
Расход углекислоты при сварке | ГИП & ГАП
При газовой сварке в закрытом помещении одного баллона углекислоты хватает на больший срок. Вы это знали?На сколько хватает баллона СО2 во время сварочных работ? Этот вопрос волнует сварщиков. А вы можете на него ответить? Если нет, то вам будет интересна практическая статья Александра Рогова, опубликованная на сайте компании «Промтехгаз» (классном сайте, кстати говоря). Не могу не поделиться этой своей находкой, потому ниже – перепост.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.

На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/ проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Благодаря этим данным определяется следующая пропорция: СО2/ проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 л) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам.
Расход углекислоты при сварке полуавтоматом: формула расчета, таблица
Содержание:
- Что влияет на показатели расхода
- Усредненные показатели
- Измерение расхода защитного газа
- Причины расхода защитного газа
- Влияние условий
- Формула расчета
- Советы по сокращению расхода
- Интересное видео
Использовать защитный газ входе проведения сварочных работ — значит обеспечивать улучшение качества сваренных соединений, ускорять рабочий процесс и давать кислороду возможность попадать внутрь сварочной зоны.
Помимо этого, стоимость такого газового баллона отличается доступностью. С его помощью обеспечивается домашняя сварка. Поэтому возникает потребность выпускать разновидности компактных баллонов, легко транспортируемых внутри автомобильного багажника. Все больше потребителей интересует вопрос о расходе углекислоты в процессе сварке полуавтоматом.
Домашнему сварщику не приходится задаваться таким вопросом, так как он просто покупает такой баллон компактных размеров в магазине и не беспокоится, какой его. В случае использования одного баллона можно воспользоваться вторым. Но иногда в производственных условиях к сварщикам выдвигаются требования относительно расхода газа при сварке полуавтоматом. В такой ситуации важно знать правила вычисления оптимального расхода углекислоты, когда приходится использовать полуавтомат.
Что влияет на показатели расхода
Прежде чем определить, какой расход углекислоты при сварке полуавтоматом, важно разобраться, что влияет на такой расход. В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
В первую очередь учитывается характеристика металла, который используется для работы. Также важны показатели, какая в диаметре присадочная проволока и какой силы сварочный ток. Именно сочетание таких компонентов и влияет на показатели расхода углекислоты в процессе сварки.
Усредненные показатели
Показатели, сколько газа расходуется, могут быть следующими:
| Диаметр проволоки (см) | Сила тока (Ампер) | Средние показатели расхода (литров в минуту) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 9 — 12 | |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 см | 280 — 450 | 18 — 20 |
Измерение расхода защитного газа
Чем измеряют расход защитного газа при сварке? Для ответа на этот вопрос можно взять конкретный пример на емкости стандартного баллона объемом в 40 л. Такие баллоны используются на большинстве современных предприятий.
Такие баллоны используются на большинстве современных предприятий.
В одном таком баллоне чистая углекислота содержится в количестве примерно 24 кг. В процессе испарения происходит её преобразование в 12 000 ДЦ. газовой фазы. Для примерного понимания расхода это вполне исчерпывающий ответ.
Причины расхода защитного газа
В процессе выполнения сварочных работ можно выделить несколько основных показателей, влияющих на то, сколько сварочной смеси расходуется:
- какой силы ток;
- проволоку какого диаметра используют;
- какой толщины будет металл, который сваривают.
Найти показатели этих значений можно у многих производителей, если изучить паспортные данные о конкретно взятом сварочном газе. Это позволит в значительной степени упростить процесс выполнения расчетов.
К примеру, показатели среднего значения, сколько смеси аргона используется в процессе сварочных работ, выполняемых методом TIG, составляют 6 литров в минуту при использовании силы тока в 100 А.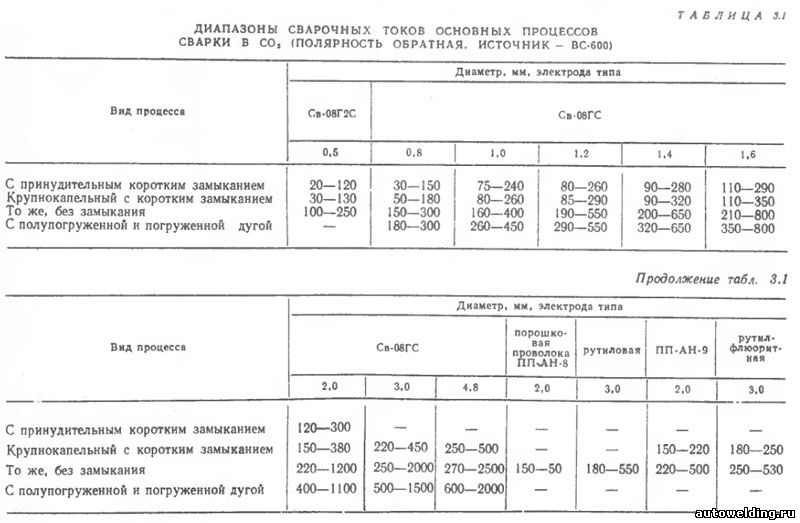
Соблюдение такой тенденции происходит и в случае с методом MIG — если диаметр проволоки увеличить с 1 до 1,6 мм, это приведет тому, что количество потребляемого газа вырастет от 9 до 18 литров за минуту.
Также важную роль играет тот факт, какие условия созданы для проведения сварочных работ.
Влияние условий
Показатели расход газа при сварке полуавтоматом в смеси зависят от того, какие условия обеспечены для проведения работ по сварке. Это может быть открытое пространство. Если вокруг сквозняки, то возможно увеличение расхода. Так как оптимальные факторы защитного плана работают только при условии, что защитный слой имеется в большом количестве. В такой ситуации заправку баллона можно будет производить чаще.
Формула расчета
Показатели расхода для сварочной смеси при сварке с полуавтоматом можно выполнить с помощью следующей формулы:
- P = Py * T;
- Py — показатели удельного расхода газа, о которых заявил производитель;
- T — количество основного времени, необходимое, чтобы сварить один проход.

В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.
Так как 40-литровый баллон содержит сварочную смесь в количестве 6 000 литров, нетрудно произвести вычисления, сколько времени можно пользоваться одним резервуаром, если процесс сварки происходит непрерывно.
К примеру, расход CO2 при полуавтоматической сварке, когда используется проволока 1 мм в диаметре, составляет от 10 до 11 часов при условии, что процесс происходит непрерывно.
Показатели таких расчетов довольно грубые, ведь здесь не учитывают, сколько газа потребляется при выполнении подготовительных и финишных операций за один проход. Это поможет в определении приблизительной картины. Если потребуются более точные показания, для их проведения может потребоваться расходомер.
Советы по сокращению расхода
Расход защитного газа при полуавтоматической сварке можно сократить. В этом помогут следующие советы.
В этом помогут следующие советы.
Уровень сварочных работ зависит от того, насколько качественным и надежным будет шов. Для этих целей и понадобится использование защитного газа. Поэтому в занижении расхода сварочной смеси искусственным путем нет никакого смысла. Иначе это может вызвать ситуацию, когда образуются поры и возникнут побочные эффекты другого плана.
Для экономии очень важным является качество газовой смеси. Например, если постоянно использовать состав «Микспро 3212», в котором много разных компонентов, можно сократить потребление как минимум вдвое. В сравнении с ситуацией, когда используется бинарный защитный газ. Его основа состоит из аргоновой и углекислотной смесей. Применение смеси «Микспро» приводит к тому, что получается наиболее качественный шов.
Интересное видео
Сварка MIG с использованием защитного газа 100% Co2
Смеси углекислого газа (CO2) и аргона являются наиболее распространенными защитными газами для сварщиков MIG. Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Любителям сварки в домашних условиях использование чистого CO2 позволяет сэкономить деньги.
Но 100% CO2 повлияет на ваши сварные швы, со своими плюсами и минусами. Таким образом, понимание преимуществ и недостатков является обязательным.
Без этих знаний вы рискуете качеством сварки при использовании чистого CO2.
Зачем использовать чистый CO2?
Да, CO2 более экономичен. Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Рад, что вы спросили. Давайте разберем это…
C100 против C25
| 20# чистого CO2 | 80CF C25 | |
|---|---|---|
| Высота x Ширина | 26 дюймов x 8 дюймов | 35 дюймов x 7 дюймов |
| Полный вес | 45 фунтов | 56 фунтов |
| Том | 175 в сравнении с | 80 см |
| Время работы при 20cfh | 8,8 часа. | 4,0 часа. |
| Начальный $ | 150 долларов (пустой) | $311 (полный) |
| Начальный $/час | 21 долл. США (включая начальное пополнение) | $78 |
| Пополнение $ | $35 | $75 |
| Пополнение $/час | $4 | $19 |
Чтобы провести справедливое сравнение затрат, мы добавили первоначальную заправку резервуара CO2 к первоначальным затратам, чтобы рассчитать первоначальные эксплуатационные расходы в долларах США в час (цистерны C25 поставляются полными).
Эта разбивка свидетельствует об экономии за счет использования чистого CO2.
Исходя из затрат на заправку, эксплуатационные расходы составляют менее ¼ от C25 $/час. А первоначальные инвестиции составляют ½ первоначальных затрат в долларах в час.
Это означает; Значительная экономия реальна при использовании C100 в качестве защитного газа.
Читайте также : Сварка GMAW – что это такое?
Плюсы и минусы
Баллоны CO2 отправляются пустыми. Это связано с тем, что CO2 существует в виде жидкости под высоким давлением внутри резервуара, которую нельзя безопасно перевозить полностью.
Итак, помните о первой афере при использовании CO2; вам нужно будет заполнить новый бак, чтобы использовать его .
Портативность
В баллоне C25 представляет собой сжатый газ и может перевозиться полным. Это немного усложнило наш первоначальный расчет $/час. Но это также означает, что C25 нужны большие баки, чтобы вмещать меньше.
Мы включили размеры именно для того, чтобы показать, что бак C25 больше, с меньшим CF газа. Что это означает для сварщиков; C100 занимает меньше места для хранения.
Итак, CO2 более портативный, чем с меньшими баками. Но вы также можете довести это до крайности, поскольку CO2 доступен в размерах менее 20 фунтов.
На самом деле, вы можете найти настоящие маленькие баллоны с CO2, используемые для пейнтбольных ружей (таких как эти) и домашних производителей газировки. Вы жертвуете временем работы, но можете сохранить компактность и легкость для мобильных работ, не требующих много времени на сварку.
Связанное чтение : Размеры сварочных баллонов и время сварки
Заправки
Поскольку CO2 используется не только для сварки, у вас есть больше возможностей для заправки баллонов CO2 . Кроме того, некоторые варианты пополнения более удобны для потребителей. Вы даже можете найти некоторые открытые по выходным и в нерабочее время.
Некоторые места, помимо центров сварки, где вы можете заполнить баллон CO2, включают:
- Магазины домашнего пивоварения
- Спортивные магазины (в которых продается снаряжение для пейнтбола, например Dick’s Sporting Goods)
- Центры обслуживания огнетушителей
- Принадлежности для аквариума
Связанное чтение : Сколько стоит сварочный газ?
Соображения по оборудованию
Газ CO2
Конечно, ваши баллоны должны быть заполнены. Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Пищевой немного чище, но не обязателен для сварки. Промышленный сорт обычно немного дешевле и будет работать нормально, если это то, что вы можете получить.
Сварочный аппарат MIG
Всегда возникает один вопрос… Нужна ли мне специальная машина для использования CO2?
Нет, приличные сварочные аппараты MIG с надлежащим контролем работают с CO2.
Однако, чем больше у вас настроек, тем лучше. Улучшенные устройства обеспечивают дополнительные элементы управления и могут помочь настроить оптимальные параметры при использовании чистого CO2.
Например, контроль наклона может помочь сгладить дугу. (его также можно назвать контролем индуктивности). Примером может служить Lincoln 210, предлагающий любителям большой контроль при использовании газа C100.
Вы платите больше за сварочный аппарат с улучшенным управлением. Но они более универсальны.
Но они более универсальны.
Если вы планируете использовать 100% CO2, возможно, стоит заплатить немного больше за сварочный аппарат.
Регулятор
Переходник CGA-320 на CGA-580Резьба регулятора, используемого для смесей аргона/CO2, отличается от резьбы регулятора CO2.
Кроме того, большинство регуляторов CO2 обычно отображают только давление.
Но вам нужен регулятор, который сообщает вам расход газа. Итак, у вас есть два варианта.
- Используйте адаптер для подключения существующего регулятора аргона/CO2 или
- Купите качественный регулятор CO2 с индикатором расхода (как этот).
Имейте в виду, что если вы используете существующий аргоновый регулятор для чистого CO2, убедитесь, что он рассчитан на это. Не все регуляторы аргона могут работать с CO2. Холод и мороз от CO2 могут повредить некоторые регуляторы.
Приведенный выше связанный регулятор аргона (т. е. резьба CGA580) поставляется со шкалами расхода как для аргона, так и для CO2. Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Расходные материалы
Стандартные расходные материалы MIG работают с чистым защитным газом CO2.
Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6.
Хотя найти его немного сложно, вы также можете найти провода с флюсовой сердцевиной и газовой защитой (например, этот).
Это означает, что вы можете защитить сварочную ванну от атмосферных газов и обеспечить защиту от окисления CO2, вызывающего пористость сварного шва.
Сварка с защитным газом 100 % CO2
При сварке с использованием 100 % CO2 имеются заметные отличия, поскольку при высоких температурах сварки CO2 из инертного газа превращается в активный газ.
Это означает лучшее сцепление по сравнению с аргоновыми смесями, и в целом чистый CO2 имеет:
- Лучшее проникновение в швы.

- Более высокая скорость сварки.
- Агрессивное чистящее действие.
Эти свойства означают , что вы можете сваривать более толстый металл
с помощью сварочного аппарата MIG, иметь более высокую скорость перемещения и легче резать ржавчину и прокатную окалину при использовании чистого углекислого газа.Но это также означает, что тонкий металл будет трудно сваривать . Увеличение скорости перемещения при сварке помогает, но на очень тонком металле это будет сложно.
Родственные : Сварочные газы: различные типы и применение
Воздействие на дугу
Несомненно, низкое качество дуги является самым большим недостатком использования 100% CO2.
Электропроводность углекислого газа ниже, чем у аргона. Когда его добавляют к добавленному аргону, до 25%, это помогает стабилизировать дугу.
Но чистый CO2 дает грубую, непостоянную дугу, и вы видите больше брызг. Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Однако добиться нужного результата с помощью настроек довольно сложно. Но когда вы это сделаете, возможны хорошие сварные швы. Кроме того, вы можете уменьшить длину дуги, чтобы уменьшить разбрызгивание.
Можно ожидать передачи короткого замыкания при малых токах и шаровидной передачи при более высоких токах. При использовании чистого CO2 перенос распылением невозможен.
Все это означает, что вам придется немного поэкспериментировать. Но со временем вы сможете определить, какие настройки нужны вашему сварочному аппарату для стабильной дуги.
Если вы помните, мы упоминали, что сварочный аппарат с большим количеством элементов управления действительно имеет значение для C100. И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
Прочтите также : Причины разбрызгивания при сварке и как его уменьшить
Настройка сварочного аппарата
Обычно производители сварочных аппаратов рекомендуют настройки для прямого CO2. Как правило, для данной настройки скорости подачи проволоки («WFS») напряжение будет выше.
Как правило, для данной настройки скорости подачи проволоки («WFS») напряжение будет выше.
Таким образом, вы можете уменьшить подачу проволоки в соответствии с желаемой скоростью подачи газа. Или вы можете увеличить напряжение для работы с предпочитаемой скоростью провода.
Но имейте в виду, что зона наилучшего восприятия узка. Потребуется некоторое время, чтобы найти его для вашей установки.
Кроме того, если у вас есть возможность регулировать индуктивность (или управление наклоном), ее увеличение поможет стабилизировать дугу.
Внешний вид сварного шва
Газ 100% CO2 проникает лучше и образует широкий валик с глубоким проникновением. Так у вас получится широкая, плоская бусина.
Это означает, что машины меньшего размера могут сваривать более толстый металл, но более тонкий металл становится проблемой.
Читайте также : Как сваривать тонкий листовой металл
Кроме того, вы можете получить больше брызг.
Таким образом, если вам нужна чистая, презентабельная отделка, вам, вероятно, потребуется выполнить некоторую очистку после завершения сварки.
Часто задаваемые вопросы
Когда мой баллон с CO2 пуст?
Поскольку CO2 находится в баллоне в жидком состоянии, падение давления не является хорошим индикатором того, сколько газа осталось. Вес является лучшим показателем. Однако, когда PSI падает примерно до 200 фунтов на квадратный дюйм, вам необходимо получить пополнение.
Разгон бутылки до 0 фунтов на квадратный дюйм может создать проблемы. Он пропускает воду и загрязняющие газы внутрь бака.
Почему CO2 замерзает на регуляторе?
CO2 расширяется и претерпевает фазовые переходы по мере того, как вытекает из резервуара. Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Добавляет ли защитный газ 100% CO2 углерод?
Углекислый газ состоит из углерода и кислорода. Таким образом, в сварной шов можно добавить небольшое количество углерода. Но это нормально для мягкой стали. Однако на низколегированные металлы влияет небольшое количество добавок, и использование защитного газа CO2 может создать проблему.
Резюме
Использование чистого CO2 экономит ваши деньги на газе. Но дуга получается более неустойчивой, и вам необходимо определить, какие настройки сварочного аппарата MIG работают лучше всего. Для многих это стоит усилий, чтобы реализовать экономию по сравнению с аргоновыми смесями.
Вы получаете проникающую способность, что позволяет работать с более толстым металлом. Кроме того, ваша скорость возрастает, а CO2 лучше удаляет ржавчину, прокатную окалину и загрязнения. Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Суть в том, что если CO2 дает вам больше времени на сварку, используйте его. Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Читайте также:
Сварка MIG со 100% аргоном
Лучшие газы для сварки TIG
Процентное содержание аргона в смешанном защитном газе имеет значение
Наша компания недавно заменила основную порошковую проволоку на проволоку класса E71T-12M-JH8. Он указывает использовать только защитный газ 75% — 80% Ar / баланс CO2. Обычно мы используем смесь с 88% аргоном. Это не рекомендуется? Или это только один из тех случаев, когда нам нужно провести собственное тестирование для проверки?
При использовании смеси защитного газа 88 % аргона (Ar) и 12 % двуокиси углерода (CO2) с электродом E71T-12M-JH8 (также известным как проволока) могут возникать две проблемы. Во-первых, использование такого количества аргона в смеси с любым защищенным газом электродом с флюсовой сердцевиной (см.
Что касается первого вопроса, электроды с флюсовой сердцевиной обычно используются либо с защитным газом, содержащим 100 % CO2, либо со смесью аргон/CO2 (из которых 75 % Ar / 25 % CO2 наиболее распространены в США) . Добавление аргона к CO2 повышает плавность дуги и привлекательность для оператора, особенно при сварке в нерабочем положении. Он обеспечивает плавный перенос дуги распыления и хорошую текучесть лужи. Однако, когда процентное содержание аргона в смеси начинает превышать примерно 80%, дуга становится более жидкой и «жидкой». Это может стать более сложным в обращении, особенно при вертикальной сварке вверх и потолочной сварке. Как правило, это апелляция оператора или вопрос личных предпочтений.
Как правило, это апелляция оператора или вопрос личных предпочтений.
В качестве примечания: при использовании смешанного защитного газа для газозащитных электродов с порошковой сердцевиной обычно минимальное процентное содержание аргона для использования с CO2 составляет 75%. Когда вы уменьшаете процентное содержание аргона в смеси ниже этого уровня, вы быстро начинаете терять преимущества аргона в привлекательности для оператора. Тем не менее, вам все равно придется платить за наличие аргона в газовой смеси. Для многих газозащитных электродов с флюсовой сердцевиной для использования со смешанным защитным газом указано рекомендуемое максимальное процентное содержание аргона, в то время как подразумеваемый минимальный уровень аргона составляет 75%.
Что касается второй проблемы, то использование аргона в смешанном защитном газе, превышающем рекомендуемое, может привести к более высокой, чем ожидалось, прочности металла сварного шва на растяжение. Во-первых, обратите внимание, что в соответствии со спецификацией AWS на присадочный металл электрод с классификацией AWS E71T-12M-JH8 (т. также имеет максимальное требование прочности на растяжение 90 000 фунтов на квадратный дюйм или 90 тысяч фунтов на квадратный дюйм (620 МПа). Электроды с двумя другими очень распространенными «Т-1» и «Т-9” (например, E71T-1M / E71T-9M), имеют минимальное требование прочности на растяжение 70 тысяч фунтов на квадратный дюйм (483 МПа) и максимальное требование прочности на растяжение 95 тысяч фунтов на квадратный дюйм (655 МПа).
также имеет максимальное требование прочности на растяжение 90 000 фунтов на квадратный дюйм или 90 тысяч фунтов на квадратный дюйм (620 МПа). Электроды с двумя другими очень распространенными «Т-1» и «Т-9” (например, E71T-1M / E71T-9M), имеют минимальное требование прочности на растяжение 70 тысяч фунтов на квадратный дюйм (483 МПа) и максимальное требование прочности на растяжение 95 тысяч фунтов на квадратный дюйм (655 МПа).
Во-вторых, обратите внимание на влияние каждого типа защитного газа на химический состав наплавленного металла. CO2 является активным (т.е. реактивным) газом. Он будет вступать в реакцию или «сжигать» часть сплава из электрода в дуге, что приведет к меньшему восстановлению сплава в металле сварного шва. Это, в свою очередь, приводит к небольшому снижению текучести металла шва и предела прочности при растяжении. С другой стороны, аргон — это инертный (т. е. нереакционноспособный) газ. Не вступает в реакцию со сплавами электрода в дуге. Таким образом, чем выше процентное содержание аргона в смеси защитного газа Ar/CO2, тем выше извлечение сплава из электрода в наплавленный металл. И чем больше восстановление сплава в наплавленном металле, тем выше его результирующий предел текучести и предел прочности при растяжении. Этот эффект можно увидеть в опубликованной литературе об электроде с флюсовой сердцевиной «двойного» типа, защищенном газом, который предназначен для использования как со 100% CO2, так и со смесью Ar/CO2. В таблице 1 показаны типичный состав наплавленного металла и механические свойства такого электрода. Обратите внимание на различия, в частности, между уровнями марганца (Mn) и кремния (Si), а также пределом текучести и пределом прочности на разрыв между наплавками, полученными с использованием защитного газа 100 % CO2, и с использованием защитного газа 75 % Ar / 25 % CO2.
И чем больше восстановление сплава в наплавленном металле, тем выше его результирующий предел текучести и предел прочности при растяжении. Этот эффект можно увидеть в опубликованной литературе об электроде с флюсовой сердцевиной «двойного» типа, защищенном газом, который предназначен для использования как со 100% CO2, так и со смесью Ar/CO2. В таблице 1 показаны типичный состав наплавленного металла и механические свойства такого электрода. Обратите внимание на различия, в частности, между уровнями марганца (Mn) и кремния (Si), а также пределом текучести и пределом прочности на разрыв между наплавками, полученными с использованием защитного газа 100 % CO2, и с использованием защитного газа 75 % Ar / 25 % CO2.
Производители газозащитных электродов с флюсовой сердцевиной тщательно контролируют содержание легирующих элементов в своей продукции таким образом, чтобы при использовании рекомендованных процентных содержаний аргона в смешанном защитном газе предел текучести и предел прочности на разрыв металла сварного шва были в пределах допустимого минимального и максимального диапазона электрода. Однако, если вы используете более высокое процентное содержание аргона, чем рекомендуется, в металле сварного шва будет больше восстановления сплава, что приведет к более высоким уровням прочности. Как правило, по мере увеличения прочности на растяжение металла сварного шва он становится менее пластичным (т. Е. Более жестким) и, следовательно, более чувствительным к растрескиванию при охлаждении сварного соединения. Затем может потребоваться дополнительная операция предварительного нагрева, чтобы уменьшить склонность к проблемам растрескивания при затвердевании.
Однако, если вы используете более высокое процентное содержание аргона, чем рекомендуется, в металле сварного шва будет больше восстановления сплава, что приведет к более высоким уровням прочности. Как правило, по мере увеличения прочности на растяжение металла сварного шва он становится менее пластичным (т. Е. Более жестким) и, следовательно, более чувствительным к растрескиванию при охлаждении сварного соединения. Затем может потребоваться дополнительная операция предварительного нагрева, чтобы уменьшить склонность к проблемам растрескивания при затвердевании.
Теперь для конкретного применения сварки может не быть требований к максимальной прочности сварного шва. Это решение остается за инженером-конструктором для конкретного применения сварки. Однако, как правило, не рекомендуется превышать рекомендацию производителя электрода с флюсовой сердцевиной по максимальному процентному содержанию аргона, используемого в смешанном защитном газе. При использовании надлежащей смеси защитного газа Ar/CO2 электрод должен давать наплавленный металл с указанной минимальной прочностью на растяжение.