарата), а односторонняя точечная сварка может достигать 2800 электрических жил/час. .
6. Основные аксессуары импортируются из Японии и Тайваня, а точность, стабильность и срок службы всей машины более чем в 1 раз выше, чем у других отечественных аксессуаров.