
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 882 Опубликовано Обновлено
Содержание
- 1 Преимущества сварки полуавтомата
- 2 Выполнение работы своими руками
- 3 Виды сварных швов
- 4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
- Преимущества сварки полуавтомата
- Выполнение работы своими руками
- Виды сварных швов
- Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
Как варить полуавтоматом тонкий металл
О чем статья:
Как варить полуавтоматом тонкий металл — с газом и без него
Полуавтоматическая сварка получила большую популярность при сварке тонколистового металла из нержавеющей стали и цветных металлов. Можно варить полуавтоматом и чугун, зная, как это правильно делается.
В общем, там, где нужно получить хорошее качество сварного шва, используют полуавтоматы для сварки.
В последние годы наблюдается существенный недостаток информации на рынке среди электриков относительно преимуществ установки стабилизаторов напряжения.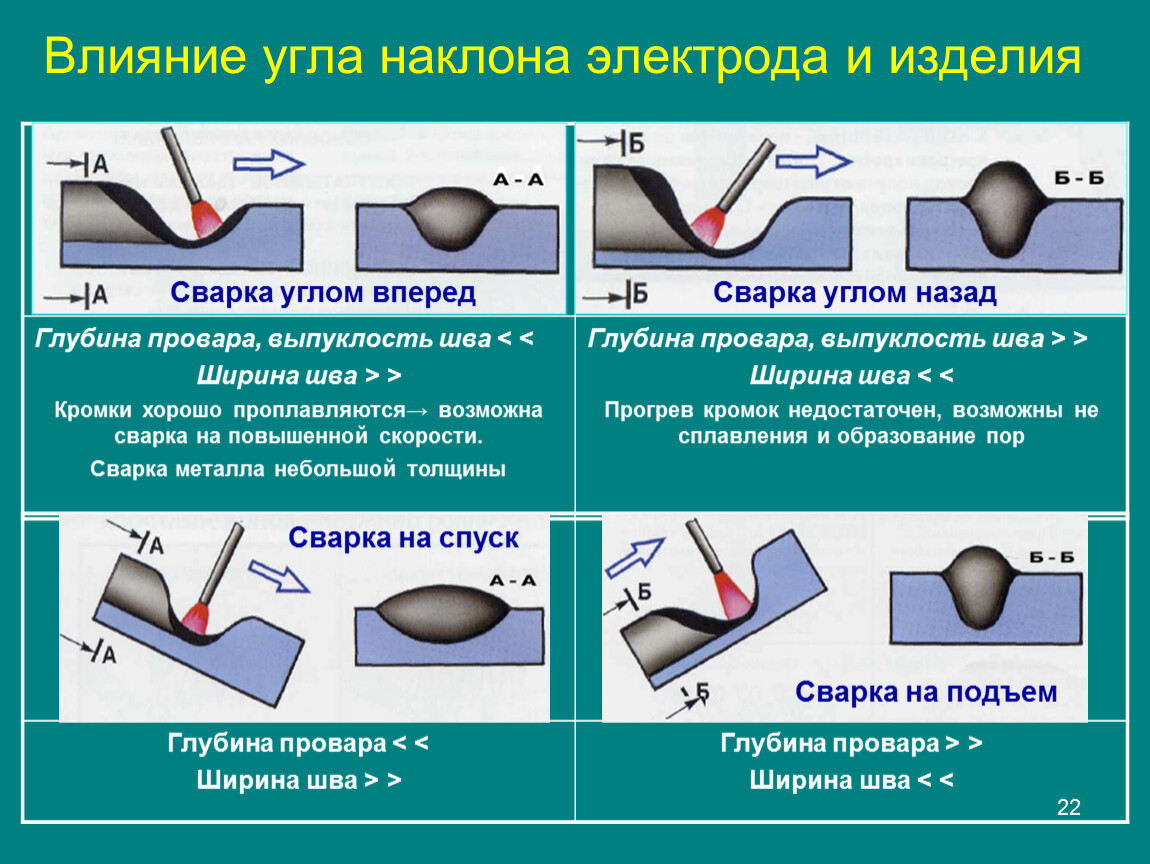 Многие ошибочно полагают, что стабилизатор напряжения не так уж и нужен и полезен в электроустановке, или наоборот, это некая «роскошь». В сочетании с отсутствием ликвидности или необходимостью снижения затрат они сознательно решили не устанавливать стабилизатор. Если вы не знаете где купить качественней стабилизатор тогда мы вам поможем стабилизаторы напряжения ЭНЕРГОТЕХ достойный и проведений вариант.
Многие ошибочно полагают, что стабилизатор напряжения не так уж и нужен и полезен в электроустановке, или наоборот, это некая «роскошь». В сочетании с отсутствием ликвидности или необходимостью снижения затрат они сознательно решили не устанавливать стабилизатор. Если вы не знаете где купить качественней стабилизатор тогда мы вам поможем стабилизаторы напряжения ЭНЕРГОТЕХ достойный и проведений вариант.
Плюсы сварки полуавтоматом
Сварка инверторным полуавтоматом имеет огромное количество положительных сторон:
- Она идеально подходит для новичков;
- При сварке полуавтоматом нет шлака;
- Не нужны электроды;
- При полуавтоматической сварке практически отсутствует разбрызгивание металла.
Что касается недостатков, то они связаны в первую очередь с тем, что нужен газ, поэтому оборудование для полуавтоматической сварки достаточно громоздкое. Также, варить полуавтоматом неудобно в сильный ветер, поскольку сквозняк сдувает защитный газ, что плохо сказывается на сварочном соединении.
Как подготовить полуавтомат к работе
Сначала инверторный полуавтомат для сварки нужно заправить сварочной проволокой, установив катушку в аппарат. Используя специальный механизм для протяжки, нужно отрегулировать степень натяжения проволоки.
В том случае, когда используется катушка несколько большего диаметра, чем нужно, следует воспользоваться специальным адаптером. Проволока выводится из механизма примерно на 15 см, после чего её излишняя длина обрезается.
Далее нужно установить баллон с газом, проверить, снабжена ли система предохранителями. Обязательно следует обратить внимание на то, правильный ли был выбран режим сварки полуавтоматом, а также подходящий ли в баллоне газ для сваривания какого-то конкретного металла.
Сварка полуавтоматом для начинающих
Варить бытовым инверторным полуавтоматом можно различные по толщине металлы, начиная от 0,2 мм и заканчивая 4 мм и выше. Здесь все во многом зависит от мощности полуавтомата, силы сварочного тока, а также диаметра используемой проволоки для сварки

Несмотря на простоту использования полуавтомата, при сварке следует придерживаться следующих советов:
- Крайне важно выбрать правильный режим сварки полуавтоматом;
- Тонкий металл варят полуавтоматической сваркой на пониженных токах, до 75 Ампер;
- Скорость подачи сварочной проволоки выше, чем при сваривании толстых металлов;
- Вести горелку вдоль сварочного шва нужно равномерно, чтобы не появились наплывы металла или не образовался прожог;
- Точечную сварку полуавтоматом всегда лучше начинать от центра заготовки.
Чтобы сварной шов полуавтоматом получился красивым, нужно тщательно очистить металл. Это очень важно и для собственной безопасности, ведь следы краски и других загрязнений способны выделять вредные испарения, которые могут оказывать вредное воздействие на человеческий организм.
При сварке тонких металлов полуавтоматом выдерживают угол между поверхностью и горелкой в 45 градусов. При этом присадочный материал должен обладать продолжительным периодом плавления.
Перед сваркой тонкого металла необходимо досконально изучить весь технологический процесс, поскольку это поможет избежать многих распространённых ошибок.
Как сваривать тонкий металл: пошаговое руководство (2023)
Последнее обновление
Работа с более тонкими металлическими листами усложнена. Избыток тепла может привести к выгоранию. Меньшее количество тепла приводит к недостаточному проплавлению сварного шва и создает хрупкие соединения. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас есть плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких сварочных процедур. Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Все эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
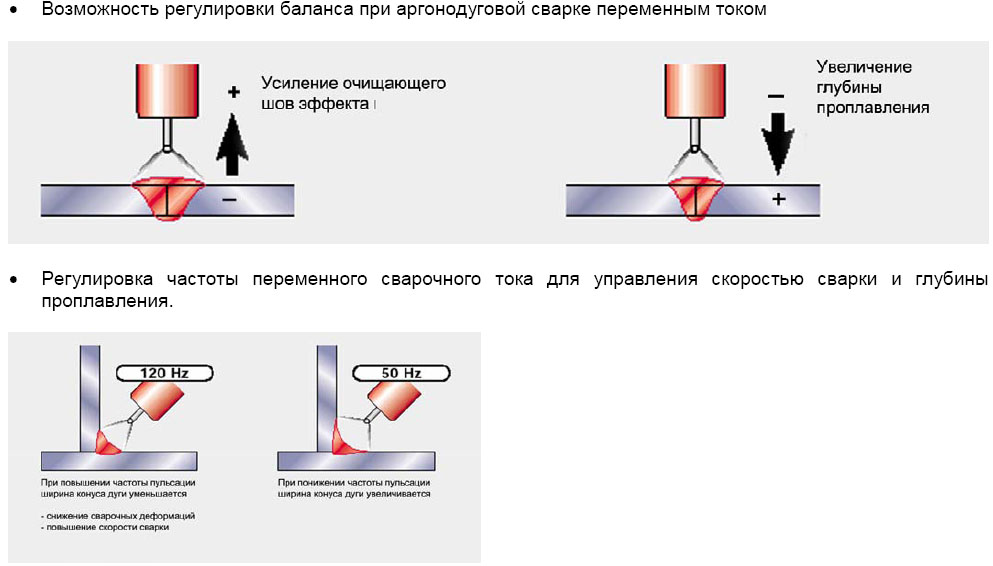
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сваркиС помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает искривление сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
Защитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Положительная или обратная полярность анода подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock Выбор присадочного металла Используйте присадочный металл (проволоку), который тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
- Если у вас есть опыт, вы сможете легко управлять сварочным пистолетом MIG.
- Спусковой крючок сварочной горелки оснащен функцией регулировки запуска и остановки.
- Сварные швы MIG эстетичны.
- Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.

Недостатки сварочного аппарата MIG
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсный метод
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений. А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Этот подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Применение подходящей настройки мощности и правильной педалиВ нормальных условиях машины TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металлТорированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам диаметром 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4.0 International Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если вы бьете или плетете факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
- Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
- Это идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения для сварщиков TIG
- Технику сварки TIG могут применять только профессиональные сварщики.
- Этот режим сварки использует гораздо более крутую кривую обучения.
- По сравнению с методом сварки MIG новичкам требуется больше времени для изучения аппарата TIG.
 Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией Public Domain CC0 Skip WeldingВы уменьшаете деформацию и неравномерный вид сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которой каждая секция предрасположена одновременно, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Опорные стержни Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Создание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG. Это потому, что это дает вам улучшенный контроль над тепловой мощностью.
Сварка MIG значительно удобнее в использовании. Большинство людей используют автоматизированных роботов для выполнения задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите свой идеальный метод сварки тонкого металла
Сварка тонкого металла не должна вас пугать. Это еще одна часть задачи, которую вы должны научиться осваивать и развивать свой опыт. Не каждый из нас каждый раз начинает сварку каждого типа металла безупречно.
Сварка требует практики, опыта и концентрации, чтобы выполнять ее хорошо. Кроме того, некоторые материалы гораздо труднее сваривать по сравнению с другими.
Не забудьте потратить время и воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более продуктивными, если вы уделите поставленной задаче то внимание, которого она требует.
Рекомендуемое изображение: Studio 72, Shutterstock
Подготовка образца твердого сплава методом ТЭМ полуавтоматической полировкой клиньев
Лицензия
Нелицензированный
Требуется аутентификация
Опубликовано
12 августа 2013 г.
TEM-Probenpräparation eines Hartmetalls mittels halbautomatischem «Полировка клиньев»
- С. М. Ноймайер , Э. Фиссталер , С. Файстритцер и В. Гроггер
Из журнала «Практическая металлография»
https://doi.org/10.3139/147.110224
Abstract
Спеченные твердые металлы, такие как соединения карбида вольфрама, представляют собой проблему для подготовки образцов для ПЭМ из-за различных свойств отдельных компонентов. В частности, когда требуются как очень тонкие, так и большие площади, например, для исследований в области наноанализа, традиционные методы подготовки, такие как ионное измельчение и подготовка FIB, часто не позволяют получить образцы необходимого качества. В этом исследовании описывается приготовление твердого металла, состоящего из соединения карбида вольфрама/кобальта, с помощью метода, называемого «клиновидная полировка», а также результаты сопутствующих исследований ПЭМ. Обсуждается влияние процедуры подготовки на кристаллографическую структуру материала, а также представлен процесс последующей обработки для удаления этих артефактов.
В этом исследовании описывается приготовление твердого металла, состоящего из соединения карбида вольфрама/кобальта, с помощью метода, называемого «клиновидная полировка», а также результаты сопутствующих исследований ПЭМ. Обсуждается влияние процедуры подготовки на кристаллографическую структуру материала, а также представлен процесс последующей обработки для удаления этих артефактов.
Kurzfassung
Sinterhartmetalle wie beispielsweise Wolframcarbidverbindungen sind aufgrund unterschiedlicher Eigenschaften der einzelnen Bestandteile eine Herausforderung in der TEM-Probenpräparation. Insbesondere dann, wenn sowohl sehr dünne als auch große Flächen benötigt werden, z. B. für Untersuchungen im Bereich der Nanoanalytik, sind herkömmliche Präparationstechniken wie die Ionendünnung und die Präparations mittels FIB часто unzureichend, um Proben einer erforderlichen Qualität herzustellen. Diese Untersuchung beschreibt die Preparation eines Hartmetalls aus einer Wolframcarbid/Cobalt-Verbindung mittels des sogenannten «Wedge Polishing», der Herstellung einer keilförmigen Probe mittels Schleifen bzw. Polieren, und präsentiert die Ergebnisse begleitender TEM-Untersuchungen. Diskutiert wird der Einfluss des Präparationsverfahrens auf die kristallographische Struktur des Werkstoffs. Ferner wird ein Nachbehandlungsverfahren zur Beseitigung solcher Artefakte präsentiert.
Polieren, und präsentiert die Ergebnisse begleitender TEM-Untersuchungen. Diskutiert wird der Einfluss des Präparationsverfahrens auf die kristallographische Struktur des Werkstoffs. Ferner wird ein Nachbehandlungsverfahren zur Beseitigung solcher Artefakte präsentiert.
Ссылки / Литература
[1] Williams, D.B.; Carter, CB: Transmission Electron Microscopy, 2nd edition, Springer, New York, USA, 200910.1007/978-0-387-76501-3Search in Google Scholar
[2] Ayache, J.; Бонье, Л.; Бумендиль, Дж.; Эрет, Г.; LaubD.: Справочник по подготовке образцов для просвечивающей электронной микроскопии – методы, Springer, Нью-Йорк, США, 201010.1007/978-1-4419-5975-1Поиск в Google Scholar
[3] Klepeis, S.J.; Бенедикт, Дж.; Андерсон, Р. М.: Инструмент для шлифовки/полировки для подготовки образцов для ТЭМ, в: Mater. Рез. соц. Симп. Proc.155 (1988) 179–184Поиск в Google Scholar
[4] Мхоян К.; Макканьяно-Захер, С.; Киркланд, Э.; Силкокс, Дж.: Ультрамикроскопия 108 (2008) 791–80210.
[5] Маккефри, Дж.; Фанеф, М .; Мэдсен, Л.: Ультрамикроскопия87 (2001) 97–10410.1016/S0304-3991(00)00096-6Поиск в Google Scholar
[6] Барна, А.; Печ, Б .; Menyhard, M.: Ultramicroscopy70 (1998) 161–1710.1016/S0304-3991(97)00120-4Поиск в Google Scholar
[7] Centre National de la Recherche Scientifique; Аяче, Дж.: Трансмиссионная электронная микроскопия (ПЭМ): руководство по восстановлению образцов – руководства по методологии, (2011 г.) http://temsamprep.in2p3.fr/guides_methodologiques.php?lang=engПоиск в Google Scholar
[8] Эберг, Э.; Монсен, А.Ф.; Типбелл, Т .; Хелвоорт, А.В.; Holmstad, R.: J. Electron Microsc.57 (2008) 175–17910.1093/jmicro/dfn018Search in Google Scholar
[9] Traeholt, C.; Вен, Дж.; Свечников, В.; Делсинг, А .; Zandbergen, H.: Physica C206, (1993) 318–32810.1016/0921-4534(93)90531-TSsearch in Google Scholar
[10] Ayache, J.; Альбареде, П.: Ультрамикроскопия60 (1995) 195–20610.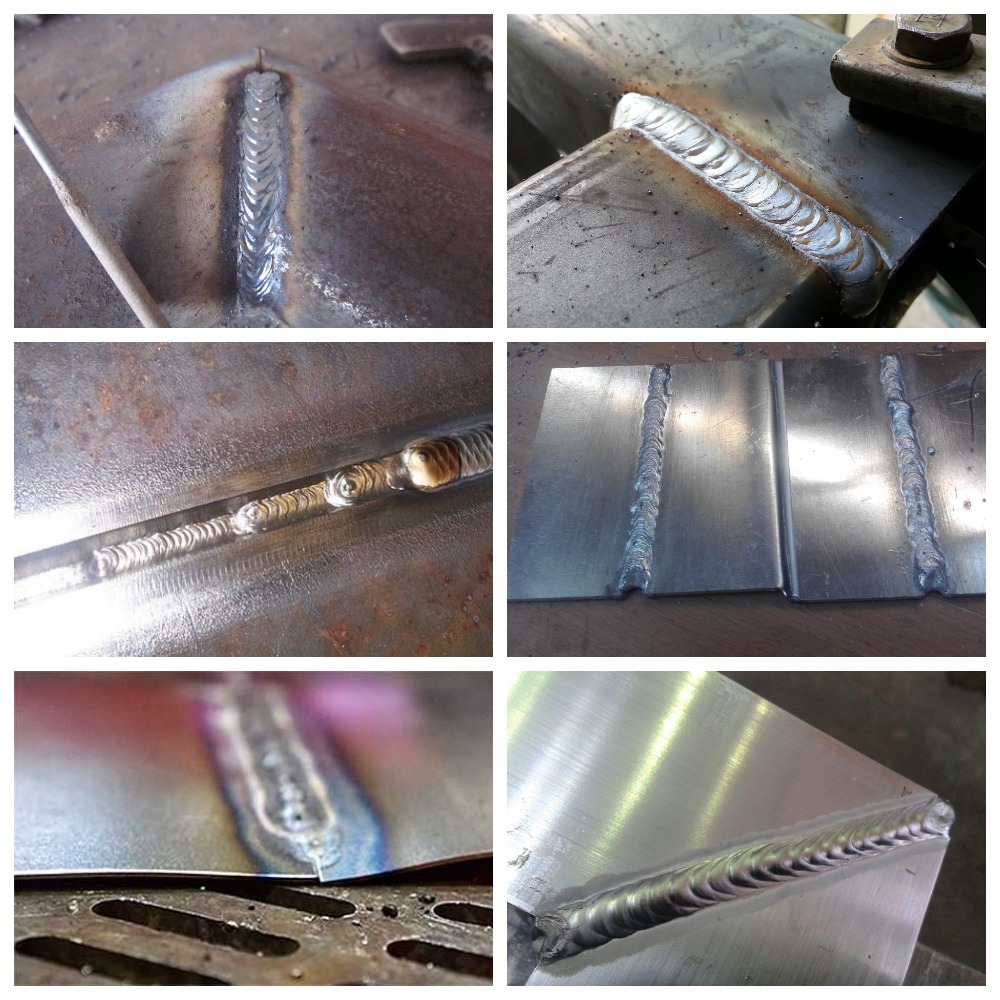 1016/0304-3991(95)00073-8Поиск в Google Scholar
1016/0304-3991(95)00073-8Поиск в Google Scholar
[11] Боттон, Г. А.; Лазар, С .; Дуайер, К.: Ультрамикроскопия110 (2010) 926–93410.1016/j.ultramic.2010.03.008Поиск в Google Scholar
[12] Hay, R.S.; Уэлч, Дж. Р.; Cinibulk, MK: Thin Solid Films 308–309 (1997) 389–39210.1016/S0040-6090(97)00673-1Search in Google Scholar
[13] Hay, R.S.; Уэлч, Дж. Р.; Cinibulk, MK: Подготовка образцов керамических покрытий на керамических волокнах с помощью трансмиссионной электронной микроскопии, в: Mater. Рез. соц. Симп. Proc.408 (1997) 3–17Поиск в Google Scholar
[14] Chraskaa, T.; Кинг, А .: Прибой. Пальто. Техн.157 (2002) 238–24610.1016/С0257-8972(02)00181-0Поиск в Google Scholar
[15] Voyles, P.; Грацул, Дж.; Мюллер Д.: Ультрамикроскопия96 (2003) 251–27310.1016/S0304-3991(03)00092-5Search in Google Scholar
[16] Сидоров М.В.; Смит, Д. Дж.: Просвечивающая электронная микроскопия поперечного сечения наноструктур на основе кремния, в Mater. Рез. соц. Симп. Proc. 441 (1996) 773–77810.1557/PROC-441-773Поиск в Google Scholar
441 (1996) 773–77810.1557/PROC-441-773Поиск в Google Scholar
[17] Като, Н.; Маруяма, Х .; Сака, Х.: J. Electron Microsc.50 (2001) 9–1310.1093/jmicro/50.1.9Поиск в Google Scholar
[18] Wang, J.Y.; Льюис, LH; Чжу, Ю .; Уэлч, Д.; Продавцы, К.; Бранаган, Д.; Панчанатан, В.: J. Appl. Phys.81 (1997) 5094–509610.1063/1.365186Поиск в Google Scholar
[19] Smith, D. J.; Каллен, Д.А.; Чжоу, Л.; Маккартни, MR: Microelectron. Reliab.50 (2010) 1514–151910.1016/j.microrel.2010.07.155Search in Google Scholar
[20] Okuno, H.; Такегути, М .; Мицуиси, К.; Го, X .; Фуруя, К.: J. Electron Microsc.57 (2008) 1–510.1093/jmicro/dfm034Поиск в Google Scholar
[21] Чен, Дж.; Айви, Д.: Micron33 (2002) 489–49210.1016/S0968-4328(01)00038-5Поиск в Google Scholar
[22] Смитон, Т.; Капперс, MJ; Барнард, Дж. С.; Викерс, Массачусетс; Хамфрис К. Дж.: Прил. физ. Lett.83 (2003) 5419–542110.1063/1.1636534Поиск в Google Scholar
[23] Ayache, J.; Бонье, Л.; Бумендиль, Дж. ; Эрет, Г.; Лауб, Д.: Справочник по подготовке образцов для просвечивающей электронной микроскопии – Методология, Спрингер, Нью-Йорк, США, 201010.1007/978-1-4419-5975-1Поиск в Google Scholar
; Эрет, Г.; Лауб, Д.: Справочник по подготовке образцов для просвечивающей электронной микроскопии – Методология, Спрингер, Нью-Йорк, США, 201010.1007/978-1-4419-5975-1Поиск в Google Scholar
Получено: 15.11.2012
Принято: 7.01.2013
Опубликовано в Интернете: 12.08.2013
90 002 Опубликовано в печати: 15.05.2013© 2013, Carl Hanser Verlag, München
Цитировать эту статью
- МДА
- АПА
- Гарвард
- Чикаго
- Ванкувер
Neumayer, S. M., Fisslthaler, E., Feistritzer, S. и Grogger, W.. «Подготовка образцов твердого металла с помощью TEM полуавтоматической клиновой полировки» Practical Metallography , vol. 50, нет. 5, 2013, стр. 304-317. https://doi.org/10.3139/147.110224
M., Fisslthaler, E., Feistritzer, S. и Grogger, W.. «Подготовка образцов твердого металла с помощью TEM полуавтоматической клиновой полировки» Practical Metallography , vol. 50, нет. 5, 2013, стр. 304-317. https://doi.org/10.3139/147.110224
Ноймайер, С., Фиссталер, Э., Фейстрицер, С. и Гроггер, В. (2013). Подготовка образцов твердого сплава для ТЭМ методом полуавтоматической полировки клиньев. Практическая металлография , 50 (5), 304-317. https://doi.org/10.3139/147.110224
Ноймайер, С., Фисслталер, Э., Фейстрицер, С. и Гроггер, В. (2013) Подготовка образца твердого металла для ТЭМ с помощью полуавтоматической полировки клиньев. Практическая металлография, Vol. 50 (выпуск 5), стр. 304-317. https://doi.org/10.3139/147.110224
Neumayer, S.M., Fisslthaler, E., Feistritzer, S. and Grogger, W.. «Подготовка образцов твердого металла методом полуавтоматической клиновой полировки» Практическая металлография 50 , нет. 5 (2013): 304-317.