
Какая проволока для сварки полуавтоматом лучше
Какая проволока для какого сплава
Выбирая проволоку для сварки необходимо сразу понимать, что именно вы будете ей сваривать, какие металлы, какой толщины и каким аппаратом будете это делать. От этих факторов зависит то, какие материалы вам понадобятся. В первую очередь проволока различается по составу. Он в свою очередь должен соответствовать основному металлу.
Можно выделить пять видов проволоки:
Стальная
Самый распространенный вид, у него встречается наибольшее количество марок, которые регламентирует ГОСТ 2246-70, диаметром встречаются от 0,3 до 12 мм. В зависимости от состава самой проволоки можно сваривать низколегированные, среднелегированные, высоколегированные и низкоуглеродистые стали. Важным плюсом такой проволоки будет то, швы с ее помощью получаются высокого качества, без трещин и с малым количеством брызг, шов почти не подвержен коррозии, а дуга при сварке держится хорошо без прерываний.
Омедненная
Чаще всего делается из стали СВ08Г2С, так же часто используются другие низколегированные и низкоуглеродистые марки, сталь покрывается омеднением. Это покрытие помогает в поддержании стабильности дуги. Толщина проволоки от 0,6 до 2 мм. Работа с ней производится в защитной среде, ей свариваются высоколегированные и углеродистые типы сталей.
Алюминиевая
Соответственно, состоит из алюминия и в соответствии с ГОСТом 7871-75 имеет примеси из меди, магния, кремния и хрома. Свариваемые изделия в большинстве состоят из сплавов, где процент содержания кремния не более 3%, медь порядка 4%. Легирующие присадки наделяют качествами прочности, сам по себе алюминий антикоррозионный металл, а значит, этим свойством обладают и швы. Предназначается такая проволока для полуавтоматической сварки и используется в среде защитных газов.
Порошковая
Она отличается от других видов не материалом, а его строением. Если другие виды проволоки это цельные вытянутые металлические прутья, то порошковая — это полая труба, заполненная металлическим порошком. При использовании он превращается в облако вокруг места сварки, которое используется вместо защитного газа, защищая от окисления полученный шов. Порошок внутри проволоки бывает разный:
- Рутиловый (двуокись титана). Для сварки стали со средними показателями углерода
- Рутил-флюоритный (двуокись титана с плавиковым шпатом). Для сварки низколегированных сталей
- Рутиловый органический. Для сварки низкоуглеродистой стали
- Флюоритный (с плавиковым шпатом). Для работы с низколегированной, низкоуглеродистой сталью
- Флюоритно-карбонатный (с добавкой соли угольной кислоты). Для работы с ответственными конструкциями из низколегированных, низкоуглеродистых сталей.

Вольфрамовая
Вольфрам отлично работает в высокотемпературной среде, так как сам металл тугоплавкий и не размягчается. В проволоку из вольфрама так же добавляются и легирующие компоненты, которые повышают стабильность дуги и увеличивают скорость работы при высокой температуре. Чистым вольфрамом можно варить алюминий, а проволока с примесями используется для сварки высоколегированных, нержавеющих сталей, никеля, меди и не только.
Маркировка проволоки для сварки
Распространенность сварочной проволоки для полуавтомата подарила нам большое количество марок, хотя и не все они одинаково часто используются в работе. Чтобы разобраться в том, для чего и кому подойдет та или иная марка надо понимать, что обозначают буквы и цифры в маркировках.
Российская маркировка в соответствии с ГОСТом 2249-70 дает полноценную характеристику материалу. Глядя на нее сразу понятно, что находится в сплаве. Разберем на наглядном примере:
СВ01Х19Н9
- СВ — сварочная проволока;
- 01 — содержание углерода 0,01%;
- Х19 — содержание хрома не более 19%;
-
Н9 — содержание никеля не более 9%.

Есть так же и американский аналог ГОСТа, который называется AWS, его используют зарубежные производители. Данные, которые мы можем узнать, глядя на марку, немного отличаются:
ER70S-6
- Е — предназначена для дуговой сварки;
- 7 — предел прочности растяжения равен 70 ksi (1000 футов на квадратный дюйм), если переводить в наши единицы измерения, то это равно 482,6 МПа;
- 0 — только плоское и горизонтальное положение сварки;
- S — сплошное сечение;
- 6 — общие рекомендации к полярности и общей эксплуатации.
Как подобрать диаметр сварочной проволоки
Диаметр проволоки, как и электродов, выбирается по двум критериям: толщина металла и сила сварочного тока. Например, для основного металла толщиной до 4 мм следует использовать проволоку диаметром от 1 до 1,2 мм. Чтобы быстро и удобно ориентироваться, можно использовать нашу таблицу:
Популярные марки проволоки
Сварочную проволоку всегда можно подобрать даже под определенные специфические требования в энергетике, специальном строительстве или атомной промышленности.
Св-08Г2С – малоуглеродистая и низколегированная проволока, которой на полуавтоматах сваривается множество марок стали. По стандартам AWS маркируется как ER70S-6. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом.
Св-06Х19Н9Т – низкоуглеродистая проволока, которая используется для сварки нержавеющих сталей. Помимо этого, проволоку можно использовать и для наплавки, и для изготовления электродов. По стандартам AWS маркируется как ER 316L Si или ER 308L. В составе этой марки находится большое количество хрома, за счет которого можно использовать проволоку как присадочный материал в нефтяной, пищевой и химической промышленности. А пониженное содержание углерода повышает пластичность сварочного шва.
ПАНЧ-11 – проволока, работа с которой происходит без нагрева заготовки и защитного газа. Ее можно использовать для полуавтоматической сварки чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Ее можно использовать для полуавтоматической сварки чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Заключение
Подбирать материалы для полуавтоматической сварки надо так же, как вы делали бы это при ручной дуговой. Определитесь изначально с тем, что вы собираетесь сваривать, какой металл на какой силе тока и какие критерии шва вам наиболее значимы и исходя из этого выбирайте ту марку проволоки, которая лучше всего подходит под ваши задачи.
Как варить МИГ-МАГ сваркой начинающему сварщику
Содержание:
Как варить МИГ-МАГ сваркой начинающему сварщикуПолуавтоматическая сварка один из самых популярных и востребованных способов соединения металлов. Качественно варить полуавтоматом сможет даже начинающий сварщик, если познает все необходимые азы и правила.
Технология сварки МИГ-МАГ действительно несложная. Главное правильно определиться с выбором расходного материала и следовать определённой инструкции. Полуавтоматическая сварка существенно отличается от сварки электродом, и в первую очередь, автоматическим способом подачи проволоки в зону сваривания металлов.
Что нужно для сварки полуавтоматом
МИГ-МАГ сваркой полуавтоматом можно варить как газом, так и без него. Для сварки полуавтоматом без газа существует специальная порошковая проволока. Внутри такой проволоки имеется порошок, который при сгорании выделяет газ, нужный для защиты сварочной ванны.
Что же касается сварки полуавтоматом с газом, то в дополнении к сварочной проволоке также потребуется и баллон с защитным газом. Чаще всего для этих целей используется углекислота, однако может применяться и смесь газов, например, гелия и аргона.
При сварке полуавтоматом следует запомнить одно правило: сила тока полуавтомата напрямую влияет на скорость подачи проволоки.

Преимущества МИГ-МАГ сварки связаны с тем, что при помощи данной технологии можно варить очень тонкие, в том числе и цветные металлы, толщина которых не превышает и 0,5 мм.
Как настроить полуавтомат для МИГ-МАГ сварки
Не все начинающие сварщики знают, как правильно настроить полуавтомат для MIG-MAG сварки. Настройка полуавтомата происходит за несколько этапов, а именно:- сначала нужно отрегулировать силу сварочного тока и давление газа. Данные показатели зависят от того, какую толщину имеет свариваемый металл. Узнать данные параметры можно из инструкции к устройству. Главное понимать, что если давление газа в полуавтомате будет недостаточным, то это отрицательным образом повлияет на качестве сварного шва;
- затем производят настройку скорости подачи сварочной проволоки в полуавтомате. Скорость подачи проволоки также зависит то толщины металла и силы тока. Следует знать, что чем больше выставлен ток на полуавтомате и чем больше толщина свариваемого металла, тем выше должна быть скорость подачи проволоки.
 Узнать более точно данный параметр можно также из таблиц, представленных в данной статье сайта про MIG-MAG сварку https://svarkamigmag.ru/.
Узнать более точно данный параметр можно также из таблиц, представленных в данной статье сайта про MIG-MAG сварку https://svarkamigmag.ru/.
- после этого осуществляется настройка напряжения и силы тока. Два этих параметра зависят в первую очередь от мощности полуавтомата;
- на заключительном этапе следует выбрать режим сварки, определиться с полярностью и т. д.
Давайте более подробно остановимся на том, как варить МИГ-МАГ сваркой начинающему сварщику.
Как варить полуавтоматом
Технология сварки полуавтоматом во многом схожа с ручной дуговой сваркой электродом с покрытием. Здесь также используется присадочный металл в виде сварочной проволоки, посредством которого и происходит формирование сварного соединения.
Для инициализации сварочной дуги, сварщику также нужно слегка чиркнуть концом проволоки о поверхность металла. При этом в данный момент пальцем руки следует нажать на пусковую кнопку горелки. После того, как сварочная дуга начнёт гореть, сварщику нужно производить движение горелкой, чтобы формировать сварочное соединение.
Octic Education — Octic Industries, Inc.
В зависимости от того, для чего вы будете использовать свои навыки сварки, сегодня используется более 140 сварочных процессов. Школа сварки Octic поможет вам освоить всю «Большую тройку». Большая «тройка»: дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка в защитном металле (SMAW) и дуговая сварка в среде защитного газа (GMAW).
GTAW иногда называют сваркой TIG или Heli-Arc. TIG расшифровывается как вольфрамовый инертный газ, так как когда GTAW впервые применялась, использовались только инертные газы. По мере развития новых технологий росла и потребность в полуинертных газах, полуинертные газы используются для более экзотических применений. Heli-Arc относится к тому времени, когда гелий использовался в качестве основного защитного газа. Очень полезно для создания большего количества тепла в сварочной ванне. GTAW используется во многих процессах ручной, полуавтоматической и автоматической сварки. Ручной GTAW является наиболее распространенным процессом. Он обеспечивает самый чистый и универсальный процесс сварки по сравнению с двумя другими процессами. Если вы хотите заняться сваркой как профессией и получить прибыль, GTAW — это самый высокооплачиваемый процесс сварки в «Большой тройке». Когда владелец Octic Industries впервые начал сварку в качестве слесаря-трубопровода, наличие большого опыта GTAW — это то, что позволяло получать зарплату. GTAW также является очень деликатным процессом, который может быть очень выгодным, если предпочтительным концом является художественная скульптура, ювелирные изделия или микросварка. использование обучения навыку сварки GTAW. GTAW может сваривать материал любой толщины от менее 0,020 дюйма (0,508 мм) до неограниченной толщины основного материала. GTAW — это более медленный процесс, когда речь идет о производстве, но с механизированными сварочными установками, в основном с автоматической роботизированной сваркой, производство значительно увеличивается.
Ручной GTAW является наиболее распространенным процессом. Он обеспечивает самый чистый и универсальный процесс сварки по сравнению с двумя другими процессами. Если вы хотите заняться сваркой как профессией и получить прибыль, GTAW — это самый высокооплачиваемый процесс сварки в «Большой тройке». Когда владелец Octic Industries впервые начал сварку в качестве слесаря-трубопровода, наличие большого опыта GTAW — это то, что позволяло получать зарплату. GTAW также является очень деликатным процессом, который может быть очень выгодным, если предпочтительным концом является художественная скульптура, ювелирные изделия или микросварка. использование обучения навыку сварки GTAW. GTAW может сваривать материал любой толщины от менее 0,020 дюйма (0,508 мм) до неограниченной толщины основного материала. GTAW — это более медленный процесс, когда речь идет о производстве, но с механизированными сварочными установками, в основном с автоматической роботизированной сваркой, производство значительно увеличивается. Автоматическая сварка (GTAW-M) трубопроводов и сосудов под давлением и по сей день приносит наибольшую прибыль. Даже больше, чем подводная сварка.
Автоматическая сварка (GTAW-M) трубопроводов и сосудов под давлением и по сей день приносит наибольшую прибыль. Даже больше, чем подводная сварка.
SMAW иногда называют «сваркой электродуговой сваркой» или «дуговой сваркой». SMAW является старейшим процессом сварки с момента изобретения электродуговой сварки в 1890 году К.Л. Гроб Детройта. SMAW — это шумный, горячий и грязный процесс с некоторыми наполнителями по сравнению с GTAW. SMAW проникает глубоко и очень хорош при высокой подводимой теплоте. Благодаря флюсовому покрытию защитный газ не требуется. Это очень удобно, если вы хотите выполнить сварку в отдаленном районе с ветром или небольшим атмосферным покровом. Если работа на нефтеперерабатывающих, сталелитейных, бумажных, газификационных или угольных паровых заводах является потенциальной карьерой сварщика, SMAW определенно будет использоваться.
GMAW — это процесс, предназначенный для производства. GMAW, который иногда называют «сваркой MIG или сваркой с подачей проволоки», является одним из самых простых процессов для изучения в горизонтальном положении.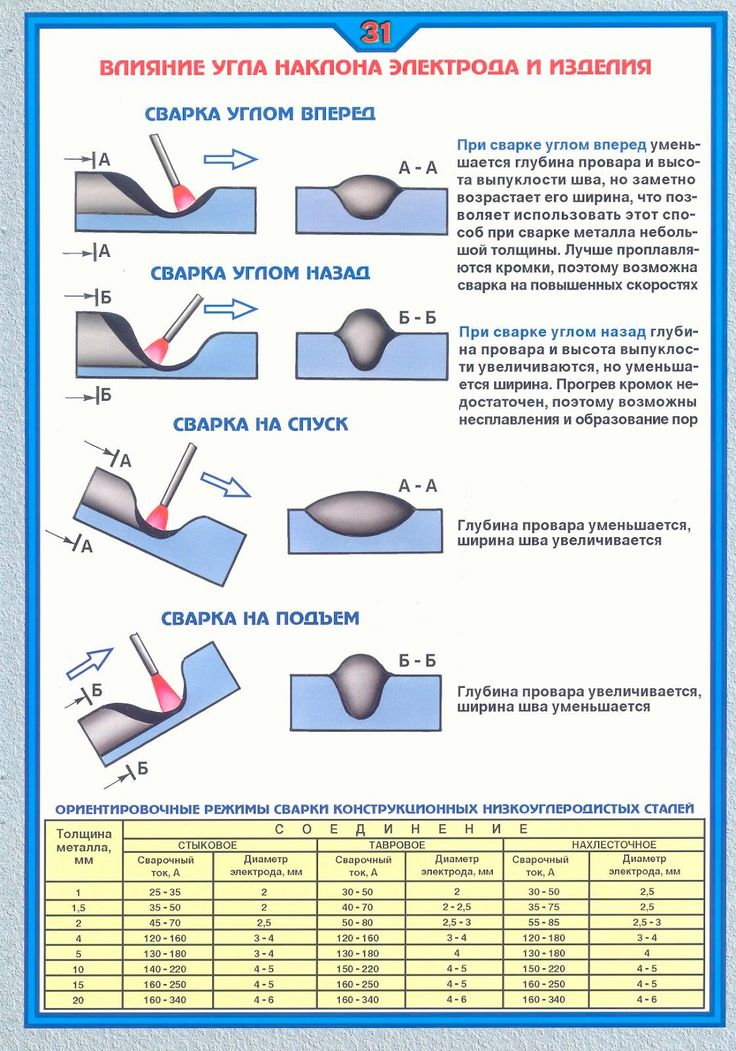 Частично это связано с полуавтоматическим характером управления текущим потоком и материалом наполнителя одним нажатием кнопки. GMAW также нуждается в защитном газе. GMAW позволяет сваривать очень тонкие изделия благодаря различным режимам переноса металла. Существует три типа режимов переноса металла: короткое замыкание, глобулярный перенос и перенос распылением. Короткое замыкание имеет самые высокие скорости перемещения, но с наименьшим проникновением по сравнению с другими режимами. Это процесс, который используется для быстрого выполнения работы и легко обучаем. GMAW используется во всех областях, от художественной скульптуры до сосудов высокого давления, соответствующих стандарту ASME.
Частично это связано с полуавтоматическим характером управления текущим потоком и материалом наполнителя одним нажатием кнопки. GMAW также нуждается в защитном газе. GMAW позволяет сваривать очень тонкие изделия благодаря различным режимам переноса металла. Существует три типа режимов переноса металла: короткое замыкание, глобулярный перенос и перенос распылением. Короткое замыкание имеет самые высокие скорости перемещения, но с наименьшим проникновением по сравнению с другими режимами. Это процесс, который используется для быстрого выполнения работы и легко обучаем. GMAW используется во всех областях, от художественной скульптуры до сосудов высокого давления, соответствующих стандарту ASME.
Сварка I: Назад к основам
Сварка I подготавливает учащихся к ознакомлению с источником сварочного тока, распространенными ручными инструментами, проблемами безопасности, распространенными металлургическими конструкциями и способами их соединения. В классе «Сварка I» учащиеся в конце курса смогут применить базовые знания в области сварки, чтобы изготовить и сварить цветочный горшок, который можно забрать домой. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 3 часа.
Сварка II: Сделай что-нибудь
Сварка II оценивается среди учащихся, которые уже занимались сваркой или понимают основные принципы большой тройки сварочных процессов. В этом классе студенты узнают, как сваривать различные материалы, изучат методы сварки для сварки в неправильных положениях и создадут тиски. Учащиеся должны иметь собственные защитные очки, куртки, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 4,5 часа.
Сварка III: Заработок
Сварка III — это то, что вам нужно, если вы хотите заработать на сварке. Студенты, изучающие сварку III, должны быть в состоянии пройти базовый квалификационный тест, чтобы инструкторы могли определить, с чего начать процесс обучения. К концу этого курса вы сможете: — Сваривать во всех положениях, устанавливать и изготавливать простой сосуд высокого давления, а также пройти сертификационный тест по сварке. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Продолжительность занятия: 20 часов. (2-10 часов в день)
Сварка IV: AWS D1.1 или ASME, раздел IX — Квалификация сварщика (сертификация сварщика)
Сварка IV предназначена только для испытаний и используется для сертификации сварщиков в соответствии с AWS D1.1 или нормы сварки ASME Section IX. В зависимости от того, в какой отрасли вы хотели бы работать, для вас готов сертификационный тест. После успешного завершения разрушающего испытания в соответствии с руководящим кодексом студент получит сертификат сварщика, который удостоверяет его в соответствии с применимым руководящим кодексом. Некоторые сварочные испытания сертифицируют кандидат на несколько управляющих кодов. Пожалуйста, сообщите проктору, какой код применим, прежде чем запланировать тест. Учащиеся должны иметь собственные защитные очки, куртку, сварочный капюшон, расходные материалы и защитное оборудование.
Как сваривать металлы разной толщины MIG
перейти к содержанию СваркаMIG — один из самых простых процессов, что делает его широко используемым любителями и любителями «сделай сам» по всему миру. Простота использования и универсальность делают этот процесс подходящим для различных металлов и толщин.
Однако многие новички спрашивали, как сваривать металлы разной толщины MIG, поэтому мы решили помочь. Мы объясним, как MIG работает с листовым металлом, средней или «любительской» сталью и толстыми листами, и что вам потребуется для их успешной сварки.
К концу статьи вы должны понять, где MIG-сварка эффективна, а где нет.
Как сварка MIG работает с различной толщиной?Сварка MIG довольно проста в освоении и выполнении, и как только вы освоите ее, вы сможете без проблем сваривать металл различной толщины. Однако это потребует времени, практики и понимания основ.
Во-первых, вы должны знать, что сварка МИГ хорошо справляется с тонким и средним по толщине металлом, но не так хороша с толстым металлом. К счастью, мы сэкономили вам часы рутинной работы и составили простое руководство о том, как справиться с каждым из них.
К счастью, мы сэкономили вам часы рутинной работы и составили простое руководство о том, как справиться с каждым из них.
Фото Welding_mani
Сварка листового металла MIGДуговая сварка металлическим газом (GMAW или MIG) может быть успешно использована для сварки тонкого металла, но при условии соблюдения особой осторожности. Подвод тепла является основной проблемой для листового металла калибра 24 до 14 калибра. Тонкий металл не так уж прощает, поэтому даже малейший нагрев сверх рекомендованного может привести к деформации, накрутке или прожогу.
ПрожиганиеИсточник: https://weldguru.com/welding-burn-through/
Таким образом, сварка тонкого металла требует соответствующего оборудования, подготовки и техники. При правильном выборе каждый из них будет ограничивать тепло и позволит вам идеально контролировать сварочную ванну.
Итак, без лишних слов, давайте посмотрим, что вам нужно и как сваривать тонкий металл MIG.
Для предотвращения прожога и наматывания листового металла вам потребуется соответствующий сварочный аппарат MIG, присадочный металл и защитный газ. Выбирая сварочный аппарат MIG для тонкого металла, вы можете искать не самый мощный аппарат. Например, сварочный аппарат на 140 ампер, 110 В подойдет для металла толщиной до 1/8 дюйма, но вам следует обратить внимание на нижний предел сварочной мощности. Для сварочных аппаратов MIG это чаще всего 20–30 ампер, поэтому вам нужно идите как можно ниже с тонкими металлами.
Одной из вещей, которая может значительно помочь в работе с тонким металлом, является импульсная сварка MIG. Хотя в прошлом эта функция была зарезервирована для высококлассных и дорогих аппаратов, вы можете найти ее в сварочном аппарате YesWelder YWM 211P Double Pulse MIG.
Эта функция пульсирует тепло сварочной дуги, позволяя вам контролировать тепло, обеспечивая при этом превосходную стабильность дуги и низкий уровень разбрызгивания. С эстетической точки зрения вы можете добиться результатов сварки TIG с помощью вашего аппарата MIG.
С эстетической точки зрения вы можете добиться результатов сварки TIG с помощью вашего аппарата MIG.
Помимо сварочного аппарата, при сварке более тонких материалов вам понадобится подходящий присадочный металл. Помните, что диаметр присадочной проволоки не должен быть толще основного металла. Поэтому для металлов до 18 калибра вам понадобится проволока меньшего диаметра, например .023.
Кроме того, вам нужно будет подобрать состав проволоки MIG к основному металлу. Мы рекомендуем проволоку ER70S6 по классификации AWS, которая дает хорошую сварочную дугу без брызг, как отличный универсальный выбор. Для сварки нержавеющей стали 304 требуется проволока ER308, ER308L или ER308LSI, а для алюминия потребуется алюминиевая проволока общего назначения ER4043.
Перенос металла с коротким замыканием выделяет незначительное количество тепла, что делает его наиболее подходящим выбором при сварке листового металла. Несмотря на то, что перенос распылением обеспечивает более высокую скорость осаждения, его тепло не подходит для тонкого металла.
Несмотря на то, что перенос распылением обеспечивает более высокую скорость осаждения, его тепло не подходит для тонкого металла.
Защитный газ играет решающую роль в сварке, защищая сварочную ванну от загрязнения. Большинство сварщиков согласны с тем, что смесь C25 (75 % аргона/25 % CO2) является лучшим выбором для низкоуглеродистой стали, но с листовым металлом следует соблюдать осторожность. CO2 в смеси стабилизирует дугу и обеспечивает хороший сварной шов, но обеспечивает более высокое проплавление. Поэтому, чтобы предотвратить прожоги, вы должны снизить содержание CO2 в вашей смеси при сварке металла тоньше 14 калибра. 9
Источник: Для сварки алюминиевого листа MIG требуется 100% защитный газ аргон. Несмотря на то, что чистый аргон при сварке MIG не является лучшим защитным газом, здесь нет места исключениям. При работе с листовой нержавеющей сталью обычно выбирают смесь трех газов, состоящую из 90 % гелия, 8 % аргона и 2 % CO2.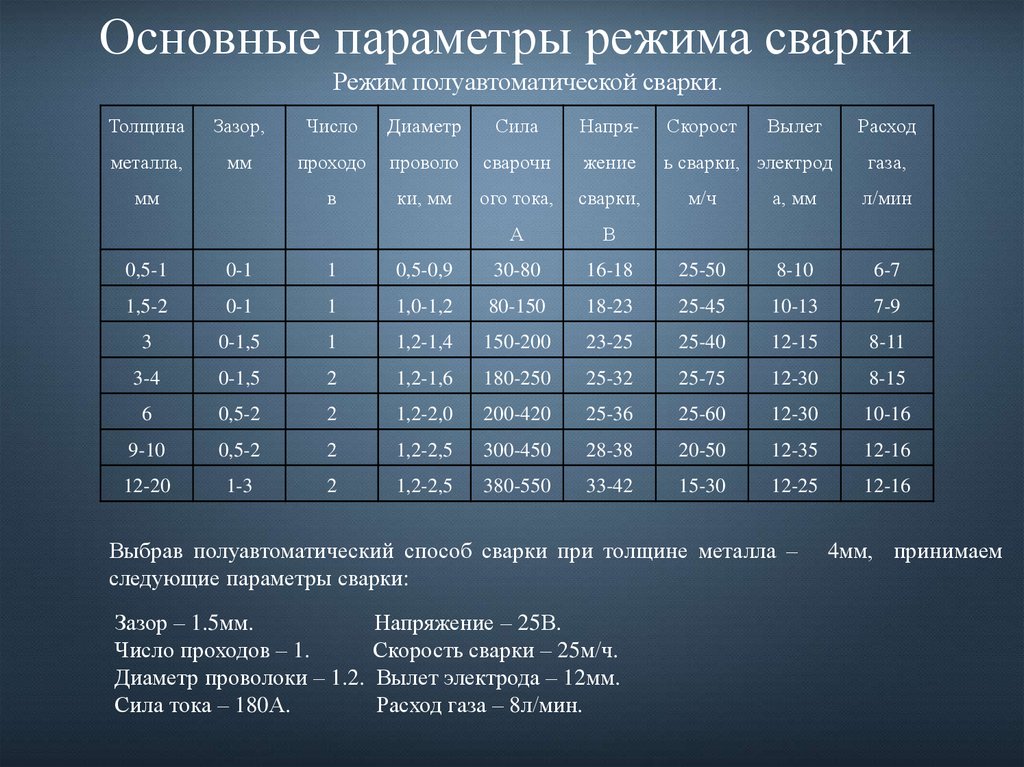 Подготовка к сварке
Подготовка к сварке По сравнению со сваркой электродами или сваркой под флюсом, MIG менее щадящая при работе с грязным, жирным или маслянистым металлом. Поэтому для успешной сварки листового металла необходимо тщательно зачистить свариваемые детали. Вы можете использовать проволочную щетку, старую тряпку и теплую воду или растворитель для удаления возможных загрязнений.
Следующим шагом является выравнивание и зажим деталей. При сварке листового металла MIG вы можете оставить небольшой зазор или перекрыть два конца листа.
Сварка внахлестНовичку проще сваривать листы внахлест. Это более щадящий способ доступа к нему, но имейте в виду, что вам потребуется немного больше тепла, чтобы проникнуть в обе части.
Небольшой зазор между частями даст более прочный результат, так как проволока заполняет зазор и сплавляется с обеими частями. Однако, как начинающему сварщику, вам может быть трудно контролировать распределение сварочной ванны и проволоки при такой деликатной работе.
Если вы не можете правильно контролировать нагрев, вы можете добавить подкладочный стержень во время подготовки к сварке. Опорный стержень будет действовать как радиатор, позволяя сварным швам остывать быстрее и избегая закручивания или деформации. Опорный стержень должен быть изготовлен из меди или алюминия из-за более высокой теплопроводности, чем сталь.
Источник: https://amarineblog.com/2019/09/06/backing-in-welding/ Параметры сваркиадекватные параметры сварки. К наиболее важным параметрам относятся напряжение, сила тока и скорость подачи проволоки. Проблема выбора правильных параметров заключается в том, что они зависят от толщины металла шва, размера проволоки, типа металла, конфигурации соединения, положения сварки или защитного газа.
Итак, универсального подхода к MIG-сварке тонкого металла нет, но есть решение. Чтобы получить наилучшие результаты, следуйте рекомендациям производителя, которые почти всегда указаны в руководстве по эксплуатации или внутри отсека для проводов.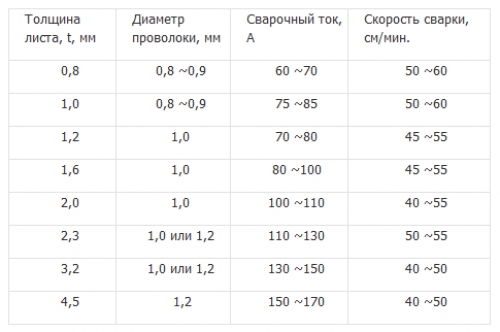 Кроме того, вы можете использовать синергетическую функцию MIG, которая, к счастью, является частью сварочных аппаратов YesWelder MIG.
Кроме того, вы можете использовать синергетическую функцию MIG, которая, к счастью, является частью сварочных аппаратов YesWelder MIG.
Synergic MIG сообщит вам расчетное напряжение, силу тока и скорость подачи проволоки на основе введенной толщины металла, диаметра проволоки и выбора защитного газа. Однако помните, что они служат в качестве рекомендаций, так как вы можете настроить их для достижения наилучших результатов.
YesWelder 250A Алюминиевый сварочный аппарат MIG Совместимость с катушечным пистолетом ( МИГ-250ПРО-СГ)Техника сварки
Техника сварки листового металла MIG относительно проста. Чтобы получить сплошной сварной шов, вы хотите, чтобы сварной шов был прямой линией. Плетение не рекомендуется, так как любое лишнее тепло может привести к деформации.
Пушка МИГ должна быть направлена под углом 5-15 градусов, с умеренной скоростью. Вечная дискуссия заключается в том, использовать ли метод протягивания или проталкивания при сварке MIG. Проталкивание является лучшим выбором для листового металла, так как оно обеспечивает лучший обзор и контроль сварочной ванны, а также меньшее проплавление, чем вытягивание.
Вечная дискуссия заключается в том, использовать ли метод протягивания или проталкивания при сварке MIG. Проталкивание является лучшим выбором для листового металла, так как оно обеспечивает лучший обзор и контроль сварочной ванны, а также меньшее проплавление, чем вытягивание.
Если вы все еще боретесь с накруткой и искажением, вы можете выбрать технику сварки с пропуском. Вы должны сделать серию прерывистых или стежковых сварных швов, чтобы минимизировать деформацию. Таким образом, вы равномерно распределяете тепло, что очень важно для тонких материалов.
Сварной пропуск на участке сварной трубы Источник: https://blog.xiris.com/blog/detecting-skip-welds-during-fabrication В то время как процессы сварки TIG, несомненно, дают наилучшие результаты при работе с тонкими металлами, при наличии соответствующего оборудования, практики и обучения MIG может давать прочные, надежные и эстетичные сварные швы.
Несмотря на то, что GMAW может работать с листовым металлом, этот процесс сварки лучше всего подходит для стали средней толщины или стали для хобби. В качестве стали для любителей мы рассматриваем мягкую сталь толщиной до 1/2 дюйма. Эта толщина считается границей между любительским и промышленным применением, поскольку у вас редко будет возможность работать с более толстым металлом дома.
Сварка низкоуглеродистой стали средней толщины значительно более доступна и неприхотлива, чем листовой металл, но вам все равно придется все делать правильно, чтобы завершить сварочный проект. Для этого вам также понадобится сварочное оборудование, проволока, подготовка и техника. Но в этот раз они немного другие.
Фото @welding_mani Сварщик Для стали средней толщины Для сварки металла средней толщины до 1/2″ или 1/4″ потребуется сварочный аппарат на 200-250 ампер с вводом 220В. Эти машины обладают достаточной мощностью, чтобы с легкостью соединять более толстые металлы, и мы рекомендуем YesWelder MIG-205DS.
Эти машины обладают достаточной мощностью, чтобы с легкостью соединять более толстые металлы, и мы рекомендуем YesWelder MIG-205DS.
Этот превосходный, компактный и простой в использовании сварочный аппарат с номинальным током 205 А удовлетворит большинство ваших потребностей любителя и справится со сталью до 1/4 дюйма за один проход. дополнительные функции, такие как импульсная сварка низкоуглеродистой стали, поэтому MIG-205DS является экономичным и подходящим выбором.Однако для достижения максимальной мощности сварки вам потребуется специальный вход 220 В.
Подходящая проволока для сварки MIG Поскольку толщина металла превышает 18 калибр, вам нужно будет перейти на проволоку размера .030. Проволока .030 ER70S-6 покроет большую часть ваших потребностей в сварке, но для стали диаметром более 3/16 дюйма вам понадобится проволока . 035 провод. Помните, что большинство аппаратов MIG для любителей, включая YesWelder MIG-205DS, могут подавать сплошную проволоку диаметром до 0,035.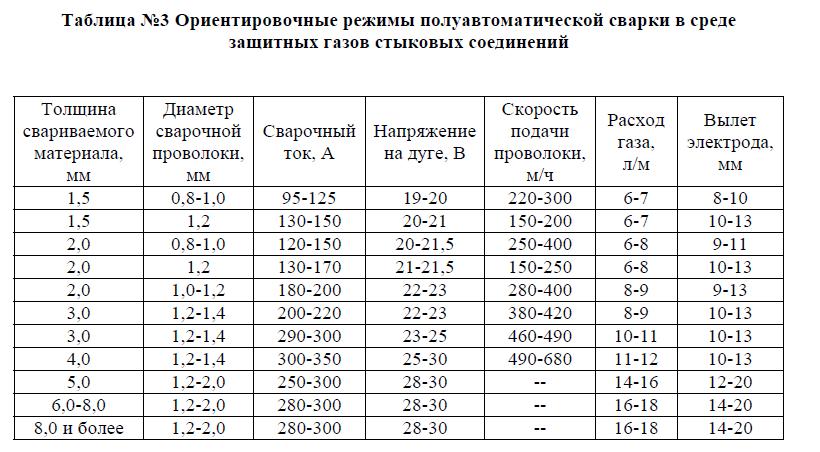
Проволока большего размера обеспечивает более высокое проникновение, что делает ее пригодной для более толстой стали, но она также вызывает большее разбрызгивание. Кроме того, следует согласовать толщину основного металла и диаметр проволоки, чтобы избежать непроваров и подрезов, а также чрезмерного проплавления и армирования.
Что касается переноса металла, то в основном вы будете использовать короткое замыкание, но вы можете переключиться на напыление, чтобы выполнить работу быстрее. На этот раз вам не нужно слишком беспокоиться о зоне термического влияния; тем не менее, не следует пренебрегать его влиянием на зону сварки.
Источник: https://www.aedmetals.com/news/mig-welding-transfer-methods Защитный газ. % аргона/25% CO2). Эта смесь обеспечивает стабильную дугу, хорошее проплавление и красивый валик сварного шва с углеродистой сталью. Кроме того, вам не нужно беспокоиться о содержании CO2, как в случае с тонким металлом. Наоборот, вы можете использовать чистый CO2 в качестве экономичного решения.
Наоборот, вы можете использовать чистый CO2 в качестве экономичного решения.Сварка с CO2 обеспечивает более высокое проплавление, а защитный газ не так дорог. Однако чистый CO2 приводит к образованию большого количества брызг и объемных, шероховатых на вид сварных швов. Тем не менее, если вы хотите сделать работу дешевле и не заботитесь об эстетике, вам подойдет 100% CO2.
Источник: https://weldguru.com/how-to-reduce-weld-spatter/ Подготовка под сваркуПодготовка под сварку для стали средней толщины значительно проще, чем для тонкого металла, но часто упускается из виду. Вам также придется очистить сварной шов, но у вас будет больше места для дизайна сварного шва. Например, можно использовать сварку встык, Т-образную конструкцию или угловой сварной шов в плоском, горизонтальном или потолочном положении.
Конечно, конструкция стыка будет зависеть от конкретных проектов сварки и толщины металла, но, безусловно, есть больше возможностей для работы, чем с листовым металлом.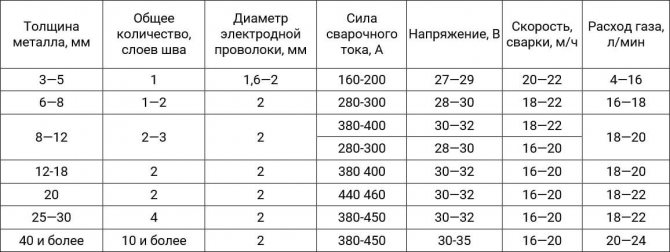
Поскольку сварка толстых деталей значительно больше прощающий по сравнению с более тонким материалом, у вас больше возможностей для экспериментов с параметрами и методами сварки. Как правило, вам понадобится 1 ампер на 0,001″ металла, но это всего лишь рекомендация, поэтому вы всегда должны следовать рекомендациям производителя.
Чем толще кусок, тем больше тепла, так что не стесняйтесь ломать свой сварочный аппарат. Конечно, если вы не прожжете дыру в сварных швах. Как и в случае с листовым металлом, вы можете использовать автоматическую настройку или синергетическое управление MIG, чтобы добиться желаемого результата, но у вас есть масса возможностей для достижения идеальных результатов.
То же самое относится и к технике сварки. Угол хода 5-15 градусов остается прежним, но рабочий угол следует регулировать в соответствии с конфигурацией сустава. Кроме того, вы можете нажимать для лучшего контроля над сварочной ванной или тянуть, когда вам нужно большее проплавление и более узкий валик с огромным наростом.
Кроме того, вы можете нажимать для лучшего контроля над сварочной ванной или тянуть, когда вам нужно большее проплавление и более узкий валик с огромным наростом.
и есть более подходящие процессы сварки. Для работы с металлами толщиной более 1/2 дюйма вам потребуются большие усилия и мощный источник питания. Кроме того, GMAW изначально не предназначен для тяжелых условий эксплуатации, поэтому сварка стержнем или флюсовая сварка могут работать лучше.
Источник: https://apiexam.com/2015/10/11/the-variables-on-a-wps-part-1/Тем не менее, при правильном подходе и подходящем оборудование. Вот несколько советов, что делать, если вы столкнулись с более толстой деталью в своей мастерской.
Сварочное оборудование для толстого металла Для работы с более толстыми металлическими пластинами вам потребуется мощный источник питания, провод большего диаметра и соответствующая подготовка. В то время как сварка тонкого металла и листов среднего размера может выполняться с помощью однофазной машины 110/220 В, вам потребуется трехфазная мощность, чтобы отводить достаточно тепла.
В то время как сварка тонкого металла и листов среднего размера может выполняться с помощью однофазной машины 110/220 В, вам потребуется трехфазная мощность, чтобы отводить достаточно тепла.
Для стали толщиной до 3/8 дюйма мы рекомендуем использовать сварочный аппарат YesWelder MIG-270K с трехфазным входом 220–480 В, рассчитанный на 270 ампер. Если толщина превышает 3/8 дюйма, вам потребуется промышленный сварочный аппарат. Сварщик класса MIG с номинальным током до 500 ампер. Все это массивные сварочные аппараты, способные выдерживать даже самые суровые условия и высокие температуры, необходимые для более толстого изделия.
Не поймите меня неправильно, более толстые листы можно сваривать даже с помощью сварочного аппарата на 250 ампер, но для этого потребуется специальная подготовка и несколько проходов. Это требует времени, надлежащей подготовки и навыков, но может стать решением, когда нет других вариантов.
Диаметр проволоки MIG для толстых листов увеличивается до 0,039 или до 0,045 в особых случаях. По сравнению с более тонкой проволокой, эти наполнители промышленного класса поставляются в значительно больших катушках, обычно по 45 фунтов, по сравнению с 2 или 10 фунтами для любителей. Для заполнения больших зазоров используется перенос распылением для максимального проникновения и нанесения, что упрощает работу.
По сравнению с более тонкой проволокой, эти наполнители промышленного класса поставляются в значительно больших катушках, обычно по 45 фунтов, по сравнению с 2 или 10 фунтами для любителей. Для заполнения больших зазоров используется перенос распылением для максимального проникновения и нанесения, что упрощает работу.
Выбор защитного газа зависит от применения и основного металла, но C25 по-прежнему является наиболее подходящим выбором для стали.
Подготовка к сварке, параметры и техникаПараметры и техника сварки GMAW с толстыми листами по-прежнему зависят от толщины материала, размеров проволоки и результатов, как и для материалов средней толщины. Однако, что отличается, так это подготовка к сварке.
Сварка очень толстых деталей потребует от вас шлифовки и снятия фаски с краев. Таким образом, вы обеспечите лучшее соединение, а заполнение пробела даст существенные результаты. Кроме того, можно использовать определенный предварительный нагрев. Нагрев основного металла до 150 и 300 градусов по Фаренгейту приведет к лучшему проникновению и более значительным эффектам.
Таким образом, вы обеспечите лучшее соединение, а заполнение пробела даст существенные результаты. Кроме того, можно использовать определенный предварительный нагрев. Нагрев основного металла до 150 и 300 градусов по Фаренгейту приведет к лучшему проникновению и более значительным эффектам.
Сварку MIG можно успешно использовать для сварки металлов различной толщины, если вы понимаете основы и ограничения. Например, вы можете использовать его для сварки листового металла, но вы должны быть особенно осторожны с высокой температурой.
Любительская сварка или сварка металлов средней толщины — самый щадящий вариант, и здесь достаточно места для проб и ошибок. Вот почему любители во всем мире часто используют MIG для легкой сварки металлов средней толщины.
Когда дело доходит до сварки более толстых листов, GMAW не подходит. Вам понадобится много сил и оборудование промышленного класса для успешного выполнения задач. Поэтому лучшим выбором является сварка с флюсовым сердечником или дуговая сварка.
Поэтому лучшим выбором является сварка с флюсовым сердечником или дуговая сварка.
Вернуться к YesWelder
Как сваривать медь — MIG, TIG и дуговая сварка меди Обзор
Как сварить магний
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»shop_now»:»Купите сейчас»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday» :»Введите действительную дату рождения»,»warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи.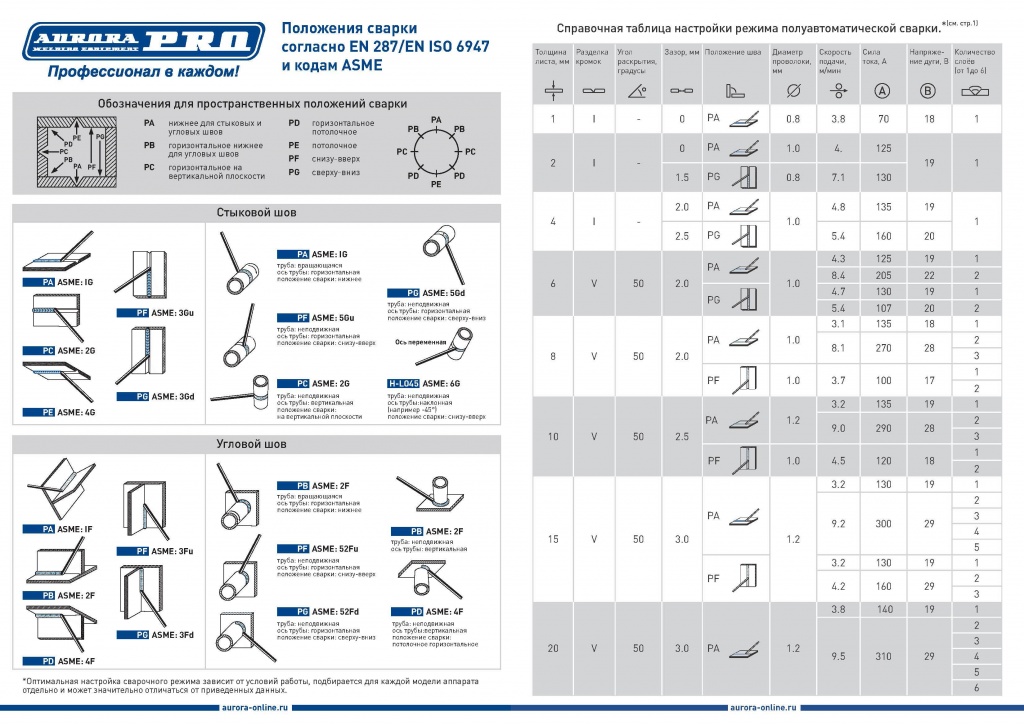
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
