
Заводской грунт новых кузовных панелей автомобиля
Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная (OEM) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки. После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным. По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.
Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.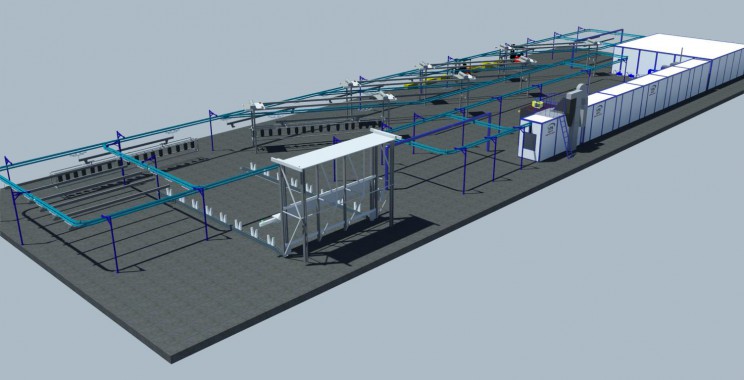
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт. Заводской грунт шлифуется абразивами P240 – P320, обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски. При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить.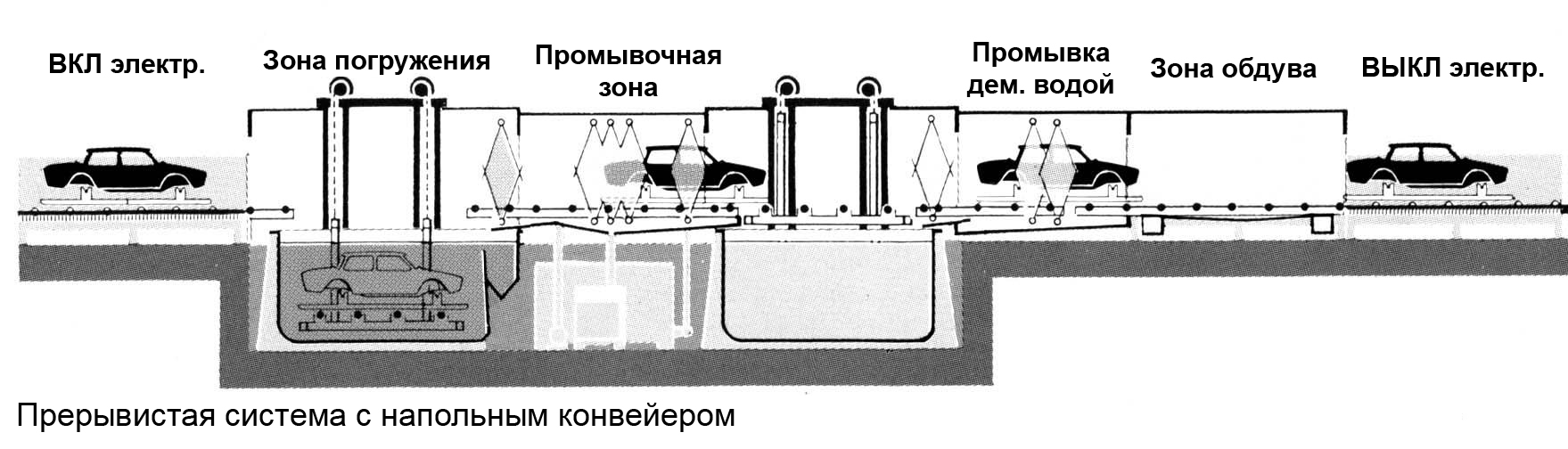 Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать. Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта. Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.
Печатать статью
Ещё интересные статьи:
С 2014 года завод PEDROLLO начал выпускать насосы с катафорезным покрытием
Обратите внимание с 2014 года завод PEDROLLO S.p.A. начал выпускать насосы с катафорезным покрытием
Таким образом новое защитное покрытие, наносимое методом катафореза на гидравлические части насосов, можно будет определить по их черному цвету.
Нанесение катафорезного покрытия — продолжение серии мероприятий, проводимых с целью улучшения качества насосов серийного исполнения.
Катафорезное покрытие, применяемое для наружных и внутренних поверхностей чугунных деталей, повышает коррозионную стойкость и, благодаря малой шероховатости, способствует повышению КПД.
Электродвигатели премиум класса энергоэффективности (IE3) также способствуют тому, чтобы центробежные насосы серии F фирмы PEDROLLO S. p.A. стали более экономичными на рынке насосов.
p.A. стали более экономичными на рынке насосов.Нанесение катафорезного покрытия происходит при погружении в электролитическую ванну.
Физический эффект, лежащий в основе данного способа нанесения защитного покрытия, заключается в том, что частицы лака под воздействием электрического поля глубоко проникают в слои обрабатываемого изделия, обеспечивая тем самым высокую прочность и антикоррозионные свойства покрытия. Перед началом нанесения катафорезного покрытия на обрабатываемое изделие подается постоянное напряжение, а затем его погружают в электролитическую ванну с лаком. Под воздействием электрического поля частицы лака осаждаются (с глубоким проникновением) и прочно закрепляются на поверхности обрабатываемого металла, а также остаются на его гранях, проникают в углы и другие труднодоступные места. В результате образуется равномерное защитное покрытие по всей площади обрабатываемой поверхности. Процесс обработки изделия длится до тех пор, пока покрытие не достигнет толщины 20 — 25 мкм.
При такой толщине покрытия пленка из лака полностью изолирует обрабатываемое изделие, электрические силы прекращают действовать и процесс нанесения покрытия на этом заканчивается.Pedrollo MCm 10/45-N 10MT Погружной насос для канализационных вод Pedrollo в России
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
• Подача до 600 л/мин (36 м³/ч)
• Напор до 12 м
ТИП: Насосы для канализации
Новая версия серии MC полностью перепроектирована и стала более надежной с применением двойного механического уплотнения и катафорезной обработки всех частей из чугуна. Эта обработка обеспечивает высокую стойкость к окислению.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
• Двойное механическое уплотнение
• Катафорезная обработка всех частей из чугуна
• Двухканальное рабочее колесо из нержавеющей стали
• Ручка из нержавеющей литой стали
• Поплавок в конструктивном исполнении, обеспечивающем функцию опрокидывания (запатентовано).

ОГРАНИЧЕНИЯ ИСПОЛЬЗОВАНИЯ
• Глубина применения под уровнем воды до 10 м
• Температура жидкости до +40 °C
• Прохождение твердых частиц во взвешенном состоянии до Ø 50 мм
• При непрерывной работе минимальное погружение:
— до 305 мм для MC10/45-N
— до 320 мм для MC15/45-N
ИСПОЛЬЗОВАНИЕ И УСТАНОВКА
Насосы серии MC изготовлены из чугуна, значительной толщины, эти насосы отличаются чрезвычайной прочностью и устойчивостью к абразивному воздействию, а также долговечностью, оснащены ДВУХКАНАЛЬНЫМ рабочим колесом из нержавеющей стали, которое обеспечивает перекачку жидкостей с присутствием во взвеси коротковолокнистых твердых частиц диаметром до Ø 50 мм.
Эти насосы особо рекомендованы для подъема сточных и канализационных вод, вод в смеси с грязью, грунтовых и поверхностных вод на таких объектах, как жилые дома, промышленные предприятия, многоярусные гаражи, подземные гаражи, зоны мойки и т.д.
ПАТЕНТЫ — МАРКИ — МОДЕЛИ
• Зарегистрированная европ. модель n° 342159-0017
ИСПОЛНЕНИЕ ПО ЗАКАЗУ
• Однофазные электронасосы без поплавкового выключателя
• Другое напряжение питания или частота 60 Гц
ГАРАНТИЯ
2 года в соответствии с нашими общими условиями продажи
ИСПОЛНЕНИЕ
• В наборе с кабелем электропитания длиной 10 м
• Внешний поплавковый выключатель для однофазной версии
Чугунный фекальный насос Pedrollo VXC /35-45
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
• Подача до 650 л/мин (39 м³/ч)
• Напор до 14 м
ТИП: Фекальные насосы
Новая версия серии VXC полностью перепроектирована и стала более надежной с применением двойного механического уплотнения и катафорезной обработки всех частей из чугуна.ХАРАКТЕРИСТИКИ
Напор + 15% по сравнению с предыдущими версиями
Подача +30% по сравнению с предыдущими версиями
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
• Двойное механическое уплотнение
• Катафорезная обработка частей из чугуна
• Рабочее колесо Vortex из нержавеющей стали
• Ручка из нержавеющей литой стали
• Новое расположение конденсатора под крышкой из нержавеющей стали для облегчения технического обслуживания
• Поплавок в конструктивном исполнении, обеспечивающем функцию опрокидывания (запатентовано).

• Глубина применения под уровнем воды до 10 м
• Температура жидкости до +40 °C
• Прохождение твердых частиц во взвешенном состоянии:
– до Ø 40 мм для VXC/35-N
– до Ø 50 мм для VXC/45-N
• При непрерывной работе минимальное погружение:
– до 305 мм для VXC/35-N
– до 320 мм для VXC/45-N
ИСПОЛЬЗОВАНИЕ И УСТАНОВКА
Насосы серии VXC изготовлены из чугуна, значительной толщины, эти насосы отличаются чрезвычайной прочностью и устойчивостью к абразивному воздействию, оснащены рабочим колесом типа VORTEX.
Они предназначены для откачки вод, содержащих твердые частицы во взвешенном состоянии, загрязненных, сточных вод в смеси с грязью.
ПАТЕНТЫ — МАРКИ — МОДЕЛИ
Зарегистрированная европ. модель n° 342159-0017
ИСПОЛНЕНИЕ ПО ЗАКАЗУ
• Однофазные электронасосы без поплавкового выключателя
• Другое напряжение питания или частота 60 Гц
ГАРАНТИЯ
2 года в соответствии с нашими общими условиями продажи
ИСПОЛНЕНИЕ
• В наборе с кабелем электропитания длиной 10 м
• Внешний поплавковый выключатель для однофазной версии
Линии электрофорезного окрашивания — KOVOFINIŠ – ГАЛЬВАНИЧЕСКИЕ ЛИНИИ, СТАНЦИИ ОЧИСТКИ СТОЧНЫХ ВОД, ЛИНИИ ЭЛЕКТРОФОРЕЗНОГО ОКРАШИВАНИЯ, ОКРАСОЧНЫЕ КАМЕРЫ И ЛИНИИ
Метод окраски погружением (окунанием) это высоко экономичный и экологический способ окрашивания, относящийся к наисовременнейшим технологиям обработки поверхности. Главной областью в которой находит применение данный метод является автомобильная промышленность (окраска кузовов автомобилей и их частей).
Данный метод так же широко применяется для окраски домашних бытовых приборов (холодильников, стиральных машин, радиаторов, и т.д.), сельскохозяйственной техники, металлической мебели, строительных конструкций и т. д.
д.
Соблюдение очень жестких требований к качеству поверхности можно достичь применяя электрофоретические методы окраски (главным образом катафорезный метод KTL), которые благодаря свойствам процесса и свойствам получаемого покрытия не имеют в настоящее время, в определенных отраслях, сравнительной конкуренции.
KOVOFINIŠ предлагает полную линейку оборудования для окраски погружением как окунанием в классических или водоразбавляемых красках так и окраску методом электрофореза (катафорез и анафорез). По требованию заказчика наша фирма готова предложить оборудование как тактового действия так и проходного (непрерывного).
Линии тактового типа, характеризуются высокой гибкостью работы. Их выгодно применять для маленького объема, часто меняющейся формы изделий, а так же для изделий больших размеров. Линии непрерывного действия удобно применять при необходимости высокой производительности, массовое производство или крупно серийное производство подобных деталей.
Наша фирма осуществляет поставки данного оборудования “под ключ” включая оборудование для предварительной обработки, обжига лака (краски), очистку отработанного воздуха, манипуляционную технику и системы транспортирования, системы управления, визуализации технологического процесса а так же оборудование для подготовки воды для процессов и очистку отработанных вод.
Мы поставляем:
- линии катафорезной окраски (KTL)
- линии анафорезной окраски (ANL)
- линии окраски окунанием и напылением
Мы поставляем:
- линии катафорезной окраски (KTL)
- линии анафорезной окраски (ANL)
Для окрашивания окунанием в ЛКМ на водной основе и на основе растворителей
Решения для повышения эффективности и качества процессов, а также снижения нагрузки на окружающую среду
- Перемешивание растворов при помощи эжекторных форсунок
- Экономичные промывочные системы с управляемым допуском воды
- Удаление масла из раствора обезжиривания – отделители / микрофильтрация
- Удаление шлама из растворов фосфатирования
- Повторное использование краски с применением ультрафильтрации и каскадной промывки
- Производство деминерализованной воды методом обратного осмоса из ультрафильтрата
- Очистка воздуха методом термического дожига
- Рекуперация тепла из вытягиваемого воздуха
Оборудование для обеспечения работы линий, упрощения их технического обслуживания и другое сопутствующее данной технологии оборудование.
- Установки подготовки растворов
- Резервные и аварийные емкости
- Растворы подготовки поверхности
- Лакокрасочные материалы
- Другие химикаты
- Aвтоматическое дозирование химикатов
- Установки приготовления деминерализованной воды
- обратный осмос
- Системы приточной и вытяжной вентиляции
- Источники бесперебойного питания
Химическая и электрохимическая предварительная обработка поверхностей
Перед полировкой, холодным формованием, гальваническими процессами, покраской и т.д. Оборудование предлагается как:
- отдельные устройства
- или как часть линий обработки поверхности
Оборудование для:
- oбезжиривания (химическое, электролитическое, ультразвуком)
- травление стали, цветных и легких металлов, а так же их сплавов Фосфатирование (цинкатное, железистое)
- oработка Al (хромарирование, безхромовая обработка, устранение дефектных покрытий)
Мы поставляем:
- комплексные линии обработки поверхности
- отдельные части линий и оборудован
- предварительная струйная обработка перед покраской
Моечные машины
- Оборудование для очистки и обезжиривания деталей различной формы и размеров с последующим фосфатированием или пассивацией.
- Оборудование для очистки и обезжиривания струйным методом, методом окунания, комбинированным методом с ультразвуком.
- Оборудование тактового типа или непрерывного действия.
Мы поставляем:
проходные струйные агрегаты обработки
- камерные моечные машины
- тактовые моечные машины
- барабанные моечные машины
- моечные столы погружения
MAN модернизирует свои заводы до 2020 года
Производитель грузовых автомобилей вкладывает значительные средства в свой основной завод в Мюнхене, где запускается новый цех по покраске кабин и возводится новое главное здание Центра исследований и разработок MAN.
В рамках своей программы будущего развития компания предприняла комплекс мер по повышению эффективности всех своих подразделений и реорганизации международной производственной сети. В результате каждое предприятие имеет четко определенную структуру деятельности. Это было сопряжено с высокими затратами на модернизацию и сбалансированием производственных мощностей соответствующих подразделений. До 2020 года производитель грузовых автомобилей из Мюнхена планирует вложить около 2,4 млрд евро в модернизацию своих заводов. Только в Мюнхене компания инвестирует с 2015 по 2020 годы почти 1,1 млрд евро на развитие своего основного завода, на котором производится тяжелая грузовая техника. В церемонии открытия цеха по покраске кабин принял участие заместитель мэра Мюнхена Йозеф Шмид, присутствовавший ранее на открытии новой мини-ТЭЦ и запуске других проектов, в частности, по расширению кузовного цеха. «Просторный цех с новой линией грунтовки является показательным результатом всех мероприятий, предпринятых нами за прошедшие годы в Мюнхене. На этапе возведения нового цеха строительные краны и леса символизировали дух оптимизма нашей компании и ее ориентацию на будущее. Само строительство — показательный пример с логистической точки зрения. Я рад, что цех по покраске кабин вводится в эксплуатацию в запланированные сроки и внесет существенный вклад в охрану окружающей среды нашего города», — сказал Йоахим Дреес, член правления MAN Truck & Bus и MAN SE. Пятиуровневое здание цеха по покраске кабин имеет общую площадь 18 000 м2 и занимает 150 м в длину и 30 м в высоту. Объем инвестиций составил 85 млн евро. Высокоэффективный процесс покраски в новом цехе включает в себя следующие этапы: подготовка, катафорезная обработка каркаса посредством погружения, герметизация швов с последующим нанесением грунтовки. Благодаря использованию современных разработок и систем процесс вращения и погружение кузова при покраске займет меньше времени, что позволит расходовать меньшее количество необходимых материалов и специализированных химикатов. Кроме того, эффективная система очистки позволяет сократить выброс твердых частиц в атмосферу на 90 %, а потребление воды — на 80 %. Благодаря инновационным и ресурсосберегающим технологиям MAN сократит объем выбросов при производстве наполовину, потери лакокрасочных материалов снизятся на 15 %, а потребление электричества сократится на 25 %. Использование в новом покрасочном цехе самых современных экологических технологий является важным шагом на пути к созданию «зеленого завода». На крыше здания имеется также большое «зеленое» пространство площадью 6000 м2. Было установлено 56 несущих бетонных опор весом 50 т каждая. Для строительства цеха потребовалось в общей сложности 28 000 т бетона и 6800 т стали.
Компания MAN Truck & Bus реализует на заводе в Мюнхен-Аллах крупный строительный проект не только в производстве, но и в области исследований и разработок. Новое главное здание Центра исследований и разработок MAN стоимостью около 90 млн евро, открытие которого планируется в январе 2018 года, располагается на территории первого испытательного полигона и представляет собой идеальную среду для проведения еще более сложных и комплексных исследовательских работ. «Альтернативные технологии двигателей, например, электромобильность, играют все более заметную роль в производстве грузовых автомобилей. Однако наши экологически чистые двигатели внутреннего сгорания еще долго будут востребованы, в частности, в междугородных перевозках. Поэтому мы должны параллельно развивать альтернативные и традиционные технологии двигателей. Для этого нам необходимы не только соответствующие финансовые ресурсы и обученный, мотивированный персонал, но и просто-напросто достаточное пространство. Новый Центр исследований и разработок MAN устанавливает новые стандарты в этой области — это касается как технического оснащения, так и организации современных методов работы», — заявил Дреес. Почти 360 инженеров будут работать в новом Центре исследований и разработок MAN над созданием грузовых автомобилей и автобусов будущего, еще 100 сотрудников будут заняты на производстве. На территории 33 000 м2 будут разрабатываться прототипы транспортных средств с использованием самых современных технологий быстрого макетирования и 3D-печати. Стенды для испытания силовых агрегатов позволят тщательно проверить и протестировать электродвигатели, в отделе экологического моделирования специалисты будут изучать воздействие ветра и погодных условий на самые разные элементы конструкции автобусов и грузовых автомобилей. Еще одной областью исследований станет взаимодействие различных блоков управления. На очереди следующий участок строительства, работа над которым начнется сразу же после завершения строительства первой части здания. Основным элементом станет роликовый тормозной стенд, с помощью которого инженеры MAN будут изучать шумовые характеристики силовых агрегатов и готовой техники. Новое здание имеет уникальную архитектуру. Все пять уровней здания идеально соединены друг с другом, что позволяет сократить время на переходы и оптимально использовать ценные заводские площади. Это стало возможным благодаря продуманной организации потоков движения по зданию и первому в мире лифту для грузовиков и автобусов, длина которого составляет 14 м, а грузоподъемность — 15 т. Расположенные по всему зданию пункты зарядки и станции для быстрой зарядки предоставляют возможность быстро и гибко заряжать грузовые автомобили и автобусы с электродвигателями. В новом главном здании Центра исследований и разработок MAN будут объединены отделы и подразделения, которые сегодня распределены по территории завода в Мюнхен-Аллах и по многим другим объектам. Это обеспечит быстрый и эффективный обмен знаниями, а также безупречное взаимодействие между различными научно-исследовательскими проектами. Офисные помещения с открытой планировкой и удобными зонами для ведения переговоров изначально сконструированы для организации новых методов работы в рамках гибкого управления проектами (SCRUM).
На территории 33 000 м2 будут разрабатываться прототипы транспортных средств с использованием самых современных технологий быстрого макетирования и 3D-печати. Стенды для испытания силовых агрегатов позволят тщательно проверить и протестировать электродвигатели, в отделе экологического моделирования специалисты будут изучать воздействие ветра и погодных условий на самые разные элементы конструкции автобусов и грузовых автомобилей. Еще одной областью исследований станет взаимодействие различных блоков управления. На очереди следующий участок строительства, работа над которым начнется сразу же после завершения строительства первой части здания. Основным элементом станет роликовый тормозной стенд, с помощью которого инженеры MAN будут изучать шумовые характеристики силовых агрегатов и готовой техники. Новое здание имеет уникальную архитектуру. Все пять уровней здания идеально соединены друг с другом, что позволяет сократить время на переходы и оптимально использовать ценные заводские площади. Это стало возможным благодаря продуманной организации потоков движения по зданию и первому в мире лифту для грузовиков и автобусов, длина которого составляет 14 м, а грузоподъемность — 15 т. Расположенные по всему зданию пункты зарядки и станции для быстрой зарядки предоставляют возможность быстро и гибко заряжать грузовые автомобили и автобусы с электродвигателями. В новом главном здании Центра исследований и разработок MAN будут объединены отделы и подразделения, которые сегодня распределены по территории завода в Мюнхен-Аллах и по многим другим объектам. Это обеспечит быстрый и эффективный обмен знаниями, а также безупречное взаимодействие между различными научно-исследовательскими проектами. Офисные помещения с открытой планировкой и удобными зонами для ведения переговоров изначально сконструированы для организации новых методов работы в рамках гибкого управления проектами (SCRUM).
04. 12.2017
12.2017
Kassbohrer XS K.SCX X Domestic
Стоимость: Уточняйте цену0 RUB
Технические Характеристики
Количество Европалет 34
Нагрузка на ССУ 12’000 кг
Нагрузка на Оси 27’000 кг
Полная Масса 39’000 кг
Общая Длина (Внешняя) 13’680 мм
Внутренняя Погрузочная Длина 13’610 мм
Общая Ширина 2’550 мм
Внутренняя Погрузочная Ширина 2’480 мм
Колесная База 7’700 мм
Толщина Рамы 125 мм
Собственная Масса 6’800 кг
Спецификация
Шасси Надежное высокопрочное шасси из высококачественной стали QSTE, состоит из 2-х продольных балок “I” формы и поперечных балок на необходимом расстоянии согласно ISO 1726-2
KTL Есть. (Электро-катафорезная обработка шасси (KTL))
K-Fix Система K-fix 118 отверстий с каждой стороны увеличивающие количество вариантов крепления груза
Тормозная Система Wabco EBS 2S/2M двухконтурная тормозная система с RSS, стояночный тормоз пружинного типа согласно ЕС Directive 71/320 EEC
Шины 6 + 1 шт. 385/65 R22.5, стальные диски под дисковые тормоза 430 мм. По ошиновку 22,5 (Марка шин: выбор Kassbohrer)
Крепление Запасного Колеса 2 х крепления запасного колеса (Для тягача и полуприцепа) (одно в передней части и одно в задней части полуприцепа за осевым агрегатом)
Оси и Подвеска Трехосная пневматическая система SAF с дисковыми тормозами и нагрузкой 9 т. (22,5’’)
Воздушный Цилиндр — Стальной воздушный цилиндр согласно EN286-2 для пневматической подвески и тормозной системы
Клапан управления подвеской — Клапан подъем и опускания с левой стороны за осевым агрегатом, для регулировки уровня пола
Опорное устройства Jost 24 т.- Механическая опора 2-х скоростная, согласно ISO 1726
Электросистема -24 Volt Установка с 2-мя 7-ми пиновыми розетками согласно ISO 3731 и ISO 1185. И одной 15-ти пиновой розетки согласно ISO
И одной 15-ти пиновой розетки согласно ISO
Боковые доски — 3 x алюминиевые боковые доски
Боковые отверстия — 4 отверстия в боковой части полуприцепа
Боковые стойки — 3 х 2 раздвижные боковые стойки
Боковые борта — 4 х 2 алюминиевые боковые борта (Высота = 600 мм)
Пол — Пол толщиной 30 мм. С Прорезиненным покрытием (водостойкий), допустимая нагрузка на ось погрузчика 7’200 кг, согласно DIN EN 283
Задняя Панель — Двухстворчатая дверь из алюминиевого профиля со встроенными замками (по два на каждой створке двери)
Передняя Панель — Цельная стальная панель с покрытием KTL и деревянной защитной пластиной.
Крыша — Edscha сдвижная крыша (сдвигается вперед)
Штора — Сдвижная боковая штора из материала плотностью 900 кг/м2 (Огнестойкая штора согласно ISO 3795-1989)
Натяжной храповый механизм — Натяжной храповый механизм шторы в задней части
Безопасность Груза — Сертификат безопасности груза EN 12642 Code XL – VDI 2700 (Фиксирующий трос по крыше полуприцепа)
Боковая Защита — Боковая противоподкатная защита из алюминия, может быть поднята вверх согласно 89/297/EEC
Задний Буфер — Стальной задний буфер
Грязезащитные Щитки — Полный щиток + брызговики
Ящики 1 х — Пластиковый ящик (600 х 400 х 500 мм)
Задний Бампер — Стальной противоподкатный бампер согласно Directive 70/221/EEC
Колесные Башмаки — 2 пластиковых противооткатных башмака с креплениями
Отражающие полосы и отражатели — Отражающая полоса по всей длине полуприцепа и в задней части полуприцепа и 2 отражателя согласно ECE R70
Лестница — Задняя выдвижная лестница
Манометр — Манометр для изменения давления на оси
Аксессуары — 1 х Ящик для огнетушителя (Без Огнетушителя)
Что такое катафорез? — FAI Auto
Мы часто говорим о покрытии Cataphoretic на наших деталях рулевого управления и подвески, но что это такое и почему мы его используем?
Что такое катафорез?
Катафорез — это процесс нанесения на металлы гальванических покрытий для придания им высокой устойчивости к атмосферным воздействиям. В случае наших деталей рулевого управления и подвески это электроосаждение краской различных компонентов рулевого управления. Это покрытие увеличивает антикоррозионные свойства деталей и является стандартом для автозапчастей, где требуется полная и оптимальная защита от ржавчины.
Как это применяется?
Катафорез — это метод нанесения органических покрытий, при котором для нанесения краски на деталь или собранное изделие используется электрический ток. Благодаря своей способности покрывать даже самые сложные детали и собранные изделия с особыми требованиями к рабочим характеристикам, катафорез используется во многих отраслях в качестве средства для покрытия изделий различных категорий, таких как: сельскохозяйственное оборудование, бытовые приборы, автомобили, автомобильные детали, морские компоненты, трансформеры, металлическая офисная мебель, газонное и садовое оборудование и мебель, крепеж, отделочные приборы, арматура и многое другое.
| В предварительной обработке детали очищены и покрыты фосфатом. Очистка и фосфатирование необходимы для получения желаемой отделки. Фосфаты железа и цинка чаще всего используются в этом процессе либо в окрасочной камере, либо в погружении. | |
| Бак для погружения содержит 80-90% деионизированной воды и 10-20% твердых частиц краски. Вода действует как переносчик твердых частиц краски. Твердые частицы краски представляют собой пигмент и смолу. Именно смола обеспечивает антикоррозийную защиту финишной окраске. | |
| В процессе катафореза величина напряжения определяет толщину лакокрасочного покрытия. Твердые частицы краски будут прилипать к детали при выходе из емкости для окунания и удаляются в емкости для ополаскивания. Промытые твердые частицы краски возвращаются в процесс для обеспечения оптимальной эффективности / покрытия. | |
После ополаскивания детали переместить в духовку. Духовка отверждает краску, чтобы обеспечить максимальную эффективность. Печи для выпечки работают при температуре от 82 ° C до 180 ° C в зависимости от системы. Духовка отверждает краску, чтобы обеспечить максимальную эффективность. Печи для выпечки работают при температуре от 82 ° C до 180 ° C в зависимости от системы. |
Одна из наших основных ценностей — лучшее качество. Катафорезное покрытие укрепляет и усиливает качество продукта, который мы предлагаем нашим клиентам. Этот процесс защищает детали от попадания соли, грязи и воды, увеличивает прочность и долговечность, соответствует спецификациям оригинального производителя и превышает их.
Мы очень гордимся нашим качеством и глубиной ассортимента
International Beauty Center, Inc
Катафорез
Катафорез — это электрическая процедура после эпиляции, которая успокаивает кожу и предотвращает инфекции.Его преимущества включают:
Снимает покраснение, воспаление и раздражение при сужении сосудов
Восстанавливает естественный уровень pH кожи
Успокаивает кожу и оказывает бактерицидное действие для предотвращения инфекций
Способствует большему проникновению активных продуктов для повышения эффективности лечения
Ускоряет процесс заживления кожи
Катафорез — это интегрированная опция в наших электролизных машинах, которая достигается путем нанесения ионизируемого продукта на кожу.Используя ионизируемые продукты, мы максимизируем эффект катафореза, а активные ингредиенты продукта проникают глубоко в кожу, обеспечивая наилучшие результаты. Покраснение, которое может быть вызвано электролизом, значительно уменьшается с помощью этого процесса, который уничтожает бактерицидные и бактерицидные области. Через 30–45 минут после катафореза ваша кожа станет практически нормальной.
В IBC мы стремимся проводить эффективное удаление волос, а с помощью катафореза мы также способствуем заживлению кожи, которая требуется после электролиза.Несмотря на свою эффективность, катафорез, к сожалению, не применяется в большинстве клиник. Наше использование катафореза является значительным преимуществом по сравнению с другими клиниками, которые его не предлагают.
Наше использование катафореза является значительным преимуществом по сравнению с другими клиниками, которые его не предлагают.
В некоторых ситуациях катафорез противопоказан и его не следует проводить. Пожалуйста, дайте нам знать, если к вам относится какое-либо из следующих условий:
Сердечная болезнь, кардиостимулятор или любой электронный или металлический имплант
Гемофилия
Эпилепсия
Вирусный гепатит или СПИД
Беременность
Аккутан
Раковые поражения
Отсутствие сенсорного восприятия или онемениеВернуться к ресурсам
Катафорез — Scocche Auto
Загрузка…После того, как мы напишем о различных способах удаления краски , пескоструйной обработки и травления , сегодня мы напишем о той обработке, которая подготавливает наше изделие к окончательной покраске!
Катафорез
После снятия:
- старый цвет пиролитической краской для автомобилей с горячим воздухом — который для нас и в зависимости от нашего опыта — лучшая техника .
- оксид / ржавчина / примеси ДАЖЕ внутри автомобильных ящиков — с учетом того, что мы используем воду иммерсионный травильный раствор
Лучшее лечение, которое нужно сделать: процесс катафореза (также известный как электростатическое погружение в краску )
Что такое катафорез и для чего он нужен?
Через катафорез слой краски будет нанесен на корпус автомобиля посредством химического процесса электроосаждения.Он будет производиться в ванне с постоянным электричеством. Этот процесс вызывает создание защитного слоя краски на поверхности и внутри автомобильных ящиков, который защищает корпус автомобиля, придавая ему сильную устойчивость к коррозии и другие атаки, а также позволяют лучше схватить финальную картину.
В частности, обработка катафорезом заключается в погружении корпуса автомобиля в ванну, которая подключена к отрицательному полюсу генератора.В нем можно найти несколько погруженных электродов, подключенных к положительному полюсу. Внутри ванны находится раствор, состоящий из пигментов , смол , растворителей и зарядов, растворенных в воде. Электрохимический процесс приводит к отложению краски на корпусе автомобиля, которое впоследствии стабилизируется благодаря варке в духовке. Эффективность обработки относительно характеристик и внешнего вида очень удовлетворительна . Это настоящий базовый слой, поэтому механику по ремонту не нужно будет красить «лишний» слой.
Какие преимущества и недостатки катафореза?Катафорез позволяет нам создавать гомогенный слой на всей скрытой и видимой поверхности и поддерживать постоянную толщину. Придает корпусу автомобиля хорошую коррозионную стойкость . Кроме того, корпус автомобиля и детали, обработанные катафорезом, поддаются штукатурке, поэтому после катафорезной покраски невозможно производить небольшие ремонтные работы ТАКЖЕ .Если нам нужно найти какой-либо недостаток в этом электрохимическом процессе , мы можем заявить, что только один слой катафореза может быть нанесен на корпус нашего автомобиля ( первый из цикла перекраски ).
В особых случаях, таких как трубчатые конструкции (глухие), в которые краска не может проникнуть полностью, правильным предложением является проделать отверстия (диаметром 5 мм), в которых краска может течь без проблем.
Кроме того, лучше проверять наличие любого сварного шва. стык, потому что окончательная обработка процесса (катафорезная варка пленки) производится при 180 ° — этой температуры достаточно для плавления сварного шва; это включает сам процесс восстановления сварного шва.
После катафореза , если мы должны сделать какое-либо сварное соединение, , как и все краски типа , необходимо очистить деталь, потому что она электрически изолирована .
Мы все надеемся, что написали для вас полезную информацию. Мы помним, что вы обращались к нам за любой информацией или разъяснениями.
.
Катафорез | Перманентная эпиляция
Катафорез
Почему мы используем катафорез после электролиза?
Несмотря на свою эффективность, катафорез часто игнорируется или забывается другими профессионалами.Тем не менее, это постэпиляционное лечение отличает точную электролизную терапию от других практикующих врачей.
Катафорез имеет множество преимуществ. Это может уменьшить ощущение тепла и покраснение, которые могут быть вызваны электролизом. Кроме того, электрический ток стимулирует сальные железы, которые выделяют основной кожный жир. Волосяной фолликул становится потенциальной зоной для размножения бактерий. Лучшая причина использовать катафорез после электролиза — это вызвать сужение устья фолликулов и восстановить pH-баланс кожи, чтобы предотвратить любые инфекции.
Катафорез — это интегрированная опция в электролизный аппарат, который мы носим, и он осуществляется путем нанесения ионизируемого продукта на кожу с помощью положительного полюса. Используя ионизируемые продукты, мы максимизируем эффект катафореза, а активные ингредиенты продукта проникают глубоко в кожу, принося максимальную пользу.
Покраснение, которое может быть вызвано процедурами, значительно уменьшается с помощью этой опции, которая будет уничтожать бактерицидные и бактерицидные области, и примерно через 30-45 минут после проведения процедуры вы увидите, что ваша кожа почти полностью нормализуется.Этот последующий уход имеет большое значение между нашим лечением и лечением, которое вы могли бы пройти с другими профессионалами. Мы глубоко заботимся о проведении правильной и очень профессиональной процедуры по удалению волос, но мы также заботимся о процессе заживления, который потребуется вашей коже после электролиза.
Мы глубоко заботимся о проведении правильной и очень профессиональной процедуры по удалению волос, но мы также заботимся о процессе заживления, который потребуется вашей коже после электролиза.
Преимущества катафореза!
- Уменьшает покраснение
- Сосудосуживающее средство
- Сужает / закрывает поры
- Успокаивает нервы
- Противодействует отрицательному гальванизму
Косметика и кожа: ионофорез
Ионтофорез — это электрическая процедура, которая помогает перемещать вещества по коже или другим поверхностям тела, например, глазам.Хотя эффект был впервые отмечен в восемнадцатом веке, его использование в лечебных целях началось всерьез только в 1890-х годах.
[Вт] Хотя постоянный ток оказался очень полезным для медицинской профессии для диагностики, для стимуляции нервов и мышц, для электрической эндоскопии и для прижигания, мы не должны пренебрегать его катафорезным свойством, благодаря которому лечебные вещества распространяются через ткани и жидкости организма для улучшения питания, для обеспечения анестезии, для облегчения боли, для уничтожения микробов, для изменения патологических процессов и для создания растворимых химических соединений с вредными веществами, которые довольно часто накапливаются в организме.
(Петерсон, 1895, С-19)
Среди известных практиков — Бенджамин Уорд Ричардсон [1828-1896], Герман Мунк [1839-1912], Уильям Джеймс Мортон [1846-1920] и Стефан Ледюк [1853-1939].
Основные принципы
Ионтофорез воздействует на ионы — водорастворимые вещества, которые имеют положительный или отрицательный заряд — и основан на общем принципе, согласно которому одинаковые заряды отталкиваются, а разные — притягиваются. Используя постоянный (гальванический) ток, ионы можно «проталкивать» в кожу, если используемый электрод (активный или рабочий электрод) имеет тот же заряд, что и рассматриваемые ионы; я. е. положительные ионы (катионы) будут выталкиваться в кожу положительным электродом (анодом), а отрицательные ионы (анионы) будут подвергаться аналогичному воздействию отрицательного электрода (катода).
е. положительные ионы (катионы) будут выталкиваться в кожу положительным электродом (анодом), а отрицательные ионы (анионы) будут подвергаться аналогичному воздействию отрицательного электрода (катода).
См. Также: Гальваническое лечение
Очень трудно перемещать водорастворимые химические вещества по поверхности кожи, поэтому, когда он был впервые представлен, медики надеялись, что ионтофорез сможет доставлять лекарства через кожу без использования игл. К сожалению, из-за множества факторов, в том числе отличных барьерных свойств кожи, это не поддерживается на практике, и в настоящее время ионтофорез имеет ограниченное медицинское применение, например, для лечения гипергидроза (аномальное потоотделение ладоней или других областей тела. ).
Катафорез
Ранние упоминания об этой технике относятся к процессу под разными названиями, включая электроосмос, электрохимический осмос, ионное лечение и катафорез, последний из-за того, что жидкость уносится вниз ( кат. , нести). Это были общие термины, применяемые при использовании либо положительного (анод), либо отрицательного (катод) электрода.
Со временем медицинские работники начали различать процедуры, в которых используются разные рабочие электроды.Затем термин катафорез стал ограничиваться лечением, при котором положительный электрод был рабочим электродом (он выталкивает катионы), а новый термин, анафорез, стал использоваться для тех, кто использовал отрицательный электрод (он выталкивает анионы). Когда это различие закрепилось, оба процесса иногда назывались форезом, но со временем этот термин уступил место ионтофорезу, термин, впервые использованный доктором Фрицем Франкенхазером [б. 1868] где-то до 1908 г.
Самая ранняя запись о том, что салонная практика называется ионтофорезом, была сделана Хеленой Рубинштейн в 1935 году, но специалисты по красоте продолжали называть это форезом или катафорезом (как этот термин изначально был придуман) еще много лет после этого.
Ионтофорез в культуре красоты
Использование электричества для увеличения проникновения химических веществ в кожу было быстро принято в Beauty Culture. Рут Д. Маурер [1871-1945], основавшая Маринелло, упоминает этот принцип в книге, которую она почти наверняка написала в 1903 году.
Эксперименты доказали, что при увлажнении электродов определенными веществами и наложении их на неповрежденную кожу, чтобы сделать ток достаточно сильным, материалы были вынуждены циркулировать.Например, концентрированные растворы сульфата хинина и йодида калия можно обнаружить в моче через тридцать минут после их нанесения на кожу. Количество, обнаруженное через четыре или пять часов, еще больше, что свидетельствует о том, что процесс идет стабильно. Идея всей этой работы, конечно, состоит в том, чтобы заставить лекарства попасть в кровоток.
(McIntosh Battery and Optical Company, 1903, стр.140)
Как и другие эксперты по красоте своего времени, Маурер — писавшая под своим псевдонимом Эмили Ллойд — называла эту практику катафорезом, а не форезом или ионофорезом.
В некоторых случаях и некоторыми авторитетами общий процесс известен под термином «форез». Когда используется положительный электрод, это называется «анофорезом» [sic], а когда используется отрицательный, это называется катафорезом. Поскольку этот метод несколько сбивает с толку учащегося, мы на протяжении всего периода будем называть этот процесс катафорезом, независимо от того, какой электрод используется.
(Ллойд, 1914, стр. 125)
Маурер впервые применила катафорез, как она его назвала, чтобы помочь в отбеливании кожи — практике, которую она, возможно, переняла из стоматологии, где катафорез сочетался с пирозоном (перекисью водорода) для отбеливания окрашенных зубов.
Вверху: 1907 Обработка отбеливателем Marinello с использованием антисептического лосьона — патентованной линии Marinello, содержащей перекись водорода — нанесенной с помощью отрицательного угольного электрода.
Первоначально с энтузиазмом, Маурер позже отговорил практикующих Маринелло от использования катафореза во время регулярных отбеливаний кожи и предложил ограничить его использование в ситуациях, когда изменение цвета было очень глубоким, например, при хлоазме.
После того, как паста полностью высохнет, ее можно удалить, промыв кожу теплой водой, а затем, если пятна на лице или шее очень глубокие, отбеливающий лосьон можно вдавить в кожу с помощью негатива. электрод,… продолжая процесс до полного покраснения кожи.Следует понимать, что этот процесс используется только для лечения моли или хлоазмы и вообще не будет использоваться при обычном лечении.
(Ллойд, 1907, стр. 89-90)
Маурер также описала, как катафорез можно использовать для введения местного анестетика — смеси кокаина и адреналина — для облегчения боли во время электролиза — еще одного метода, который она, возможно, переняла из стоматологии.
Из-за опасности заражения никому не нужно вводить кокаин с помощью иглы для подкожных инъекций, и нанесение этого раствора только на кожу не будет иметь абсолютно никакого эффекта, если только его нельзя использовать на слизистой оболочке.
Однако его можно успешно протолкнуть в ткани с помощью положительного электрода и, таким образом, обработать участок без каких-либо ощущений.(Ллойд, 1914, стр. 126)
Растворы, содержащие соединения серы, наносимые с положительным электродом, также широко использовались в ранней культуре красоты для лечения склонной к акне кожи или себореи. Растворы квасцов, цинка и других веществ, обычно присутствующих в вяжущих и тонизирующих лосьонах, иногда применялись с использованием положительного электрода, в то время как щелочные соединения, содержащиеся в очищающих лосьонах, можно было использовать с отрицательным электродом.
Текущее лечение
Ионтофоретические растворы, используемые сегодня в салонах, изготовлены из широкого спектра ингредиентов, включая витамины, минералы, коллаген, эластин, аминокислоты, гиалуроновую кислоту и ряд экстрактов животных и растений. Они поставляются в различных готовых упаковках, включая гели, сыворотки и ампулы. Терапевтам обычно предоставляют очень мало информации о том, как они работают, кроме состояния кожи, для которой они применяются, и полярности используемого электрода.
Они поставляются в различных готовых упаковках, включая гели, сыворотки и ампулы. Терапевтам обычно предоставляют очень мало информации о том, как они работают, кроме состояния кожи, для которой они применяются, и полярности используемого электрода.
Как и многие ингредиенты кремов для кожи, сомнительно, могут ли некоторые из этих веществ проникнуть через кожу — независимо от того, используется ли электрический ток — не говоря уже о том, будут ли они эффективными.
Вверху: 1963 Французское лечение акне лица и груди с помощью ионофореза. Маски для лица и груди покрыты губчатыми электродами, пропитанными витамином B6.
Ионтофорез часто используется в сочетании с дезинкрустацией — процедурой, впервые представленной в салонах красоты в 1930-х годах.
См. Также: Дезинкрустация
Рабочие электроды бывают разных форм, включая шарики, ролики, диски и полнолицевые маски. Поскольку используется постоянный ток, требуется другой электрод — пассивный, индифферентный или обратный — для замыкания электрической цепи и протекания тока. Этим электродом может быть перекладина, которую клиент должен держать, или прокладка, помещенная в место, где она обеспечивает хороший контакт с телом, например, под плечом или обернута вокруг плеча.Текущее расположение возвратного электрода, похоже, отличается от самого раннего применения этой процедуры. Первоначально на лицо накладывались как рабочий, так и обратный электроды, покрытые пропитанной ватой.
Текущие заявки на ионтофоретические процедуры включают увлажнение, восстановление и регенерацию зрелой или поврежденной кожи, стимуляцию замедленного кровообращения и, в случае процедур для тела, смягчение и поглощение жира и целлюлита. Многие из этих утверждений являются подозрительными, учитывая, что они основаны на переносе и действии определенных ингредиентов глубоко в ткани кожи.
Обновлено: 6 января 2020 г.
Источники
Cressy, S. (2004). Файл фактов о косметической терапии (4-е изд. ). Оксфорд: Образовательные издательства Heinemann.
). Оксфорд: Образовательные издательства Heinemann.
Галлант А. (1980). Принципы и приемы для специалиста по красоте (2-е изд.). Челтнем: Стэнли Торнс.
Ковач Р. (1949). Учебное пособие по физиотерапии (4-е изд.). Филадельфия: Леа и Фебигер.
Ллойд, Э. (1907). Кожа.Уход и лечение (3-е изд.). Чикаго: McIntosh Battery and Optical Company.
Ллойд, Э. (1914). Кожа. Уход и лечение (5-е изд.). Чикаго: McIntosh Battery and Optical Company.
Аккумуляторная и оптическая компания McIntosh. (1903). Кожа. Уход и лечение . Чикаго: Автор.
Петерсон, Ф. (1889). Электрический катафорез как лечебное средство. Нью-Йоркский медицинский журнал . 27 апреля 449-453.
Петерсон, Ф.(1895). Катафорез, анодная диффузия, электроосмос или гальванический наркоз. В W. J. Herdman, H. McClure, J. M. Bleyer, W. F. Robinson, A. W. Duff, G. J. Engelmann, et al. Международный учебник по медицинской электрофизике и гальванике для студентов-медиков и практикующих врачей (стр. C1-C20). Филадельфия, Пенсильвания: Компания Ф. А. Дэвиса.
Симмонс, Дж. В. (1989). Наука и косметический бизнес. Том 2. Салон красоты и его оборудование . Лондон: Макмиллан.
Уолл, Ф. Э. (1946). Принципы и практика культуры красоты (2-е изд.). Нью-Йорк: Keystone Publications.
Французский врач Стефан Арман Николя Ледюк [1853-1939]. Его статьи по этому вопросу помогли сделать «ионные лекарства» признанным методом лечения.
Классический эксперимент Ледука, показывающий, что электричество отвечает за перемещение веществ в кожу. Два кролика были соединены в одну гальваническую цепь.Первый кролик был подключен к положительному полюсу с помощью прокладки, пропитанной сульфатом стрихнина, а второй кролик был подключен к отрицательному полюсу прокладкой, пропитанной цианистым калием. Когда был подключен ток, у первого кролика начались тетанические судороги из-за стрихнина, введенного в него положительным электродом, в то время как второй кролик был отравлен цианидом, введенным в него отрицательным электродом.
Если ток был изменен, ни один кролик не пострадал, так как стрихнин притягивается, а не отталкивается, отрицательный электрод и цианид притягиваются к положительному, а не отталкиваются им.Таким образом Ледюк продемонстрировал, что смертельные ионы доставил электрический ток.
1895 Улучшенный катафорический электрод Петерсона, рекламируемый компанией Waite & Barlett Manufacturing Company, Нью-Йорк.
Стоматологи также экспериментировали с катафорезом, используя его для введения местных анестетиков во время стоматологических операций — Бенджамин Уорд Ричардсон [1828-1896] был одним из первых его сторонников — и для отбеливания зубов. Эта диаграмма взята из патента на стоматологический электрод, используемый для «облегчения диффузии кокаина и аналогичных местных анестетиков через костную ткань зуба, чтобы сделать его нечувствительным во время стоматологических операций; таким образом, изобретение является адаптацией катафореза к зубам» ( Патент США: 592878, 1897).
1903 Катафорез в салоне Маринелло. Положительный и отрицательный электроды размещаются на лице.
1923 Катафоретическое лечение Маринелло с использованием шарикового электрода для введения метина — патентованного соединения, производимого Маринелло, позже названного Метеном — для лечения розовых угрей.
Оригинальный аппарат Guinot Cathiodermie, разработанный в 1965 году. Терапевт использует роликовые электроды, а клиент хочет прикрепить обратный электрод к ее запястью.Мужчина на фотографии, похоже, Рене Гино.
Роликовые и шариковые электроды, используемые при лечении препаратом Guinot Cathiodermie, которое включало удаление корки. «Прежде всего удаляется макияж и поверхностная жирность ( Lotion Speciale ), а небольшое количество раствора ( Electro Z ) помогает коже проводить слабый гальванический ток. Затем под ваш тип кожи подбирается и наносится гель ( Hydragel ), который глубоко очищает, питает и корректирует водный баланс.Гель ионизируется, поэтому гальванический ток, используемый в этой части процедуры, может притягивать его, как магнит, в поры, где он начинает растворять примеси. Теперь вступает в действие следующий эффект гальванического тока. Стимулируя кровообращение, он производит легкий пот, который возвращает гель, теперь уже объединенный с отходами, такими как въевшийся макияж, грязь и несвежий кожный жир, обратно на поверхность кожи, которую косметолог может удалить. В то же время пятна и черные точки, которые также ослаблены в процессе, тщательно удаляются.”(Из недатированной брошюры Guinot)
1980 René Guinot Hydradermie. Жан-Даниэль Монден возглавил Guinot в 1972 году, и первоначальное лечение Cathiodermie было изменено и переименовано.
(PDF) ВОЗМОЖНОСТЬ ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ КАТАФОРЕЗНЫХ СТОЧНЫХ ВОД В АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
Защита и восстановление окружающей среды XIV
1185
Таким образом, исследования по повторному использованию и рекуперации сточных вод в промышленных секторах приобретают все большее значение
.
Стоки промышленных процессов и операций, таких как обработка металлов, гальваника и горнодобывающая промышленность
, содержат тяжелые металлы. Тяжелые металлы, такие как ртуть, свинец, кадмий, никель, образуют
токсичных сточных вод.
По данным 2016 года, автомобильный сектор составляет около 5% мировой экономики
. В результате сектор занимает четвертое место по величине экономики с долей в 4 триллиона
долларов (IDBT, 2017).Автомобильная промышленность Турции играет важную роль в производственном секторе
турецкой экономики. В 2017 году в Турции было произведено более 1 миллиона моторных
автомобилей (AMA, 2017). Благодаря кластеру автопроизводителей и поставщиков запчастей турецкий автомобильный сектор
стал неотъемлемой частью глобальной сети производителей автомобилей, экспортируя автомобили и компоненты на сумму около 28,4
млрд долларов (AMA, 2017).
Довольно большое количество воды с различными химическими добавками потребляет автомобильная промышленность.
В литературе указано, что приблизительно расход воды в диапазоне от 2,31 до 8 м3 / транспортное средство составляет
, необходимое для сборки и производства автомобилей (Tejeda et al, 2012). Сточные воды, образующиеся в упомянутом секторе
, в свою очередь, обрабатываются с помощью множества различных технологий; такие как микрофильтрация
(Zhang et al, 2006), окисление (Zhu et al, 2017), коагуляция-флокуляция (Bakar and Halim, 2017),
расширенное окисление (Consejo et al, 2005; Mudliar et al, 2009 ).Более того, биологическая очистка
также может применяться для удаления загрязняющих веществ из этих сточных вод (Сариоглу и Гокчек, 2016; Mackulac
et al, 2016).
Процесс катафореза, состоящий из двух основных подпроцессов, предварительной обработки и электроосаждения.
(ED) покрытия, является важной операцией в автомобильной промышленности. Предварительная обработка или процесс подготовки поверхности
состоит из серии операций, которые включают ополаскивание горячей водой, обезжиривание, ополаскивание
, активацию поверхности и нанесение фосфатного покрытия с последующими несколькими этапами ополаскивания (US EPA, 1994).
После этих операций происходит электроосаждение. В результате процесса катафореза получается металлическая поверхность
, устойчивая к коррозии и готовая к дальнейшим поверхностным применениям (US EPA,
1994). Рециркуляция и повторное использование сточных вод в этом процессе имеет большое значение с точки зрения устойчивости
, поскольку потребляется значительное количество воды и из нее образуются сточные воды. С другой стороны, в литературе имеется ограниченная информация о повторном использовании сточных вод, образующихся из бассейнов для катафорезной промывки
.Сточные воды, образующиеся в процессе катафореза, содержат
тяжелых ионов металлов. Чтобы удалить ионы тяжелых металлов из этих стоков, используются различные методы очистки, т.е.
химическое осаждение, адсорбция, окисление-восстановление, электрохимическая обработка, мембранные
технологии и т. Д.
В этом контексте целью данного исследования является оценка широко используемого процесса катафореза в автомобильной промышленности
с точки зрения потребления воды и нагрузки загрязнения, а также исследование потенциала рекуперации сточных вод
и повторного использования отдельных сточных вод, образующихся из упомянул процесс
.
2. МАТЕРИАЛЫ И МЕТОДЫ
Исследование охватывает и предоставляет необходимую информацию о технических шагах, необходимых для комплексного обследования
, включая подробный профиль процесса, потребность в воде, образование сточных вод, разделение сточных вод
для оптимальной очистки, водный баланс и концептуальная основа потенциала утилизации сточных вод
. Все пробы сточных вод, отобранные (раз в 2 месяца) в процессе производства на регулярной основе
, были проанализированы напрямую.Образцы сточных вод были охарактеризованы с точки зрения химической потребности в кислороде (ХПК)
, pH, взвешенных веществ, аммонийного азота (Nh5-N). Все анализы
проводились согласно Стандартным методам (APHA, 1998). Принятые аналитические методы
приведены в таблице 1.
Лаковые и защитные системы Archivi
Катафорезный лак
Катафорезное покрытие — это электрохимическое средство для обработки поверхности, предназначенное для объектов с гальванической обработкой (медь,
Электростатическое покрытие
Электростатическое покрытие — это обработка поверхности, способная придать объектам гальваническую обработку (медь,
Защита 64
Применение прозрачной защиты представляет собой электролитический процесс, выполняемый в цилиндре, способный производить нанометровые
Защита 64H
Применение прозрачной защиты — это электролитический процесс, выполняемый на стеллаже, способный производить нанометрические
Защита 78
Защита 78 представляет собой химический и / или электрохимический процесс, используемый для подавления или предотвращения явления поверхностного окисления
Пассивация
Пассивация — это химический и / или электрохимический процесс, используемый для подавления или предотвращения явления окисления поверхности на
.