
Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата. Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
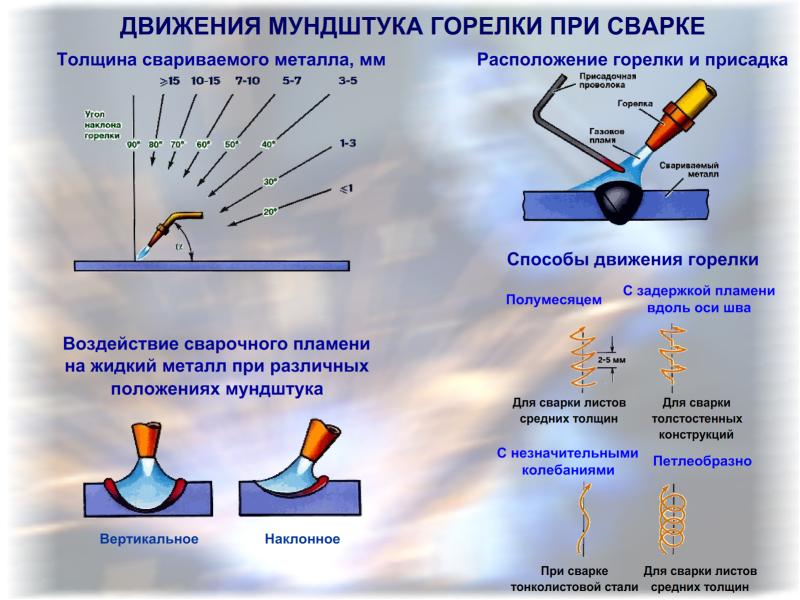
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
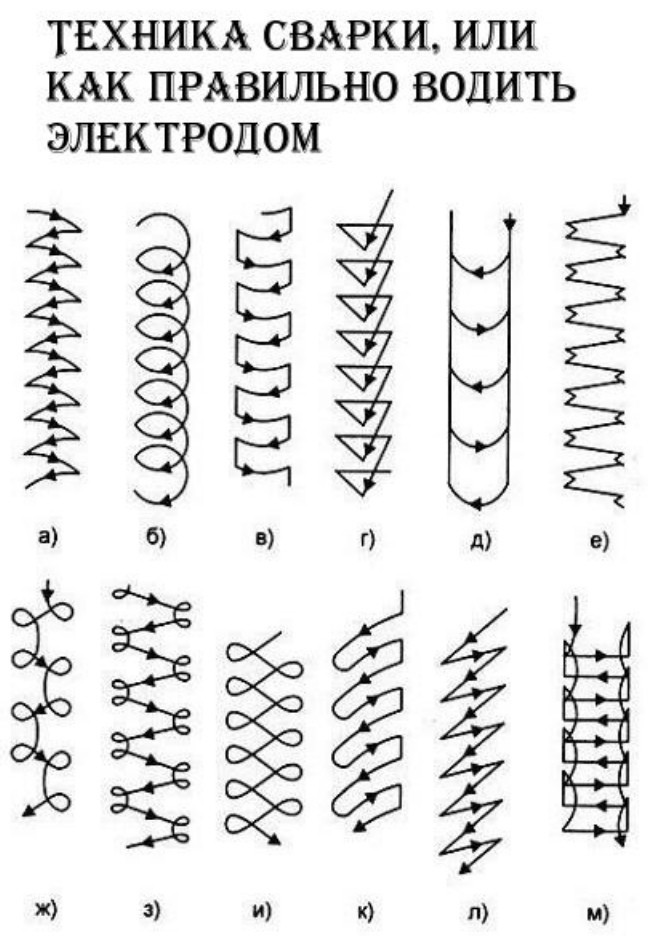
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
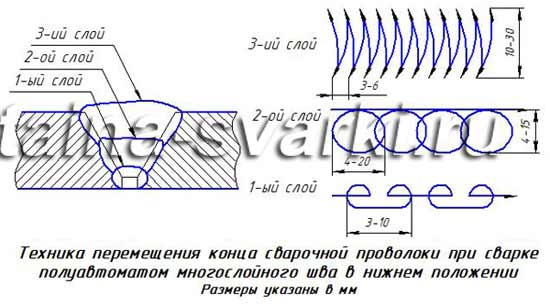
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ. Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон; - Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
Можно ли варить полуавтоматом на морозе и как правильно?
О чем статья:
Можно ли варить полуавтоматом на морозе и как правильно?
Сварка полуавтоматом предполагает использование газовой защитной среды. Однако как все мы знаем, газ на морозе замерзает и меняет свои свойства. Поэтому и назревает вполне обоснованный вопрос о том, можно ли варить полуавтоматом на морозе.
Поэтому и назревает вполне обоснованный вопрос о том, можно ли варить полуавтоматом на морозе.
На самом деле не все так печально как это может показаться. Да, газ замерзает, но смотря какой. Например, варить с СО2 можно даже при -30 градусов и никаких при этом проблем не будет. Главное следить за тем, чтобы не было конденсата, который может замёрзнуть при сильном морозе.
Можно ли варить полуавтоматом на морозе
Однозначный ответ, что да, варить на морозе полуавтоматом можно. Единственные проблемы при этом, которые могут возникнуть, заключаются в образовании конденсата, и обмерзании редуктора. Кстати, именно с замерзшим редуктором чаще всего и возникают проблемы при сварке углекислотой на морозе.
Редуктор на баллоне может замёрзнуть даже при незначительной отрицательной температуре, и это факт. Для устранения данной проблемы, если приходится часто варить полуавтоматом на морозе, лучше всего будет приобрести специальный редуктор с подогревом.
В таком случае мороз нестрашен, и можно спокойно заниматься сварочными работами зимой.
Правила сварки полуавтоматом зимой
Ниже вашему вниманию будут представлены рекомендации по сварке полуавтоматом на морозе. Следовать им или нет, вы решаете на свой страх и риск. Это просто советы, которые помогут варить полуавтоматом зимой без проблем и замерзания газа.
Итак, ряд следующих советов для сварки газом зимой:
- Используйте редуктор с подогревом;
- Не кладите баллон с СО2 набок;
- Откажитесь от сварки полуавтоматом в ветреную погоду;
- Если полуавтомат занесли с холода в теплое помещение, варить сразу нельзя, нужно выждать время пока полуавтомат просохнет;
- Можно подогревать место сварки зимой тепловой пушкой, если на улице совсем уж холодно.
Проблем со сваркой на сильном морозе возникает достаточно. Подвержены морозу и инверторы ручной дуговой сварки, у которых подчас отказывается работать система охлаждения. В данном случае просто не работает вентилятор (замерзают подшипники и смазка).
При хранении сварочных аппаратов вообще стоит придерживаться одного главного правила: хранить лучше инверторы при положительной температуре.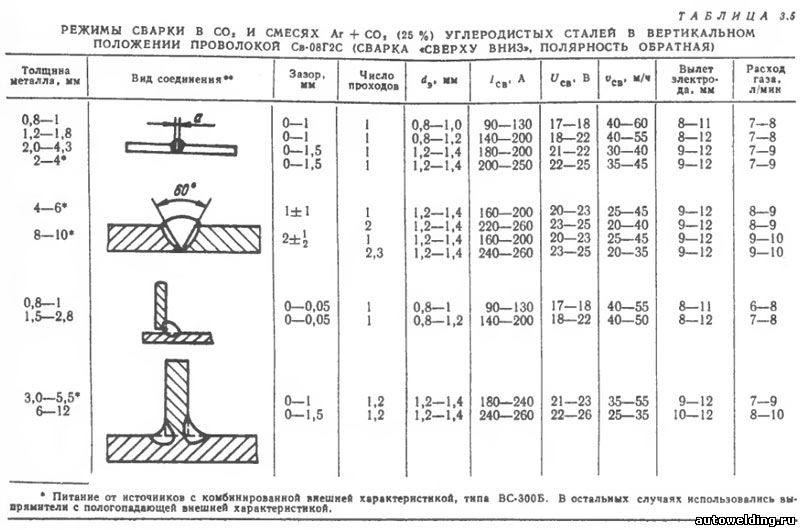
Ну и последнее, помимо всего прочего, не стоит сбрасывать со счетов и рекомендации производителя, которые вы всегда можете найти в инструкции к своему сварочному аппарату. Здесь очень важно обратить внимание на такие параметры, как ресурс и диапазон рабочих температур.
Никакой производитель инвертора не возьмётся за гарантийный ремонт, если пользователь нарушил какое-то одно из правил, касающееся эксплуатации сварочного аппарата. Таким образом, вы сможете не только сохранить работоспособность инвертора, но и полную гарантию на него от производителя.
Из каких элементов состоит основная сварочная полуавтоматическая система?
Literature guidesConcept explainersWriting guidePopular textbooksPopular high school textbooksPopular Q&ABusinessAccountingEconomicsFinanceLeadershipManagementMarketingOperations ManagementEngineeringBioengineeringChemical EngineeringCivil EngineeringComputer EngineeringComputer ScienceElectrical EngineeringMechanical EngineeringLanguageSpanishMathAdvanced MathAlgebraCalculusGeometryProbabilityStatisticsTrigonometryScienceAdvanced PhysicsAnatomy and PhysiologyBiochemistryBiologyChemistryEarth ScienceHealth & NutritionNursingPhysicsSocial ScienceAnthropologyGeographyHistoryPolitical SciencePsychologySociology
Learn
Напишите
плюс
журнал в
Сварка: принципы и приложения (список курсов MindTAP)8th Edition
ISBN: 9781305494695
. ? См. похожие книги
? См. похожие книги
Дуговая сварка металлическим газом. 1R
Глава 11, Задача 1R
Из каких элементов состоит основная сварочная полуавтоматическая система?
Детали, из которых состоит базовая полуавтоматическая сварочная система.
Оборудование для полуавтоматической GMA-сварки: источник питания, подача защитного газа, схема переключения, сварочная горелка, трубопровод, устройство подачи электрода, подача электрода, силовые кабели, регулярная подача защитного газа и шланг для защитного газа.
Базовая полуавтоматическая сварочная установка GMA состоит из элементов, перечисленных ниже:
- Источник питания:
Источник питания необходим для поддержания работы оборудования без перерывов и послаблений сварщика.
- Подача защитного газа:
Подача защитного газа необходима для предотвращения окисления сварного шва.
- Регулятор расходомера защитного газа:
Для полуавтоматической сварочной машины требуется расходомер для регулировки количества защитного газа, необходимого для сварки.
- Шланг защитного газа:
Это основной компонент, необходимый для подачи защитного газа из баллона в сварочную горелку.
- Цепь переключателя:
Это схема, которая содержит контроль тока, напряжения и скорости перемещения электродного пистолета.
- Сварочный пистолет:
Сварочная горелка является основным компонентом, необходимым для удержания электрода в нужном положении во время процесса сварки.
- Трубопровод и контроль сварки:
Кабелепровод необходим для защиты электрода от повреждения и деформации при подаче электрода от устройства подачи к пистолету.
- Устройство подачи электродов:
Электрод должен подаваться с постоянной скоростью для лучшего качества сварки, таким образом, требуется устройство подачи электрода, чтобы обеспечить подачу электрода к сварному шву с постоянной скоростью.

- Силовые и рабочие кабели:
Силовые кабели необходимы для подачи питания к машине, так как ток, протекающий через электрод, имеет большую силу тока, для этого требуются сильноточные кабели, которые могут выдерживать ток большой величины.
Заключение:
Таким образом, оборудование для полуавтоматической сварки GMA включает в себя источник питания, подачу защитного газа, схему переключения, сварочную горелку, трубопровод, устройство подачи электродов, подачу электродов, силовые кабели, защитный газ, обычный и защитный. газовый шланг.
Хотите увидеть больше полных решений, подобных этому?
Подпишитесь сейчас, чтобы получить доступ к пошаговым решениям миллионов задач из учебников, написанных экспертами в данной области!
шеврон_левый
Предыдущий CHEVRON_LEFT
ГЛАВА 10, Задача 27R
CHEVRON_RINGE
Следующая CHEVRON_RIGHT
ГЛАВА 11, Задача 2R10
WELDVIND: Принцип и приложения (MIDTAP ED). ISBN: 9781305494695
ISBN: 9781305494695Автор: Ларри Джеффус
Издатель: Cengage Learning
Бесполезно? См. похожие книги
Сварка: принципы и применение (список курсов MindTap)
Дуговая сварка металлическим газом. 1R
Китайский производитель станков для резки жестяных листов, Сварщик швов жестяных банок, Поставщик машин для формования жестяных банок
Горячие продукты
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){ }}
each(imageUrls, функция(imageUrl){ }}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Жестяная пластина Slitter
,
Сварщик швов жестяных банок
,
Машина для производства жестяных банок
,
Полуавтоматическая консервная банка . .. .. | |
| Год основания: | 2005-07-04 | |
| Основные рынки: | Южная Америка, Юго-Восточная Азия/Ближний Восток, Африка | |
| Условия платежа: | ЛК, Т/Т, Вестерн Юнион | |
| Доступность OEM/ODM: | Да |
Компания Jiujiang Yongxin Can Equipment Co. , Ltd расположена в городе Цзюцзян провинции Цзянси и специализируется на производстве различных машин для производства жестяных банок, автоматических линий по производству жестяных банок и полуавтоматических линий по производству жестяных банок.
, Ltd расположена в городе Цзюцзян провинции Цзянси и специализируется на производстве различных машин для производства жестяных банок, автоматических линий по производству жестяных банок и полуавтоматических линий по производству жестяных банок.
Наша основная продукция:
1). 0,2-5 л может производить автоматическую и полуавтоматическую линию,
2). прямоугольник 1-4L может делать auto&semi автоматическую линию,
3). Ведро конуса 10-20L делая автоматическую и полуавтоматическую линию,
4). Ведро цилиндра 10-20L делая автоматическую и полуавтоматическую линию,
5). Полуавтоматическая линия квадратной банки 18 л.
…
Просмотреть все
Образец банки
6 шт.1-5L автоматическая линия по производству консервных банок для химических красок
Автоматическая линия для изготовления банок с коническими ведрами
Линия по производству квадратных банок 10-20 л
Автоматическое оборудование для изготовления прямоугольных жестяных банок
Автоматическое оборудование для производства жестяных банок с аэрозольным распылителем
Автоматическое оборудование для производства жестяных банок
Отправьте сообщение этому поставщику
* От:
* Кому:
г-жа Мария Лей
* Сообщение:
Введите от 20 до 4000 символов.