
Как варить полуавтоматом начинающему, с газом и без газа
Как варить полуавтоматом для начинающего
Несмотря на всю кажущуюся сложность, сварка полуавтоматом мало чем отличается от сварки электродом. Нет, конечно же, отличия есть, однако раз поняв смысл данного процесса, также легко получится в него вникнуть, без труда варить впоследствии, как чёрные, так и цветные металлы.
Перед тем, как варить полуавтоматом, нужно хотя бы кратко узнать об устройстве, выборе газа, толщине металла и диаметре сварочной проволоки. Также необходимо хотя бы поверхностно разобраться с настройками полуавтомата, с самыми основными и элементарными из них. Для тех, кто хочет научиться варить полуавтоматом, как раз и предназначена эта статья строительного журнала https://samastroyka.ru/.
Как устроен полуавтомат для сварки, основные узлы и механизмы
Сварочный полуавтомат состоит из следующих частей и механизмов:
- инвертора и системы управления;
- катушки с проволокой;
- шланга подающего газ;
- горелки;
- механизма отвечающего за подачу сварочной проволоки;
- газовой системы и баллонов.


Как устроен полуавтомат для сварки, основные узлы и механизмы
Минимальная комплектация полуавтомата для сварки состоит из:
- самого сварочного полуавтомата;
- газовой горелки для сварки;
- баллона с защитным газом и редуктором к нему;
- газового шланга;
- кабеля с зажимом массы.
Для сварки полуавтоматом понадобится смесь газов, углекислота/аргон или специальная порошковая проволока. Как раз она и позволяет варить полуавтоматом без газа.
Выбор газа для сварки полуавтоматом
Основная задача защитного газа — это изоляция сварочной ванны от вредных воздействий окружающей среды. Для этих целей применяются различные газы и их смеси, выбор которых во многом зависит от типа металла и его толщины.
Выбор газа для сварки полуавтоматом
Бывают активные газы для сварки и инертные, а также их смеси. Наибольшей популярностью для сварки полуавтоматом пользуется газ аргон и СО2 углекислота.
Выбор газа для сварки полуавтоматом
Выше вашему вниманию представлены металлы и газы, которые используются для их сварки полуавтоматом.
Какую проволоку для полуавтомата выбрать по диаметру и толщине металла
Как и в случае со сваркой электродом, толщина проволоки для полуавтомата всецело зависит от толщины свариваемого металла. Однако это ещё не самое главное при выборе сварочной проволоки для полуавтомата. Поэтому пред тем как варить полуавтоматом следует определиться с типом свариваемого металла.
Какую проволоку для полуавтомата выбрать по диаметру и толщине металла
Здесь важно запомнить самое главное правило, состав сварочной проволоки должен быть точно таким же, как и состав свариваемого металла. Для сварки низкоуглеродистых и углеродистых сталей наибольшей популярностью пользуется проволока для сварки полуавтоматом СВ08Г2С. Такая проволока исключает обрыв и разбрызгивание металла при сварке полуавтоматом.
Определиться с выбором диаметров сварочной проволоки для полуавтомата позволит таблица.
Как варить полуавтоматом без газа
Выше было сказано, для сварки полуавтоматом необходим специальный газ или смеси газов. Однако появление флюсовой и порошковой проволоки для сварки, позволило в полной мере отказаться от использования защитных газов. Простыми словами говоря, теперь варить полуавтоматом можно и без газа, а качество сварки при этом останется на высоте.
Однако появление флюсовой и порошковой проволоки для сварки, позволило в полной мере отказаться от использования защитных газов. Простыми словами говоря, теперь варить полуавтоматом можно и без газа, а качество сварки при этом останется на высоте.
Для сварки полуавтоматом без газа нужна специальная порошковая проволока, внутри которой заключён флюс. При сгорании порошок выделяет такое же самое защитное облако газов, как и углекислота. При этом нет нужды тягать с собой газобаллонное оборудование, следить за тем, чтобы баллоны с газом были всегда заправлены.
Как варить полуавтоматом без газа — порошковая проволока
Устанавливается порошковая проволока в полуавтомат, так же само, как и омеднённая проволока. Однако следует запомнить, что варить порошковой проволокой нужно только на прямой полярности, поскольку данная проволока требует повышенных температур.
Прямая полярность — это когда плюс подаётся на свариваемое изделие.
Следует заметить, что порошковая проволока имеет и недостатки использования. Например, ею не рекомендуется варить потолочные швы, так как при сгорании флюс образует густое облако дыма, что существенно затрудняет обзор сварщику. Второй недостаток заключается в стоимости. Цены на порошковую проволоку достаточно высоки, поэтому её применение не всегда оправдано с экономической точки зрения.
Например, ею не рекомендуется варить потолочные швы, так как при сгорании флюс образует густое облако дыма, что существенно затрудняет обзор сварщику. Второй недостаток заключается в стоимости. Цены на порошковую проволоку достаточно высоки, поэтому её применение не всегда оправдано с экономической точки зрения.
Настройка полуавтомата для сварки с газом
Теперь рассмотрим краткий процесс, как варить полуавтоматом для новичка, начиная от настройки полуавтомата и, заканчивая техническими моментами. В первую очередь нужно подготовить сам полуавтомат к работе. Как было сказано выше, в комплекте к нему уже идут горелка, кабель зажима массы и кабель с электрододержателем, редуктор и газовый шланг.
Настройка полуавтомата для сварки с газом
Настройка полуавтомата для сварки с газом
Настройка полуавтомата для сварки с газом
В первую очередь нужно подготовить ГБО полуавтомата. Для этого следует установить на баллон с газом редуктор, после чего соединить с ним газовый шланг. Затем следует подключить горелку к полуавтомату, используя для этих целей удобный евроразъём на передней панели устройства. Горелка подключается к плюсовому разъёму, а кабель массы к минусовому.
Затем следует подключить горелку к полуавтомату, используя для этих целей удобный евроразъём на передней панели устройства. Горелка подключается к плюсовому разъёму, а кабель массы к минусовому.
Как установить проволоку в сварочный полуавтомат
После подключения газовой системы полуавтомата настал черед устанавливать сварочную проволоку. Для этого катушка с проволокой монтируется в полуавтомат и фиксируется на оси. Для протяжки проволоки следует, используя плоскогубцы откусить загнутый конец, после чего пропустить проволоку в канавку ролика, а затем протянуть по направляющей, примерно на 20-30 сантиметров.
Как установить проволоку в сварочный полуавтомат
Далее необходимо защёлкнуть прижимной ролик сверху, после чего правильно выставить прижимное усилие. Чтобы протянуть проволоку в горелку, с неё необходимо сначала снять сопло, а затем выкрутить контактный наконечник. Далее следует вытянуть горелку по прямой, после чего нажать кнопку протяжки проволоки в полуавтомате.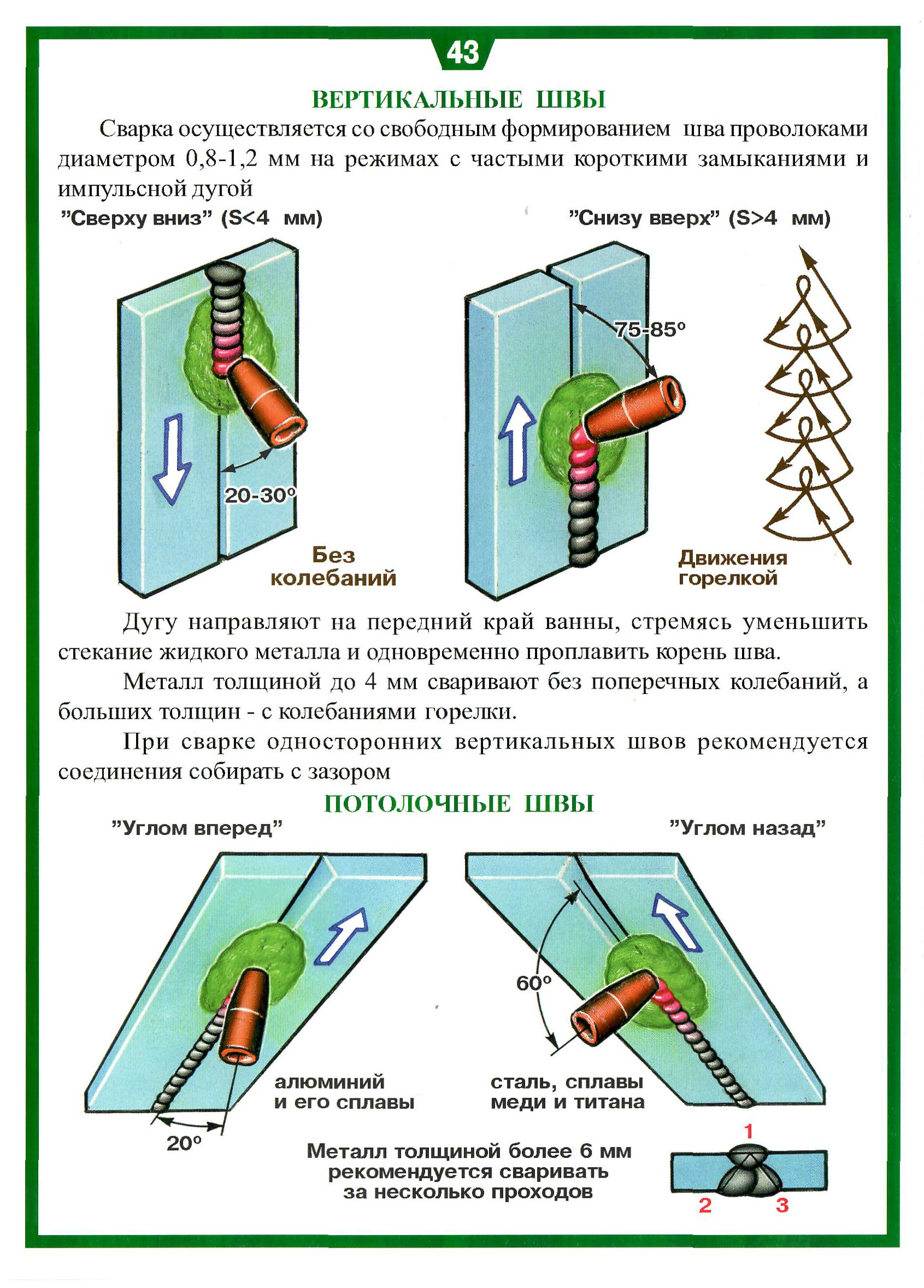 Как только с горелки выйдут первые 2 см сварочной проволоки, протяжку можно остановить.
Как только с горелки выйдут первые 2 см сварочной проволоки, протяжку можно остановить.
На заключительном этапе останется накрутить на горелку полуавтомата контактный наконечник и сопло, а после избавиться от лишнего куска проволоки. На этом всё, полуавтомат готов к работе. Можно приступать к сварке.
Как варить полуавтоматом для начинающего
Итак, полуавтомат собран, можно приступать к его настройке и сварке металла. В качестве примера используется металл, толщина которого не превышает 2,5 мм. В качестве защитного газа для сварки применяется смесь углекислого газа 20% и чистый аргон 80%, а также сварочная проволока диаметром 1 мм.
В первую очередь нужно выставить правильный расход газа на редукторе полуавтомата. В данном случае выставляем 10 л/мин. Данного объёма газа будет вполне достаточно для сварки металла, толщина которого не превышает 3 мм.
Как варить полуавтоматом для начинающего
Если качество шва при этом будет плохим (большое количество пор и раковин), то расход газа следует увеличить до 12-15 л/мин.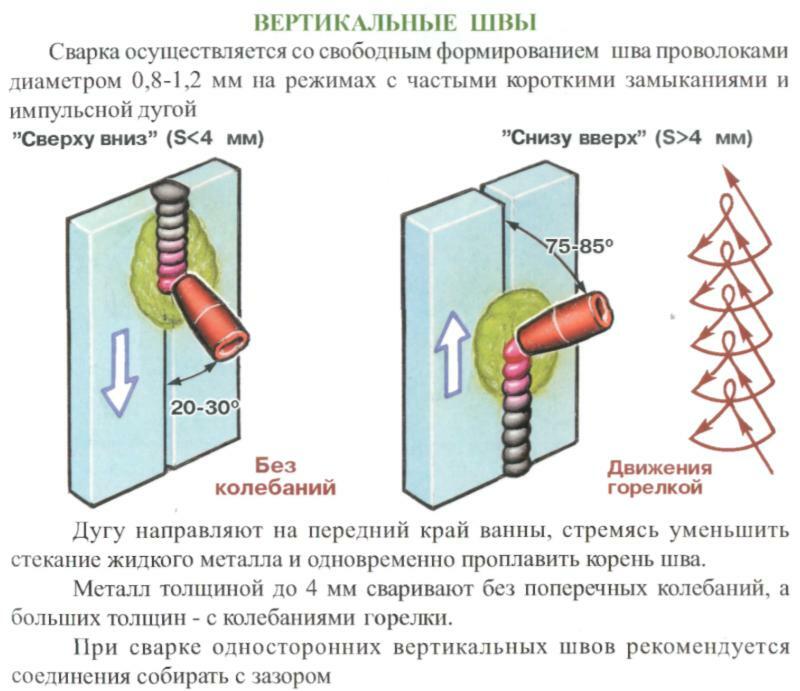 Если же наоборот, будут возникать сильные завихрения, мешающие нормальной сварке полуавтоматом, то в таком случае расход газа следует уменьшить.
Если же наоборот, будут возникать сильные завихрения, мешающие нормальной сварке полуавтоматом, то в таком случае расход газа следует уменьшить.
Чтобы настроить полуавтомат на сварку по всем вышеперечисленным параметрам, нужно выбрать:
- тип сварки MIG SYN;
- выбрать газ — смесь аргона с углекислотой;
- выбрать диаметр проволоки для сварки 0,8 мм;
- двухтактный режим газовой горелки, поскольку не планируется длительной сварки полуавтоматом.
И, наоборот, если нужно варить полуавтоматом продолжительное время, то необходимо выбирать 4-х тактный режим работы газовой горелки. Такой режим рекомендуется использовать при сварке длинных швов полуавтоматом, чтобы не уставала рука.
Какой сварочный ток на полуавтомате выставить
Затем необходимо выставить сварочный ток на полуавтомате, исходя из данных, которые представлены в таблице выше. В данном случае учитывая диаметр сварочной проволоки и толщину свариваемого металла, необходим ток сварки в пределах 100 Ампер.
Какой сварочный ток на полуавтомате выставить
Следует знать, что от силы тока напрямую зависит скорость подачи проволоки полуавтоматом. Чем больше сварочный ток, тем быстрее должна подаваться проволока. В свою очередь это исключит прожоги металла и возникновение разных проблем при сварке полуавтоматом.
Практическая часть по сварке полуавтоматом
Итак, всё настроено и полуавтомат готов к сварке. Нельзя забывать и о том, что перед тем, как варить полуавтоматом, необходимо подготовить сам металл. Для этого будущие места сварки необходимо тщательно зачистить и обезжирить, что будет являться залогом качества и надёжности сварного соединения.
Практическая часть по сварке полуавтоматом
Чтобы начать варить, сначала нужно инициализировать сварочную дугу. Для этого острый конец проволоки должен коснуться свариваемого металла. Одновременно с этим нужно нажать кнопку, которая расположена на газовой горелке полуавтомата, что приведёт за собой подачу защитного газа и проволоки в зону сварки.
Практическая часть по сварке полуавтоматом
И вот настал самый трогательный момент, когда сварочная дуга зажглась, и начался процесс сварки. Чтобы сделать, свой первый шов полуавтоматом, придётся постараться.
Правила сварки полуавтоматом
Во-первых, нужно удерживать горелку практически вертикально по отношению к металлу. Сварка под разными углами, вперёд и назад, придёт со временем, а пока что необходимо просто потренироваться и понять сам процесс сваривания металлов полуавтоматом.
Правила сварки полуавтоматом
Во-вторых, нужно удерживать горелку на определённом расстоянии до металла. В целом, от сопла горелки до поверхности металла должно быть порядка 5-20 мм. Чтобы разорвать сварочную дугу достаточно отпустить кнопку и резко отвести горелку вверх либо в сторону.
В-третьих, очень важно подобрать правильную скорость движения горелкой. Если при сварке полуавтоматом слышен сильный треск, то вероятней всего причина в том, что не соблюдён баланс между напряжением и скоростью подачи проволоки.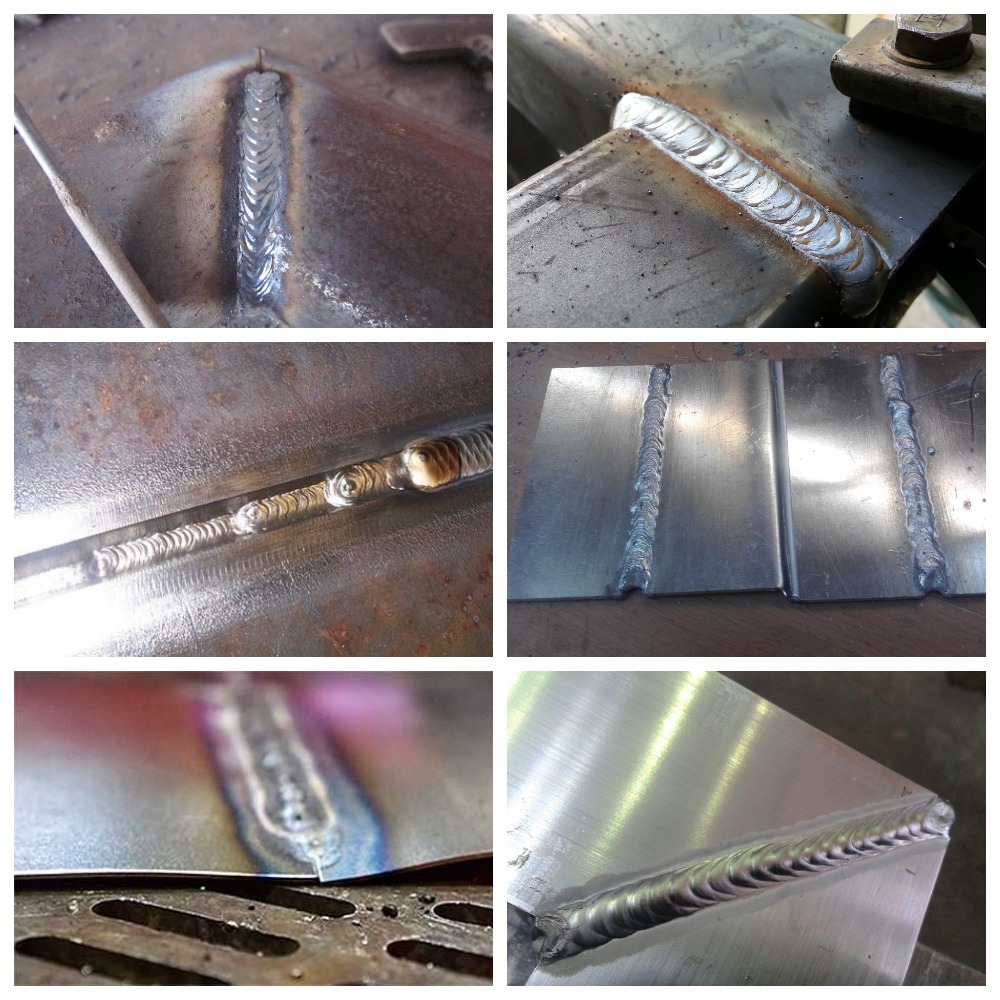
Также при слишком большой скорости движения горелкой увеличивается разбрызгивание металла. При этом страдает и качество самого сварного шва, который становится слишком тонким, а местами прерывистым. И, наоборот, медленное движение горелкой приведёт к тому, что сварочный шов получится чрезмерно широким и расплывчатым.
Правила сварки полуавтоматом
Кроме всех вышеперечисленных моментов, важно правильно передвигать сварочную горелку во время сварки. При сваривании тонких металлов, толщина которых не превышает 2 мм, движения горелкой должны быть зигзагообразными, из стороны в сторону. Плюс ко всему, таким образом, не получится прожечь тонкий металл.
Существует большое количество техник, как варить полуавтоматом. Однако представленной в данной статье информации, наверняка хватит для того, чтобы самостоятельно начать этот увлекательный процесс — освоения сварочного полуавтомата.
Оценить статью и поделиться ссылкой:
Как варить полуавтоматом — видео, особенности
Содержание страницы
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит; - если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
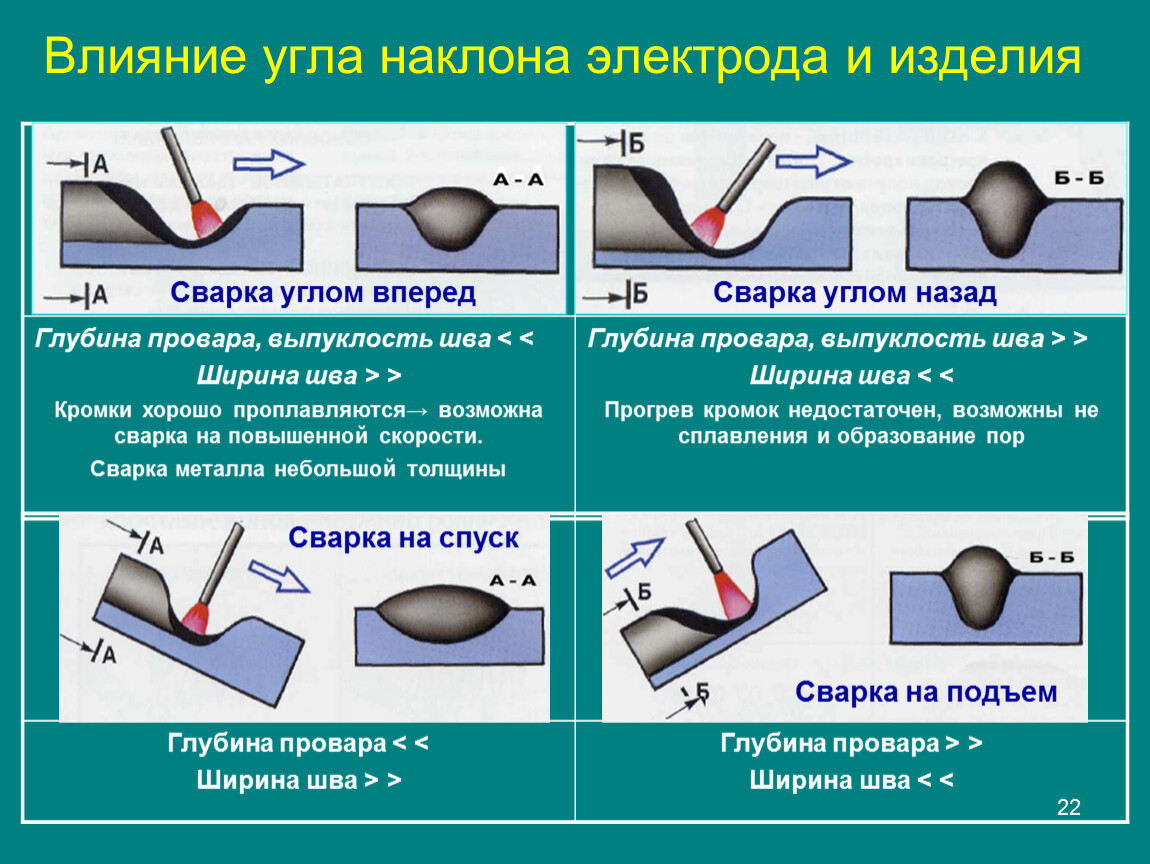
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.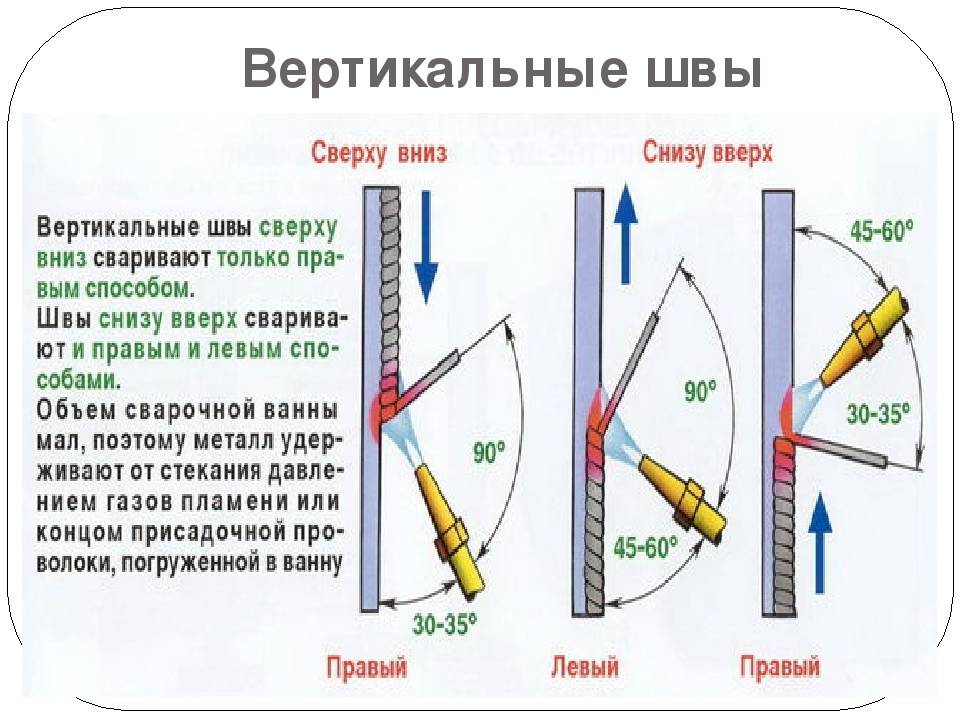 к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
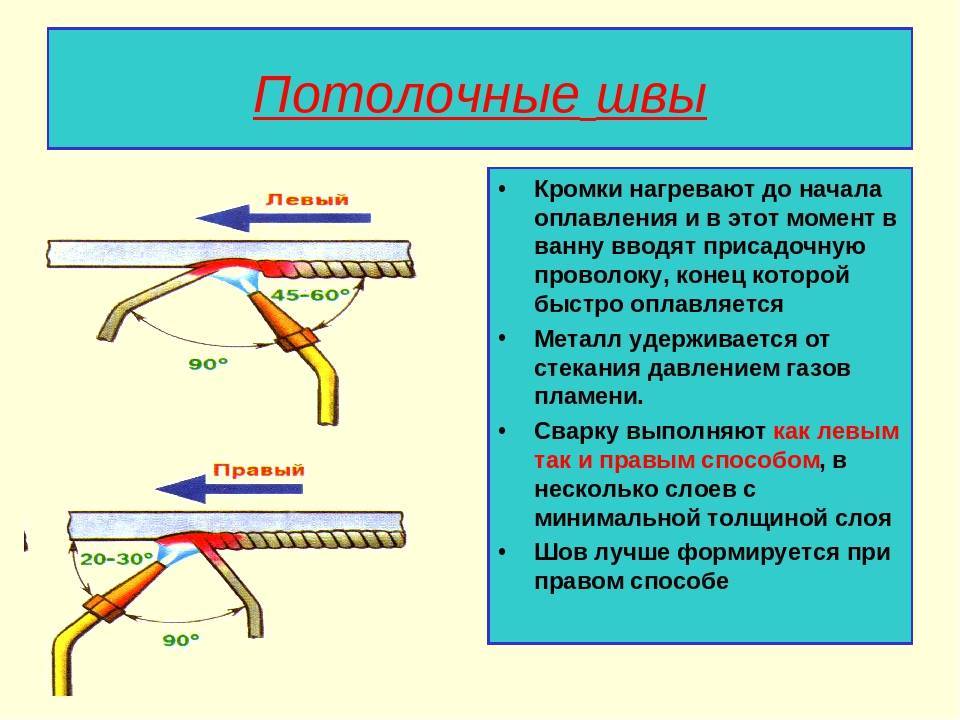
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Советы по подготовке металла перед автоматической сваркой
Понимание важности очистки металла перед началом любой автоматической, полуавтоматической сварки или ручного процесса является ключом к надежному конечному результату. Пропуск этапа подготовки металла является одной из самых недооцененных задач в процессе сварки, но этого не должно быть! Вы рискуете не пройти проверку качества или получить некрасивые или даже слабые сварные швы.
Подготовка материала зависит от того, какие инструменты у вас есть, например, автоматическое сварочное оборудование , ротационные сварочные системы , сварочные камеры TIG или если вы свариваете вручную. Это также будет зависеть от того, какой тип металлов вы используете. Читайте дальше, чтобы получить наши общие практические советы о том, как подготовить металл перед сваркой.
Это также будет зависеть от того, какой тип металлов вы используете. Читайте дальше, чтобы получить наши общие практические советы о том, как подготовить металл перед сваркой.
Поддержание чистоты
Наилучший способ добиться положительных результатов — начать с чистого материала без мусора. Перед использованием автоматической сварочной системы удалите краску, масло, жир или ржавчину. Вот несколько распространенных инструментов, используемых для очистки металла:
- Наждачная бумага
- Абразивоструйная очистка
- Щетки из нержавеющей стали
- Растворители, такие как ацетон или другие щелочные очистители
Избегайте создания глубоких царапин при очистке материала, так как удаление слишком большого количества материала с металла может привести к ухудшению качества сварки и дорогостоящим доработкам. Всегда организуйте чистящие принадлежности и храните инструменты из черных и цветных металлов отдельно. Перекрестное загрязнение может произойти при использовании неподходящего чистящего средства.
Перекрестное загрязнение может произойти при использовании неподходящего чистящего средства.
Удаление оксидных слоев
Если вы свариваете алюминий, это может создать дополнительный элемент сложности из-за природы металла. Алюминий имеет больший риск возникновения проблем со сваркой, таких как непровар, из-за прочного оксидного слоя. Другие металлические материалы также могут иметь покрытие, чтобы избежать ржавчины во время транспортировки. Окисление может происходить быстро, поэтому лучше очищать небольшие участки сразу перед началом процесса автоматической сварки .
Подготовка шваПодготовка кромки металла является важным этапом, который позволяет присадочному металлу и кромке детали соединиться без плавления. В зависимости от ваших деталей следует использовать одно из следующих основных сварных соединений:
- Стыковое соединение: детали находятся в одной плоскости и соединяются по краям.

- Угловое соединение : детали образуют прямой угол и соединяются в углу угла.
- Тройник : один сустав находится под прямым углом, а другой напоминает букву «Т».
- Соединение внахлестку : состоит из двух перекрывающихся частей.
- Краевой шов : швы параллельны друг другу и соединяются в шов.
Основной задачей является предотвращение непрямого загрязнения материала пылью или другими переносимыми по воздуху частицами, летящими по цеху. Хотя вы не можете полностью остановить пыль и грязь, вот несколько советов по хранению материалов, о которых следует помнить:
- Хранить в сухом месте
- Обеспечение минимального колебания температуры
- Покрывающие материалы из пластика или тонких листов картона
Системы автоматической сварки
Независимо от того, какой тип сварки вы выполняете, важно уделить время подготовке материала перед началом работы. Это стоит дополнительных усилий, чтобы получить прочный сварной шов, который также выглядит идеально!
Это стоит дополнительных усилий, чтобы получить прочный сварной шов, который также выглядит идеально!
Bancroft Engineering проектирует и производит сварочное оборудование, такое как 9Роторные сварочные аппараты 0005, сварочные токарные станки, шовные сварочные аппараты и многое другое из Ваукеша, Висконсин, специализирующиеся на автономных машинах и полностью роботизированных автоматизированных системах. Нужна помощь в автоматизации сварочного процесса? Чтобы начать работу, позвоните нам по телефону 262-786-1880 или напишите по электронной почте: [email protected] .
Полуавтоматический — CH Symington
- Используется производителями металлоконструкций для создания U-образных или J-образных канавок в легких или тяжелых листах, плоских или круглых металл быстро и недорого
- Обеспечивает более высокое качество отделки, чем шлифование, скалывание или более старые методы подготовки листа
- Ускорение производства металла за счет одновременной подготовки обоих листов
- Требования:
- Ток от стандартного источника сварочного тока
- Соединительные электроды для строжки Symex
- Минимум 80 фунтов на квадратный дюйм сжатого воздуха
- Подача тока и воздуха к горелке по специальному концентрическому кабелю Symex с выключателем
- Подходит для 5/16″, 3/8″, 1/2″ и 5/8-дюймовые шарнирные электроды Symex «Secur-Fit».
 Эти специальные смешанные электроды обеспечивают превосходную стабильность дуги и экономичность
Эти специальные смешанные электроды обеспечивают превосходную стабильность дуги и экономичность - Оснащен одним из четырех различных колпачков башмака, каждый из которых подходит только для одного размера электрода
Принципы работы
ПОЛУАВТОМАТИЧЕСКАЯ СТРОАЛЬНАЯ ГОРЕЛКА SYMEX используется производителями металлов для изготовления канавок типа U или J в легкой или тяжелой пластине, плоской или круглой. «Star-Trac» выполняет канавки, фаски, долбления или резку любого металла быстро и недорого. Эта горелка может производить готовую работу более высокого качества, чем шлифование, дробление и более старые методы подготовки листа.
ГОРЕЛКА SYMEX «Star-Trac» ускоряет изготовление металла, поскольку одновременно подготавливает обе пластины. Вы можете соединить две пластины встык и выдолбить вдоль шва U-образную канавку. Эта U-образная канавка имеет одинаковую глубину и ширину и обеспечивает высочайшее качество сварного шва. Канавка или разрез, выполненный ПОЛУАВТОМАТИЧЕСКОЙ ГОРЕЛКОЙ ДЛЯ СТРЕЖКИ SYMEX «Star-Trac», получается ярким и чистым и не требует дополнительной подготовки перед сваркой.
В «Star-Trac» используется ток от источника сварочного тока, шарнирный электрод для строжки SYMEX и обычный сжатый воздух. И ток, и воздух подаются к горелке по специальному концентрическому кабелю SYMEX с выключателем подачи воздуха. Дуга возникает между электродом и металлом, который выдалбливается или режется, мгновенно расплавляя металл. В то же время струи сжатого воздуха выходят из головки горелки и выдувают расплавленный металл. Полученная однородность и качество реза превосходны.
Ширина и глубина канавки определяются диаметром электрода, углом наклона электрода и скоростью перемещения горелки вперед. Стойка на горелке обеспечивает возможность позиционирования электрода во всех направлениях. Электрод можно вставлять или вынимать во время установки, что экономит время и обеспечивает идеальное выравнивание электрода.
SYMEX SEMI-AUTOMATIC оснащен металлическим экраном для защиты оператора от излучаемого тепла и металлических брызг. Токоведущие компоненты горелки изготовлены из высококачественных медных сплавов для обеспечения наилучшей электропроводности. Как металлические, так и изоляционные компоненты специально подобраны для использования при высоких температурах, ударопрочности и низких эксплуатационных расходов.
Как металлические, так и изоляционные компоненты специально подобраны для использования при высоких температурах, ударопрочности и низких эксплуатационных расходов.
Электроды
ПОЛУАВТОМАТИЧЕСКАЯ ГОРЕЛКА SYMEX использует электроды 3/8″, 1/2″ и 5/8″ с соединением «SECURE FIT». Эти электроды из специальной смеси обеспечивают превосходную стабильность дуги и экономичность. Выбор правильного размера для любого применения зависит от желаемой ширины канавки
SYMEX TORCH оснащен одним из трех различных колпачков башмака, каждый из которых подходит только для одного размера электрода Многие пользователи заказывают по одному каждого размера, чтобы размер электрода можно было изменить Крышки колодок быстро меняются Каталожный номер каждой крышки указан в списке деталей
Ток и воздух
Для работы резака требуется сжатый воздух с давлением от 80 до 100 фунтов на квадратный дюйм. Воздух обычно получают из стандартного магазина. Поток сжатого воздуха регулируется двухпозиционным воздушным клапаном на задней части горелки.