
Почему коксуется смазка
30.01.2017Здравствуйте, уважаемые читатели блога!
Сегодня я хотел бы прояснить вопрос о так называемом «коксовании» смазочных материалов и об особенностях пластичных смазок противостоять высоким температурам. Вопрос, кстати, задан не от скуки, ведь в Сети «гуляет» множество подобных вопросов.
Итак, что называют коксованием? Техническим термином это слово не является, но используется в просторечии для обозначения явления обугливания масла или смазки от действия высоких температур. Собственно, «кокс» это уголь. И вполне логично обугливание называть «коксованием», то есть превращением в уголь.
Технически правильно это явление называется образованием оксидных отложений. Ведь масло, превратившись в уголь, выпадает в осадок или откладывается на внутренних поверхностях механизма или системы смазки. Автолюбители, помнящие времена дефицита качественных моторных масел и вынужденные использовать подручные масла, поймут о чём речь.
Таким образом, обугливание смазочного материала происходит при длительном воздействии высоких температур, превышающих термоокислительную стойкость базового масла. Оксидные соединения в смазках и маслах также образуются при повышенных температурах в замкнутой полости в присутствии растворенных воздуха, влаги и в контакте с цветными металлами, оказывающими каталитический эффект.
Рис. 1 Так выглядят продукты коксования моторного масла в области клапанного механизма двигателя автомобиля
Устойчивость масел к окислению при высоких температурах характеризуется стандартизованным показателем, который так и называется – термоокислительная стабильность. Определяется она, например, по ГОСТ 23175-78 или по методике ASTM D943.
Прежде чем перейти к рассмотрению проблемы «коксования» пластичных смазок, хочу еще раз вспомнить о моторных маслах – ведь это самый наглядный и почти бытовой пример, который знаком большинству.
Ну, конечно, первое, что напрашивается в ответ, это применение современных эффективных моющих присадок в составе масла. Верно? Верно…
Но не это главное, так как принципиально снизить склонность смазочных материалов к «коксованию» можно, повысив термоокислительную устойчивость за счет использования современных базовых масел II, III и IV групп по классификации института нефти API, а также внедрением антиокислительных присадок.
Очевидно, что синтетические и улучшенные путём гидроочистки или гидрокрекинга минеральные базовые масла имеют более однородный фракционный состав и обладают более высокой антиокислительной стойкостью. В сочетании данных базовых масел с антиокислительными присадками, замедляющими процесс окисления, достигается синергетический эффект, радикально повышающий способность масел и смазок противостоять высоким температурам.
Рис. 2 Так выглядит свежая смазка в подшипнике
Наконец, перейдем к рассмотрению проблемы «коксования» пластичных смазок. Дело в том, что в пластичных смазках это явление носит более сложный характер, причиной чего является наличие в составе загустителя. Загустители, несмотря на различное химическое происхождение, также могут «коксоваться» либо образовывать сгустки в виде пластилиноподобной массы коричневого или чёрного цвета.
Рис. 3 А это «закоксовавшаяся» пластичная смазка на роликах подшипника качения
Смазка в любом случае теряет эксплуатационные свойства и подлежит замене. Как вычленить в данном случае причину разрушения смазки и решить проблему? Действительно, не установив причину, мы не решим проблему.
Общая причина, однако, известна. Это высокая температура. Поэтому давайте рассуждать.
Случай первый.
Если при обслуживании узла мы наблюдаем образование налета на поверхностях застойных зон подшипника, но смазка сохраняет свою консистенцию и внешний вид, то, вероятно, дело в образовании оксидных соединений в результате окисления базового масла. Смазка при этом меняет цвет на более тёмный.
В этом случае следует предпринять следующие меры:
- Применить смазку на синтетическом базовом масле,
- Применить смазку на поликарбамидном комплексе – полимочевине,
- Сократить интервал обслуживания (замены смазки) узла,
- Увеличить цикличность подачи смазки централизованной системой смазывания.
Выбор меры зависит от рекомендаций по обслуживанию узла и конструкции агрегата/машины.
Случай второй.
В процессе эксплуатации машины в подшипниковых узлах наблюдается образование сгустков массы, напоминающей пластилин. Цвет массы при этом — от темно-коричневого до черного. Это характерно для смазок на минеральных маслах, которые при длительном воздействии высоких температур как бы пересыхают. Это связано с испарением (выкипанием) базового масла из смазки и сгущением загустителя до пластилиноподобного состояния.
Это характерно для смазок на минеральных маслах, которые при длительном воздействии высоких температур как бы пересыхают. Это связано с испарением (выкипанием) базового масла из смазки и сгущением загустителя до пластилиноподобного состояния.
В этом случае следует принять одну или несколько мер:
- Применить смазку на синтетическом базовом масле,
- Сократить интервал обслуживания (смазки) узла,
- Увеличить цикличность подачи смазки централизованной системой смазки.
Очевидно, что независимо от характера потери свойств смазки при высоких температурах, меры следуют похожие. Но, даже применение синтетических смазок или смазок на полимочевине позволяет лишь частично решить данную проблему. Поэтому смысл этих мер – в более частой замене смазки.
Однако, коль речь зашла о смазках с высокой стойкостью против образования высокотемпературных осадков и «пересыханию», то считаю не лишним привести пару примеров таких продуктов от российской компании ARGO.
Вот смазка на полиальфаолефиновом синтетическом базовом масле с высокой термоокислительной стабильностью и низкой испаряемостью:
ARGO TermoSint 100 EP2
|
Характеристика |
Метод |
EP2 |
|
Загуститель |
— |
Li-Complex |
|
Диапазон рабочих температур, ºС |
— |
-40..+180 |
|
Классификация смазок |
DIN 51502 |
KPHC2R-40 |
| Цвет смазки |
Визуально |
Красный |
|
Класс консистенции NLGI |
DIN 51818 |
2 |
|
Пенетрация 0,1 мм |
DIN ISO 2137 |
265-295 |
|
Вязкость базового масла при 40ºС, мм2/с |
DIN 51562-1 |
100 |
|
Температура каплепадения, ºС |
DIN ISO 2176 |
260 |
|
Нагрузка сваривания, Н |
DIN 51350 |
2607 |
А вот беззольная смазка на поликарбамидном загустителе – полимочевине с высокой стойкостью против «коксования» за счет естественных антиокислительных свойств загустителя:
ARGO TermoLux P 150 EP2
|
Показатель |
Метод |
EP2 |
EP3 |
|
Загуститель |
— |
Polyurea |
Polyurea |
|
Диапазон рабочих температур, ºС |
— |
-20. |
-20..+150 |
|
Классификация смазок |
DIN 51502 |
KP2N-20 |
KP3N-20 |
|
Цвет смазки |
Визуально |
Синий |
Синий |
|
Класс консистенции NLGI |
DIN 51818 |
2 |
|
|
Пенетрация 0,1 мм |
DIN ISO 2137 |
265-295 |
220-250 |
|
Вязкость базового масла при 40ºС, мм2/с |
DIN 51562-1 |
145 |
145 |
|
Температура каплепадения, ºС |
DIN ISO 2176 |
260 |
270 |
|
Нагрузка сваривания, Н |
DIN 51350 |
4900 |
4900 |
|
Тест на коррозию |
ASTM D 1743 |
Проходит |
Проходит |
 .+150
.+150
Обе эти смазки преимущественно рекомендованы для подшипников электродвигателей и вентиляторов, перекачивающих нагретые газы (и воздух). На мой взгляд, это наиболее массовый и показательный пример.
На мой взгляд, это наиболее массовый и показательный пример.
На этом предлагаю завершить своё повествование и в режиме вопрос-ответ обсудить практические вопросы, связанные с вышеизложенной проблемой. Напоминаю свой e-mail: [email protected]
До новых встреч в блоге!
Технология производства нефтяного кокса и используемое в промышленности сырье — Нефтехимия и газохимия
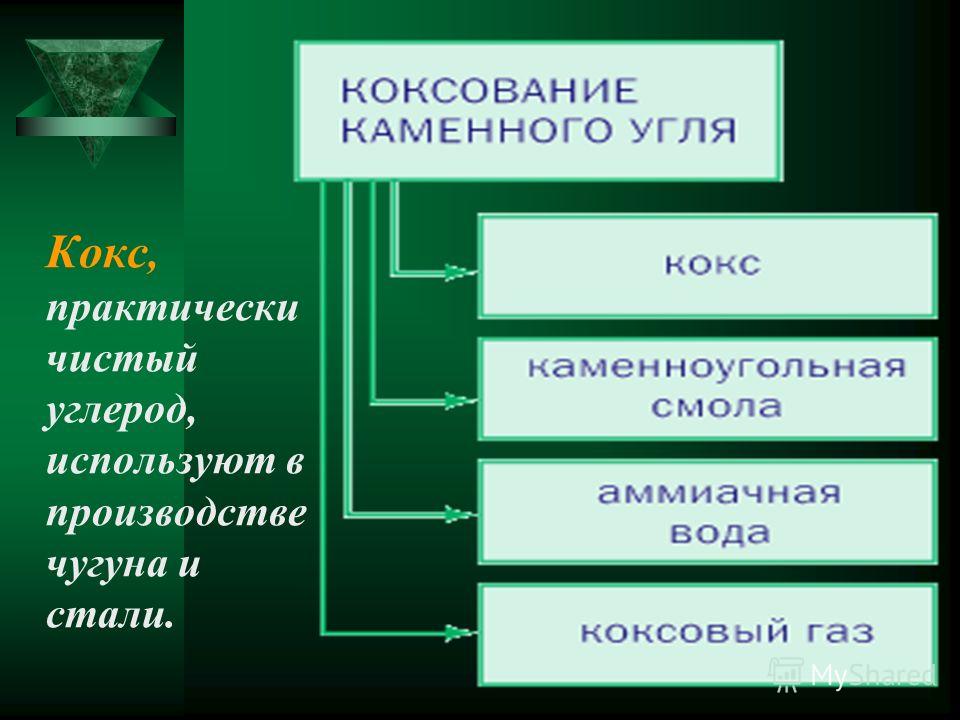
Коксование — это разложение при высокой температуре без доступа воздуха твердых и жидких горючих ископаемых с образованием летучих веществ и твердого остатка — кокса.
Коксование — это разложение при высокой температуре без доступа воздуха твердых и жидких горючих ископаемых с образованием летучих веществ и твердого остатка — кокса.
Сырье для получения нефтяного кокса
Качество сырья оказывает первостепенное влияние на характеристики конечного продукта − нефтяного кокса.
Производство кокса в СНГ в основном осуществляется на установках замедленного коксования (УЗК).
Характерной особенностью условий работы УЗК является использование в качестве сырья разнообразных смесей, остающихся на заводах в результате переработки нефти.
Сырьем служат:
- тяжелые фракции нефти, образующиеся в результате атмосферной и вакуумной перегонки нефти (мазут, полугудрон, гудрон),
- тяжелые нефтяные остатки (ТНО):
- крекинг-остатки от термического крекинга мазута и гудрона,
- тяжелый газойль каталитического крекинга,
- остатки масляного производства (асфальт пропановой деасфальтизации гудрона, экстракты фенольной очистки масел и др.).
Из всех нефтяных остатков, склонных к образованию различных видов структур кокса, предпочтительными считаются ароматические концентраты (дистиллятный крекинг-остаток) и некоторые другие высокомолекулярные углеводороды.
По этой причине дистиллятное сырье относят к перспективным видам сырья.
НПЗ имеют разные производственные условия и работают на различной нефти, поэтому для каждого НПЗ установки замедленного коксования строились с учетом конкретных условий.
Среди основных параметров, определяющих качество нефти, таких как плотность, фракционный и химический состав нефтепродуктов, наиболее значимыми являются плотность и показатель сернистости.
Сера − одна из самых нежелательных примесей в составе сырой нефти и конечного продукта − кокса.
В зависимости от массовой доли серы кокс, так же как и нефть, классифицируется на малосернистый, сернистый, высокосернистый.
Сернистый кокс отличается менее благоприятными свойствами, по сравнению с малосернистым коксом: вызывает коррозию оборудования, повышенное количество трещин в электродных изделиях, разрушение огнеупорной кладки печей прокаливания, вследствие чего его использование ограничено определенными областями.
Нефть, поступающая на нефтеперерабатывающие заводы, различается по составу, особенно по содержанию серы.
Для для России характерна переработка в основном сернистой и высокосернистой нефти.
К малосернистым (нефть с содержанием серы менее 0,5%) относят большую часть бакинской, грозненской, сахалинской, туркменской и некоторой украинской нефти, а также казахстанской нефти.
Сернистую нефть с содержанием серы 0,5-2,5% добывают в Урало-Поволжском районе (Туймазинское, Ромашинское месторождения и другие), в Западной Сибири (Самотлорское, Нижневартовское, Мегионское и другие).
К высокосернистым (нефть с содержанием серы более 2,5%) относятся месторождения − Арланское, Радаевское, Покровское (Урало-Поволжский район).
В настоящее время основным сырьем для получения кокса являются сернистая нефть.
Применение технологий, позволяющих получать качественный кокс независимо от состава исходной нефти, решает многие проблемы:
- обеспечивает электродную промышленность качественным сырьем,
- позволяет задействовать в производстве более широкий диапазон нефти,
- углубить процесс переработки нефти на НПЗ.

С целью обессеривания конечного продукта применяется прокаливание кокса.
Еще один путь получения обессеренного нефтяного кокса из высокосернистых марок нефти − это предварительное удаление серы из сырой нефти методом гидрообессеривания, гидрокрекинга, или деасфальтизации.
Этот вариант считается более действенным, несмотря на то, что является более сложным и требует дополнительных затрат.
На российские заводы нефть поставляется, главным образом, по системе магистральных нефтепроводов (МНП) Транснефти, в которой Западно-Сибирская нефть, марки Siberian Light смешивается с более тяжелой и сернистой нефтью марки Urals.
Способы получения сырого и обожженного нефтяного кокса
Коксование нефтяного сырья − наиболее жесткая форма термического крекинга нефтяных остатков.
Осуществляется при низком давлении и температуре 480-560 оС, с целью получения нефтяного кокса, а также углеводородных газов, бензинов и керосино-газойлевых фракций.
При коксовании происходит расщепление всех компонентов сырья с образованием жидких дистиллятных фракций и углеводородных газов; деструкция и циклизация углеводородов с интенсивным выделением керосино-газойлевых фракций; конденсация и поликонденсация углеводородов и глубокое уплотнение высокомолекулярных соединений с образованием сплошного коксового остатка.
Промышленный процесс коксования осуществляется на установках 3х типов: периодическое коксование в коксовых кубах, замедленное коксование в камерах, непрерывное коксование в псевдоожиженном слое кокса-носителя.
Замедленное коксование
Замедленное (полунепрерывное) коксование наиболее широко распространено в мировой практике.
Сырье, предварительно нагретое в трубчатых печах до 350-380 оС, непрерывно поступает на каскадные тарелки ректификационной колонны (работающей при атмосферном давлении), стекая по которым, контактирует с поднимающимися навстречу парами, подаваемыми из реакционных аппаратов.
В результате тепло- и массообмена часть паров конденсируется, образуя с исходным сырьем так называемое вторичное сырье, которое нагревается в трубчатых печах до 490-510 оС и поступает в коксовые камеры − полые вертикальные цилиндрические аппараты диаметром 3-7 м и высотой 22-30 м.
В камеру реакционная масса непрерывно подается в течение 24-36 часов и благодаря аккумулированной ею теплоте коксуется.
После заполнения камеры коксом на 70-90% его удаляют, обычно струей воды под высоким давлением (до 15 МПа).
Кокс поступает в дробилку, где измельчается на куски размером не более 150 мм, после чего подается элеватором на грохот, где разделяется на фракции 150-25, 25-6 и 6-0,5 мм.
Камеру, из которой выгружен кокс, прогревают острым водяным паром и парами из работающих коксовых камер и снова заполняют коксуемой массой.
Летучие продукты коксования, представляющие собой парожидкостную смесь, непрерывно выводятся из действующих камер и последовательно разделяются в ректификационной колонне, водоотделителе, газовом блоке и отпарной колонне на газы,
Типичные параметры процесса: температура в камерах 450-480 оС, давление 0,2-0,6 МПа, продолжительность до 48 часов.
Достоинства замедленного коксования − высокий выход малозольного кокса.
Из одного и того же количества сырья этим методом можно получить в 1,5-1,6 раза больше кокса, чем при непрерывном коксовании.
На российских НПЗ эксплуатируются 1-блочные и 2-блочные установки коксования (каждый блок состоит из 2х или 3х реакторов) нескольких типов.
Компоновка, проектирование установок произведены по проектам институтов Гипронефтезаводы и ВНИПИнефть.
Периодическое коксование
Проводят в горизонтальных цилиндрических аппаратах диаметром 2-4 м и длиной 10-13 м.
Сырье в кубе постепенно нагревают снизу открытым огнем.
Далее обычным способом выделяют дистилляты, кокс подсушивают и прокаливают (2-3 часа).
После этого температуру в топке под кубом постепенно снижают и охлаждают куб сначала водяным паром, а затем воздухом.
Когда температура кокса понизится до 150-200 оС, его выгружают.
Типичные параметры процесса: температура в паровой фазе 360-400 оС, давление атмосферное.
Этим способом получают электродный и специальный виды высококачественного кокса с низким содержанием летучих.
Однако способ малопроизводителен, требует большого расхода топлива, а также значительных затрат ручного труда и поэтому почти не используется в промышленности.
Непрерывное коксование в кипящем слое (термоконтактный крекинг)
Сырье, предварительно нагретое в теплообменнике, контактирует в реакторе с нагретым и находящимся во взвешенном состоянии инертным теплоносителем и коксуется на его поверхности в течение 6-12 минут.
В качестве теплоносителя используется обычно порошкообразный кокс с размером частиц до 0,3 мм, реже более крупные гранулы.
Образовавшийся кокс и теплоноситель выводят из зоны реакции и подают в регенератор (коксонагреватель).
Там слой теплоносителя поддерживается во взвешенном состоянии с помощью воздуха, в токе которого выжигается до 40% кокса, а большая его часть направляется потребителю.
Благодаря теплоте, выделившейся при выжигании части кокса, теплоноситель нагревается и возвращается в реактор.
Для перемещения теплоносителя используется пневмотранспорт частиц кокса, захватываемых потоком пара или газа.
Дистиллятные фракции и газы выводят из реактора и разделяют так же, как при замедленном коксовании.
Типичные параметры процесса: температура в теплообменнике 300-320 оС, реакторе 510-540 оС и регенераторе 600-620 оС, давление в реакторе и регенераторе 0,14-0,16 и 0,12-0,16 МПа соответственно, теплоноситель — (6,5-8,0)
Коксование в кипящем слое используют для увеличения выхода светлых нефтепродуктов. Кроме того, сочетание непрерывного коксования с газификацией образующегося кокса может быть применено для получения дизельного и котельного топлива.
Прокаливание
Перед использованием нефтяной кокс обычно подвергается облагораживанию, включающему несколько процессов.
При прокаливании удаляются летучие вещества и частично гетероатомы (например, сера и ванадий), снижается удельное электрическое сопротивление.
При графитировании 2-мерные кристаллиты превращаются в кристаллические образования 3-мерной упорядоченности.
В общем виде стадии облагораживания можно представить следующей схемой: Кристаллиты → карбонизация (прокаливание при 500-1000 оС) → 2-мерное упорядочение структуры (1000-1400 оС) → предкристаллизация (трансформация кристаллитов при 1400 оС и выше) → кристаллизация, или графитированние (2200-2800 оС).
Применение кокса:
- алюминиевая промышленность, в качестве восстановителя (анодная масса) при выплавке алюминия из алюминиевых руд (бокситов).
 Удельный расход кокса 550 — 600 кг/т алюминия.
Удельный расход кокса 550 — 600 кг/т алюминия. - сырье для изготовления электродов, используемых в сталеплавильных печах;
- сырье для получения карбидов (кальция, кремния), которые применяются при получении ацетилена;
- производство шлифовочных, абразивных материалов,
- при изготовлении проводников, огнеупоров и др.
- в качестве восстановителей и сульфидирующих агентов (сернисты1 и высокосернистый),
- для изготовления химической аппаратуры, работающей в условиях агресивных сред, в ракетной технике и тд (конструкционный материал).
Потребление кокса:
В мире потребляется около 100 млн т/год нефтяного кокса:
- цветная металлургия использует — 23%,
- черная металлургия — 7%,
- сжигание в энергетических установках — 30%,
- другое применение — 40%.
Как предотвратить закоксовывание – ExxonMobil Aviation Distributor Europe
Инфлюенсеры:
- Закоксовывание происходит из-за того, что температура и время выдержки масла превышают пределы стабильности масла.

- Коксообразование резко возрастает, когда локальные температуры контакта металлов превышают 300°С.
- Эксплуатационные факторы могут влиять на образование кокса, например, остановы в горячем состоянии, которые способствуют образованию кокса.
- Препятствия потоку или изменения направления вызывают снижение скорости потока и увеличение времени пребывания масла.
- Высокие температуры после останова из-за кондуктивного или конвекционного тепла увеличивают осаждение в зонах с низким дренажем.
- Отверстия для очистки с низким зазором увеличивают вероятность блокировки из-за осыпания.
- Длительное бездействие самолета способствует поглощению влаги коксовыми отложениями, которые обычно исчезают после запуска
- Незащищенные химически активные металлы в масляной системе, такие как свинец, кадмий или магний, могут увеличивать отложения (реакция между маслом и металлами).
- Низколегированное железо и медь могут стимулировать коксообразование за счет катализа.

- Положительная промывка поверхностей системы большим потоком жидкого масла сокращает время пребывания.
- Увеличенный поток воздуха в зонах контакта с высокотемпературным металлом снижает количество коксовых отложений, образующихся за счет улетучивания масла.
- Тепловая изоляция подводящих, отводящих или вентиляционных линий в газовом тракте может значительно уменьшить отложения.
Депозитов:
- Хотя отложения нежелательны, если они образуются, предпочтительнее оставаться там, где они образуются.
- Выпадение кокса может привести к закупорке фильтров и каналов масляной системы двигателя.
- Выделение может произойти при поглощении влаги во время длительных периодов простоя и тепловых циклов двигателя.
- Растрескивание, растрескивание и подъем отложений с поверхности пласта приводит к захвату большего количества нефти, что увеличивает образование кокса.
Решения:
MobilJet Oil 387 — самое передовое синтетическое масло для реактивных турбин, когда-либо разработанное ExxonMobil. Оно обеспечивает идеальный баланс, обеспечивая оптимальную работу двигателя и улучшенную защиту двигателей и компонентов.
Оно обеспечивает идеальный баланс, обеспечивая оптимальную работу двигателя и улучшенную защиту двигателей и компонентов.
Возможные преимущества и преимущества:
Предотвратит преждевременный и незапланированный ремонт двигателя
Помогает свести к минимуму утечки масла, которые могут привести к задержкам и отменам рейсов
Помогает снизить затраты на ремонт и техническое обслуживание двигателя
Эффективная смазка компонентов при температурах до -40°F.
Как авторизованный дистрибьютор ExxonMobil Aviation Lubricants, мы рады предоставить вам как деловую, так и техническую поддержку, имеющую решающее значение для вашей компании. Aviolubes объединяет мощность и гибкость семейной компании (с 1929 года) с ноу-хау всех автомобильных, тяжелых, морских, промышленных и авиационных решений ExxonMobil и опытом крупнейшего в мире игрока ExxonMobil.
Нефтяное коксование – Как контролировать
- Печать
Твитнуть
Линдси Поттер, Noria Corporation
Трибология — это наука и технология трения, смазки и износа; или взаимодействующих поверхностей в относительном движении. Как правило, любое изделие, в котором один материал скользит или трется о другой, подвергается как смазанному, так и несмазанному трибологическому взаимодействию.1 Взаимодействие твердых поверхностей может привести к потере поверхностного материала, более известному как износ.
Как правило, любое изделие, в котором один материал скользит или трется о другой, подвергается как смазанному, так и несмазанному трибологическому взаимодействию.1 Взаимодействие твердых поверхностей может привести к потере поверхностного материала, более известному как износ.
Компания Imperial Scientific Industries занимается трибологией и испытаниями нефти. Tribotesters, подразделение Imperial Scientific Industries, предлагает полный спектр трибологического испытательного оборудования и услуг для исследований трения, износа, смазки и истирания. Специальным испытательным устройством, разработанным компанией, является панельный коксовый аппарат. Жидкое коксование представляет собой процесс, при котором тяжелая остаточная нефть превращается в более легкие продукты, такие как нафта, керосин, печное топливо и углеводородные газы.
Дизайн
Панельный коксовый аппарат Tribotesters был разработан для определения свойств готовых масел из кокса при контакте с поверхностями при повышенных температурах. В соответствии со стандартом Федерального метода испытаний 791 установка снабжена ПИД-контроллерами с индикацией температуры для регулирования температуры масла испытательной панели в поддоне и воздуха. Он также оснащен двигателем с регулируемым приводом, цифровым дисплеем скорости и системой регулировки расхода воздуха.
В соответствии со стандартом Федерального метода испытаний 791 установка снабжена ПИД-контроллерами с индикацией температуры для регулирования температуры масла испытательной панели в поддоне и воздуха. Он также оснащен двигателем с регулируемым приводом, цифровым дисплеем скорости и системой регулировки расхода воздуха.
Технические характеристики
Панельный коксовый аппарат предлагает множество функций и переменных, таких как следующие:
Скорость — Десятиоборотный потенциометр с регулируемой скоростью. Диапазоны от 100 до 2500 об/мин
Температура — Три системы отопления
Панель — 540°C (1000°F) максимум
Поддон — 300°C (572°F) максимум
Воздух — 40°C (104°F) максимум
Атмосфера — стандартный расход воздуха или других инертных газов от 0,2 до 1,0 литров в минуту.
Система синхронизации — Таймер с автоматическим отключением
Опции
Вместе с аппаратом доступны дополнительные пакеты.