
Монтаж подшипников — правила установки
Чтобы эффективно использовать полные возможности деталей крепления необходимо обратить внимание на несколько моментов и тщательно осуществить их подбор, а так же для удлинения срока службы, перед включением, необходимо стоит обратить внимание на особенности при установке как крепится подшипник в корпус и на вал.
Не мало важно обратить внимание на то, как правильно хранить, осуществлять установку и демонтаж изделия, как подаётся смазка и какая она, а так же прочие моменты по уходу за элементами подшипника. Почти треть всех поломок устройств происходит по мнению специалистов именно потому, что должным образом не была изучена в тонкостях инструкция по установке и обслуживанию подшипникового механизма.
Обязательным условием установки — сухое помещение, в котором нет излишней влажности, не проникает пыль и грязь. Нельзя делать крепления и устанавливать механизмы там, где рядом работает режущие станки по металлу, так как в процессе работы появляются стружка и нежелательные брызги и капли охлаждающей эмульсии.
Чтобы обезопасить подшипники и посадочные места от попадания нежелательных жидкостей и различных включений в неблагоприятном и незащищённом месте в цеху, нужно и более эффективно в этих целях использовать техническую бумагу, пропитанную маслом или парафином или фольгирование.
Есть несколько правил для правильной подготовки перед закреплением подшипника или надевания его к валу или в трубу:
- Нужно заранее перед самими установкой подготовить весь необходимый набор комплектующих, расходников, инструментов для монтажа, различных дополнительных приборов и технической документации;
- Провести уборку и внимательно проверить есть ли загрязнения и дефекты на корпусе, валах, сальниках и других деталях. Главное уделить внимание на отверстия с резьбой, каналы и канавки-углубления, которые собирают смазку при работе и она может быть старой и отработанной, а так же проверить всё на наличие металлической стружки после проточки;
- Поэтапно определить порядок действия по чертежам и подготовить посадочные места, перед самим процессом запрессовки или посадки подшипников на вал;
- Удалить излишки и остатки состава формовки, зазубрины и другие изъяны в неразборных элементах корпуса, которые не использовались при предварительной механизированной обработке;
- Обязательно внимательно проверить соответствие деталей сборного узла заданным документацией параметрам.
 И только при соблюдении установленных техническими стандартами допусков возможна обозначенная функциональность узла;
И только при соблюдении установленных техническими стандартами допусков возможна обозначенная функциональность узла; - Необходимо использовать кольцевые калибры, синусные линейки и специальные измерительный инструмент для занесения данных в журнал учёта сборки.
Учёт и проверка параметров должен производиться при температуре выше нуля. Обратить внимание, где находились крупногабаритные элементы и если они были до начала работ в неотапливаемом холодном складе, необходимо подождать некоторое время до 6 часов в теплом складу для нагрева.
Правила установки роликовых подшипников
При насадке на вал роликовых подшипников главное усилие необходимо направить только через внутреннюю обойму, а при запрессовке в корпус, наоборот на наружную. Необходимо производить работы по установке в полном покое, не допускать ударное или динамическое воздействие на сам подшипник или установку. Крепление на вал и в корпус необходимо делать одновременно равномерно с обоих концов без перекосов.
Если нет возможности использовать подручными оригинальными инструментами для установки деталей, недопустимыми в подручных инструментах ударные усилия на поверхность сепараторов и при этом необходимо применить прокладку, смягчающую негативное действие инструмента. Для установки можно использовать втулку из сплава меди или незакалённого стального сплава.
Для установки подшипников на вал с усилием и в натяг, необходимо нагреть перед этим элемент с помощью индукции и только потом насадить с применением некоторого усилия на подшипник. Маркированная сторона подшипника должна остаться снаружи.
Чтобы гарантировать отсутствие повреждения поверхности при работе с крупногабаритными элементами необходимо использовать специальные приспособления — гидравлические распоры, гарантирующие отсутствие повреждения поверхностей и которые при этом повышают производительность работ. Применим этот метод установки подшипника с внутренним диаметром более 150 мм.
Как производить монтаж подшипников качения
К подшипникам качения относится достаточно много разновидностей деталей, установка которых различается последовательностью действий и методологией:
- Радиальные роликовые ш/п, имеющие одно съемное кольцо без бортиков и внутреннюю обойму с роликами, устанавливается раздельно.
 Если на валу оба элемента подобного типа, установить дополнительную опорную деталь, которая для прочной фиксации и недопущения люфта по оси. Однобуртовые монтируются враспор для того, чтобы закрепить вал.
Если на валу оба элемента подобного типа, установить дополнительную опорную деталь, которая для прочной фиксации и недопущения люфта по оси. Однобуртовые монтируются враспор для того, чтобы закрепить вал. - Перед тем как приступить к установке игольчатого подшипника, вал предварительно покрыть пластичной смазкой. Если нет внутреннего кольца, во внешнюю обойму набить смазочный материал, установить игольчатые компоненты, ввести монтажную втулку, соблюдая посадочный зазор, который может составлять от 0,1 до 0,2 мм, а затем аккуратно вставить в посадочное место, проверив фиксацию. При монтаже рабочими поверхностями выступает наружная часть вала и внутренняя втулки. Боковыми ограничителями служат различные детали с конфигурацией колец на сопряженных компонентах. У этого типа подшипников нет сепараторов, прилегание компонентов препятствуют перекосу при эксплуатации.
- При установке подшипника стиральной машины следует придерживаться рекомендаций производителя и поэтапной схемы разборки бытовой техники.
 Традиционно во всех стиралках с фронтальной загрузкой установлено два подшипника в корпусе бака, для замены которых потребуется демонтировать верхние и боковые панели, двигатель и систему патрубков.
Традиционно во всех стиралках с фронтальной загрузкой установлено два подшипника в корпусе бака, для замены которых потребуется демонтировать верхние и боковые панели, двигатель и систему патрубков.
- Детали, которые насаживаются на вал с предварительно вставленной крепежной втулкой, закрепить специальной гайкой. Чтобы не допустить защемления компонентов качения, которое может возникнуть при деформировании внутренней обоймы, проверить степень затяжки, вращая рукой наружное кольцо;
- При монтаже упорных одинарных подшипников, сначала насаживается на вал внутренняя обойма, а большая запрессовывается в корпусную деталь. Следует большое внимание обратить на зазор между наружным кольцом и стенкой посадочного места в корпусе;
- Монтируя радиально-упорные варианты, имеющие съемную наружную обойму, сначала устанавливайте на вал внутреннее кольцо, а затем в корпусную деталь наружное.
 Перед производством работ проверьте посадочные места и наличие смазки;
Перед производством работ проверьте посадочные места и наличие смазки; - Для равномерного восприятия подшипником осевых нагрузок, они ставятся попарно.
Особенности монтажа подшипников скольжения
Элементы подобного типа востребованы во многих производственных отраслях, особенно в случаях, когда нет возможности использования ш/п качения.
Основное распространение изделия подшипников скольжения получили при сборке агрегатов, имеющих валы:
- функционирующие под воздействием больших ударных и вибрационных нагрузок, в прокатных станах, гидромолотах, двигателях внутреннего сгорания и пр;
- значительных диаметров, в гидравлических турбинах;
- установленные в высокоскоростных механизмах, работающих в агрессивной среде, условиях повышенной влажности и пр.
А также в шпинделях металлорежущих станков, опорных конструкциях телескопических установок, бытовой технике. Основными частями ш/п скольжения является вкладыш и корпус, который может быть разъемным и цельным.
Монтаж подшипников скольжения состоит из нескольких этапов:
- стыковка втулки и корпусной детали с натягом, посредством посадки запрессовкой, с разогревом или холодной;
- чтобы предотвратить проворачивание, внутренняя часть крепится винтом или насаживается на бронзовую шпонку;
- вал предварительно окрашивается, вводится во втулку и несколько раз проворачивается возвратно-поступательными движениями. Так происходит подгонка для упрочнения фиксации.
Это основные правила для крепления элементов такого типа. Придерживаясь их, вы исключите возникновение проблем с эксплуатацией и продлите срок их использования.
Схемы установки радиально-упорных подшипников
Радиально-упорные подшипники, имеют перпендикулярные и параллельные нагрузки.
О-образная
Подобный вариант монтажа еще именуется спина к спине, что подразумевает: линии распределения нагрузки направлены к оси подшипника. Используя подобную методику, воспринимается одинаковое воздействие в обе стороны, на каждый приходится действующее едино-направленное усилие.
Используя подобную методику, воспринимается одинаковое воздействие в обе стороны, на каждый приходится действующее едино-направленное усилие.
Положительными аспектами является возможность восприятия подшипниковым узлом импульсных краткосрочных нагрузок и гарантия повышенной жесткости соединения.
Х-образная
В деталях, смонтированных по подобной схеме, которую еще называют лицом к лицу, вектор распределения нагрузки направлен к оси подшипника, воспринимая воздействие в обе стороны.
При таком способе установки сборный узел хуже воспринимает моментные воздействия.
Тандем
При невозможности выдерживать существующие осевые и радиальные силовые и динамические нагрузки одним подшипником, для обеспечения необходимой работоспособности агрегата применяется метод установки тандем, при котором детали монтируются однонаправленно. Радиальные и осевые силовые нагрузки распределяются одинаково между подшипниками.
Сборный узел выдерживает нагрузку только в заданном направлении, поэтому при угрозе действующего усилия с другой стороны, рекомендуется дополнительная установка еще одного подшипника, чтобы компенсировать нагрузки.
Особенности установки выжимного подшипника
Выжимной подшипник является одним из основных компонентов узла сцепления транспортных средств, установленного между двигателем и КПП. Его задачей является размыкание потока при нажатии педали. Специальный привод смещает подшипник по направляющей на валу к корзине, надавливая на диафрагму. В разных т/с используются механические и гидравлические детали. Для установки следует придерживаться определенного алгоритма:
- демонтировать коробку переключения передач, чтобы получить доступ к прочим узлам;
- отвести оконечности фиксатора, где муфта стыкуется со стаканом;
- извлечь подшипник из втулки одновременно с муфтой и пружинным держателем, отжав 4 крепежа;
- осмотреть старый компонент на предмет наличия дефектов, проверить посадочное место и сопредельные узлы;
- перед монтированием нового подшипника проверить наличие люфта и возможность свободного вращения;
- смонтировать деталь на направляющую втулку и зафиксировать пружинным приспособлением вместе с муфтой, предварительно нанеся обильную смазку;
- проверив должную посадку, поставить на место КПП.

Подобный способ описывает замену подшипника на легковом автомобиле ВАЗ, при установке выжимного подшипника на МАЗ и других грузовых транспортных средств, следует руководствоваться детальной инструкцией и рекомендациями производителя техники. Желательно использовать специализированные приспособления и ремонтные работы производить в сервисном центре, особенно это актуально для машин на гарантии.
Установка ступичного подшипника
При невозможности посещения автосервиса и выполнении работ по замене подшипника передней ступицы легкового автомобиля самостоятельно, следует предварительно подготовить все необходимые инструменты, смазку и ремкомплект. Машина фиксируется надежными упорами, предотвращающими скатывание, включается первая скорость.
Затем все мероприятия по установке ступичного подшипника выполняются в заданной последовательности:
- снять колпак с колеса, ослабить гайку с помощью торцевого ключа или шестигранной головки;
- приподнять автомобиль домкратом, проверить устойчивость;
- выкрутить болты, убрать колесо, узел тормозных колодок аккуратно вывесить, чтобы предотвратить порчу шланга;
- снять диск, вкрутить в монтажные отверстия подготовленные шпильки или болты до выхода с обратной стороны до 2 мм;
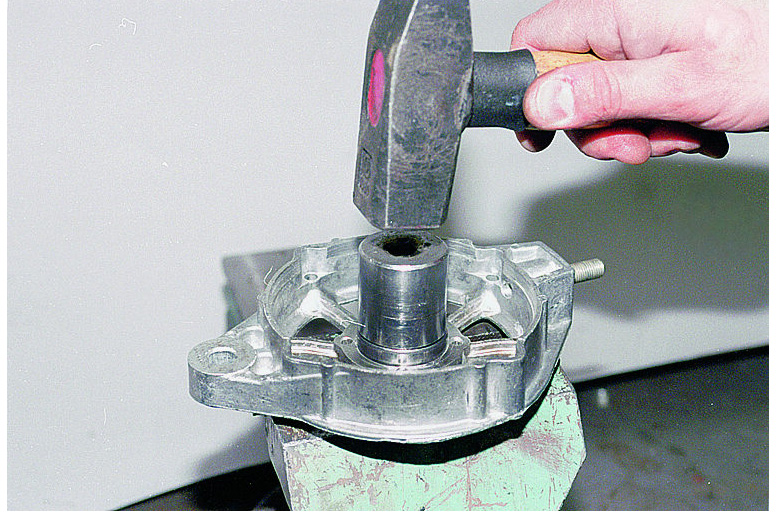
- ударив молотком по оконечности шпилек выпрессовать ступицу;
- снять подшипник, проверить посадочное место на предмет изъянов, нанести новую смазку и установить приготовленный подшипник;
- выполнить сборку в обратной последовательности.

В зависимости от модификации транспортного средства и года выпуска, методика может быть иной. Не рекомендуется производить ремонт самостоятельно с автомобилем, имеющими действующую гарантию.
Помогите найти подшипник | Страница 2
traktor909
Местный
#21
#21
Подшипник износился, либо смазки мало,либо демпфера нет между рейкой и колонкой
induke
Модератор
#22
#22
капролавсан на башмаках по 10 лет работает а там нагрузочка то побольше.
к тому же у тебя был подшипник качения а станет скольжения а он тоже нагрузки в 20 раз больше держит какбы — площадь же а не 6-10 точек касания на шариках.
IMPRINT
Абориген
#23
#23
induke написал(а):
капролавсан на башмаках по 10 лет работает а там нагрузочка то побольше.
к тому же у тебя был подшипник качения а станет скольжения а он тоже нагрузки в 20 раз больше держит какбы — площадь же а не 6-10 точек касания на шариках.
Нажмите для раскрытия…
Про башмаки так себе пример.
Если уж смотреть на автопром, то все шкивы, типа кондея и генератора на подшипниках. Если и втулки — то медь, бронза и подобное. Даже на том же моторчике печки втулки совсем не капролон/втопопласт. Даже на роликах и скейтах колёса на подшипниках.
Из распространенных примеров замены подшипника на капролон — задняя балка Пежо/Ситроен, но у нормальных машин там тупо сайлентблок и все вращение происходит за счёт упругости резины, живёт это десятками лет.
Касательно площади — можно двухрядный подшипник шириной 18мм внедрить.
F.LIZ
Партнер форума
#24
#24
IMPRINT написал(а):
И ещё мне тут накинули идею заменить подшипник на капролон.
На сколько это мракобесие в подобном соединении?
Нажмите для раскрытия…
На века, если капролон хороший а вал отполирован в пятне контакта. У Таврии в рулевой рейке опорная втулка из него штатно.Все удары в нее 30…50ткм ходила деталь.
traktor909
Местный
#25
#25
В рулевой колонке пофиг что ставить, все будет работать
IMPRINT
Абориген
#26
#26
F. LIZ написал(а):
LIZ написал(а):
На века, если капролон хороший а вал отполирован в пятне контакта. У Таврии в рулевой рейке опорная втулка из него штатно.
Все удары в нее 30…50ткм ходила деталь.
Нажмите для раскрытия…
Здесь так же втулка, но из какого-то пластика, между валом и подшипником. Она вообще без исноса, но она крутится вместе в валом и внутренней обоймой подшипника.Ну и 50ткм не сказать, что космос. Здесь подшипник отходил где-то 200ткм.
F.LIZ
Партнер форума
#27
#27
Есть время и желание, ставь подш.
Мало времени, много желания, попробуй пластик.
Нет времени и желания, продавай как есть! )
Я когда то собирал заднюю ступицу 2108 с дико прослабленной посадкой, в итоге подложил полоску из алюм банки, сточив у нее края, плавный переход как у лезвия сделал, обхватил ей половину обоймы по окружности и загнал все это прессом.
Нормально вышло, для того времени очень даже.
IMPRINT
Абориген
#28
#28
F.LIZ написал(а):
Есть время и желание, ставь подш.Мало времени, много желания, попробуй пластик.

Нет времени и желания, продавай как есть! )
Я когда то собирал заднюю ступицу 2108 с дико прослабленной посадкой, в итоге подложил полоску из алюм банки, сточив у нее края, плавный переход как у лезвия сделал, обхватил ей половину обоймы по окружности и загнал все это прессом.
Нормально вышло, для того времени очень даже.
Нажмите для раскрытия…
Без руля продавать не солидно, да и только купил.Пластик — примерно как вариант бу колонка, вроде лучше, но не радикально.
Про подкладку думал. Думал даже у токаря типа оправки для подшипника сделать, с толщиной стенки 0.15 для компенсации разного диаметра подшипника. Но, даже если у токаря получится сделать такую оправку , её скорее всего сломает на этапе запрессовки, ибо вставляется подшипник только с одной стороны, а длина вала примерно пол метра.
induke
Модератор
#29
#29
IMPRINT написал(а):
типа оправки для подшипника сделать
Нажмите для раскрытия. ..
..
santos
Старожил
#30
#30
IMPRINT написал(а):
Касательно площади — можно двухрядный подшипник шириной 18мм внедрить.
Нажмите для раскрытия…
А вот такой ширины есть — https://podtrade.ru/product/26497/
IMPRINT
Абориген
#31
#31
santos написал(а):
А вот такой ширины есть — https://podtrade. ru/product/26497/
ru/product/26497/
Нажмите для раскрытия…
О нем и речь. Благо в доступности и дешёвые .
IMPRINT
Абориген
#32
#32
induke написал(а):
керном набей погуще и продавай))) эпоксидкой в догонку намажь)))
Нажмите для раскрытия…
Я не для продажи. Так бы изоленты синей подмотал.
sprut74
Новичок
#33
#33
Болячка всех гольфов. . столкнулся с ней на мк2
. столкнулся с ней на мк2
втулку из капролона можно расточить только в корпусе замка, материал мягкий и при запрессовке сядет на пару десяток, либо пройтись разверткой (где ее взять?) да и втулка 7 мм это хрень будет, в рулевых рейках она 20-25 мм.
Выход тут только один — это подобрать подшипник меньшего диаметра, выточить кольцо переходное, нагреть корпус и запрессовать
P1010а016.JPG
1.9 MB Просмотры: 13
sprut74
Новичок
#34
#34
0. 3 мм втулку можно элементарно накаткой накатать в токарном станке, из баллночика от дезадоранта
3 мм втулку можно элементарно накаткой накатать в токарном станке, из баллночика от дезадоранта
IMPRINT
Абориген
#35
#35
sprut74 написал(а):
Болячка всех гольфов.. столкнулся с ней на мк2
втулку из капролона можно расточить только в корпусе замка, материал мягкий и при запрессовке сядет на пару десяток, либо пройтись разверткой (где ее взять?) да и втулка 7 мм это хрень будет, в рулевых рейках она 20-25 мм.
Выход тут только один — это подобрать подшипник меньшего диаметра, выточить кольцо переходное, нагреть корпус и запрессовать
Нажмите для раскрытия. ..
..
Сток втулка садится в подшипник именно не толщину подшипника — 7мм, общая её высота мм 12. Причём толщина стенки у этой втулки где то 1-1.5мм. Сделана она из непонятного пластика, чем то близкого к резине. Но по втулке проблемы нет — она в идеале. Фото, как это выглядит, прилагаю.
Следующее — втулка из капролона. Вал снят, подшипник тоже есть. Можно проточить втулку с запасом, например 32.1/32.2мм внешний диаметр под подшипник с внутренним 32мм. Поскольку все в руках, то можно применять посадку на вал и после посадку подшипника на втулку. И медленно уменьшать до нужного. Особого натяга в стоке нет, все легко снимается рукой. Фото, как стоит втулка на валу так же прилагаю.
Теперь сама конструкция (тоже приложил фото). Труба рулевой колонки сверху меньшего диаметра, чем по основной длине, для установки туда металлической направляющей втулки. Стало быть подшипник прессуется только с одной стороны. Длина вала где-то пол метра. Вариант сделать втулку накаткой поэтому и отменяется — на такой длине трубы подлезть/поправить не получится и, скорее всего, эту втулку помнет либо при внедрении её же, либо при прессовке в неё подшипника.

Вариант с подбом подшипника диаметром меньше тоже сомнительный — этот 32/47.3 и он, имхо, уже слишком дохлый. Искать подшипник ещё более дохлый желания никакого.
Сейчас мысли такие: подшипник взять 32/47/18, под него проточить посадочное место на валу по высоте (10.3мм видимо придётся выбирать и с вала и с буртика втулки, где-то 7 и 3.3мм, ибо на валу глубоко проточить не даст кольцо для блокировки замка зажигания). Сделать под него втулку по нужным размерам взамен родной из непонятного пластика. После сделать металлическую втулку с внутренним диаметром 47мм, а внешним с запасом. Запрессовать в эту втулку подшипник. После зажать эту втулку в станок и проточить сначала одну половину до 47.3, после перевернуть и вторую. А далее эту сборную конструкцию прессовать в трубу рулевой колонки.
4fd5692s-960.jpg
157.9 KB Просмотры: 14
abd5692s-960.
 jpg
jpg171.6 KB Просмотры: 14
6835692s-960.jpg
563 KB Просмотры: 13
sprut74
Новичок
#36
#36
<Сделать под него втулку по нужным размерам взамен родной из непонятного пластика. После сделать металлическую втулку с внутренним диаметром 47мм, а внешним с запасом. Запрессовать в эту втулку подшипник. После зажать эту втулку в станок и проточить сначала одну половину до 47.3, после перевернуть и вторую>не получится проточить до стенки 0. 3 раскатает и сдерет, думаю нужно сначала накатать стаканьчик и после завальцевать его на подшипнике (вручную) а после забить его в корпус.
3 раскатает и сдерет, думаю нужно сначала накатать стаканьчик и после завальцевать его на подшипнике (вручную) а после забить его в корпус.
делал так на gm-овской рулевой рейке(верхний подшипник)
можно еще проще берешь сверло елку и сверлиш в фанере 3-4 отверстия Ф- 52,50,47, далее отожгешь консервную банку, вырежешь круг,
сначала разчекань сферу а затем пробей оправкой с подшипником через отверстия, все легко обожмется, останется обрезать и завальцевать кромку по фаске подшипника
35/47/7 я бы взял такой, а насчет дохлости, так пром подшипники и норм стали сделаны а не как у фв из гамна
Последнее редактирование:
IMPRINT
Абориген
#37
#37
sprut74 написал(а):
<Сделать под него втулку по нужным размерам взамен родной из непонятного пластика. После сделать металлическую втулку с внутренним диаметром 47мм, а внешним с запасом. Запрессовать в эту втулку подшипник. После зажать эту втулку в станок и проточить сначала одну половину до 47.3, после перевернуть и вторую>
После сделать металлическую втулку с внутренним диаметром 47мм, а внешним с запасом. Запрессовать в эту втулку подшипник. После зажать эту втулку в станок и проточить сначала одну половину до 47.3, после перевернуть и вторую>не получится проточить до стенки 0.3 раскатает и сдерет, думаю нужно сначала накатать стаканьчик и после завальцевать его на подшипнике (вручную) а после забить его в корпус.
делал так на gm-овской рулевой рейке(верхний подшипник)
можно еще проще берешь сверло елку и сверлиш в фанере 3-4 отверстия Ф- 52,50,47, далее отожгешь консервную банку, вырежешь круг,
сначала разчекань сферу а затем пробей оправкой с подшипником через отверстия, все легко обожмется, останется обрезать и завальцевать кромку по фаске подшипника
35/47/7 я бы взял такой, а насчет дохлости, так пром подшипники и норм стали сделаны а не как у фв из гамна
Нажмите для раскрытия…
Насчёт говна — прямо в точку. Внешняя обойма легко гнется пассатижами на оригинальном подшипнике.
На счёт идеи с вальцовкой спасибо — завтра попробую.
Если брать подшипник с внутренним диаметром 35мм, то придётся ещё упорную шайбу делать под металлическую втулку, которая сверху идёт. В стоке она как раз опирается на внутреннюю обойму подшипника, а здесь ляжет на капролон. Как бы лишние детали.
Но все ясно станет завтра, после совещания с токарем, сам я ни навыками, не оборудованием для такого не располагаю.
IMPRINT
Абориген
#38
#38
Всю токарке сделали.Осталось решить вопрос с компенсацией разницы внешнего диаметра подшипников три десятки, т.
 е. эти три десятки нужно как то наростить.
е. эти три десятки нужно как то наростить.Про такой экстравагантный метод кто-нибудь слышал?
IMPRINT
Абориген
#39
#39
А вопрос конкретно в чем — если в подшипнике пластиковый сепаратор, то он обуглится от таких извращений?
maksimikys
Абориген
#40
#40
Я думаю если без интузиазма, с перерывом и с охлаждением, то все нормально будет.
Frantz Производство — Статус
Предоставление высококачественных специализированных продуктов на протяжении более 100 лет
… Roll Easy с FRANTZ®
Произошла ошибка…
Не удалось найти URL-адрес или, возможно, он был переименован… Если вы считаете, что это правильный URL-адрес, убедитесь, что URL-адрес написан правильно.
Если проблема не устранена, свяжитесь с нами по телефону 815.625.7063 или по электронной почте.
Выбор продукта
Щелкните здесь
Ударопрочность
FRANTZ делает все возможное
предоставить лучшее в отрасли
конвейерные колеса!
Нажмите здесь, чтобы узнать больше.
Сертификаты качества и отраслевые стандарты
|
|
2023 Производственная компания FRANTZ.
Как определить посадку вала и корпуса подшипника
Правильная посадка вала и корпуса имеет жизненно важное значение для срока службы ваших подшипников. Существует несколько типов посадки вала и корпуса. Несколько факторов будут определять подходящее решение для вашего приложения. Не бегло просматривайте выбор посадки подшипника. Плохой дизайн или неправильный выбор подгонки настраивают приложение на постоянный сбой.
Существует несколько типов посадки вала и корпуса. Несколько факторов будут определять подходящее решение для вашего приложения. Не бегло просматривайте выбор посадки подшипника. Плохой дизайн или неправильный выбор подгонки настраивают приложение на постоянный сбой.
При неплотной посадке подшипники будут проскальзывать (непреднамеренное перемещение из места установки или внутри него) или повреждаются. Неплотная посадка также может привести к растрескиванию дорожки качения из-за отсутствия поддержки внутреннего или внешнего кольца. При слишком тугой посадке подшипник резко теряет свою эффективность, рабочие температуры повышаются, а окружающий шум увеличивается.
Выбор правильной посадки подшипника сведет к минимуму отказы. Исправление посадки также может быть очень сложным, в зависимости от приложения. Как правило, для доступа к валу и корпусу требуется полная разборка. Решить такую проблему в полевых условиях практически невозможно. Подгонка подшипников не гламурна, но ее правильное выполнение избавит вас от утомительного ремонта.
При выборе посадки на вал и корпус для каждого применения необходимо учитывать множество факторов:
- Вращается ли внутреннее кольцо или нет
- Какой тип нагрузки создается приложением и ее направление
- Отверстие подшипника и наружный диаметр
- Само приложение
Несмотря на то, что не так часто встречается фактор, подшипник и корпус материалы также имеют значение при определении правильной посадки. Алюминий будет расширяться больше, чем сталь, что потребует различных подгонок, даже если все остальные переменные останутся прежними. Прежде чем начать процесс выбора, мы обсудим общие положения. Давайте взглянем.
Учитывайте тип посадки подшипника
A посадка с зазором или скользящая посадка, всегда оставляйте зазор между отверстием подшипника и валом или наружным кольцом и корпусом. Установка обычно проста из-за дополнительного зазора. Если посадка слишком свободная, вы можете столкнуться с проблемами, когда подшипник может проскальзывать или вращаться либо на валу, либо внутри корпуса, особенно при наличии вибрации. Это вращение будет генерировать тепло и приведет к преждевременному выходу подшипника из строя.
Установка обычно проста из-за дополнительного зазора. Если посадка слишком свободная, вы можете столкнуться с проблемами, когда подшипник может проскальзывать или вращаться либо на валу, либо внутри корпуса, особенно при наличии вибрации. Это вращение будет генерировать тепло и приведет к преждевременному выходу подшипника из строя.
Посадка с натягом полностью противоположна посадке с зазором. В этой посадке, часто называемой запрессовкой, возникает натяг между кольцом подшипника и его сопрягаемой частью. Отверстие подшипника меньше диаметра вала или наружного диаметра подшипника. больше, чем отверстие вашего корпуса. Это вмешательство затруднит сборку деталей, и, как правило, потребуется их запрессовка на место или использование тепловой посадки для облегчения сборки.
Как следует из названия, переходная посадка находится где-то между двумя описанными выше. В зависимости от фактических размеров отверстия и вала подшипника или наружного кольца и корпуса может иметь место посадка с зазором или с натягом. Результирующая посадка будет зависеть от допусков двух точек контакта – либо отверстия подшипника и вала, либо корпуса и наружного диаметра подшипника.
Результирующая посадка будет зависеть от допусков двух точек контакта – либо отверстия подшипника и вала, либо корпуса и наружного диаметра подшипника.
Одинаковая посадка вала и корпуса будет необычной. Одна посадка требует посадки с зазором, другая, как правило, вращающееся кольцо, требует посадки с натягом. Вращающееся кольцо требует такой посадки с натягом, потому что при приложении нагрузки к более слабой посадке может произойти проскальзывание и потеря эффективности, а в конечном итоге повреждение поверхности или фреттинг-коррозия. Часто применение вибраций или встряхивателей отличается от описанного выше. Неправильная посадка может привести к преждевременному выходу подшипника из строя.
Этапы определения посадки на вал
Большинство общих применений включают вращение внутреннего кольца и постоянную радиальную нагрузку. В этих условиях мы рекомендуем посадку с натягом между валом и отверстием подшипника. Уровень помех будет увеличиваться при более тяжелых нагрузках. Когда состояние вала стационарно и радиальная нагрузка постоянна, возможна посадка с умеренным зазором между валом и отверстием подшипника.
Когда состояние вала стационарно и радиальная нагрузка постоянна, возможна посадка с умеренным зазором между валом и отверстием подшипника.
Выбор правильной посадки корпуса
Посадка на корпус может отличаться от посадки на вал, и часто так бывает. Как и при посадке на вал, наилучшая посадка определяется многими условиями. Следует учитывать вращение внутреннего или наружного кольца, тип нагрузки и то, насколько легко должно быть установить или снять подшипник с корпуса.
В первую очередь следует учитывать вращение внутреннего кольца подшипника и его отношение к радиальной нагрузке. Величина радиальной нагрузки также будет влиять на выбор посадки. При неопределенном или изменяющемся направлении нагрузки избегайте посадок с зазором. Кроме того, используйте посадку с зазором для применений с аксиально разъемным корпусом, чтобы избежать деформации наружных колец подшипника.
Применение теории к примерной ситуации
Представьте, что вы устанавливаете подшипник в электродвигатель. Какой тип вала и корпуса вам нужен? Сначала рассмотрим особенности приложения. В этой ситуации ваше внутреннее кольцо будет вращаться, направление приложенной нагрузки будет постоянным, а внешнее кольцо будет неподвижным.
Какой тип вала и корпуса вам нужен? Сначала рассмотрим особенности приложения. В этой ситуации ваше внутреннее кольцо будет вращаться, направление приложенной нагрузки будет постоянным, а внешнее кольцо будет неподвижным.
Давайте уточним и воспользуемся следующими размерами: вал 20 мм с шариковым подшипником 6204 (0,787402″ x 1,85039″) (внутренний диаметр x внешний диаметр). В этом случае вам понадобится посадка с натягом на валу, потому что вращается внутреннее кольцо. Переходная посадка наиболее подходит для отверстия в корпусе, поскольку она облегчает установку, а также смещение при снятии.
Изучив таблицу в нашем Каталоге шарикоподшипников Axis, обратите внимание, что подходят посадки на вал k5 размером 0,7875–0,7878 дюйма и на корпус J7 размером 1,850–1,851 дюйма. Конечно, это только один пример. Для вашего приложения вам нужно заранее иметь общее представление о том, какими должны быть подгонки. Как только вы узнаете, нужна ли вам посадка с натягом, зазором или переходной посадкой, в каталоге могут быть указаны конкретные размеры, основанные на внутреннем и внешнем диаметрах рассматриваемого подшипника.