
Как варить полуавтоматом, если нет защитного газа
Содержание:
Как варить полуавтоматом, если нет защитного газаДля сварки полуавтоматом нужна углекислота или смесь с аргоном. Защитная среда из газа, которая образуется в зоне шва, защищает его от попадания воздуха. Если варить полуавтоматом без газа, то сварное соединение получится мягким и непрочным.
При этом далеко не у всех и всегда есть возможность применять защитный газ для сварки полуавтоматом. Для этого необходимы большие баллоны с газом под высоким давлением. Все это приводит к ряду проблем связанных с безопасностью, заправкой и транспортировкой ГБО.
Соответственно назревает вопрос, а можно ли варить полуавтоматом без газа вообще. Стоит знать, что полуавтоматической сваркой без газа, когда применяется обычная проволока, можно только ставить прихватки. Для формирования надежного и качественного сварного соединения понадобится нечто другое.
Полуавтоматическая сварка порошковой проволокой
На самом деле, если нужно использовать полуавтомат без газа, то выход есть и уже давно. Для этих целей была разработана специальная проволока, внутри которой находится порошок. При сгорании порошок выделяет защитный газ, который и защищает область сварку от проникновения воздуха.
Для этих целей была разработана специальная проволока, внутри которой находится порошок. При сгорании порошок выделяет защитный газ, который и защищает область сварку от проникновения воздуха.
Сварка порошковой проволокой подчас единственное решение, когда нет возможности доставить газобаллонное оборудование в труднодоступные места. В таком случае намного проще и легче для формирования надежного сварного соединения использовать именно порошковую проволоку, а не защитный газ.
При сгорании флюса порошковой проволоки образуется газовое облако. Его радиус достаточен для того, чтобы защитить область сварки. В тоже время нужно заметить, что при сварке в разных пространственных положениях, облако газа может вести себя по-разному.
Когда осуществляется сварка вертикальных швов, газ поднимается вверх. Учитывая данный нюанс нужно варить полуавтоматом сверху вниз. Таким образом, получится удержать часть тепла и газа, который выполняет функцию защиты сварочной ванны.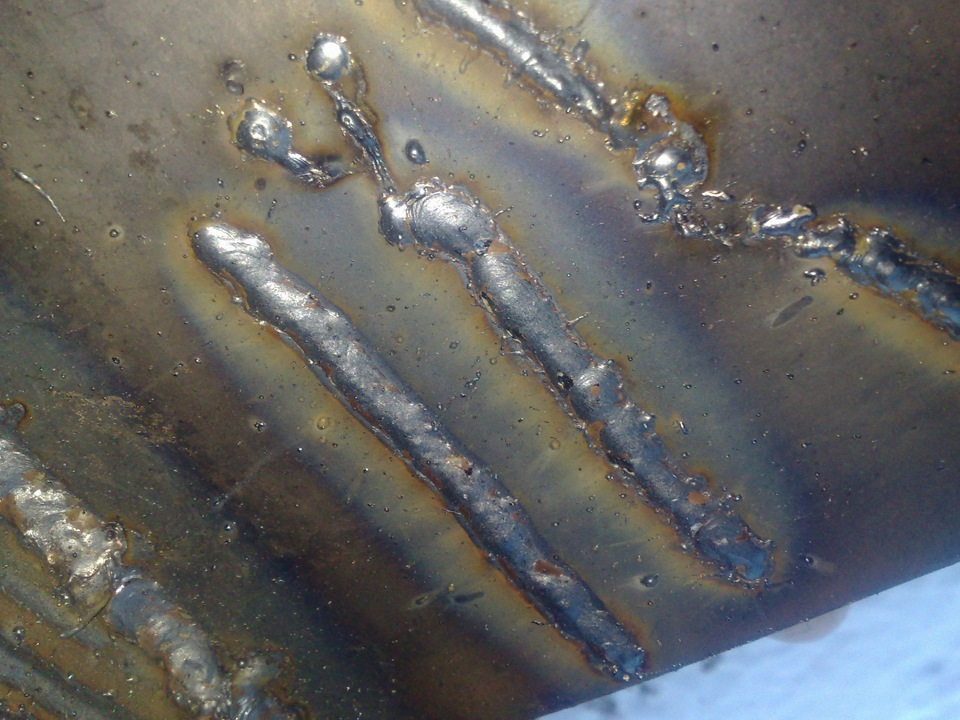
Преимущества использования порошковой проволоки
При сварке полуавтоматом без газа, только порошковой проволокой, можно получить ряд преимуществ:
- Отсутствует надобность в ГБО, поэтому сварка полуавтоматом, которую по большей мере принято считать стационарной, становится мобильной;
- Можно варить любой металл. Состав порошковой проволоки как раз и выбирается с учётом состава свариваемых металлов;
- Большая безопасность использования полуавтомата, чем с защитным газом.
Несмотря на это, следует выделить и некоторые недостатки, а именно высокую цену на расходные материалы. Стоимость порошковой проволоки, если это действительно хороший и качественный товар, достаточно высокая. Китайская порошковая проволока стоит дешевле, но её качество вызывает сомнения.
Кроме того, чтобы получить действительно надежное и хорошее соединение, нужно уметь правильно выбирать порошковую проволоку. Здесь важно понимать, для сварки какого именно металла она предназначена.
Изучив все вышеперечисленные моменты легко сделать вывод, что варить полуавтоматом без газа можно, но только при надлежащем подходе к выбору сварочных материалов.
сварочный аппарат, сварка без газа порошковой (флюсовой) проволокой
Как варить полуавтоматом без газа: сварочный аппарат, сварка без газа порошковой (флюсовой) проволокой!—www.miralinks.ru —>
Перейти к содержанию
Search for:
На чтение 11 мин Просмотров 1.1к. Опубликовано
Сварочные работы являются достаточно востребованными не только в строительной и производственной сфере, но и в быту. В домашних условиях рекомендуется использовать компактные полуавтоматические сварочные аппараты, не требующие использования газовых смесей.
Содержание
- Сварка самозащитной порошковой проволокой
- Как варить полуавтоматом без газа
- Для чего нужен метод
- Сфера применения
- Преимущества и недостатки
- Виды сварочной проволоки
- Самозащитный
- Газозащитый
- Сплошного сечения
- Выбор флюсовой проволоки
- Расчет расхода проволоки
- Необходимое оборудование
- Настройка и подготовка полуавтомата
- Как варить порошковой проволокой — этапы процесса
- Подготовка
- Процесс сваривания
- Завершение
Сварка самозащитной порошковой проволокой
Данная методика предполагает применение в процессе сваривания деталей самозащитной электродной проволоки. Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Сердцевина расходника при сгорании создает газовую атмосферу, принцип действия которой аналогичен газовому потоку, выходящему из сопла сварочного агрегата, предназначенного для варки с защитным газом.
Застывший сварной шов получается без трещин и пор, так как сварочная ванна не взаимодействует с воздушной средой.
Самозащитную флюсовую проволоку выбирают зависимо от металла, из которого изготовлены свариваемые изделия. Присадкой в этом случае выступает смесь, состоящая из разных компонентов, химически инертная при работе в условиях достаточно высоких температур.
Чаще всего большую часть присадки составляет диоксид кремния, который не допускает формирование углерода. Второй компонент смеси по массовой доле – марганец. Этот химический элемент уменьшает окисление, а также вытесняет серу из расплавленной массы.
Для эксплуатации самозащитной электродной проволоки часто применяют инверторные полуавтоматы MIG/MAG. Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Как варить полуавтоматом без газа
Порошковая сварка полуавтоматом – пошаговая инструкция:
- Подготовка кромок соединяемых деталей. Удаление с поверхностей следов коррозии, жировых пятен и прочих сторонних частиц, которые ухудшают качество соединения.
- Монтаж направляющих роликов, установка на головку сварочного аппарата специальной насадки с внутренним диаметром, соответствующим диаметру присадочной проволоки.
- Подключение сварочного оборудования с учетом необходимой полярности, которая зависит от химического состава и предназначения присадочной проволоки (данные параметры производитель указывает на упаковке расходного материала).

- Настройка на оборудовании минимально допустимого значения напряжения дуги и скорости подачи проволоки.
- Обработка наконечника специальным составом от налипания расплавленных капель.
- Надевание средств защиты (спецодежды и маски сварщика).
- Подключение сварочного агрегата к источнику питания.
- Начало сварочных работ.
Начинать сварочный шов нужно с верхней точки, плавно перемещая горелку вперед под небольшим углом. Для улучшения качества сварного соединения рекомендуется пользоваться прерывистой дугой, периодически осматривая визуально линию стыковки свариваемых изделий.
Для чего нужен метод
Сварку порошковой проволокой без защитного газа применяют при соединении элементов конструкций, изготовленных из нержавейки, легированных и углеродистых сталей.
Данную технологию применяют в производственных процессах, домашних условиях. Сваривание полуавтоматом без газовой смеси позволяет быстрее создавать неразъемные соединения деталей благодаря автоматической подаче электродной проволоки. С компактным сварочным оборудованием без газового баллона значительно легче работать.
С компактным сварочным оборудованием без газового баллона значительно легче работать.
Полезная статья: Давление газа в баллоне
Сфера применения
Порошковая сварка без защитной газовой смеси часто используется опытными сварщиками при выполнении высотно-монтажных работ либо в тесных условиях. Это связано с невозможностью доставить на высоту либо разместить рядом с местом проведения работ газового баллона.
Компактные и мобильные полуавтоматы, способные варить детали без газа, пользуются большой популярностью у начинающих сварщиков и бытовых мастеров-самоучек, не имеющих опыта выполнения сварочных работ.
Технология безгазовой сварки предоставляет возможность получать высококачественные сварные швы при сваривании толстых и тонких элементов конструкций, в т.ч. значительно повысить производительность.
Квалифицированные сварщики с помощью полуавтоматического сварочного оборудования без газа в течение часа способны выполнять до 40 м шовных соединений.
Полезная статья: Электросварка для начинающих обучение видео
Достоинства сварки полуавтоматом без газа:
- подготовка оборудования к работе занимает намного меньше времени;
- отсутствие необходимости дополнительно приобретать газовый баллон, который требует дополнительных финансовых затрат;
- компактность оборудования, небольшой вес, отсутствие газового шланга для подсоединения к баллону;
- удобство и комфорт выполнения сварочных работ, нет необходимости постоянно перемещать за собой тяжелый баллон с газовой смесью;
- при сваривании металлов без газа в процессе сгорания присадочной проволоки над сварочной ванной формируется защитная атмосфера, при сваривании стальных изделий с газом поток газовой смеси свободно сдувается порывами ветра либо интенсивным сквозняком;
- сварщику не закрывает обзор массивное сопло сварочной горелки.
Недостатки:
- хрупкость расходника;
- низкое качество соединения, если сравнивать со сварочной технологией MIG/MAG в защитном газе;
- высокий уровень разбрызгивания расплавленного металла по сравнению с MIG/MAG технологией сварки в газовой атмосфере;
- необходимость настройки полуавтоматической сварки под состав используемого флюса;
- флюсовый порошок способствует формированию шлака на шве сварного соединения, который после сварки приходится удалять металлической щеткой либо молотком;
- порошковые флюсовые присадки дорого стоят.

Несмотря на наличие недостатков компактные сварочные полуавтоматы, свариваемые металлические элементы конструкций без газовой смеси, пользуются значительной популярностью, как у опытных сварщиков, так и у домашних мастеров. Для разовых бытовых работ самозащитная флюсовая проволока – идеальный вариант расходника по цене и качеству.
Полезная статья: Сварные соединения
Виды сварочной проволоки
Электродная проволока – незаменимый материал при выполнении сварочных работ. С ее помощью сварщики соединяют стальные элементы в единую конструкцию. При этом есть несколько видов проволоки, которые отличаются составом, эксплуатационными показателями.
Самозащитный
Самозащитный вариант представляет собой «вывернутый» наизнанку электрод. Сварка порошковой проволокой такого типа предоставляет возможность выполнять сваривание элементов конструкций при любых температурных режимах, в т.ч. экстремальных условиях, например, при сильном порывистом ветре.
Сердечник электрода состоит из разных присадочных материалов (защитных, шлакообразующих и диоксидирующих), благодаря которым сварку металлов можно осуществлять без газовой среды.
Газозащитый
Этот вид электрода аналогичен самозащитной проволоке, только кроме флюса предусматривается использование внешнего источника с защитным газом, которым может выступать СО2 либо его смесь с аргоном.
Преимущества применения газозащитных электродов:
- мягкое горение дуги;
- отсутствие разбрызгивания расплавленного металла;
- сварочная ванна контролируется;
- получается качественный и привлекательный сварной шов.
Сплошного сечения
Сплошная проволока – вид электрода сплошного сечения, изготовленный из нержавейки. Присадочный материал предназначен для сваривания изделий из высоколегированных сталей, цветных металлов и сплавов.
Для соединения с помощью сварки алюминиевых деталей используют присадочную проволоку из чистого алюминия или легированную кремнием, магнием, марганцем и прочими химическими элементами.
Медные электроды применяются для сваривания элементов конструкций, вылитых из медных сплавов.
Полезная статья: Пос 60 температура плавления
Выбор флюсовой проволоки
Выбор оптимальной марки сварочной проволоки зависит от толщины свариваемых деталей и металла, из которого они изготовлены. Правильный выбор присадочного материала – гарантия получения качественного сварного соединения и высокой производительности.
Сварщик обязан знать, можно ли использовать конкретную марку проволоки, предназначенную для сварки с газом, для выполнения сварочных работ без внешней газовой среды. Такой вариант допускается, но при этом важно учитывать, что качество соединительного шва получиться хуже, чем в защитной атмосфере газовой смеси.
Расчет расхода проволоки
Расчет для сварки порошковой проволоки, требующейся на 1 метр погонный, осуществляется по формуле N=G*R, в которой:
- G – масса расплава металла в образующемся шве длиной 1 м;
- R – коэффициент поправки (соотношение металлического наплавления к израсходованной присадочной проволоке).

Параметр G рассчитывают по формуле G=A*B*L, в которой:
- A – площадь среза сварного шва;
- B – плотность металла;
- L – длина стыка.
Так как расход материала зависит от расположения соединительной линии в пространстве, в расчетную формулу порошковой проволоки добавляют коэффициент Х, который равен:
- для стыков снизу – 1,0;
- для поверхностей с уклоном – 1,05;
- для вертикально расположенных перегородок – 1,1;
- для потолочных элементов – 1,2.
Данный алгоритм расчета необходимого количества присадочной проволоки разработан для выполнения сварки металлических конструкций в защитной газовой атмосфере. Формула не учитывает разбрызгивание расплавленной металлической массы, если сварочные работы осуществляются без внешнего газового источника.
Поэтому, чтобы компенсировать выброс из сварочной ванны части расплавленного металла, рекомендуется добавлять вышерассмотренную формулу коэффициент поправки 1,2-1,4.
Полезная статья: Температура плавления олова для пайки
Необходимое оборудование
Для самостоятельного выполнения сварочных работ без газовой атмосферы в домашних условиях нужно подготовить:
- сварочный аппарат полуавтомат без газа;
- средства индивидуальной защиты – маску и костюм сварщика;
- присадочную проволоку соответствующей марки;
- источник тока для подсоединения полуавтоматической сварки;
- струбцины либо специальные прижимные приспособления для надежной фиксации свариваемых элементов металлической конструкции.
Настройка и подготовка полуавтомата
При выполнении сварки полуавтоматом без газа разрешается подключение оборудования с обратной полярностью (сварочная проволока к плюсу, масса к минусу).
После настройки подключения аппарата устанавливается катушка с присадочной проволокой и выполняется регулировка направляющих роликов механизма ее подачи. Если применяется порошковая проволока, не рекомендуется сильно затягивать прижимное крепление, так как есть риски заклинивания и деформации стержня.
Далее определяется ток для выполнения сварочных работ. Он зависит от следующих параметров:
- толщины свариваемых изделий;
- химического состава;
- ширины зазора между соединяемыми кромками деталей.
Для настройки параметров на сварочном агрегате есть специальный регулятор поворотного типа со шкалой. Есть модели с жидкокристаллическим дисплеем, на котором при регулировке отображаются показатели.
После настройки оборудования, рекомендуется проверить его работу. Для этого нужно попробовать сделать сварной шов на обрезках свариваемых заготовок либо другом материале аналогичного химического состава. Получение качественного соединения говорит о правильности настройки сварочного агрегата, соответственно можно приступать к основной сварке.
Как варить порошковой проволокой — этапы процесса
В процессе сгорания флюс способствует формированию газового облака, поднимающегося вверх. Поэтому в рабочем помещении обязательно должна быть обустроена хорошая вентиляционная система либо возможность его качественного проветривания. Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Запрещено применение расходника, в сердцевине которого отсутствует порошок. Если пренебречь данным требованием, сварной шов будет низкокачественным с дефектами либо вообще не получиться.
Подготовка
Перед началом сварочных работ в бытовых условиях необходимо выполнить ряд подготовительных мероприятий:
- тщательно очистить поверхности кромок свариваемых деталей;
- приготовить присадочный материал;
- правильно задать параметр силы тока, необходимой для сварочной дуги;
- установить оптимальную скорость подачи присадочной проволоки;
- правильно подобрать полярность при сварке полуавтоматом;
- осуществить пробную сварку на обрезках металла, при необходимости поменять параметры настроек.
Металлические поверхности свариваемых кромок заготовок зачищают с помощью шлифмашинки. После этого их обезжиривают ацетоном либо спиртом.
Силу тока для сварочных работ полуавтоматической сваркой без использования внешней газовой среды подбирают с учетом толщины свариваемых металлических конструкций. Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Многие производители отображают рекомендуемые значения для выполнения сварочных работ на крышке агрегата с внутренней стороны. При самостоятельной сварке стальных конструкций в бытовых условиях важно понимать:
- в случае выбора силы тока меньше необходимого значения для сварочной дуги соединительный шов получится низкокачественным;
- если же силу тока превысить, есть риск сквозного прожигания свариваемых деталей.
Показатель скорости подачи присадочной электродной проволоки полуавтоматическим оборудованием нужно подбирать так, чтобы расходный материал успевал выходить из сварочного наконечника и плавиться непосредственно на металлической поверхности свариваемых изделий. Проволока не должна в процессе сварочных работ иметь чрезмерное натяжение.
При использовании инверторного полуавтоматического агрегата без газовой атмосферы выбирают прямую полярность – масса подсоединяется к плюсу, горелка сварочника к минусу. Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.
Процесс сваривания
После выполнения всех подготовительных мероприятий и проверки работы сварочного оборудования можно приступать непосредственно к сварке самозащитной порошковой проволокой.
После подсоединения массы и подключения полуавтомата к источнику питания в верхней части будущего шва разжигается дуга, после чего рукоятку сварочника надо медленно без резких движений перемещать вниз. При этом рекомендуется немного наклонять вперед горелку полуавтомата. Это позволит сформировать оптимальную сварочную ванну.
Электродную проволоку нужно вести плавно, подавая расходник в зону сварки. При этом нельзя допускать наплыва металла. Нельзя дергать горелку. Это приведет к нарушению сварочной дуги, и соответственно неравномерному заполнению соединительного шва расплавленным металлом.
Для качественного сваривания толстых стальных элементов конструкций сварной шов рекомендуется делать из нескольких слоев. При этом чтобы не допустить образования трещин в шовном соединении, первый слой выполняется на низком токовом значении.
Завершение
Сваривание полуавтоматом стальных изделий без задействования внешнего газового источника – это наиболее оптимальный вариант для маленьких мастерски, организованных в домашних условиях. Данная технология сварки освобождает сварщика от постоянного контроля наличия газовой смеси в баллоне, который при этом не нужно постоянно перемещать за собой.
Но, к специальным флюсовым расходникам, благодаря которым допускается выполнение сварочных работ без газа, предъявляются особые требования по качеству материала. Сварка без газа в отличие от сварки в газовой атмосфере позволяет осуществлять монтажные работы на самых труднодоступных участках.
Оцените автора
( Пока оценок нет )
ПОЛУАВТОМАТИЧЕСКИЙ ВЕНЧИК ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ (НАБОР ИЗ 2 ШТ.
)
– Z ГрилиОбычная цена Цена продажи$20.99 $28.00
/
Стоимость доставки рассчитывается при оформлении заказа.
- На складе, готово к отправке
- Инвентарь в пути
1. Доставка в течение 3-8 рабочих дней.
2. Заказы, содержащие несколько продуктов, будут разделены на отдельные поставки.
ОПИСАНИЕ ПРОДУКТА
Полуавтоматический дизайн: Просто нажмите на ручку, и эти венчики сделают все взбивания за вас. Наши полуавтоматические венчики без электричества или батареи смешивают, вспенивают и взбивают за считанные секунды с минимальными усилиями и выполняют работу намного быстрее, чем обычный венчик. 9№ 0003
Нержавеющая сталь Материал:
Включает 2 разных размера: В комплект входит один 14-дюймовый. и один 12-дюймовый. длина венчика. У вас всегда будет инструмент нужного размера для работы.
Многоцелевой: Незаменимая вещь для любой серьезной кондитерской или кондитерской, которую можно использовать в качестве взбивалки для яиц, миксера для взбивания, мешалки для сливок и т. д.
Легко чистить: Упростите свою жизнь с помощью роскошных веников, которые можно мыть в посудомоечной машине. Вы потратите меньше времени на уборку и больше времени будете наслаждаться своими кулинарными творениями.
ХАРАКТЕРИСТИКИ
Материал: Нержавеющая сталь
Длина ручки: 5,4 дюйма (13,8 см), 5,3 дюйма (13,5 см)
см (3), см2 Общая длина:
136 132 )
Быстрая и бесплатная доставка
Компания Z Grills предлагает бесплатную доставку и отправляет онлайн-заказы в пределах континентальной части США. Гавайи, Аляска и П.О. Коробки.
Ориентировочная доставка через 3–8 рабочих дней после обработки.
Заказы, состоящие из нескольких товаров, могут быть отправлены отдельными пакетами для ускорения доставки.
Ознакомьтесь с нашей политикой доставки здесь.
3 года гарантии
Мы поддерживаем нашу продукцию и наших клиентов. Все пеллетные грили Z Grills поставляются с надежным 3-летним гарантия. Если у вас есть какие-либо вопросы о вашем гриле, наша служба технической поддержки поможет вам.
30-дневный возврат
Мы очень рады, что вы являетесь клиентом Z Grills! Мы хотим, чтобы вы были довольны своей продукцией. Если вы не полностью удовлетворен своей покупкой на Zgrills.com, вы можете вернуть его для замены, обмен или возврат в любое время в течение 30 дней с момента покупки. Ознакомьтесь с нашей политикой возврата здесь.
Полуавтоматический инструмент для добавления аннотаций к кулинарному видео
- title={Полуавтоматический инструмент для добавления аннотаций к видео},
автор = {Симоне Бьянко, Джанлуиджи Чокка, Паоло Наполетано, Раймондо Скеттини, Роберто Маргерита, Джанлука Марини, Джорджио Джанформе и Джузеппе Панталео},
booktitle={Электронное изображение},
год = {2013}
}
- С.
 Бьянко, Г. Чиокка, Джузеппе Панталео
Бьянко, Г. Чиокка, Джузеппе Панталео - Опубликовано в Electronic Imaging 6 марта 2013 г. профилировать диеты и предпочтения в еде, необходимо точно аннотировать видеорецепты, выявляя и отслеживая продукты повара. Эти видео представляют собой особые проблемы с аннотацией, такие как частые окклюзии, изменение внешнего вида еды и т. д. Аннотирование видео вручную — трудоемкая, утомительная и подверженная ошибкам задача. Полностью автоматические инструменты, которые интегрируют…
Просмотр на SPIE
Интерактивный инструмент для ручного, полуавтоматического и автоматического комментирования видео
Распознавание процесса приготовления с помощью iVAT: интерактивный инструмент комментирования видео
- S. Bianco, G. Ciocca, Giuseppe Pantaleo
Компьютер Science
ICIAP
- 2013
Инструмент интерактивного видеоаннотирования iVAT разработан для поддержки ручных, полуавтоматических и автоматических аннотаций, полученных на основе взаимодействия пользователя с различными алгоритмами обнаружения.
Об использовании MKL для распознавания действий при приготовлении пищи
- С. Бьянко, Г. Чокка, Паоло Наполетано
Информатика
Электронные изображения
- 2014 Эта статья по исследованию ядра
на основе CONVOLUTIONAL A UTOO-ENCODERS для аннотирования CT-Scans
- Martin Längkvist, J. Widell
Medicine
- 2019
Антективная аннотация для семантических сканирование и анализ вариаций аннотации между читателями показывают существенное согласие в классификации здоровой и пораженной паренхимы легкого при легочном фиброзе.
Внимательная многокамерная система
- Паоло Наполетано, Ф. Тисато
Информатика
Электронная визуализация
- 2014
Это первая работа, в которой делается попытка использовать модель зрительного внимания человека для динамического выбора камеры. многокамерной системы и продемонстрировал свою эффективность по отношению к другим методам и вручную сгенерированным наземным правдам.
AUT-UTP: набор данных обнаружения и распознавания городских панелей дорожного движения
В этом документе представлен обширный набор данных видеозаписей, записанных на движущемся транспортном средстве с панелей дорожной информации в городских районах, с наземными данными, уточненными человеческим наблюдением, анализом качества и количества данные и статистический отчет.
Interactive user interface based on Convolutional Auto-encoders for annotating CT-scans
- Martin Längkvist, J. Widell, P. Thunberg, A. Loutfi, M. Lidén
Medicine
ArXiv
- 2019
Интерактивный инструмент-аннотация для семантической сегментации, который помогает рентгенологу в маркировке КТ-снимков, и анализ вариаций аннотации между читателями показывает существенное согласие в классификации здоровой и пораженной паренхимы легкого при легочном фиброзе.
ПОКАЗАНЫ 1-10 ИЗ 17 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантности Наиболее влиятельные документыНедавность
Полуавтоматический инструмент для обнаружения и отслеживания достоверности в видео
- И. Кавасидис, С. Палаццо, Р. Сальво, Д. Джордано, C. Spampinato
Информатика
VIGTA ’12
- 2012
LabelMe: онлайн-аннотации изображений и приложения
Показано содержимое базы данных, ее рост с течением времени и статистика ее использования, а также способы извлечения реальных трехмерных координат изображений в различных сценах с использованием отображаются только предоставленные пользователем аннотации объектов.
Интерактивное обнаружение объектов
Интерактивный метод аннотирования объектов, который постепенно обучает детектор объектов, в то время как пользователь предоставляет аннотации, которые дают пользователю обратную связь в режиме реального времени, обнаруживая объекты на лету, и прогнозируют потенциальные затраты на аннотирование невидимых изображений.
Видео LabelMe: создание базы данных видео с человеческими аннотациями
Онлайновая и общедоступная система видеоаннотаций, которая позволяет любому, у кого есть браузер и доступ в Интернет, эффективно аннотировать информацию о категории, форме, движении и действиях объекта в реальных видео.
разработан.Исправление к: Инновационный алгоритм извлечения ключевых кадров при суммировании видео
Алгоритм, который позволяет избежать сложности существующих методов, основанных, например, на стратегиях кластеризации или оптимизации, динамически и быстро выбирает переменное количество ключевых кадров в каждом последовательности путем анализа различий между двумя последовательными кадрами видеопоследовательности.
Отслеживание объекта: опрос
- А. Йилмаз, О. Джавед, М. Шах
Информатика
CSUR
- 2006
— методы отслеживания искусства, классифицировать их по различным категориям и определять новые тенденции для обсуждения важных вопросов, связанных с отслеживанием, включая использование соответствующих функций изображения, выбор моделей движения и обнаружение объектов.
Опрос по визуальному наблюдению за движением и поведением объектов
- Weiming Hu, T. Tan, Liang Wang, S. Maybank
Computer Science
IEEE Transactions on Systems, Man, and Cybernetics, Part C (Applications and Reviews)
- 2004 последние разработки и общие стратегии структуры обработки визуального наблюдения в динамических сценах, а также анализирует возможные направления исследований, например, обработку окклюзии, комбинацию двух- и трехмерного отслеживания, объединение информации с нескольких датчиков и удаленное наблюдение.
- Веймин Ху, Няньхуа Се, Ли Ли, Сянлинь Цзэн, С.
Содержательный поиск изображений в конце раннего возраста
Условия работы содержательного поиска: обсуждаются модели использования, типы изображений, роль семантики, сенсорный разрыв, а также аспекты системная инженерия: базы данных, системная архитектура и оценка.
Обзор индексации и поиска видео на основе визуального контента
- С.