
Выбираем сварочный защитный газ
Газ активно используется при сварке. В одних случаях он выступает топливом, за счет которого происходит горение факела и расплавление металла. В других случаях он предотвращает взаимодействие уже расплавленного металла с внешней средой. Тогда его роль защитная. Какие бывают виды защитных газов и для сварки каких металлов они подходят, рассмотрим в этой статье.
В этой статье:
- Как действует защитный газ
- В каких видах сварки применяются защитные газы
- Отличия по свойствам защитного газа
- Какой конкретно газ выбирать для сварки и резки
Как действует защитный газ
Защитный газ при сварке изолирует расплавленный металл от взаимодействия с внешней средой. В результате:

Дополнительная роль защитного газа — охлаждение шва после сварки. Если прекратить подачу смеси сразу при затухании электрической дуги, не до конца застывший металл успеет вступить в реакцию с кислородом и появится кратер. Такая точка на замке кольцевого шва водопроводной трубы станет причиной протечки. Пост подача газа позволяет быстрее остудить стык, продолжая при этом его защиту, и скорее перейти сварщику на следующую задачу.
В каких видах сварки применяются защитные газы
Защитные газы применяются в двух видах сварки:
Отличия по свойствам защитного газа
Защитные газы при сварке бывают инертными и активными. Еще практикуется смешивание их между собой или соединение нескольких инертных газов. Возможны тройные объединения.
Инертные
Инертные — относятся к VIII группе периодической системы Д. Менделеева. Они нейтральны к большинству других химических веществ, поэтому при соприкосновении с расплавленным металлом проявляют пассивность.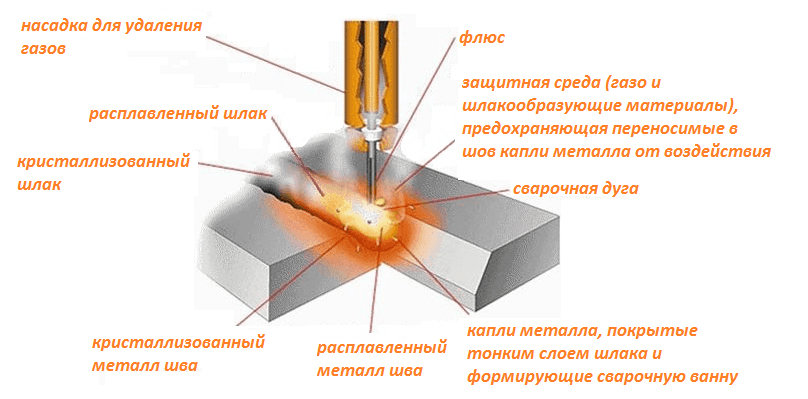 Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Газ никак не реагирует на водород, а значит сварочная ванна не бурлит. Это объясняется тем, что молекулы газа насыщены электронами, отталкивающими любые молекулы других веществ, не давая вступать в соединение.
Обозначаются инертные газы в названии сварки буквой «I», что означает Inert. Встречаются в аббревиатурах MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). Примеры инертных газов — аргон и гелий.
Активные
Активные — способны взаимодействовать с расплавленным металлом, изолируя его при этом от внешней среды. Могут растворяться в сварочной ванне. По свойствам активные газы подразделяются на окислительные (углекислый газ), восстановительные (водород) и газы с выборочной активностью. Последние вступают в реакцию только с определенными металлами, оставаясь к другим нейтральными. Например, азот активен только для алюминия и черных сталей.
Смешанные
Некоторые виды активных и пассивных газов смешиваются, что позволяет улучшать защиту сварочной ванны и облегчать наложение шва.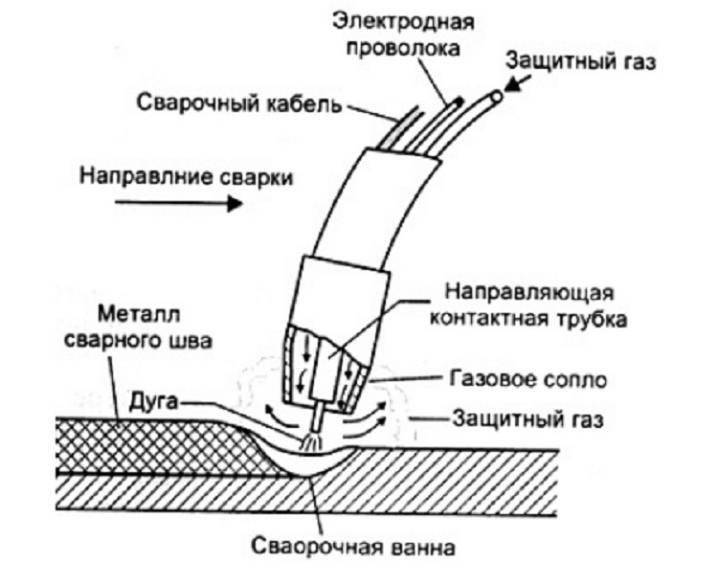 Такие смеси обозначаются как MIX и содействуют:
Такие смеси обозначаются как MIX и содействуют:
Один из самых распространенных примеров смеси — 80% аргона и 20% углекислоты. Иногда бывает 75/25%. Его используют для полуавтоматической сварки черных металлов.
Другие миксы состоят только из инертных газов. Смешиванию подвергаются аргон и гелий (40/60% или 35/65%), благодаря чему сварочная ванна защищена еще лучше. Такой микс содействует выделению тепла в зоне сварки, повышая глубину провара.
Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar)
Углекислый газ (СО2)
Гелий (Не)
Азот
Кислород
Водород
Ответы на вопросы: о правильном выборе сварочного защитного газа Чем лучше варить малоуглеродистую сталь миксом или углекислотой? СкрытьПодробнее
При сварке чистой углекислотой дуга может немного гулять, повышается разбрызгивание металла. Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Аналогичный процесс в среде аргона и углекислоты проходит гораздо спокойнее, но стоит микс дороже. Для ответственных швов рекомендуем использовать защитный газ Ar+CO₂, а приварить пороги авто можно и дешевой углекислотой.
Баллоны с защитным газом бывают емкостью от 10 до 40 литров. Чем больше емкость, тем реже придется менять баллон при активной сварке. Но с увеличением вместимости, возрастает и вес. Например, баллон аргона 40 литров весит более 80 кг. Часто переставлять его неудобно, поэтому большие баллоны подходят только для стационарного рабочего места. Для выездной деятельности лучше купить баллон 10 л.
Заправить пустой баллон защитным газом для сварки можно в пункте заправки или непосредственно на предприятии, которое производит нужный газ (у них есть заправочные пункты на территории). Важно обращаться к сертифицированным компаниям, которые проводят вакуумизацию перед заправкой, удаляя воздух и другие газы из баллона, иначе новый газ может плохо повлиять на качество сварки.
Важно обращаться к сертифицированным компаниям, которые проводят вакуумизацию перед заправкой, удаляя воздух и другие газы из баллона, иначе новый газ может плохо повлиять на качество сварки.
Покупая сварочный баллон, проверьте дату следующего технического освидетельствования. Она не должна быть просрочена. При обмене пустого баллона на полный в специализированном пункте, смотрите тоже на дату ТО, но дополнительно оцените латунный вентиль. Он не должен быть погнут (иногда такое бывает от падения). Посмотрите на резьбу, куда будете прикручивать редуктор. Она не должна быть побита, иначе гайка не накрутится. Транспортировку баллона (пустого или полного) осуществляйте в защитном колпаке на вентиле.
Какое время пред и пост продувки выставлять при TIG сварке? СкрытьПодробнее
Для каждого металла эти показатели разные. Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Для сварки черных или нержавеющих сталей настройте 0.5 с предпродувку и 5 с постродувку.
Если речь идет о защитных газах при сварке, которые не горят (углекислота, аргон, микс, гелий), то обязательного расстояния, на которое должны быть удалены баллоны нет. Но падающие искры на редуктор, манометр, газовый шланг вряд ли пойдут на пользу оборудованию, поэтому располагайте баллон на дистанции 2-3 м. Это поможет не толкнуть его случайно при перемещении сварщика по рабочему месту.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
какие виды бывают, где и как применяется, правила выбора
Время на чтение: 3 мин
1177
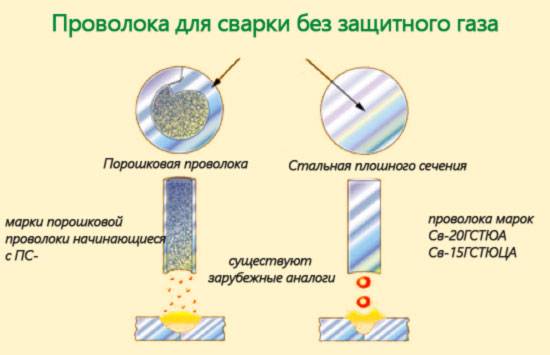
При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Содержание статьиПоказать
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.

Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах
Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов
Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Преимущества метода
Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.
Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!
Китай Производитель пластиковых экструзионных машин, Запчасти для пластиковых машин, Поставщик датчиков давления
Пластиковые машины
Видео
Свяжитесь сейчасВидео
Пресс-форма для экструзии, Головка трубы из полиэтилена высокой плотности, Пресс-форма для экструзии оптом, Пресс-форма для экструдера, Пресс-форма для оконных профилей из ПВХ, Щелевая матрица, Экструзионная пресс-форма для архитектурного шаблона WPC
Цена на условиях ФОБ:
1000-4000 долларов США
/ шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчасВидео
Шнек экструдера, машина, ПВХ, экструдер, шнековый цилиндр и цилиндр Конический двухшнековый цилиндр 80/156 для экструзионной машины для труб из ПВХ Шнек для пластикового питателя
Цена на условиях ФОБ: 400-4000 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Пресс-форма для бетона, пресс-форма, пресс-форма для очков, пресс-форма для пластиковых воронок, пресс-форма для бетонных балясин
Цена на условиях ФОБ: 1000-4000 долларов США / шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчасВидео
Пресс-форма для экструзионной пресс-формы для стеновых панелей из ПВХ для быстрой сборки Стеновой экструдер для литья под давлением Экструзионная матрица Цена, Экструзионная матрица для ПВХ, Пресс-форма, Пултрузионные штампы, Пресс-форма для штамповки
Цена на условиях ФОБ:
1000-4000 долларов США
/ шт.
Мин. Заказ: 1 шт.
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасЗапчасти для пластиковых машин
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчас Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчас Свяжитесь сейчасГорячий продукт продаж
Видео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасВидео
Свяжитесь сейчасПрофиль компании
{{ util. each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
each(imageUrls, функция(imageUrl){}} {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Пластиковая экструзионная машина
,
Запчасть для пластиковой машины
,
Датчик давления
,
Подшипниковый блок
,
. .. .. | |
| Зарегистрированный капитал: | 500000 юаней | |
| Площадь завода: | 501~1000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: 1-3 месяца Время выполнения заказа в межсезонье: один месяц |
Shanghai Hannshine Industry Co. , Ltd является профессиональным поставщиком технологий и оборудования для экструзии резины и пластика. У нас есть полные и передовые системы в разработке, производстве и тестировании. Наше пластиковое оборудование экспортируется в Юго-Восточную Азию, Ближний Восток, Восточную Европу, Америку и Африку, такие как Индия, Саудовская Аравия, Россия, Бразилия, Ангола и другие страны и регионы. Чтобы постоянно улучшать качество продукции, мы стремимся улучшить качество управления предприятием…
, Ltd является профессиональным поставщиком технологий и оборудования для экструзии резины и пластика. У нас есть полные и передовые системы в разработке, производстве и тестировании. Наше пластиковое оборудование экспортируется в Юго-Восточную Азию, Ближний Восток, Восточную Европу, Америку и Африку, такие как Индия, Саудовская Аравия, Россия, Бразилия, Ангола и другие страны и регионы. Чтобы постоянно улучшать качество продукции, мы стремимся улучшить качество управления предприятием…
Просмотреть все
Сертификаты
1 ТоварКоммерческая лицензия
Отправьте сообщение этому поставщику
* От:
* Кому:
Мисс Линда Чжан* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
FX101G3 10 x GN 1/1 ГАЗОВАЯ КОМБИНИРОВАННАЯ ДУХОВКА ВЕРХНЯЯ МОДЕЛЬ
- Домашняя страница
- Продукты
- ПРИГОТОВЛЕНИЕ ДУСТРИО
- СЕРИЯ FX — КОМБИ ПЕЧИ ANGELO PO
- FX101G3 10 ГАЗОВЫХ КОМБИНИРОВАННЫХ ПЕЧЕЙ GN 1/1, 10 ГАЗОВЫХ ПЕЧЕЙ, ТОП-МОДЕЛЬ
 org/BreadcrumbList»>
org/BreadcrumbList»>- Модель FX101G3
- Код продукта 1.
 302.01.06.01.18
302.01.06.01.18 - Конвектомат Pişirme Ekipmanları Group
- Pişirme Ekipmanları Тип Газ
- Торговая марка ANGELO PO
- Происхождение ИТАЛИЯ
— 1 +
добавить в корзинуХарактеристики продукта
Цифровой дисплей и библиотека программ,
Автоматическое снижение энергопотребления с функцией ECO,
Полуавтоматическая управляемая мойка,
Конструкция зоны приготовления: AISI 304 и AISI 316
Газ (кВт): 19,5
Размеры (мм): 920x874x730
900 02 Документы
- Документ CE
- Руководство пользователя
Сопутствующие товары
N’DUSTRIO KİŞİSEL VERİLERIN KORUNMASI POLİTİKASI
6698 sayılı Kişisel Verilerin Korunması Kanunu («KVKK») uyarınca, Şirketimiz tarafından, Veri Sorumlusu sıfatıla, kişisel verileriniz, iş amaçlarıyla bağlı olarak, as ağıda açıklandığı cerçevede kullanılmak, kaydedilmek, saklanmak, güncellenmek, aktarılmak ve/veya sınıflandırılmak suretiyle işlenecektir. Bu kapsamda Şirketimiz tarafından başta özel hayatın gizliliği olmak üzere, kişilerin temel hak ve özgürlüklerini korumak ve kişisel verilerin korunması amacıyla düzenlenen Kanun ve Yönetmelikler gereğ ince Şirketimiz, kişisel verilerinizin hukuka aykırı olarak işlenmesini önleme, hukuka aykırı olarak erişilmesini onleme ve muhafazasını sağlama amacıyla, uygun güvenlik düzeyini temin etmeye yönelik tüm teknik ve idari tedbirleri almaktadır.
Bu kapsamda Şirketimiz tarafından başta özel hayatın gizliliği olmak üzere, kişilerin temel hak ve özgürlüklerini korumak ve kişisel verilerin korunması amacıyla düzenlenen Kanun ve Yönetmelikler gereğ ince Şirketimiz, kişisel verilerinizin hukuka aykırı olarak işlenmesini önleme, hukuka aykırı olarak erişilmesini onleme ve muhafazasını sağlama amacıyla, uygun güvenlik düzeyini temin etmeye yönelik tüm teknik ve idari tedbirleri almaktadır.
Бу метнин хедеф китлеси, Ширкетимиз чалышанлары вейя Ширкетимизе иш башвурусу япмиш олан чалишан адайлары дишиндаки, Ширкетимиз тарафындан кишисел верилери ишленен tüm gerçek kişilerdir.
Veri sorumlusu sıfatıyla işlenen kişisel verilere, burada belirtilenlerle sınırlı sayıda olmamak üzere aşağıda yer verilmektedir;
İsim, soy isim, T.C. kimlik numarası, адрес, телефон numarası, адрес электронной почты, imza, fiziksel mekan/güvenlik görüntü kaydı, çağrı merkezi/hizmet kalitesi ses kaydı, banka hesap numarası, cookie kayıtları
Kişisel verilerin işlenme amaçları ve hukuki sebepleri ; Tarafınızca paylaşılan kişisel verileriniz;
- Şirketimiz tarafından sunulan ürün ve hizmetlerden sizleri ve/veya temsil ettiğiniz kurum ve kuruluşları faydalandırmak için, Şirketimizin ticari ve iş stratejilerinin belirlenmesi ve uygulanması, pazarlama faaliyetlerinin yapılması, iş geliştirme ve planlama faaliyetlerinin gerçekleştirilmesi dahil ve fakat bunlarla sınırlı olmamak üzere gerekli çalışmaların yütülmesi ,
- Şirketimiz tarafından yürütülen iletişime yönelik idari operasyonların yürütülmesi,
- Şirketimizin kullanımda olan lokasyonların fiziksel güvenliğinin ve denetiminin sağlanması,
- İş ortağı/müşteri/tedarikçi (yetkili veya çalışanları) ilişkilerinin kurulması,
- İş ortaklarımız, tedarikçilerimiz veya sair üçüncü kişilerle birlikte sunulan ürün ve hizmetlere ilişkin sözleşme gereklerinin ve finansal mutabakatın sağlanması,
- Şirketimizin insan kaynakları politikalarının yürutülmesi,
- Şirketimizin çağrı merkezinin aranması veya internet sayfasının kullanılması
ve/veya
- Şirketimizin düzenlediği eğitim, seminer veya organizasyonlara katılım sağlanması amacıyla işlenecektir.

Kişisel verilerin toplanma ve saklanma yöntemi ; Şirketimizle paylaştığınız kişisel verileriniz, otomatik ya da otomatik olmayan yöntemlerle, ofisler, şubeler, cağrı merkezi, интернет-сайты, sosyal medya mecraları, mobil uygulamalar ve benzeri vasıtalarla sözlü, yazılı ya elektronik olarak toplanabilir. Kişisel verileriniz elektronik ve/veya fiziksel ortamlarda saklanacaktır. Şirketimiz tarafından temin edilen ve saklanan kişisel verilerinizin saklandıkları ortamlarda Yetkisiz erişime maruz kalmamaları, manipülasyona uğramamaları, kaybolmamalari ve zarar görmemeleri amacıyla gereken i ş süreçlerinin tasarımı ile teknik güvenlik altyapı geliştirmeleri uygulanmaktadır.
Kişisel verileriniz, size bildirilen amaçlar ve kapsam dışında kullanılmamak kaydı ile gerekli tüm bilgi güvenliği tedbirleri de alınarak işlenecek ve yasal saklama süresince veya böyle bir süre öngörülmemişse işleme amacının gerekli kıldığı süre boyunca saklanacak ve işlenecektir. Bu süre sona erdiğinde, kişisel verileriniz silinme, yok edilme ya da anonimleştirme yöntemleri ile Şirketimizin veri akışlarından çıkarılacaktır.
Bu süre sona erdiğinde, kişisel verileriniz silinme, yok edilme ya da anonimleştirme yöntemleri ile Şirketimizin veri akışlarından çıkarılacaktır.
Kişisel Verilerin aktarılması ;
Kişisel verileriniz, Kanunlar ve sair mevzuat kapsamında ve açıklanan amaçlarla;
- Türk Telekomünikasyon A.Ş. ve Türk Telekomünikasyon grup şirketlerine,
- Yetki vermiş olduğumuz, Şirketimiz nam ve hesabına faaliyette bulunan şirketler, temsilcilerimize,
- Düzenleyici ve denetleyici kurumlara, kişisel verilerinizi tabi olduğu kanunlarında açıkça talep etmeye Yetkili olan kamu kurum veya kuruluşlara,
- Belirtilen amaçlar kapsamında iş ortaklıkları, tedarikçi ve yüklenici şirketler, bankalar, kredi risk ve finans kuruluşları ve sair gerçek veya tüzel kişilere,
- Vergi ve benzeri danışmanlara, yasal takip süreçleri ile ilgili zorunlu kişilere, kurum ve kuruluşlara ve denetimciler de dahil olmak üzere danışmanlık aldığımız üçüncü kişile ре ве бунларла сынырлы олмаксызин, юрт ичинде ве юрт дишинда, юкарида белиртилен амачарла иш ортаклары, хизмет алынан ючюнджу киши, йткилендилен kişi ve kuruluşlara aktarılabilecektir.
KVKK’nın 11. maddesi gereği haklarınız ; ширкетимизе башвурарак, кишисел верилеризин;
- Ишленип ишленмедицини Огренме,
- İşlenmişse bilgi talep etme,
- İşlenme amacını ve amacına uygun kullanılıp kullanılmadığını ögrenme,
- Yurt içinde / yrt dışında aktarıldığı 3. kişileri bilme,
- Exik / yanlış işlenmişse düzeltilmesini isteme,
- KVKK’nın 7. maddesinde öngörülen şartlar çerçevesinde silinmesini / yok edilmesini isteme,
- Aktarıldığı 3. kişilere yukarıda sayılan (e) ve (f) bentleri uyarınca yapılan işlemlerin bildirilmesini isteme,
- Münhasıran otomatik sistemler ile analiz edilmesi nedeniyle aleyhinize bir sonucun ortaya çıkmasına itiraz etme,
- Kanuna aykırı olarak işlenmesi sebebiyle zarara uğramanız halinde zararın giderilmesini talep etme haklarina sahipsiniz.
KVK Kanunu’nun 13. maddesinin 1. fıkrası gereğince, yukarıda belirtilen haklarınızı kullanmak ile ilgili talebinizi, yazılı olarak veya Kişisel Verileri Koruma Kurulu’nun belirledi ği diğer yöntemlerle Şirketimize iletebilirsiniz.