
Плюсы и минусы сварки порошковой проволокой
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика. Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как: постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки; необходимость в периодической заправке газовых баллонов на специальной станции; отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно. В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ: полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах; возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения; более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги; постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде: высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги; повышенных требований к выбору типа и состава сварочной проволоки; необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение; сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла; плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА; трудностей при сваривании металлических листов толщиной менее 1,5 мм; бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую. То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды. Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды. Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде: простой трубчатой, с одним загибом и двумя полостями, с двумя загибами и двумя полостями, трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%. А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
что это такое, плюсы, минусы, для чего нужна
✅ Дата публикации статьи: 2022-04-10| 📌 Категория: Инструменты и оборудование | 👁 129 просмотров
Содержание статьи:
Порошковая проволока: что это такое, плюсы и минусыПорошковая проволока предназначена для того, чтобы варить полуавтоматом без газа. Как известно, для сварки полуавтоматом нужен защитный газ, как правило, углекислота. Защитный газ служит в качестве защиты сварочной ванны от неблагоприятного воздействия кислорода извне.
В MMA сварке штучным электродом эту задачу выполняет обмазка электрода, которая бывает основной, рутиловой, целлюлозной и кислой. Именно обмазка электрода при сгорании выделяет облако защитного газа, по аналогии с полуавтоматической сваркой, который и служит в качестве защиты сварочной ванны.
Тем не менее, сварка в среде защитного газа имеет ряд недостатков, о которых ещё будет упоминаться в данной статье про MMA сварку https://mmasvarka.ru/. В частности, это проблемы с доставкой ГБО в труднодоступные места и взрывоопасность. Кроме того, ветер и сквозняки негативным образом воздействуют на защитную среду, поэтому варить полуавтоматом можно не всегда, и не при любых условиях.
Кроме того, ветер и сквозняки негативным образом воздействуют на защитную среду, поэтому варить полуавтоматом можно не всегда, и не при любых условиях.
Что такое порошковая проволока, для чего нужна, что можно варить
Порошковой проволокой можно варить всё тот же металл, что и обычной проволокой предназначенной для сварки. То есть, это различные виды стали, а также другие металлические сплавы, которые широко используются, как в промышленных целях, так и в бытовых.
Основное отличие порошковой проволоки от обычной, той, которая предназначена для сварки полуавтоматом, заключается в конструкции. Порошковая проволока полая и по аналогии напоминает длинную трубку, внутри которой содержится порошок.
При сгорании трубки также порошок выгорает, а вслед за этим процессом выделяется облако защитного газа.
И если обычной сварочной проволокой для полуавтомата нельзя варить без специального защитного газа, то вот с применением порошковой проволоки это можно сделать. Именно конструкция порошковой проволоки и позволяет варить полуавтоматом без газа, название которой еще «флюсовая» проволока. То есть, как становится понятным из названия, проволока с флюсом.
Именно конструкция порошковой проволоки и позволяет варить полуавтоматом без газа, название которой еще «флюсовая» проволока. То есть, как становится понятным из названия, проволока с флюсом.
Преимущества и недостатки порошковой проволоки
Учитывая всё вышеперечисленное, уже становится понятно, какие именно плюсы и минусы имеет порошковая проволока.
Преимущества порошковой проволоки заключаются в следующем:
- Варить полуавтоматом и порошковой проволокой можно хоть на горе. К чему приведена гора? Да всё просто! Доставить на гору газобаллонное оборудование проблематично, поэтому варить там с применением обычной проволоки для сварки становится невозможно, но к этому не относится порошковая проволока.
Легкая и компактная, порошковую проволоку легко доставить в самое труднодоступное место. Поэтому отпадает главная проблема – сложности при транспортировке ГБО.
- Нельзя забывать и о том, что газ нужно всегда пополнять и доставлять в баллонах к месту проведения сварочных работ.
 Само собой разумеется, что всё это доставляет массу неудобств. В случае с использованием порошковой проволокой не нужен защитный газ в баллонах.
Само собой разумеется, что всё это доставляет массу неудобств. В случае с использованием порошковой проволокой не нужен защитный газ в баллонах.
- Выше было сказано о том, что очень часто при сварке полуавтоматом в ветреную погоду, ветер сдувает газ, поэтому варить становится проблематично. Если используется порошковая проволока, то ничего подобного не происходит и качество сварного соединения всегда остается на высоте, а сварочный процесс не страдает из-за сквозняков.
Единственный недостаток порошковой проволоки заключается в высокой цене. Также, возможно ухудшение характеристик сварного шва. Однако чаще всего такое происходит вследствие недостатка опыта, в том числе и в работе с порошковой проволокой для сварки.
Поделиться в соцсетях
Сварка с флюсовым сердечником для начинающих: 7 советов и рекомендаций для начала работы
Последнее обновление
Итак, вы решили заняться сваркой с флюсовым сердечником. Это не плохой выбор, особенно для тех, кто только начинает. Оборудование довольно удобное в использовании, и вы можете зажечь дугу одним нажатием курка. Например, это намного проще, чем начать учиться играть на палочке.
Хотя флюсовая проволока является более нетрадиционным способом обучения сварке (сначала обычно изучают электродуговую сварку), вы можете многое узнать о принципах сварки. Тем не менее, будет еще немного кривой обучения. Вот несколько советов, которые помогут вам начать работу.
Наши 7 советов и рекомендаций для начинающих сварщиков с флюсовой проволокой
1. Убедитесь, что полярность верна
При сварке флюсовой проволокой с двойным экраном (порошковая проволока с защитным газом) большинство проводов имеют постоянный ток постоянного тока. электрод положительный. Это означает, что 2/3 тепла дуги будет направлено на проволоку.
Однако некоторые провода, особенно самоэкранированные, предназначены для использования с постоянным током, что означает отрицательный электрод постоянного тока.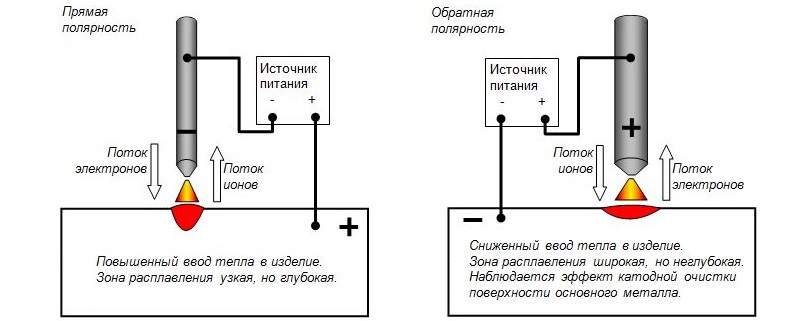 Если вы сварите их с DC+, вы получите значительное количество брызг, поскольку проволока не может выдержать такое количество тепла. Вы также не получите такого большого проникновения в сустав.
Если вы сварите их с DC+, вы получите значительное количество брызг, поскольку проволока не может выдержать такое количество тепла. Вы также не получите такого большого проникновения в сустав.
2. Научитесь перетаскивать сварочную горелку
Предпочтительный угол перемещения для FCAW — небольшое сопротивление. Поскольку в результате образуется флюс и шлак, вы должны тянуть, чтобы шлак не попал под сварной шов. Но вы также не хотите тянуть слишком много.
Любой угол между 15°–30° является подходящим углом для перетаскивания пистолета. Если больше, то горловина вашего сварного шва (расстояние от стыка до поверхности сварного шва) станет слишком выпуклой. Если не указано иное, вам нужен в целом плоский внешний вид сварного шва. Возникает соблазн подтолкнуть, потому что это создает более плоский внешний вид сварного шва. Но это не только создает возможности для улавливания шлака, но и сварной шов может быть слишком вогнутым; вот почему предпочтительнее небольшое сопротивление.
3. Следите за скоростью движения
Если вы пытаетесь получить сварной шов меньшего размера, не просто перемещайте горелку быстрее. Есть и другие переменные, которые необходимо учитывать. Попробуйте сначала уменьшить скорость проводки. Затем вы можете двигаться более или менее в том же темпе. Если вы будете двигаться слишком быстро, вы можете не дать сварному шву заполниться достаточно.
Слишком быстрое движение может привести к подрезу и несплавлению. С другой стороны, если вы двигаетесь слишком медленно, вы также можете вызвать подрез. Другая проблема со слишком медленным перемещением заключается в том, что вы тратите больше времени, чем необходимо, на горячую дугу на материале, подвергая его ненужному нагреву и вызывая искажения. Попробуйте настроить параметры так, чтобы вы могли двигаться в разумном темпе.
4. Очистите материал
Флюсовая сердцевина может справиться с окалиной и пылью в соединении. Но в целом, вы должны в какой-то степени подготовить свой материал. Если материал ржавый, вы должны сточить ржавую часть. Если он влажный, высушите его горелкой или быстро протрите. Но не просто очистите его в начале; удалить весь шлак между проходами.
Если материал ржавый, вы должны сточить ржавую часть. Если он влажный, высушите его горелкой или быстро протрите. Но не просто очистите его в начале; удалить весь шлак между проходами.
Благодаря двойному экрану шлак легко отделяется. Если вы свариваете самозащитный флюсовый сердечник, может возникнуть соблазн оставить небольшой кусочек шлака, который просто не оторвется. Но это окажется тем самым шлаковым включением, которое обнаруживается на УЗИ. Тогда вам действительно нужно выкопать его! Постарайтесь завести привычку счищать весь шлак с поверхности.
Изображение предоставлено: High Simple, Shutterstock5. Разорвите провод
Вот кое-что, что кажется таким незначительным, но в конечном итоге сэкономит вам много времени. При сварке MIG с жесткой проволокой вам нужно отрезать кончик проволоки сварочными клещами или быстро зажечь дугу на другом куске металла, чтобы очистить проволоку.
С флюсовым сердечником, так как это не жесткая проволока, все, что вам нужно сделать, это протянуть проволоку на пару дюймов, взять проволоку между пальцами, согнуть ее и пару раз пошевелить вперед-назад, чтобы отломить ее. . Сварочные клещи не всегда будут под рукой, а это сэкономит время на их поиск.
. Сварочные клещи не всегда будут под рукой, а это сэкономит время на их поиск.
6. Совместите количество стартов и остановок
Как это часто бывает, вы не сможете выполнить полный пас, не меняя положения тела. Допустим, вы можете спокойно сварить только 36 дюймов, но у вас есть еще 36 дюймов. Не держите проволоку в луже, когда закончите свой первый сегмент, чтобы получилась красивая отделка.
Вместо этого можно оставить небольшой кратер, который будет выглядеть как подрез. Затем, когда вы начнете следующий сегмент, зажгите дугу и быстро вернитесь в кратер, который вы оставили, задержав его на секунду, а затем продолжите сварку. Результатом будет более последовательный переход, дающий вид одного сварного шва. Это также избавит вас от необходимости шлифовать старты и остановки.
7. Успокойтесь
Нет ничего хуже, чем посреди прохода, когда вы понимаете, что ваша рука вот-вот во что-нибудь врежется, или что вы можете упасть из-за потери равновесия, или ваша рука горит, потому что вы держите его слишком близко к сварному шву. Такие вещи случаются, но большинства из них можно избежать. Самое главное правило при любой сварке, особенно при сварке с флюсом, — устроиться поудобнее.
Такие вещи случаются, но большинства из них можно избежать. Самое главное правило при любой сварке, особенно при сварке с флюсом, — устроиться поудобнее.
Преимущество заключается в возможности сварки длинных проходов, поскольку вы используете механизм подачи проволоки. Однако, если вам все время неудобно и ногу начинает сводить судорога, этот длинный проход может быть очень болезненным и, скорее всего, не окажется хорошим сварным швом. Сделайте подлокотники, сядьте и наденьте подкладку для тыльной стороны, чтобы отражать часть тепла. Делайте все возможное, чтобы чувствовать себя максимально комфортно.
Изображение предоставлено: Kimtaro, ShutterstockЗаключительные мысли
Как только вы начнете укладывать красивые бусины, вы начнете получать удовольствие от флюс-кора. Когда вы разовьете способность замечать лужу и улучшите мышечную память, все станет более естественным. Затем вы можете бросить вызов себе с более сложными позициями и отточить свои основы.
Вас также может заинтересовать: Сварка MIG для начинающих: 7 советов и рекомендаций для начала работы
Авторы избранного изображения: Carr Ward Photography, Shutterstock
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? Каковы преимущества и недостатки каждого типа проволоки? Электроды с порошковой проволокойЭлектроды из порошковой проволоки бывают двух типов: газозащитные и самозащитные. Как следует из названия, порошковая проволока в среде защитного газа требует внешнего защитного газа. У самозащитного сорта нет. Флюсовое покрытие на порошковых проволоках в среде защитных газов затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает расплавленную ванну при сварке над головой или вертикально вверх. Самозащитные порошковые проволоки не требуют внешнего защитного газа. С этим типом электрода сварочная ванна защищена, так как при сгорании флюса из проволоки образуется газ. Поскольку самоэкранирующий провод создает собственный защитный экран и не требует внешнего газового баллона, его легче носить с собой. Использование электродов с порошковой проволокой имеет несколько преимуществ. Эти преимущества включают, но не ограничиваются:
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность непровара между основными металлами. Также могут появиться шлаковые включения или трещины в сварных швах. Дополнительные проблемы, которые могут возникнуть при использовании электродной проволоки с флюсовой сердцевиной, включают:
используются при сварке металлов в среде инертного газа. Сплошные проволочные электроды часто изготавливаются из мягкой стали, покрытой медью для предотвращения окисления и повышения электропроводности. Медное покрытие также помогает увеличить срок службы сварочного контактного наконечника. Сплошные проволоки — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны производить хорошие, чистые сварные швы. Электроды из сплошной проволоки плохо работают на ветру. Воздействие защитного газа на ветер может нарушить целостность сварного шва. Какой провод лучше выбрать? Сравнивая порошковую проволоку со сплошной проволокой, было бы разумно отметить, что лучший выбор зависит от сварочного задания и места. Оба типа проволоки могут производить качественные сварные швы с хорошим внешним видом сварного шва, если все сделано правильно. |
 Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
 Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.